ESAB MED 304 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente

Valid for Serial NO 519 XXX--XXXX0469 482 027 990110
MED 304
104
Èíñòðóêöèÿ ïî ýêñïëóàòàöèè
Instruction manual

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåí ÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåí è ÿ.
Ðóññêèé 3...............................................
ENGLISH 11..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 5.......................................................
2.1 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÏÈÑÀÍÈÅ 5...............................................
2.2 ÒÅÕÍÈ×ÅÑÊÈÅ ÄÀÍÍÛÅ 6.................................................
3 ÌÎÍÒÀÆ ÓÑÒÀÍÎÂÊÈ 7.............................................
4 ÂÂÎÄ Â ÝÊÑÏËÓÀÒÀÖÈÞ 9.........................................
5 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ 10.................................
6 ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 10..............................................
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑ ÒÅÉ 10.......................................
ÑÕÅÌÀ 19..............................................................
ÑÏÈÑÎÊ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 20........................................

bm08d2r -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
ÏÐÎ×ÒÈÒÅ È ÏÎÉÌÈÒÅ ÈÍÑÒÐÓÊÖÈÞ ÏÎ ÝÊÑÏËÓÀÒÀÖÈÈ ÏÅÐÅÄ ÒÅÌ, ÊÀÊ ÏÎÄÊËÞ×ÈÒÜ
ÎÁÎÐÓÄÎÂÀÍÈÅ È ÍÀ×ÀÒÜ ÐÀÁÎÒÓ
ÇÀÙÈÒÈÒÅ Ñ ÅÁß È ÎÊÐÓÆÀÞÙÈÕ !
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
ÄÓà ÎÂÀß ÑÂÀÐÊÀ È ÐÅÇÊÀ ÌÎÃÓÒ ÏÐÈ×ÈÍÈÒÜ ÂÐÅÄ ÂÀÌ È ÎÊÐÓÆÀÞÙÈÌ. ÏÐÈÌÈÒÅ
ÍÅÎÁÕÎ ÄÈÌÛÅ ÌÅÐÛ ÁÅÇÎÏÀÑÍÎÑÒÈ ÏÐÈ ÏÐÎÂÅÄÅÍÈÈ ÑÂÀÐÎ×ÍÛÕ ÐÀÁÎÒ.
ÎÇÍÀÊÎÌÜÒÅÑÜ Ñ ÒÅÕÍÈÊÎÉ ÁÅÇÎÏÀÑÍÎÑÒÈ, ÐÀÇÐÀÁÎ ÒÀÍÍÎÉ ÍÀ ÂÀjÅÌ ÏÐÅÄÏÐÈßÒÈÈ.
ÏÎÐÀÆÅÍÈÅ ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ ÎÏÀÑÍÎ ÄËß ÆÈÇÍÈ !
S Óñòàíîâèòå è çàçåìëèòå ñâàðî÷íûé àïïàðàò â ñîîòâåòñòâèè ñ ïðèìåíÿåìûìè ñòàíäàðòàìè.
S Íå êàñàéòåñü îãîëåííûõ ýëåêòðè÷åñêèõ ÷àñò åé èëè ýëåêòðîäîâ ãî ëûìè ðóêàìè, ìîêðûìè ïåð÷àòêàìè
èëèìîêðîéîäåæäîé.
S Èçîëèðóéòå ñåáÿ îò çåìëè è çàãîòîâêè.
S Îáåñ ïå÷üòå áåçîïàñ íîñòü íà ñâîåì ðàáî÷åì ìåñòå.
ÑÂÀÐÎ×ÍÛÅ ÄÛÌÛ È ÀÝÐÎÇÎ ËÈ - ìîãóò áûòü îïàñíû äëÿ çäîðîâüÿ.
S Ñòàðàéòåñü, ÷òîáû âàøà ãîëîâà íàõîäèëàñü âíå çîíû äûìà..
S Èñïîëüçóéòå âåíòèëÿöèþ è äûìîîòñîñû äëÿ óäàëåíèÿ äûìîâ è àýðîçîëåé èç çîíû äûõàíèÿ è
îêðóæàþùåãî ïðîñòðàíñòâà
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ - ìîæåò íàíåñòè âðåä ãëàçàì è êîæå.
S Çàùèùàéòå âàøè ãëàçà è êîæó. Èñïîëüçóéòå ìàñêó ñ ïðàâèëüíî ïîä îáðàííûì çàùèòíûìñòåêëîì è
ñïåöîäåæäó
S Çàùèùàéòå îêðóæàþùèõ ïîñðåäñòâîì ñòåíîê è çàíàâåñîê.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû ïðè ñâàðêå ìîãóò ñò àòü ïðè÷èíîé ïîæàðà. Îáåñïå÷üòå îòñóòñòâèå ïîæàðîîïàñíûõ ìàòåðèàëîâ
â áëèçëåæàùåé çîíå.
ØÓÌ - Ïîâûøåííûé øóì ìîæåò ïîâðåäèòü ñëóõ
S Çàùèòèòå ñâîè óøè ñ ïîìîùüþ íàóøíèêîâ èëè áåðóøåé.
S Ïðåäóïðåäèòå î ðèñêå îêðóæàþùèõ.
ÑÁÎÉ Â ÐÀÁÎÒÅ - Ïðè ñáîÿõ â ðàáî ò å îáðàòèòåñü çà ïîìîùüþ ê ñïåöèàëèñòó.

