
Optima
Processi
Descrizione
Mig Pulsato (GMAW−P)
Abbinato fornisce
OM-2805/ita 182 111G
2014−05
™
MANUALE D’USO

Congratulazioni e Grazie per aver scelto Miller. Da adesso potrete
realmente lavorare in modo ottimale. Noi sappiamo che oggi non si può
fare altrimenti.
Per questo motivo Niels Miller, quando ha iniziato a fabbricare saldatrici
ad arco nel 1929, si assicurò di fornire prodotti di qualità superiore,
destinati ad offrire prestazioni ottimali per lunghissimo tempo.
Come Voi, i suoi Clienti esigevano i prodotti migliori disponibili sul
mercato.
Oggi, la tradizione continua, grazie agli uomini che fabbricano e vendono
i materiali Miller, con l’intento di fornire apparecchi e servizi, che
rispondano agli stessi criteri rigorosi di qualità e valore, stabiliti nel 1929.
Questo Manuale di Istruzioni è studiato per aiutarvi ad approfondire e
sfruttare al meglio i vostri prodotti Miller. Leggete con attenzione le
prescrizioni relative alla sicurezza; vi aiuteranno a proteggervi da
eventuali pericoli, nel luogo di lavoro. Miller vi permetterà
un’installazione rapida e un utilizzo semplice.
Mantenuto correttamente il materiale Miller vi
assicurerà performance immutate ed affidabili per
lunghissimo tempo, e se per qualche ragione,
l’apparecchiatura necessitasse di intervento,
trovate una guida alla soluzione dei problemi più
comuni. La lista delle parti di ricambio vi aiuterà a
decidere il particolare giusto da sostituire per
risolvere i problemi. Trovate infine informazioni
dettagliate riguardanti Garanzia e Assistenza del
vostro apparecchio.
Miller Electric produce una linea completa
di saldatrici ed apparecchi legati alla
saldatura. Per informazioni sugli altri
prodotti Miller di qualità contattare il distributore Miller per ricevere il
catalogo aggiornato completo o i singoli fogli del catalogo.
Miller, il vostro partner per
la saldatura!
Miller è stato il primo
produttore de apparecchi
per saldatura, negli Stati
Uniti, a essere certificato
secondo le norme de
assicurazione e controlle
della qualità ISO 9001.
Tutti i generatori i Miller
sono coperti dalla Garanzia
True Blue, che vi silleverà
da ogni preoccupazione e
problema.

INDICE
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE PRIMA DELL’USO 1......................
1-1. Uso Simboli 1.........................................................................
1-2. Rischi Saldatura ad Arco 1..............................................................
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione 3......................
1-4. Avvertenze “California Proposition 65” 5...................................................
1-5. Norme di Sicurezza Principali 5..........................................................
1-6. Informazione EMF 5...................................................................
SEZIONE 2 − INSTALLAZIONE 7..............................................................
2-1. Collegamento alla saldatrice 7...........................................................
2-2. Impostazioni saldatrice 7................................................................
2-3. Sommario e comandi 8.................................................................
2-4. Display in modalità MIG pulsato manuale e CV Mig 9........................................
2-5. Schermi di configurazione 10.............................................................
2-6. Scelta dei programmi PULSATI e impostazione dei parametri 11................................
2-7. Influenza dei parametri delle forme d’onda per la saldatura manuale pulsata MIG sull’arco e sulla
velocità di burn−off 12...................................................................
SEZIONE 3 − PROGRAMMA PER SALDATRICI MODELLO 304 13..................................
3-1. Sommario dei programmi 13..............................................................
3-2. Programmi per saldatrici modello 304 13...................................................
SEZIONE 4 − PROGRAMMA PER SALDATRICI MODELLO 350 19..................................
4-1. Sommario dei programmi 19..............................................................
4-2. Programmi per saldatrici modello 350 19...................................................
SEZIONE 5 − PROGRAMMA PER SALDATRICI MODELLO 456 25..................................
5-1. Sommario dei programmi 25..............................................................
5-2. Programmi per saldatrici modello 456 25...................................................
SEZIONE 6 − INDIVIDUAZIONE GUASTI 32......................................................
6-1. Codici di errore 32......................................................................
6-2. Individuazione guasti 32.................................................................
SEZIONE 7 − SCHEMA ELETTRICO 33..........................................................
SEZIONE 8 − ELENCO PARTI 34...............................................................
GARANZIA


