
443 398 --003 9703 Valid from Machine no 452 XXX--XXXX
A6 SFD1
Equipo para soldadura automática
Saldatrice automatica
Equipamento automático para soldadura
Auto matic welding machine
Áõôüìáôïò ÓõãêïëëçôÞò
Manual del operador
Manuale per l’operatore
Manual para o operador
Operating manual
Ïäçãßåò ×åéñéóìïý

SEGURIDAD 2...............................................
DESCRIPCION TECNICA 3....................................
INSTALACION 4..............................................
OPERACION 9...............................................
MANTENIMIENTO 10...........................................
LOCALIZACIÓN DE AVERÍAS 11................................
INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC 12.........
SICUREZZA 14................................................
DESCRIZIONE TECNICA 15....................................
INSTALLAZIONE 16............................................
USO 21.......................................................
MANUTENZIONE 22...........................................
RICERCA GUASTI 23..........................................
ISTRUZIONI PER IL COLLEGAMENTE DI PEG1 E A6 VEC 24......
SEGURANÇA 26...............................................
DESCRIÇÃO TÉCNICA 27......................................
INSTALAÇÃO 28...............................................
FUNCIONAMENTO 33..........................................
MANUTENÇÃO 34.............................................
ANÁLISE DE AVARIAS 35......................................
INSTRUÇÕES DE LIGAÇÃÕ PARA O PEG1 E A6 VEC 36..........
SAFETY 38....................................................
TECHNICAL DESCRIPTION 39..................................
INSTALLATION 40.............................................
OPERATION 45................................................
MAINTENANCE 46.............................................
TROUBLESHOOTING 47.......................................
CONNECTION INSTRUCTIONS FOR PEG1 AND A6 VEC 48.......
ÁÓÖÁËÅÉÁ 50.................................................
ÔÅ×ÍÉÊÇ ÐÅÑÉÃÑÁÖÇ 51........................................
ÅÃÊÁÔÁÓÔÁÓÇ 52.............................................
ËÅÉÔÏÕÑÃÉÁ 57................................................
ÓÕÍÔÇÑÇÓÇ 58................................................
ÁÍÁÆÇÔÇÓÇ ÓÖÁËÌÁÔÙÍ 59..................................
ÏÄÇÃÉÅÓÓÕÍÄÅÓÇÓÐÅÃ1ÊÁÉA6VEC 60.......................
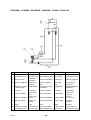
CROQUIS ACOTADO - DIMENSIONI -
ESBOÇO COM DIMENSÕES - DIMENSION DRAWING -
Ó×ÅÄÉÁÃÑÁÌÌÁ ÌÅÃÅÈÙÍ 61...........................
ESQUEMA - SCHEMA - ESQUEMA -
DIAGRAM - Ó×ÇÌÁ ÓÕÍÄÅÓÇÓ 63.......................
PIEZAS DE DESGASTE - PARTI DI USURA -
PEÇAS EXPOSTAS A DESGASTE - WEAR COMPONENTS -
ÁÍÁËÙÓÉÌÁ ÁÍÔÁËËÁÊÔÉÊÁ 64.........................
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Rights reserved to alter specifications without notice.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.

-- 1 --
mmvarnca
ADVERTENCIA
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA
UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIO-
NES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRI-
CANTE
CHOQUES ELÉCTRICOS -- Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de protección mojados
electrodos o partes con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES -- Pued en dañar la salud
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel
S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con
elemento filtrante y lleve ropa de protección.
S Proteja a los circundantes con pantallas protectoras o cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales
inflamables en las cercanías del lugar de soldadura.
RUIDO -- El ruido excesivo pu ed o perjudicar el oído
S Proteja su oído. Utilice protectores auriculare s.
S Avise a otras personas presentes sobre el riesgo.
EN CASO DE AVERÍA
S Acudaaunespecialista
ANTES DE LA INSTALACIÓN Y USO, LEA
ATENTAMENTE LAS INSTRUCCIONES DE USO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!