OM-2208 Pagina 1
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE
PRIMA DELL’USO
ita_som_2013−09
7
Proteggere sé stessi e gli altri da possibili lesioni — leggere, rispettare e conservare queste importanti precauzioni di sicurezza e
istruzioni d’uso.
1-1. Uso Simboli
PERICOLO! Indica una situazione pericolosa che, in as-
senza di contromisure, può causare lesioni gravi o fata-
li. I possibili pericoli sono raffigurati dai simboli conti-
gui o spiegati nel testo.
Indica una situazione pericolosa che, in assenza di con-
tromisure, può causare lesioni gravi o fatali. I possibili
pericoli sono raffigurati dai simboli contigui o spiegati
nel testo.
AVVISO − Indica dichiarazioni non connesse a possibili lesioni.
. Indica istruzioni speciali.
Questo gruppo di simboli significa: AVVERTENZA! Attenzione! Peri-
colo di ELETTROCUZIONE, PEZZI IN MOVIMENTO e COMPO-
NENTI CALDI. I simboli e le istruzioni per evitare i pericoli sono ripor-
tati qui di seguito.
1-2. Rischi Saldatura ad Arco
I simboli raffigurati sotto sono usati nell’intero manuale per
attirare l’attenzione ed identificare i possibili pericoli. Quan-
do si incontra il simbolo, fare attenzione ed attenersi alle
istruzioni per evitare il pericolo segnalato. Le informazioni
sulla sicurezza presentate sotto sono solamente un riassun-
to del materiale relativo agli standard di sicurezza elencato
nella sezione 1-5. Leggere e conformarsi a tutti gli standard
di sicurezza indicati.
L’installazione, messa in funzione, manutenzione e riparazio-
ne di questa unità vanno affidate esclusivamente a personale
qualificato.
Durante il funzionamento, tenere lontano chiunque, specie i
bambini.
Le SCOSSE ELETTRICHE possono
uccidere.
Toccare parti sotto tensione può causare scosse
mortali o gravi ustioni. L’elettrodo e il circuito
operativo sono sotto tensione ogni volta che il
generatore è attivato. Anche il circuito di erogazione
e i circuiti interni della macchina sono sotto tensione
quando la corrente è attivata. Nella saldatura a filo
semiautomatica o automatica la bobina del filo, la
sede del rullo di guida per il filo e tutte le parti di
metallo che toccano il filo di saldatura sono sotto
tensione. L’installazione o la messa a terra incorrette
della macchina costituiscono un rischio.
D Non toccare parti elettriche sotto tensione.
D Indossare guanti isolanti asciutti e privi di fori e protezione per il
corpo.
D Isolarsi dal piano di lavoro e da terra usando tappetini isolanti
asciutti o coperture di dimensioni sufficienti a evitare qualsiasi con-
tatto fisico con il piano di lavoro o con il pavimento.
D Non utilizzare prese a c.a. in zone umide se gli spazi sono ristretti o
se vi e rischio di cadute.
D Utilizzare prese a c.a. solo se indispensabile.
D Se occorre utilizzare prese a c.a. , usare il commando a distanza
(se previsto).
D Quando si verifica una delle seguenti condizioni di rischio di scos-
sa elettrica, occorre prendere delle precauzioni di sicurezza
aggiuntive: in ambienti umidi o quando si indossano indumenti ba-
gnati; su strutture metalliche come scale, grigliati o impalcature;
quando ci si trova in posizioni con limitata possibilità di movimento
(posizione seduta, inginocchiata o sdraiata) oppure quando esiste
un rischio elevato di contatto inevitabile o accidentale con il pezzo
da saldare o la terra. Per queste condizioni, usare i seguenti equi-
paggiamenti, nell’ordine elencati: 1) una saldatrice
semiautomatica a filo a tensione costante in CC, 2) una saldatrice
manuale in CC (stick), oppure 3) una saldatrice in CA con tensione
a vuoto ridotta. Nella maggior parte delle situazioni, si consiglia
l’uso di una saldatrice a filo a tensione costante in CC. Inoltre, è
buona norma non lavorare mai da soli.
D Disinserire la corrente o fermare la macchina prima di installare o
effettuare operazioni di riparazione sull’attrezzatura. Assicurarsi
che il dispositivo di arresto automatico della corrente sia installato
in conformità all’ OSHA 29 CFR 1910.147 (vedi Norme di Sicurez-
za).
D Installare, mettere a terra e utilizzare l’attrezzatura rispettando
quando contenuto nel Manuale d’uso, nonché le normative
nazionali, statali e locali.
D Controllare sempre la messa a terra della rete − controllare e assi-
curarsi che il filo di messa a terra del cavo di rete sia collegato in
modo appropriato con il terminale di terra dell’interruttore di circuito
o che la spina sia collegata ad una presa messa a terra in modo
appropriato.
D Nel fare qualsiasi collegamento di rete attaccare per primo il
conduttore di messa a terra − controllare sempre i collegamenti.
D Ispezionare frequentemente il cavo di alimentazione e il condutto-
re di terra ai fini di individuare eventuali danni o fili scoperti −
sostituire immediatamente il cavo in caso di danno − i fili scoperti
possono uccidere.
D Controllare frequentemente il cavo della corrente per individuare
eventuali danni o cavi scoperti − sostituire immediatamente qual-
siasi cavo danneggiato − i cavi scoperti possono uccidere.
D Spegnere tutte le attrezzature quando non in uso.
D Non usare cavi scoperti, danneggiati, di misura inferiore al norma-
le o non giuntati in modo appropriato.
D Non avvolgere i cavi intorno al corpo.
D Se è necessaria la messa a terra del pezzo da lavorare, collegare
direttamente il pezzo a terra, con un cavo separato.
D Non toccare l’elettrodo se si è in contatto con il pezzo da lavorare, il
pavimento o un altro elettrodo appartenente ad una macchina di-
versa.
D Non toccare contemporaneamente le pinze porta elettrodo con-
nesse a due saldatrici diverse in quanto sarà presente una
tensione pari a due volte la tensione a vuoto.
D Usare solo attrezzature in buone condizioni. Riparare o sostituire
immediatamente parti danneggiate. Mantenere la macchina in
conformità a quanto descritto nel manuale.
D Indossare un’imbragatura di sicurezza nel caso si lavori sospesi
da terra.
D Tenere tutti i pannelli e i coperchi al loro posto.
D Fissare il cavo di lavoro al pezzo da lavorare con contatto metallo-
su-metallo il più vicino possibile al punto di saldatura.
D Isolare il morsetto de masse quando non e collegato al pezzo de
saldare, per evitare contatti accidentali con altri oggetti metallici.