SEGURIDAD
-- 2 --
df00f1ca
SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medi-
das de seguridad para el personal que trabaja con el sistema o cerca del mismo.
El contenido de esta recomendación puede considerarse como un complemento de
las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones de manejo deben ser efectuadas, de acuerdo con las instruc-
ciones dadas, por personal que conozca bien el funcionamiento del equipo de solda -
dura.
Una maniobra errónea, causada por una manipulación indebida o la activación erra-
da de una secuencia de funcionamiento, puede producir una situación anormal peli-
grosa para el operador y para el equipo.
1. Todo el personal que trabaja con el equipo de soldadura debe conocer:
S su manejo
S la ubicación de la parada de emergencia
S su funcionamiento
S las reglas de seguridad vigentes
Para facilitar esto, cada interruptor, pulsador y potenciómetro lleva un rótulo que
indica el tipo de movimiento activado o la conexión producidos al activarlos.
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de solda-
dura antes de ponerlo en marcha.
S nadie esté mal situado al activar los carros.
3. El lugar de trabajo debe estar:
S libre de piezas de máquina, herramientas o materiales que puedan dificultar
el movimiento del operador en la zona de trabajo.
S dispuesto para satisfacer la exigencia de accesibilidad a la parada de emer-
gencia.
4. Equipo de protección personal
S Utilizar siempre e l equipo de protección personal prescrito: como gafas pr o-
tectoras, ropas ininflamables y guantes.
S No utilizar prendas sueltas como corr ea, brazalete, etc, que puedan agarrar-
se.
5. Otros
Normalmente, las piezas conductoras de tensión están protegidas contra con-
tacto.
S Comprobar que estén bien conectados los cables de retorno indicados.
S Los trabajos en las unidades eléctricas sólo deben ser efectuados por
personal cualificado.
S Debe disponerse de equipo de extinción de fuegos en un lugar fácilmente
accesible y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efec-
tuarse durante el funcionamiento.

DESCRIPCION TECNICA
-- 3 --
dfa3d1ca
DESCRIPCION TECNICA
El equipo de soldadura automática A6 SFD1 está diseñado para la pulvisoldadura
de tope y ángulo al arco. Puede montarse en grúa de soldadura o en carro sobre
vigas.
Están prohibidas otras aplicaciones.
El equipo se monta con tornillos M12. (El tornillo no debe tocar fondo en el aislador,
que tiene una profundidad de rosca de 14 mm). Debe montarse en una parte esta-
ble para eliminar el riesgo de que se suelte o se mueva.
DATOS TECNICOS
A6 SFD1 LD (Light Duty) D20 HD (Heavy Duty) D35
Carga admisible CA/CC
contínua 800 A 1500 A
60% 1000 A --
Dimensión del electrodo
compacto hilo sencillo 1,6--4,0 mm 3,0--6,0 mm
hilo doble 2x1,2--2,5 mm 2x2,0--3,0 mm
hilo tubular 1,6--4,0 mm 3,0--4,0 mm
Velocidad de alimentacion del electrodo 0,5--9 m/min 0,2--4,5 m/min
Peso máximo del electrodo montado en cabeza
de soldar
2x30 kg 2x30 kg
Longitud de ajuste del carro *
manual 210 mm 210 mm
motorizado (con cojinetes de bolas) 300 mm 300 mm
Peso (excl. electrodo y polvo de soldadura) 110 kg 110 kg
Capacidad del depósito de polvo 10 l 10 l
Fuerza de torsión del cubo de freno 1,5 Nm 1,5 Nm
Tensión de conexión (CA) 42 V 42 V
Presión acústica continua, medición A 68 dB 68 dB
* ATENCION ¡Pueden pedirse otras longitudes!
Ver el plano acotado del carro manual para trabajos duros en la página 62 y el del
carro motorizado para trabajos livianos en la página 63.