OM-2208 Pagina 2
D Anche con l’interruttore di linea aperto all’interno degli “inverter”
rimane una tensione residua pericolosa. Scollegare il cavo relativo
al processo non in uso.
D Quando si utilizza un’attrezzatura ausiliaria in ambienti umidi o in
presenza di acqua, assicurarsi che sia prevista la protezione di un
interruttore differenziale.
Sulle saldatrici ad inverter, è presente una TENSIONE
CONTINUA ELEVATA ANCHE DOPO l’interruzione
dell’alimentazione.
D Spegnere il generatore, aprire l’interruttore di linea e scaricare
i condensatori seguendo le istruzioni riportate nella Sezione
Manutenzione prima di toccare qualsiasi parte.
LE PARTI CALDE possono causare
ustioni.
D Non toccare le parti calde a mani nude.
D Lasciare raffreddare prima di effettuare
qualsiasi operazione sulla saldatrice.
D Per movimentare parti calde, usare gli attrezzi
adatti e/o indossare guanti per saldatura e in-
dumenti spessi e isolati per prevenire bruciatu-
re.
I FUMI E I GAS possono essere peri-
colosi.
L’operazione di saldatura produce fumi e gas.
Respirare tali fumi e gas può essere pericoloso per
la salute.
D Tenere la testa fuori dai fumi. Non respirare i fumi.
D Nel caso si lavori in ambiente chiuso, aerare l’ambiente e/o usare
un sistema di ventilazione forzata in corrispondenza dell’arco per
rimuovere i fumi e i gas prodotti dalla saldatura.Per determinare il
livello di ventilazione adeguato, si raccomanda di prelevare un
campione e analizzare la composizione e la quantità di vapori e
gas a cui è esposto il personale.
D Nel caso ci sia poca ventilazione, indossare un respiratore ad aria
di modello approvato.
D Leggere attentamente le schede di sicurezza dei materiali (MSDS)
e le istruzioni del costruttore relative ad adesivi, rivestimenti, deter-
genti, consumabili, refrigeranti, sgrassanti, flussi e metalli.
D Lavorare in ambiente chiuso solo se ben ventilato, oppure se
si indossa un respiratore ad aria. Lavorare sempre con una perso-
na esperta al fianco. I fumi e i gas derivanti dalla saldatura possono
alterare la qualità dell’aria abbassando il livello di ossigeno e quindi
causare problemi o morte. Assicurarsi che la qualità dell’aria rientri
nei livelli di sicurezza.
D Non saldare in prossimità di operazioni di sgrassatura, pulizia o
spruzzatura. Il calore e i raggi prodotti dall’arco possono reagire
con i vapori e formare gas altamente tossici e irritanti.
D Non effettuare operazioni di saldatura su metalli rivestiti, quali ferro
zincato, piombato o cadmiato, a meno che il rivestimento non
venga rimosso dalla zona di saldatura, l’area non sia ben ventilata
e, se necessario, non si indossi un respiratore ad aria. I rivestimen-
ti e qualsiasi metallo contenente tali elementi possono emettere
fumi tossici se vengono saldati.
RAGGI DELL’ARCO possono causa-
re ustioni ad occhi e pelle.
I raggi dell’arco derivanti dal processo di saldatura
producono raggi intensi visibili e invisibili (ultraviolet-
ti e infrarossi) che possono ustionare sia occhi che
pelle. Nel luogo de saldatura si generano delle scintille.
D Indossare un casco per saldatura di tipo approvato con visiera
dotata di filtro con schermatura protezione appropriata per
proteggere il viso e gli occhi dalla radiazione luminosa e dalle
scintille prodotte dall’arco di saldatura, quando si salda o si assiste
alle operazioni di saldatura (vedi ANSI Z49.1 e Z87.1 elencati nelle
Norme di Sicurezza).
D Indossare occhiali di sicurezza di modello approvato e con scher-
mi laterali sotto la maschera.
D Usare schermi protettivi o barriere ai fini di proteggere terze perso-
ne da bagliori e scintille; assicurarsi che terze persone non fissino
l’arco.
D Indossare indumenti per la protezione di tutto il corpo realizzati in
materiale ignifugo e resistente (pelle, cotone pesante, lana). Tale
protezione deve comprendere indumenti privi di sostanze a base
oleosa, quali ad esempio guanti in pelle, camicia pesante, pantalo-
ni senza risvolto, scarpe pesanti e casco.
Saldare su contenitori chiusi, quali serbatoi, bidoni e
tubi può risultare nell’esplosione di questi ultimi.
L’arco di saldature può emanare scintille. Le scintille,
il pezzo in lavorazione e l’attrezzatura riscaldati
possono causare incendi e ustioni. Un contatto accidentale tra
l’elettrodo e oggetti in metallo può provocare scintille, esplosioni,
surriscaldamento oppure un incendio. Assicurarsi che l’area sia
sicura prima di effettuare qualsiasi operazione di saldatura.
LE OPERAZIONI DI SALDATURA pos-
sono causare incendi o esplosioni.
D Rimuovere tutti i materiali infiammabili in un area di 10,7 m intorno
all’arco di saldatura. Qualora ciò non sia possibile coprire accura-
tamente tutto con le coperture di modello approvato.
D Non effettuare operazioni di saldatura nel caso in cui ci sia la possi-
bilità che le scintille colpiscano materiale infiammabile.
D Proteggere sè stessi e gli altri da scintille e metallo caldo.
D Fare attenzione, in quanto le scintille e i materiali caldi derivanti dal
processo di saldatura possono facilmente inserirsi attraverso
piccole crepe e aperture e passare ad aree adiacenti.
D Attenzione a possibili incendi; tenere sempre un estintore nelle
vicinanze.
D Fare attenzione, in quanto operazioni di saldatura effettuate su
soffitti, pavimenti, muri di sostegno o divisori possono causare in-
cendi dalla parte opposta.
D Non effettuare operazioni di saldatura su contenitori precedente-
mente utilizzati per la conservazione di combustibili o contenitori
chiusi quali serbatoi, bidoni o tubi, a meno che questi non siano
preparati in modo appropriato in conformità allo standard AWS
F4.1 e AWS A6.0 (vedi Norme di Sicurezza).
D Non saldare laddove l’atmosfera possa contenere polvere, gas o
vapori infiammabili (tipo quelli di benzina).
D Collegare il cavo di lavoro al pezzo da saldare il più vicino possibile
alla zona di saldatura ai fini di evitare che la corrente di saldatura
debba percorrere lunghi tratti, magari non in vista, in quanto questo
può causare scosse elettriche, scintille e rischi di incendio.
D Non usare la saldatrice per disgelare tubature.
D Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare il
filo di saldatura alla punta di contatto quando non in uso.
D Indossare indumenti per la protezione di tutto il corpo realizzati in
materiale ignifugo e resistente (pelle, cotone pesante, lana). Tale
protezione deve comprendere indumenti privi di sostanze a base
oleosa, quali ad esempio guanti in pelle, camicia pesante, pantalo-
ni senza risvolto, scarpe pesanti e casco.
D Rimuovere tutti i combustibili, quali accendini al butano o fiammife-
ri, da se stessi prima di iniziare qualsiasi operazione di saldatura.
D Una volta completato il lavoro, ispezionare l’area e verificare l’as-
senza di scintille, tizzoni ardenti e fiamme.
D Usare solamente i fusibili o gli interruttori di sicurezza giusti. Non
aumentarne in modo eccessivo l’amperaggio né escluderli.
D Seguire i requisiti OSHA 1910.252 (a) (2) (iv) e NFPA 51B per i
lavori ad alta temperatura e tenere a portata di mano un dispositivo
antincendio ed un estintore.
D Leggere attentamente le schede di sicurezza dei materiali (MSDS)
e le istruzioni del costruttore relative ad adesivi, rivestimenti, deter-
genti, consumabili, refrigeranti, sgrassanti, flussi e metalli.