INSTALACION
-- 4 --
dfa3i1ca
INSTALACION
1. Motor de electrodo A6 VEC, ver las instrucciones 443 393.
2. Caja de control PEG1, ver las instrucciones 443 392.
3. Conectar el equipo según el esquema en la página 64.
S Corriente continua:
G Conectar el cable de mando (08) entre la fuente de corriente de soldeo
(01) y la caja de control PEG1.
G Conectar el conductor con terminal (07) entre la fuente de corriente de
soldeo y una derivación.
G Conectar el electrodo en polo positivo.
S Corriente alterna:
G Conectar el cable de mando (08) entre la fuente de corriente de soldeo
(01) y la caja de control PEG1 (02).
G Conectar el conductor de soldeo (07) entre la fuente de corriente (10)
y una derivación.
S Conectar el cable de retorno entre la fuente de corriente de soldeo (01, 10)
y la pieza de trabajo.
S Conectar el conductor de medición (09) entre la pieza de trabajo y la fuente
de corriente de soldeo (01, 10), o entre la pieza de trabajo y la caja de con-
trol PEG1 (02) (por ejemplo, cuando se utiliza una fuente d e corriente de
otra marca).
S Conectar el motor con engranaje A6 VEC en la caja de control PEG1 (02).
S Conectar la eventual lámpara de proyector a la caja de control PEG1 (02).
4. Comprobar que la caja de control PEG1 esté conectada según la tabla en la
página 12 y que la reducción y vueltas del rotor correspondan a la misma.
5. Si hay carro motorizado, ver las instrucciones 443 394.
6. Si hay equipo de seguimiento de junta A6 GMD, ver las instrucciones 443 403.
7. Elegir un electrodo y polvos de soldadura para que el metal de soldadura propio
tenga una equivalencia analítica aproximada con el material básico.
Seleccionar la dimensión de electrodo y los datos de soldeo según los valores
recomendados por el fabricante del aditivo.

INSTALACION
-- 5 --
dfa3i1ca
8. Carga del electrodo de soldadura.
S Desmontar el tambor de electrodo del cubo del
freno (2) y aflojar la mordaza (3).
S Poner la bobina de electrodo (1) en el tambor y
montar la mordaza (3).
S Montar el tambor de electrodo y la bobina
desechable en el cubo del freno (2).
OBSERVAR la posición del arrastrador.
¡IMPORTANTE!
Para impedir que la bobina de electrodo
se salga del cubo del freno;
fijarla con la per illa roja, según la etiqueta
de aviso (ver la figura adjunta)
situada junto al cubo.
S Comprobar que el carrete alimentador(1) y las zapatas de contacto (4)
tengan las dimensiones correctas.
S Electrodo grueso (3 -- 6 mm):
a. Cortar los alambres de ligadura
de la bobina de electrodo.
b. Tirar del extremo del electrodo.
c. Enderezar el radio de curvatura.
S Poner el extremo del electrodo en
la ranura del carrete de alimentación.
S Ajustar la presión del electrodo
contra el carrete con el torn illo (6).
¡ATENCION! Apretarsólolosuficien-
te para obtener una alimentación se-
gura.
El tornillo de empuje no debe apr etar-
se
del todo.
Debe haber un poco de elasticidad.
S No desmontar el perno de montaje (3).
S Avanzar el electrodo con el interruptor A 02
de la caja de control PEG.
S Durante el avance del electrodo, enderezarlo con
la perilla (5 ) del dispositivo de rodillo enderazador o con un dispositivo
enderezador especial para electrodos frágiles o hilo doble Con el dispositivo
bien ajustado, el electrodo debe salir recto por las zapatas y la boquilla de
contacto.

INSTALACION
-- 6 --
dfa3i1ca
9. Cambio del carrete alimentador (ver piezas de desgaste en la página 65).
S Electrod o sencillo:
G Aflojar la perilla (5) y el tornillo de empuje (6).
G Aflojar el volante (2).
G Cambiar el carrete alimentador. Están marcados con dimensión
de electrodo.
S Electrodo doble:
G Cambiar el carrete alimentador de dos pistas con el mismo método que
para el electrodo sencillo.
G ¡ATENCION! Cambiar también el rodillo de empuje.
El rodillo de empuje esférico, especial, sustituye al rodillo estándar para
electro do sencillo.
G Montar el rodillo de empuje con el gorrón especial (referencia 146
253--001).
S Electrodo tubular (para carretes estriados):
G Cambiar el carr e te alimentador y el rodillo de empuje para las dimensio-
nes de hilo respectivas ¡ATENCION! Para el rodillo de empuje se requie-
re un gorrón especial (referencia 2129 011--01).
G Apretar el tornillo de empuje con una presión moderada para que no se
deforme el electrodo tubular.
¡ADVERTENCIA!
Las piezas rotativas presentan peligro de accidentes por apriete.
Proceda con sumo cuidado.