OM-2208 Pagina 3
I PEZZI DI METALLO VOLANTI o lo
SPORCO possono danneggiare gli
occhi.
D Le operazioni di saldatura, sbavatura, spazzo-
latura e molatura possono generare scintille e
proiezioni metalliche. Quando la zona saldata
si raffredda, possono essere proiettate delle
scorie.
D Anche se si indossa la maschera, utilizzare al di sotto occhiali di
protezione approvati, con schermi laterali.
L’ACCUMULO DI GAS può causare
lesioni, anche mortali.
D Chiudere sempre la valvola della bombola
quando non si utilizza.
D In ambienti confinati, mettere sempre in funzio-
ne una ventilazione adeguata o utilizzare respi-
ratori con alimentatore d’aria approvati.
I CAMPI ELETTROMAGNETICI (EMF)
possono influenzare il funzionamento dei
dispositivi medicali impiantati negli esseri
umani.
D Le persone su cui sono stati impiantati
pacemaker o altri dispositivi medicali devono rimanere a debita
distanza.
D Le persone su cui sono stati impiantati dispositivi medicali
devono rivolgersi al proprio medico e al produttore del
dispositivo prima di avvicinarsi a luoghi dove si svolgono
operazioni di saldatura ad arco, saldatura a punti, scriccatura,
taglio ad arco plasma e riscaldamento a induzione.
IL RUMORE può danneggiare l’udito.
Il rumore emesso da alcuni procedimenti e da certi
apparecchiature può danneggiare l’udito.
D Utilizzare gli appositi tappi o paraorecchie di
modello approvato qualora il livello del rumore
sia eccessivo.
LE BOMBOLE, se danneggiate,
possono esplodere.
Le bombole del gas contengono gas ad alta
pressione. Se danneggiata, una bombola può
esplodere. Le bombole di gas fanno parte del
processo di saldatura e come tali devono essere maneggiate con
cautela.
D Proteggere le bombole di gas compresso da calore eccessivo,
colpi, danni, scorie, fiamma viva, scintille ed archi elettrici.
D Installare le bombole in posizione verticale fissandole ad un sup-
porto fisso o agli appositi contenitori ai fini di evitare che si rove-
scino o che cadano.
D Tenere le bombole lontano dalle operazioni di saldatura o da altri
circuiti elettrici.
D Non avvolgere mai una torcia di saldatura intorno ad una bombo-
la di gas.
D Non permettere mai che l’elettrodo tocchi una bombola.
D Non effettuare mai operazioni di saldatura su una bombola sotto
pressione in quanto questo causerà un’esplosione.
D Utilizzare esclusivamente bombole, regolatori, tubi e accessori
dedicati, effettuandone una regolare manutenzione e utilizzando
solo parti in buone condizioni.
D Nell’aprire la valvola della bombola, tenere la faccia lontana dal-
l’ugello di uscita e non sostare di fronte o dietro il regolatore.
D Tenere il coperchio protettivo sulla valvola eccetto quando la
bombola è in uso.
D Usare l’attrezzatura appropriata, le procedure corrette ed un nu-
mero di persone sufficiente per sollevare o spostare le bombole.
D Leggere e seguire le istruzioni riguardanti le bombole di gas
compresso e relativi accessori, così come la pubblicazione P-1
CGA (Compressed Gas Association) elencata nelle Norme di
Sicurezza.
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione
RISCHIO DI INCENDIO OD ESPLO-
SIONE.
D Non posizionarle la macchina, sopra o vicino
a superfici combustibili.
D Non installare la macchina in vicinanza di ma-
teriali infiammabili.
D Non sovraccaricare il circuito di alimentazione. Prima de allac-
ciare il generatore accertarsi che il circuito de alimentazione sia
di sezione adeguato al carico che deve alimentare.
LE PARTI IN CADUTA possono
causare ferimenti.
D Usare la vite ad occhio per sollevare solo la
macchina e NON le parti mobili, le bombole d
i
gas o qualsiasi altro accessorio.
D Usare un’apparecchiatura adeguata per sollevare la macchina
.
D Nel caso si usassero carrelli con forche ai fini di spostare la mac-
china, assicurarsi che tali forche siano di una lunghezza suffi-
ciente a raggiungere il lato opposto della macchina stessa.
D Mantenere le apparecchiature (i fili ed i cavi) lontano dai veicoli in
movimento quando si lavora in posizione sopraelevata.
D Seguire le istruzioni riportate nel Manuale applicativo
dell’equazione NIOSH per le attività di sollevamento, versione
aggiornata (Pubblicazione No. 94–110) quando si sollevano
manualmente parti o apparecchiature pesanti.

OM-2208 Pagina 4
L’USO ECCESSIVO può causare
SURRISCALDAMENTO DELL’APPA-
RECCHIATURA.
D Permettere che l’apparecchiatura si raffreddi;
seguire il ciclo operativo nominale.
D Ridurre la corrente o il ciclo operativo prima di
ricominciare di nuovo a saldare.
D Non ostacolare con filtri ad altro l’aria che fluisce nell’apparec-
chiatura.
LE SCINTILLE possono causar
e
ferimenti
D Indossare un gran facciale per proteggere sia
gli occhi che la faccia.
D Conformare l’elettrodo al tungsteno solamente
con la molatrice completa delle apposite prote-
zioni, in un luogo sicuro, proteggendo in modo
opportuno il volto, le mani ed il corpo.
D Le scintille possono causare incendi. Tenere lontane le sostanze
infiammabili.
L’ELETTRICITA’ STATICA può danneg-
giare le parti sul circuito.
D Indossare fascetta di messa a terra sul polso
PRIMA di maneggiare circuiti o parti.
D Usare sacchi o scatole antistatica per imma-
gazzinare, muovere o trasportare cartelle di
circuito stampato.
LE PARTI IN MOVIMENTO possono
causare ferimenti.
D Tenersi lontani dalle parti in movimento.
D Tenersi lontani da parti potenzialmente perico-
lose, quali i rulli di trasmissione.
IL FILO DI SALDATURA può causare
ferimenti.
D Non premere il pulsante della torcia fino a quan-
do non ricevete istruzioni a tale fine.
D Non puntare la torcia verso il corpo, altre perso-
ne o qualsiasi metallo durante le operazioni di
alimentazione del cavo di saldatura.
L’ESPLOSIONE DELLA BATTERIA
può causare ferimenti.
D Non utilizzare la saldatrice per caricare le
batterie o per l’avviamento assistito di veicoli, a
meno che non disponga di una funzione d
i
carica della batteria specificatamente
progettata per questi scopi.
LE PARTI IN MOVIMENTO possono
causare ferimenti.
D Tenersi lontani da parti in movimento quali i vo-
lani.
D Tenere tutti i portelli, i pannelli, i coperchi e le protezioni chiusi e al
loro posto.
D Se necessario, per la manutenzione e la riparazione dei guasti,
far rimuovere gli sportelli, i pannelli, i coperchi o le protezioni solo
da personale qualificato.
D Rimontare gli sportelli, i pannelli, i coperchi e le protezioni quan-
do la manutenzione è terminata e prima di collegare il connettore
di alimentazione.
LEGGERE LE ISTRUZIONI.
D Leggere attentamente tutte le etichette ed il
Manuale d’uso e seguire le indicazioni ivi
riportate prima di installare, mettere in funzione
o riparare la macchina. Leggere le informazioni
di sicurezza riportate all’inizio del manuale ed
in ciascuna sezione.
D Usare solo parti di ricambio originali del costruttore.
D Eseguire la manutenzione e le riparazioni seguendo quanto
riportato sul Manuale d’uso, gli standard industriali e le normative
applicabili.
LE RADIAZIONI EMESSE DALL’ALTA
FREQUENZA possono causare delle
interferenze.
D Le radiazioni ad alta frequenza possono inter-
ferire con la radionavigazione, i servizi di sicu-
rezza, i computer e gli strumenti di comunica-
zione.
D Questa installazione deve essere effettuata esclusivamente da
persone qualificate e specializzate nell’uso di attrezzature elet-
troniche.
D É responsabilità dell’utente fare correggere immediatamente
qualsiasi problema di interferenza che si presenti in seguito
all’installazione da un elettricista qualificato.
D Qualora avvisati dall’FCC (Ufficio Controllo Frequenze) riguardo
interferenze, smettere immediatamente di usare l’attrezzatura.
D Assicurarsi che l’apparecchiatura sia regolarmente controllata e
mantenuta in efficienza.
D Tenere i portelli e i pannelli della fonte di alta frequenza ben chiu-
si, assicurarsi che la distanza tra le puntine sia quella regolare e
utilizzare messe a terra e protezioni ai fini di minimizzare la pos-
sibilità di interferenza.
LA SALDATURA AD ARCO può causare
interferenza.
D L’energia elettromagnetica può causare inter-
ferenza con il funzionamento degli apparecchi
elettronici sensibili, quali computer e macchine
regolate da computer, come i robot.
D Accertarsi che tutti gli apparecchi che si trovano nell’area di salda-
tura soddisfino i requisiti sulla compatibilità elettromagnetica.
D Per ridurre la possibilità d’interferenza, utilizzare cavi quanto più
corti possibile, vicini tra di loro e tenerli bassi, per esempio sul pavi-
mento.
D Eseguire la saldatura ad almeno 100 metri di distanza da qualsiasi
apparecchio elettrico sensibile.
D Accertarsi che la saldatrice sia installata e collegata all’impianto di
messa a terra come specificato in questo manuale.
D Se si verifica interferenza, adottare misure ulteriori quali lo sposta-
mento della saldatrice, l’utilizzo di cavi schermati, di filtri in linea o la
schermatura dell’area di lavoro.

OM-2208 Pagina 5
1-4. Avvertenze “California Proposition 65”
L’apparecchiatura di saldatura o di taglio produce fumi o gas
che contengono sostanze chimiche note allo Stato della Califor-
nia come cause di malformazioni alla nascita e, in alcuni casi, di
cancro. (California Health & Safety Code Section 25249.5 e
succ.)
Questo prodotto contiene sostanze chimiche, tra cui il piom-
bo, note allo Stato della California come cause di cancro e
malformazioni alla nascita o altre anomalie nella riprodu-
zione. Lavarsi le mani dopo l’uso.
1-5. Norme di Sicurezza Principali
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informazione EMF
Il passaggio della corrente elettrica in qualsiasi conduttore genera
campi elettromagnetici localizzati (EMF). La corrente della saldatura ad
arco (e di processi affini, quali saldatura a punti, scriccatura, taglio ad
arco plasma e riscaldamento a induzione) crea un campo
elettromagnetico attorno al circuito per la saldatura. I campi EMF
possono interferire con i dispositivi medicali, quali i pacemaker. Le
persone a cui sono stati impiantati apparecchi medicali devono
assumere misure protettive, ad esempio la limitazione dell’accesso ai
non addetti e la valutazione dei rischi individuali per i saldatori. Ad
esempio, limitare l’accesso ai passanti o eseguire singole valutazioni
del rischio per le saldatrici. Tutti i saldatori sono tenuti a rispettare le
seguenti procedure al fine di ridurre al minimo l’esposizione ai campi
EMF creati intorno al circuito di saldatura:
1. Tenere i cavi insieme attorcigliandoli o avvolgendoli con nastro
oppure utilizzando un copricavo.
2. Non infrapporsi tra i cavi di saldatura. Disporre i cavi su un lato e
lontano dall’operatore.
3. Non avvolgere i cavi intorno al corpo.
4. Tenere testa e busto quanto più lontano possibile dall’apparec-
chiatura inserita nel circuito di saldatura.
5. Fissare il morsetto al pezzo da lavorare il più vicino possibile al
punto di saldatura.
6. Non lavorare, sedersi o restare in prossimità della saldatrice.
7. Non eseguire la saldatura mentre si trasporta la saldatrice o
l’alimentatore di filo.
Nota sui dispositivi medici impiantati
I portatori di dispositivi medici impiantati devono consultare il proprio
medico ed il fabbricante del dispositivo prima di avvicinarsi o eseguire
operazioni di saldatura ad arco e a punti, sgorbiatura, taglio arco−pla-
sma o di riscaldamento ad induzione. Una volta ottenuto il parere
favorevole del medico, non mancare si attenersi alle procedure indicate
in precedenza.

OM-2208 Pagina 6

OM-2805 Pagina 7
SEZIONE 2 − INSTALLAZIONE
2-1. Collegamento alla saldatrice
ST−801 316−A / Ref. ST−801 192 / ST−801 718 / Ref. 803 691−A
1 Saldatrici modello 304
2 Saldatrici modello 456
3 Saldatrici modello XMT 350
4 Cavo 14 pin per dispositivo
di comando remoto
5 Prolunga 14 pin (non
compresa nella fornitura)
Utilizzare una delle seguenti
prolunghe MILLER:
043 690 − 25” (7,6 m)
043 691 − 50” (15,2 m)
. Assicurarsi che la lunghezza
totale del cavo non superi
i 61 m (200 piedi).
6 Trainafilo
Se si desidera che il dispositivo
di comando sia vicino al trainafilo,
collegarlo come mostrato.
Se si desidera che il dispositivo
di comando sia vicino alla
saldatrice, collegare il dispositivo
alla saldatrice, quindi collegare
la prolunga tra il cavo del
dispositivo e il trainafilo.
Configurare i dispositivi di comando
della saldatrice come indicato nella
Sezione 2-2.
4
5
1
6
2
O
3
2-2. Impostazioni saldatrice
Modello saldatrice Taratura interruttore di
selezione procedimento
Impostazioni dell’interruttore
regolazione tensione/corrente
Impostazioni di comando
Induttanza/Dig o Induttanza
XMT 304 CC/CV
(Corrente Costante/
Tensione Costante)
MIG pulsato Comando a distanza Il dispositivo di comando a
distanza non è operativo quando
la saldatrice si trova in modalità
MIG pulsato. In tale modalità,
effettuare le normali regolazioni.
Invision 304P Selettore processo non
presente: impostazioni
eseguite automaticamente
dal dispositivo di comando.
Interruttore di regolazione V/A non
presente: impostazioni eseguite
automaticamente dal dispositivo di
comando.
Come sopra
XMT 456 CC/CV MIG pulsato Comando a distanza Come sopra
Phoenix 456 CC/CV MIG pulsato Comando a distanza Come sopra
Invision 456P Selettore processo non
presente: impostazioni
eseguite automaticamente dal
dispositivo di comando.
Interruttore di regolazione V/A non presente:
impostazioni eseguite automaticamente dal
dispositivo di comando.
Come sopra
XMT 350 CC/CV MIG pulsato Interruttore di regolazione V/A non presente:
impostazioni eseguite automaticamente dal
dispositivo di comando.
Come sopra