INSTALACION
-- 7 --
dfa3i1ca
10. Equipo de contacto
S Electrod o sencillo 1,6 -- 2,5 mm (4,0 mm). Trabajos lig eros (D20)
De serie en e l A6 SFD1 ( modelo LD). Se utiliza si es necesar io en, p.e.,
espacios reducidos. Dimensiones de electrodo hasta 4,0 mm.
Utilizar el tubo de contacto D20 con la boquilla de contacto (rosca M12),
ver la tabla en la página 67.
G Para obtener un buen contacto, apretar la boquilla de contacto con la
llave n_ 10.
Para electrodos frágiles (ø 1,6 -- 2,5 mm) utilizar un tubo de guía y un ende-
rezador de electrodo débil.
G Montar la abrazadera del tubo de guía en el orificio M12 para el r odillo
enderezador en el dispositivo de r odillo ender ezador estándar. El tubo
de guía debe tocar fondo en la boquilla de contacto. Si es necesario,
cortar la longitud para que la distancia hasta el carrete alimentador sea
de unos 5 mm.
G Montar el enderezador de electrodo frágil sobre la abrazadera del
dispositivo de rodillo enderezador.
S Electrod o sencillo 3,0 -- 6,0 mm. Trabajos pesados (D35).
DeserieenelA6SFD1.
Utilizar el tubo de contacto D35 con abrazader as par a contactos.
Ver también la nota sobre el tubo de contacto D20 para dimensiones de
electrodo hasta 4,0 mm en e spacios reducidos.
G Utilizar el dispositivo de rodillo enderezador estándar del A6 con un
enderezador compuesto por un rodillo fijo y uno ajustable.
G Montar la abrazadera para contacto con los tornillos M5 incluidos en la
entrega: una parte de la abrazadera en el tubo de contacto fijo, y una
parte en la mitad suelta del tubo dividido.
G Monta r la mitad suelta y la abraza dera para contacto con un tor nillo
hexagonal M8 y apretar al máximo para obtener un buen contacto entre
la abrazadera y el electrodo.
S Electrodos tubulares.
Para los electrodos tubulares pueden utilizarse tubos de contacto D20 y
D35. Si se utilizan abrazaderas para contacto (D35), deben apr etar se con
fuerza moderada para no deformar el electrodo tubular. Comprobar que ha-
ya buen contacto para el electrodo.
S Electrodo doble.
Para electrodo doble con tubo de guía y enderezador separ ado debe utilizar -
se el tubo de contacto D35.
G Montar la abrazadera del tubo de guía en el orificio M12 para el r odillo
enderezador fijo en el dispositivo de r odillo enderezador estándar. El tu-
bo de guía debe tocar fondo en la abrazadera para contacto (Heavy
Twin) contra el adaptador para la boquilla de contato (Light Twin).
G Adaptar la longitud del tubo de guía para que la distancia hasta el carre-
te alimentador sea de unos 5 mm.

INSTALACION
-- 8 --
dfa3i1ca
S Electrodo doble 2x1,2 -- 2x2,0 mm, Light Twin:
Utilizar dos boquillas de contacto con rosca M6. Para la dimensión de los
electrodos, en la página 67.
G Apretar bien las boquillas para obtener un contacto sastisfactor io.
G Montar el adaptador de las boquillas de contacto M 6 con un tornillo M 5
en la parte fija del tubo de contacto dividido. En esta aplicación no son
necesarios el tornillo de empu je ni la mitad suelta del tubo de contacto.
S Electrodo doble 2x2,0 -- 2x3,0 mm, Heavy Twin:
G Utilizar abrazaderas para contacto Twin para electrodos gruesos (2x2,0
mm, ver también Light Twin).
G Montar la abrazadera para contacto con los tornillos M5 incluidos en la
entrega. ¡ATENCION! Montar la mitad de abrazadera con resalte en la
parte fija del tubo de contacto.
G Para cargar electrodos nuevos, desmontar la mitad suelta del tubo de
contacto aflojando el tornillo de empuje.
G Hacer avanzar el electrodo, introduciéndolo en la ranura de la mitad fija
de la abrazadera para contacto (con resalte).
G Aflojar el tornillo M5 de la abrazadera para contacto y montar la mitad
suelta con un tornillo hexagonal M8, de modo que la mitad con resalte y
la mitad contraria envuelvan los electrodos. Atornillar la parte suelta del
tubo de contacto con los tornillos M5 para obtener un buen contacto.
S Ajuste de los electrodos para la soldadura Twinarc:
Ajustar los electrodos en la junta para obtener una soldadura satisfactoria
girando el tubo de contacto. Ambos electrodos pueden girarse para colocar-
los uno detrás del otro en línea con la junta o en una posición libre de hasta
90_ a través de la misma: es decir, con un electrodo a cada lado de la junta.
11. Reposición de polvo de soldadura
S Cerrar la válvula del depósito de polvo.
S Sacar el ciclón del aspirador de polvo y llenar el depósito.
¡ATENCION! El polvo de soldadura debe estar seco. Si es posible, para ex-
teriores y en medios húmedos utilizar polvo aglomerante.
S Ajustar la boquilla de polvo encima de la soldadura par a obtener la cantidad
de polvo adecuada. La altura de la capa de polvo debe ser suficiente para
que el arco no perfore.

OPERACION
-- 9 --
dfa3o1ca
OPERACION
1. Para obtener un resultado satisfactorio, son necesarios unos preparativos
minuciosos.
¡ATENCIÓN! No debe haber variaciones de la distancia entre bordes en la junta
de soldadura.
2. Para evitar el riesgo de agrietamientos por calor, la anchura de soldeo debe ser
mayor que la profundidad de penetración.
3. Soldar siempre una pieza de prueba con el mismo tipo de junta y grosor de
chapa que la pieza de trabajo.
¡ATENCIÓN! En la producción, NO DEBE soldarse directamente en la pieza de
trabajo.
Instrucciones de manejo de la caja de co ntrol PEG1
Ver el manual de instrucciones PEG1, referencia 443 392.

MANTENIMIENTO
-- 1 0 --
dfa3m1ca
MANTENIMIENTO
1. Caja de control PEG1, ver las instrucciones 443 392.
2. Motor con engranaje A6 VEC, ver las instrucciones 443 393.
3. Diario
S Limpiar de polvo de soldadura y suciedad las piezas móviles del equipo.
S Comprobar que todos los cables eléctricos y mangueras estén intactos y co-
rrectamente contactados.
S Comprobar que todas las uniones atornilladas estén apretadas.
S Verificar la fuerza de torsión del cubo de freno:si el tambor de electrodo si-
gue rotando al parar la alimentación, la fuerza es demasiado pequeña; y si
los rodillos alimentadores patinan, la fuerza es demasiado grande. La fuerza
de torsión nominal para un tambor de electrodo de 30 Kg es de 1,5 Nm.
G Ajuste de la fuerza de torsión
del freno:
a. Poner el fiador (006)
en posición de bloqueo.
b. Introducir un destorn illador
en los muelles del cubo.
Girando los muelles ( 002) a la derecha se reduce la fuerza.
Girándolos a la izquierda se aumenta la fuerza.
¡ATENCION! Girar los muelles por igual.
4. Periódico
S Revisar las escobillas del motor de electrodo cada tres meses y cambiarlas
cuando se hayan desgastadoa6mm.
S Revisar los carros y lubricarlos si se atascan.
S Revisar la gu¡a de electrodo de la unidad a lim entadora, los rodillos impulso-
res y la boquilla de contacto. Cambiar las piezas desgastadas o dañadas.
(Ver ”Piezas de desgaste”, en la página 65)
aza5dp08