OM-2805 Pagina 8
Selezionare la terza riga,
quindi ruotare la manopola
per impostare la lunghezza
dell’arco su 36.
>Prg 3 035Al 5356 Ar
Adapt ive
50 Arc Length
2-3. Sommario e comandi
ST−801 315−A
Sommario
Il dispositivo di comando dispone
di tre modi di funzionamento:
CV Mig − controlla le funzioni come
un comando tensione a distanza.
Saldatura MIG in modalità pulsata
manuale − controlla le funzioni
come un comando digitale CC per
saldatura MIG pulsata.
”Synergic Pulser” − per controllare
il processo vengono utilizzati dei
programmi che utilizzano valori di
fabbrica.
Le schermate di configurazione
(2-5) consentono di definire il tipo
di saldatrice utilizzata nonché
di rendere inaccessibili (bloccare) i
programmi o i modi per l’operatore,
e di definire la lingua usata sugli
schermi (inglese, francese, ecc.).
Comandi
1 Display
2 Pulsante di selezione
parametro
Premere il pulsante per spostare il
simbolo > sul display. Il parametro
indicato dal simbolo > è quello
selezionato.
3 Manopola di regolazione dei
parametri
Ruotare la manopola per modificare
il parametro selezionato. La
manopola può essere ruotata
in entrambe le direzioni.
Quando si seleziona la riga
superiore del display, la rotazione
della manopola consente di
accedere ai programmi
preimpostati per funzionamento
a impulsi, al modo MIG in modalità
pulsata manuale o CV MIG.
Vedere l’esempio sulla sinistra.
Prg 3 035Al 5356 Ar
>Non Adapt ive
50 Arc Length
Prg 3 035Al 5356 Ar
Non Adapt ive
> 36 Arc Length
Esempio
Selezionare la riga superiore
premendo il tasto fino a che
il simbolo > non si trova in
corrispondenza di tale riga,
quindi ruotare la manopola
finché non compare
”Program 3”.
Premere il tasto per
selezionare la seconda riga,
quindi ruotare la manopola
fino a far comparire
l’indicazione ”Non adattativo”.
Per selezionare ”Program 3”, impostare la funzione ”Non adattativo” e impostare
la lunghezza dell’arco a 36, procedere come segue:
1
2
3
. In figura, saldatrice modello 304.

OM-2805 Pagina 9
2-4. Display in modalità MIG pulsato manuale e CV Mig
1 Versione software
2 Tipo di saldatrice definito
Quando si applica tensione, sul display
viene visualizzato per qualche istante
la versione del software e il tipo
di saldatrice, quindi appare l’ultimo
programma visualizzato prima che
il dispositivo venisse spento.
Se la saldatrice non corrisponde al tipo
in uso, modificarla come descritto alla
Sezione 2-5.
3 Modalità MIG pulsato
In questa modalità, il dispositivo
di comando funziona come un comando
digitale MIG CC in modalità MIG pulsato
manuale.
Selezionare la riga superiore del display
e ruotare la manopola fino a visualizzare
MIG pulsato.
Selezionare la riga ”Corrente di picco”,
quindi usare la manopola per impostare
la corrente di picco su un valore
compreso tra 100 e 400 A, ma sempre
maggiore di almeno 1 A rispetto alla
corrente di base (100 − 425 A per
i modelli 350 e 100 − 600 A per
i modelli 456).
Selezionare la riga ”Corrente di base”,
quindi usare la manopola per impostare la
corrente di base (min: 10 A; max: 300 A,
ma sempre almeno di 1 A inferiore alla
corrente di picco).
Selezionare la riga ”Frequenza PPS”,
quindi usare la manopola per impostare
la frequenza degli impilsi (da 20 a 300
impulsi al secondo, ma l’impostazione
massima potrebbe essere inferiore in
funzione del valore della durata
dell’impulso).
Selezionare la riga ”Durata dell’impulso”,
quindi usare la manopola per impostare la
durata dell’impulso (1 − 5 ms, ma
l’impostazione massima può essere
inferiore in funzione dell’impostazione della
frequenza).
Selezionare la riga ”Corrente di
partenza”, quindi usare la manopola per
impostare la corrente iniziale (da 150 −
530 A) (150 − 563 A per i modelli 350 e
150 − 800 A per i modelli 456). Questo
valore di corrente viene usato all’inizio
della saldatura o quando l’arco viene
riacceso.
4 Modo CV MIG
In questa modalità, il dispositivo di
comando funge da comando remoto della
tensione. Inoltre, il comando
Induttanza/Dig della saldatrice è attivo
(vedere la Sezione 2-2).
Selezionare la riga superiore del display
e ruotare la manopola finché non viene
visualizzato CV MIG. Selezionare la riga
della tensione, quindi utilizzare la
manopola per impostare i valori minimo
e massimo della tensione d’arco della
saldatrice (10 − 35 V per i modelli 304
e 350 e 10 − 38 V per i modelli 456).
XXXXXX 304 MODELS
COPYRIGHT (C) 2004
MILLER Elect r i c
Mfg. Co.
>CV MIG
20.0 Vol ts
1
4
>Manual Mig Pulser
346 Amps Peak
78 Amps Background
127 PPS Frequency
78 Amps Background
127 PPS Frequency
1.73 ms Pulse Width
>400 Amps Star t
3
Il display scorre per
visualizzare le righe
5 e 6.
2
Con > sulla riga
superiore, ruotare la
manopola finché non
viene visualizzato MIG
pulsato manuale.
Con > sulla riga
superiore, ruotare la
manopola finché non
viene visualizzato
CV MIG.
. In figura, saldatrice modello 304.

OM-2805 Pagina 10
2-5. Schermi di configurazione
Per accedere agli schermi di
configurazione: spegnere il
generatore di saldatura, premere e
mantenere premuto il pulsante
”Select”, accendere la macchina
e tenere premuto il pulsante fino a che
termina la visualizzazione della
schermata iniziale.
Per uscire dagli schermi di
configurazione, spegnere e
riaccendere il generatore di
saldatura. I parametri attivi sono quelli
visualizzati quando si abbandonano
gli schermi di configurazione.
1 Schermata saldatrice
. Unità originariamente spedita
con i modelli 304 selezionati.
Selezionare la terza riga del display e
ruotare la manopola finché non viene
visualizzato il tipo di saldatrice
desiderato.
Le opzioni disponibili sono:
− 304 Models
− 350 Models
− 456 Models
2 Schermo
”Programmi accessibili”
Selezionare la seconda riga del
display, quindi ruotare la manopola
finché non viene visualizzato
Programmi accessibili. Selezionare
la terza riga del display e ruotare la
manopola per accedere a ciascun
programma, oltre al modo CV MIG e
MIG a impulso manuale, in base alle
proprie esigenze. Selezionare la
quarta riga e ruotare la manopola per
impostare ogni opzione On
(accessibile) o Off (non accessibile).
I programmi e i modi il cui stato viene
definito come ”Off” non compaiono
sullo schermo quando l’operatore
scorre i dati durante l’uso normale.
3 Schermata Lingua
Selezionare la seconda riga del
display, quindi ruotare la manopola
finché non viene visualizzata
l’indicazione ”Lingua”. Selezionare la
terza riga del display e ruotare la
manopola fino a visualizzare la lingua
desiderata. Le scelte disponibili sono:
inglese, francese, italiano e spagnolo.
Setup
Power Source
>304 MODELS
1
3
Setup
Language
>Eng l i sh
2
Setup 304 MODELS
Accessible Programs
Manual Mig Pulser
>Of f

OM-2805 Pagina 11
2-6. Scelta dei programmi PULSATI e impostazione dei parametri
>Prg 7 045St Ar5CO2
Adapt ive
50 Arc Length
Impostazione della lunghezza dell’arco:
Ogni programma di saldatura pulsato contiene un
range diverso di valori per la lunghezza dell’arco.
I numeri (0 − 100) sono forniti solo per riferimento.
Regolazione necessaria normalmente se viene cambiata
la velocità di alimentazione del filo o il tipo di giunto
da saldare.
Impostare una lunghezza dell’arco che sia adatta per
l’applicazione scelta.
Scelta della modalità adaptive o non adaptive:
Adaptive: La frequenza degli impulsi viene regolata
automaticamente per mantenere una lunghezza d’arco
costante, indipendentemente dalle variazioni di lunghezza
della parte di filo fuoriuscente dal beccuccio. (stickout)
Non Adaptive: La frequenza degli impulsi viene mantenuta
costante, indipendentemente dalla lunghezza dell’arco.
Scegliere la modalità che meglio si adatta all’applicazione
specifica.
Scelta del programma pulsato:
I programmi pulsati sono predefiniti e non possono
essere modificati dall’utente. Vedere le Sezioni 3 e 5
per i parametri di programma.
Scegliere il programma in funzione del tipo e della
sezione del filo, nonché del tipo di gas di protezione
utilizzato. Per esempio, il programma indicato di
seguito è per un filo di acciaio da 0,045 pollici
(1,1 mm) con la composizione 95 Ar / 5 CO
2
.
. In figura, saldatrice modello 304.

OM-2805 Pagina 12
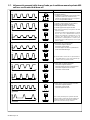
2-7. Influenza dei parametri delle forme d’onda per la saldatura manuale pulsata MIG
sull’arco e sulla velocità di burn−off
A
T
Modifiche dell’arco Note
A Estensione dell’elettrodo (stickout)
B Lunghezza dell’arco
C La distanza tra il guidafilo e il pezzo deve essere
compresa tra 3/8” e 3/4” (10/20 mm circa).
L’angolo raccomandato per la torcia è compreso
tra i 10 e i 20 gradi dalla verticale.
Forma d’onda di riferimento
A
Aumento della sola corrente di picco
T
A
Riduzione della sola corrente di picco
T
A
Aumento della sola corrente di fondo
T
A
Riduzione della sola corrente di fondo
T
A
Aumento della sola durata dell’impulso
T
A
Riduzione della sola durata dell’impulso
T
A
T
Aumento del solo numero di impulsi
al secondo
A
T
Riduzione del solo numero di impulsi
al secondo
Aumento della sola corrente di picco:
Aumenta la velocità di burn−off, che influisce
direttamente sulla lunghezza dell’arco
Aumenta leggermente la corrente media
Aumenta leggermente l’apporto di calore
. Nota: Un buon parametro per la regolazione fine della
lunghezza dell’arco.
Assumendo una durata costante dell’impulso, la corrente
di picco deve essere sufficientemente elevata per
realizzare un trasferimento in modalità spary arc. Una
corrente di picco troppo bassa provoca spesso un
trasferimento in modalità globulare. Correnti di picco
elevate producono goccioline più piccole, e in un arco più
potente o guidato.
Aumento della sola corrente di fondo:
Aumenta la lunghezza dell’arco
Aumenta la corrente media
Aumenta l’apporto di calore e la penetrazione
Aumenta la fluidità del bagno
. Questo livello di corrente ha una grande influenza
sulla stabilità dell’arco, e deve essere sufficiente per
mantenere l’arco tra i picchi di corrente.
Aumento della sola durata dell’impulso:
Aumenta la lunghezza dell’arco
Aumenta l’apporto di calore e la penetrazione
Aumenta la l’ampiezza del cono d’arco
Aumenta la corrente media
Aumento del solo numero di impulsi al secondo:
Aumenta la lunghezza dell’arco
Aumenta la corrente media
Aumenta l’apporto di calore
Nota: Un buon parametro per la regolazione fine della
lunghezza dell’arco. Tipicamente questa variabile viene
regolata per controllare la velocità di burn−off del filo
quando viene alimentato nel bagno di fusione.

OM-2805 Pagina 13
SEZIONE 3 − PROGRAMMA PER SALDATRICI MODELLO
304
. La Sezione 3-1 fornisce informazioni di base su ciascun programma incluso nella memoria della saldatrice modello 304. Per informazioni più
dettagliate su ciascun programma, vedere la Sezione 3-2.
. Informazioni sinergiche: il costruttore non fornisce alcuna garanzia, espressa o implicita, che le saldature effettuate utilizzando i parametri sinergici
di questa unità soddisferanno i requisiti dell’applicazione.
I parametri sinergici contenuti in questa unità sono intesi solo a titolo di riferimento. La scelta e l’uso delle impostazioni sinergiche dovrà essere
testata per verificarne l’adeguatezza all’applicazione.
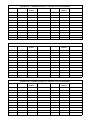
3-1. Sommario dei programmi
Numero
programma
Tipo di filo Sezione del
filo
Gas di protezione IPM: Min IPM: Max
1 Nichel 0,035” 75Ar/25He 80 780
2 5356AL 0,047” Argon 165 730
3 5356AL 0,035” Argon 200 875
4 4043AL 0,047” Argon 110 730
5 4043AL 0,035” Argon 160 875
6 Acciaio 0,045” 98Ar/2CO
2
80 550
7 Acciaio 0,045” 95Ar/5CO
2
80 550
8 Acciaio 0,035” 98Ar/2CO
2
100 780
9 Acciaio 0,035” 95Ar/5CO
2
100 780
10 Inox 0,045” 98Ar/2CO
2
90 620
11 Inox 0,045” 95Ar/5CO
2
100 600
12 Inox 0,035” 98Ar/2CO
2
100 780
13 Inox 0,035” 95Ar/5CO
2
100 780
14 Bronzo Silicio 0,035” Argon 120 780
15 Anima metallica 0,052” Argon/CO
2
60 450
16 Anima metallica 0,045” Argon/CO
2
100 550
MIG con impulso
manuale
CV MIG
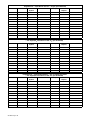
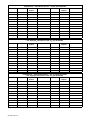
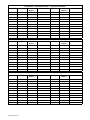
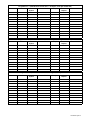
3-2. Programmi per saldatrici modello 304
Programma 1 −− 0,035 Nichel −− 75 Argon / 25 Elio (per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
80 0 221 14 40 1.90 458
141 10 268 36 60 2.10 505
212 20 294 58 84 2.40 529
283 30 327 73 96 2.50 529
354 40 337 89 114 2.65 529
425 50 346 105 124 2.72 529
496 60 368 111 139 2.84 529
567 70 382 122 149 2.90 529
638 80 395 138 170 3.00 529
709 90 400 152 182 3.16 529
780 100 400 169 167 3.55 529