LOCALIZACIÓN DE AVERÍAS
-- 1 1 --
dfa3f1ca
LOCALIZACIÓN DE AVERÍAS
Equipo
S Instrucciones caja de control PEG1, referencia 443 392.
S Instrucciones motor con engranaje A6 VEC, referencia 443 393.
Comprobar que
S la fuente de corriente de soldadura tenga la tensión de red
correcta
S las 3 fases tengan tensión (no tiene importancia la secuencia
de fases)
S los cables de soldeo y sus conexiones estén intactos
S los mandos estén en la posición deseada
S se ha desconectado la tensión de red antes de empezar la
reparación
FALLOS POSIBLES
1. Síntoma Grandes variaciones de los valores de amperaje y tensión en
el display.
Causa 1.1 Desgaste o dimensión errónea de las abrazaderas de contactos o
la boquilla.
Medida Cambiar las abrazaderas o la boquilla.
Causa 1.2 Presión insuficiente de los carretes alimentadores.
Medida Aumentar la presión de los carretes.
2. Síntoma Alimentación de electrodo irregular.
Causa 2.1 Presión de los carretes alimentadores mal ajustada.
Medida Cambiar la presión de los carretes.
Causa 2.2 Dimensión errónea de los carretes.
Medida Cambiar los carr etes.
Causa 2.3 Ranuras de los carretes alimentadores desgastadas.
Medida Cambiar los carr etes.
3. Síntoma Sobrecalentamiento d e los cables de soldeo .
Causa 3.1 Conexiones eléctricas defectuosas.
Medida Limpiar y apretar las conexiones eléctricas.
Causa 3.2 Dimensión insuficiente de los cables de soldeo.
Medida Utilizar un cable mayor o cables paralelos.

12
INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC
Electrodo
Hilo sencillo
2,5 -- 6mm
Hilo sencillo
2,5 -- 6mm
Electrodo doble
2x1,2 -- 3,0mm
Cinta
0,5x30 -- 100mm
Electrodo de carbón
8,0 -- 12,7mm
Método de soldadura
Soldadura por arco
con polvo
Soldadura por arco
con polvo
Soldadura por arco
con polvo
Soldadura por ar-
co con polvo
Cincelado por aire de
arco
Corriente Continua Alterna Continua Continua Continua
Interruptor
(feed--back)
Posición1ó2 Posición 1 Posición 1 Posición 1 Posición 2
Interruptor (9),
tarjeta de secuencias
Posición superior Posición superior Posición inferior Posición superior Posición superior
Conexión de la
tarjeta de regulador
(A6 VEC)
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
Reducción
(A6 VEC)
156:1 156:1
156:1
(74:1)
156:1 156:1
R.p.m. del rotor del
motor (A6 VEC)
4000 4000 4000 4000 4000

-- 1 3 --
mmvarnia
ATTENZIONE
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA
OSSIDRICA SONO PERICOLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE
DISPOSIZIONI DI SICUREZZA BASATE SUI CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con
attrezzatura di protezione bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavor o assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’am b iente e allontanare i fumi dall’ambiente d i lavoro.
IL RAGGIO LUMINOSO -- Può cau sare ustioni e danni ag li occhi
S Usare elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli
oggetti infiammabili dal luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni d ell’u dito
S Proteggete il vostro udito. Utilizzate cuffie acustiche oppure altre pr otezioni
specifiche.
S Informate colleghi e visitatori di questo rischio.
IN CASO DI GUASTO
S Contattare il personale specializzato.
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA
DELL’INSTALLAZIONE E DELL’USO.
PROTEGGETE VOI STESSI E GLI ALTRI!

SICUREZZA
-- 1 4 --
df00f1ia
SICUREZZA
L’utilizzatore di una saldatrice automatica ESAB è responsabile delle misure di sicu-
rezza per il personale che opera con il sistema o nelle vicinanze dello stesso.
Queste indicazioni sono da considerarsi un complemento alle norme di sicurezza vi-
genti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato
nelle istruzioni e solo da personale adeguatamente addestrato.
Una manovra erronea, causata da un intervento sbagliato, oppure l’attivazione di
una sequenza di funzioni non desiderata, può provocare anomalie che possono cau-
sare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscerne:
S l’uso e il funzionamento
S la posizione dell’arr e sto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
A tale fine ogni interruttore, pulsante o potenziometro è dotato di un cartello con
testo o figura che indica il tipo di movimento azionato o di collegamento attivato
in caso di manovra.
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro della saldatrice au-
tomatica prima che questa venga messa in funzione,
S che nessuno si trovi sul percorso del carrello o della slitta.
3. La stazione di lavoro deve:
S essere libera da utensili, parti di macchin a o altro materiale che possa osta-
colare il movimento dell’operatore nell’area di lavoro,
S essere organizzata in modo tale che l’arresto di emergenza sia immediata-
mente raggiungibile.
4. Abbigliamento di sicurezza
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di prote-
zione, abiti non infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture o bracciali che possano
impigliarsi.
5. Altro
I componenti sotto tensione sono normalmente protetti dal contatto.
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da per-
sonale sp ecializzato .
S Le attrezzature antincendio devono essere facilmente accessibili in luogo
adeguatamente segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sulla saldatrice
automatica quando è in esercizio.