OM-2805 Pagina 14
Programma 2 −− 0,047 Alluminio 5356 −− Argon (per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
165 0 294 42 59 1.40 529
222 10 304 61 69 1.50 529
279 20 320 81 75 1.65 529
336 30 335 89 96 1.80 529
393 40 348 100 107 2.00 529
450 50 362 120 116 2.20 529
507 60 374 134 129 2.30 529
564 70 384 155 140 2.45 529
621 80 393 167 156 2.60 529
678 90 400 189 166 2.70 529
730 100 400 230 222 2.93 529
Programma 3 −− 0,035 Alluminio 5356 −− Argon (per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
200 0 272 31 51 1.30 484
268 10 272 43 71 1.30 510
336 20 277 54 90 1.35 529
404 30 288 67 99 1.41 529
472 40 298 78 104 1.53 529
540 50 313 86 106 1.66 529
608 60 323 103 111 1.75 529
676 70 330 117 121 1.85 529
744 80 354 134 139 2.00 529
812 90 374 149 150 2.20 529
875 100 389 144 150 2.26 529
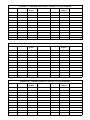
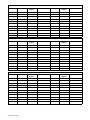
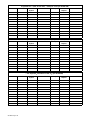
Programma 4 −− 0,047 Alluminio 4043 −− Argon (per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
110 0 268 31 50 1.35 529
172 10 298 56 75 1.45 529
234 20 309 86 82 1.59 529
296 30 329 109 97 1.75 529
358 40 348 134 126 1.90 529
420 50 356 152 135 2.14 529
482 60 373 163 148 2.31 529
544 70 387 174 171 2.50 529
606 80 400 199 195 2.74 529
668 90 400 257 212 3.11 529
730 100 400 257 227 3.70 529

OM-2805 Pagina 15
Programma 5 −− 0,035 Alluminio 4043 −− Argon (per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
160 0 236 31 50 1.20 470
231 10 252 45 76 1.25 501
302 20 277 58 98 1.30 529
373 30 288 78 109 1.40 529
444 40 302 101 114 1.56 529
515 50 329 125 125 1.74 529
586 60 346 134 130 1.90 529
657 70 362 144 145 2.14 529
728 80 373 152 153 2.23 529
799 90 395 166 183 2.54 529
875 100 400 181 210 2.80 529
Programma 6 −− 0,045 ER70S−3 Acciaio dolce −− 98 Argon / 2 CO
2
(per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
80 0 323 48 57 2.20 498
127 10 345 65 89 2.30 529
174 20 370 90 105 2.45 529
221 30 390 92 138 2.60 529
268 40 390 108 155 2.70 529
315 50 400 119 175 2.80 529
362 60 400 144 185 2.90 529
409 70 400 155 200 2.96 529
456 80 400 181 215 3.05 529
503 90 400 221 230 3.12 529
550 100 400 277 250 3.27 529
Programma 7 −− 0,045 ER70S−3 Acciaio dolce −− 95 Argon / 5 CO
2
(per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
80 0 323 48 55 2.20 498
127 10 338 56 92 2.25 529
174 20 370 78 110 2.30 529
221 30 385 97 130 2.45 529
268 40 390 108 155 2.60 529
315 50 400 119 175 2.65 529
362 60 400 133 180 2.75 529
409 70 400 149 200 2.76 529
456 80 400 174 215 2.80 529
503 90 400 216 230 2.85 529
550 100 400 277 250 2.93 529

OM-2805 Pagina 16
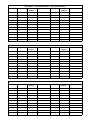
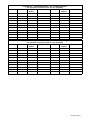
Programma 8 −− 0,035 ER70S−3 Acciaio dolce −− 98 Argon / 2 CO
2
(per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
100 0 293 42 51 1.60 451
168 10 309 56 91 1.66 491
236 20 332 72 110 1.80 501
304 30 359 81 120 1.99 529
372 40 370 86 150 2.15 529
440 50 390 92 170 2.25 529
508 60 400 108 180 2.35 529
576 70 400 112 195 2.45 529
644 80 400 123 200 2.60 529
712 90 400 133 220 2.70 529
780 100 400 144 240 2.85 529
Programma 9 −− 0,035 ER70S−3 Acciaio dolce −− 95 Argon / 5 CO
2
(per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
100 0 282 43 46 1.50 451
168 10 298 51 95 1.55 491
236 20 332 62 110 1.66 501
304 30 346 78 127 1.73 529
372 40 349 81 160 1.76 529
440 50 359 84 190 1.85 529
508 60 370 87 210 1.90 529
576 70 379 89 220 1.97 529
644 80 389 94 230 2.00 529
712 90 395 95 260 2.05 529
780 100 400 97 280 2.10 529
Programma 10 −− 0,045 309L Acciaio inox −− 98 Argon / 2 CO
2
(per modelli 304)
IPM Trim Corrente
di picco
Corrente di fondo Freq. Durata
impulso
Corrente iniziale
90 0 288 31 90 1.80 442
143 10 318 54 105 2.00 475
196 20 351 75 125 2.00 505
249 30 359 97 143 2.20 529
302 40 379 100 160 2.40 529
355 50 390 109 175 2.50 529
408 60 400 117 185 2.50 529
461 70 400 133 200 2.65 529
514 80 400 149 220 2.70 529
567 90 400 167 240 2.85 529
620 100 400 175 260 2.80 529
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































Miller ME456021U Manuale del proprietario
- Tipo
- Manuale del proprietario
- Questo manuale è adatto anche per
Documenti correlati
-
Miller Optima Manuale del proprietario
-
-
Miller MG241780D Manuale del proprietario
-
-
Miller MD120131C Manuale del proprietario
-
-
-
-
-
Miller MH444074V Manuale del proprietario
Altri documenti
-
Bauknecht ULF 125 Guida d'installazione
-
Genius SIMPLE Balancing Kit Istruzioni per l'uso
-
GYS MIG WIRE EXCELLIUM AlMg5 Ø1.0 - ECO FRIEDNLY REEL S300 7kg - ER5356 Scheda dati
-
GYS MIG WIRE EXCELLIUM AlMg5 Ø1.0 - ECO FRIEDNLY REEL S300 7kg - ER5356 Scheda dati
-
Whirlpool EMNK3 2138 IN Guida d'installazione
-
Neolt Electric Super Trim 340 Manuale utente
-
ACEFAST D7 Car Mount Magnetic Holder Manuale utente