DESCRIZIONE TECNICA
-- 1 5 --
dfa3d1ia
DESCRIZIONE TECNICA
La saldatrice automatica A6 SFD1 è destinata per la saldatura ad arco sommerso
con giunto di testa e cordone piano--frontale. Può essere montata su un supporto di
braccio per saldatrice o carrello a scorrimento su portale.
Ogni altro impiego è severamente vietato .
La saldatrice automatica va montata con viti M12. (Controllare che la vite non vada a
battere contro il fondo dell’isolator e che ha una profondità di filettatura di 14 mm) .
Va montata contro un supporto stabile per eliminare il rischio che la saldatrice auto -
matica si stacchi o non stia ferma.
DATI TECNICI
A6 SFD1 LD (Light Duty) D20 HD (Heavy Duty) D35
Carico massimo ammesso CA/CC
continuo 800 A 1500 A
60% 1000 A --
Dimensione elettrodo
pieno filo singolo 1,6--4,0 mm 3,0--6,0 mm
filo doppio 2x1,2--2,5 mm 2x2,0--3,0 mm
filoatubo 1,6--4,0 mm 3,0--4,0 mm
Velocità avanzamento elettrodo 0,5--9 m/min 0,2--4,5 m/min
Peso elettrodo, max montato sulla testa saldante 2x30 kg 2x30 kg
Lunghezza installazione slitta *
manuale 210 mm 210 mm
a m otore (su cuscinetti) 300 mm 300 mm
Peso (escl. elettrodo e flusso) 110 kg 110 kg
Capacità serbatoio flusso 10 l 10 l
Coppia frenante del mozzo del freno 1,5 Nm 1,5 Nm
Tensione di alimentazione a rete (CA) 42 V 42 V
Pressione sonora continua in A 68 dB 68 dB
*N.B!può essere ordinata una lunghezza diversa!
Vedere il disegno per slitta ad azionamento manuale nella versione heavy duty a
pagina 62 e con slitta a motore nella versione light duty a pagina 63.

INSTALLAZIONE
-- 1 6 --
dfa3i1ia
INSTALLAZIONE
1. Motore elettrodo A6 VEC, vedi istruzioni per l’uso 443 393.
2. Centralina di comando saldatura PEG1, vedi istruzioni per l’uso 443 392.
3. Collegare la saldatrice automatica secondo lo schema, a pagina 64.
S Corrente continua:
G Collegare il cavo di comando (08) tra il generatore di corrente (01) e la
centralina di comando PEG1.
G Collegare il cavo con terminale (07) tra il generatore di corrente e il deri-
vatore.
G Collegare l’elettrodo al polo positivo.
S Corrente alternata:
G Collegare il cavo di comando (08) tra il generatore di corrente (01) e la
centralina di comando PEG1 (02).
G Collegare il cavo di saldatura (07) tra il generatore di corrente (10) e il
derivatore.
S Collegare il cavo di ritorno tra il generatore di corrente (01, 10) e il pezzo in
lavorazione.
S Collegare il cavo di alimentazione (09) tra il pezzo in lavorazione e il genera-
tore di corrente (01, 10) oppure tra il pezzo in lavorazione e la centralina di
comando PEG1 (02) (per esempio usando un generatore di corrente di altra
marca).
S Collegare il motore con il riduttore A6 VEC alla centralina di comando PEG1
(02).
S Collegare l’eventuale lampada del proiettore alla centralina di comando
PEG1 (02).
4. Controllare che la centralina di comando PEG1 sia collegata secondo la tabella
a pagina 24 e che il rapporto di riduzione e il numero di giri del rotore siano stati
impostati secondo quanto indicato.
5. Se è presente una slitta per il motore, vedi istruzioni 443 394.
6. Se è presente l’attrezzatura per il controllo del giunto A6 GMD, vedi le istruzioni
per l’uso 443 403.
7. Scegliere il tipo di elettrodo e il flusso per saldatura in modo che il materiale di
apporto corrisponda gr osso modo all’analisi del materiale di base. Scegliere le
dimensioni dell’elettrodo e i parametri di saldatura secondo i valori raccomandati
dal fornitore del materiale.

INSTALLAZIONE
-- 1 7 --
dfa3i1ia
8. Caricamento dell’elettrodo di saldatura.
S Smontare il tamburo dell’elettrodo dal mozzo
del freno (2) e staccare la fiancata (3).
S Posizionare la bobina dell’elettrodo (1) sul tambur o
e rimontare la fiancata (3).
S Montare il tamburo dell’elettrodo o la bobina monouso
sul mozzo (2) . OSSERVARE la posizione del menabrida.
IMPORTANTE!
Per evitare che la bobina esca dal
mozzo;
Bloccare la bobina con il volantino rosso,
secondo il cartello (vedi figura a lato)
posizionato accanto al mozzo del freno.
S Controllare che il r ullo di alimentazione (1) e le ganasce di contatto (4) siano
della dimensione giusta.
S In caso di elettrodo spesso (3 -- 6 mm):
a. Tagliare i fili intorno ala bobina
dell’elettrodo.
b. Tirare fuori la testa dell’elettr odo.
c. Raddrizzare il raggio di piegatura.
S Posizionare la testa dell’elettrodo nella
traccia sul rullo di alimentazione.
S Regolare la pressione dell’elettrodo
contro il rullo di alimentazione agendo
sulla vite (6).
OSSERVARE! Non serrare troppo per
assicurare un’alimentazione continua.
La vite non deve essere mai serrata
completamente. Lasciare sempre un certo
molleggio.
S Il bullone (3) non va mai smontato.
S Far avanzare l’elettrodo con l’interruttore
A 02 sulla centralina PEG.
S Durante l’avanzamento dell’elettr odo, questo va orientato
agendo sul volantino (5) sul gruppo guidafilo, o con soluzioni
speciali per elettrodi sottili o a filo doppio.
Quando il guidafilo è in posizione, l’elettrodo deve uscire attraverso
le ganasce di contatto o l’ugello di contatto.

INSTALLAZIONE
-- 1 8 --
dfa3i1ia
9. Sostituzione del rullo di alimentazione (vedere parti soggette ad usura a
pagina 65).
S Filo singolo:
G Allentare il volantino (5) e la vite di pressione (6).
G Allentare la manopola (2).
G Sostituire i rulli di alimentazione. Questi sono contrassegnati con la ris-
pettiva dimensione del filo.
S Elettrodo doppio:
G Per sostituire il rullo per il doppio filo, procedere come in precedenza.
G OSSERVARE! Sostituire anche il rullo di spinta. il rullo di spinta sferico
per il filo doppio sostituisce quello standard per il filo singolo.
G Montare il rullo di spinta con lo speciale perno (articolo no. 146
253--001).
S Elettrodo tubolare (per rulli corrugati):
G Sostituire il rullo di alimentazione e quello di spinta in coppia, per le di-
mensioni dell’elettrodo. N.B! Per il rullo di spinta è necessario un perno
speciale (articolo no. 2129 011--01).
G Stringere adeguatamente la vite di pressione, in modo da non deformare
l’elettrodo tubolare.
ATTENZIONE !
Attenzione alle parti girevoli. Rischio di schiacciamento.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































in altre lingue
- español: ESAB A6 SFD1 Manual de usuario
- português: ESAB A6 SFD1 Manual do usuário
- slovenčina: ESAB A6 SFD1 Používateľská príručka
Documenti correlati
-
ESAB A6 SFD2 Manuale utente
-
ESAB A6 TFD1 / TFD2 / TGD1 Manuale utente
-
-
-
-
-
ESAB A2 Automatic welding machines Manuale utente
-
ESAB A6 Tandem Mastertrac Manuale utente
-
-
ESAB A6 Automatic welding machines Manuale utente