bm08d001
bm08d2r -- 5 --
2 ÂÂÅÄÅÍÈÅ
MED 304 - ïîäàþùèé ìåõàíèçì ñèñòåì ïîëóàâòîìàòè÷åñêîé ñâàðêè â ñðåäå
çàùèòíûõ ãàçîâ ñåðèè À-10.
MED 304 èìååò óïðàâëÿåìûå ýëåêòðîíèêîé ïðèâîäíûå ýëåêòðîäâèãàòåëè, ñ
ïîìîùüþ êîòîðûõ îñóùå ñòâëÿåòñÿ ïîäà÷à ïðîâîëîêè â êàíàë ñâàðî÷íîé
ãîðåëêè.
2.1 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÏÈÑÀÍÈÅ
MED 304 îñíàù¸í äâóìÿ ýëåêòðîäâèãàòåëÿìè (1) è äâóìÿ ïàðàìè ðîëèêîâ,
êàæäàÿ èç êîòîðûõ ñîñòîèò èç ïîäàþùåãî (5) è ïðèæèìíîãî (4) ðîëèêîâ,
èìåþùèõ çóá÷àòûå øåñòåð¸íêè. Òàêèì îáðàçîì âðàùåíèå îò
ýëåêòðîäâèãàòåëÿ ïåðåäà¸òñÿ ÷åðåç ïîäàþùèå ðîëèêè íà ïðèæèìíûå.
Ýëåêòðîäâèãàòåëè ñîåäèíåíû ïîñëåäîâàòåëüíî è êàæäûé ñîçäàåò îäèíàêîâûé
êðóòÿùèé ìîìåíò. Ïîýòîìó êàêîå-ëèáî ñëó÷àéíîå ïðîñêàëüçûâàíèå â îäíîé
èç ïàð ðîëèêîâ íå âûçîâåò íàðóøåíèÿ ñòàáèëüíîñòè ïîäà÷è ñâàðî÷íîé
ïðîâîëîêè â öåëîì.
Ïðèæèìíûå ðîëèêè ñìîíòèðîâàíû â îáùèé áëîê, ÷òî ñïîñîáñòâóåò ñîçäàíèþ
îäèíàêîâîãî óñèëèÿ ïðèæèìà. Áëîê èìååò ïîäïðóæèíåííóþ ïðèæèìíóþ
ïëàíêó (3) è ëåãê î ìî æåò áûòü óäàë¸í, íàïðèìåð, ïðè íåîáõîäèìîñòè çàìåíû
ðîëèêîâ.
Ïðèæèìíîå óñèëèå ðåãóëèðóåòñÿ ðó÷êîé (2), âîçäåéñòâóþùåé â ñâîþ î÷åðåäü
íà ïîäïðóæèíåííóþ ïëàíêó, ÷òî äà¸ò âîçìîæíîñòü íå ïðîèçâîäèòü ïîâòîðíóþ
íàñòðîéêó ïîñëå çàìåíû ðîëèêîâ.
Äëÿ êàæäîãî äèàìåòðà ñâàðî÷íîé ïðîâîëîêè èìååòñ ÿ ñîîòâåòñòâóþùàÿ
êàíàâêà íà ðîëèêàõ. Äëÿ íàñòðîéêè ïîäàþùèõ ðîëèêîâ íà òðåáóåìûé
äèàìåòð ïðîâîëîêè èñïîëüçóþòñÿ ñïåöèà ëüíûå ïðîêëàäêè. Ïðèæèìíûå
ðîëèêè ïðè ýòîì íàñòðàèâàþòñÿ àâòîìàòè÷åñêè..
MED 304 èìååò ôóíêöèþ ïëàâíîãî ñòàðòà, ÷òî ñïîñîáñòâóåò ìÿãêîìó
âîçáóæäåíèþ äóãè, îñîáåííî ïðè ñâàðêå áîëüøèìè äèàìåòðàìè ïðîâîëîê.
Ïîäàþùèé ìåõàíèçì ïîçâîëÿåò âåñòè ñâàðêó â 2-õ è 4-õ òàêòíîì ðåæèìå
ðàáîòû ñâàðî÷íîé ãîðåëêè.
Äëÿ îáëåã÷åíèÿ îïåðàöèè çàìåíû ïðîâîëîêè ïîäàþùèé ìåõàíèçì èìååò
ôóíêöèþ ðåâåðñà.
Êîíñòðóêòèâíî àïïàðàò ðàçäåëåí íà 2 ÷àñòè.  îäíîé íàõîäÿòñÿ ýëåêòðîííûå
ïëàòû â èçîëèðîâàííîì êîðïóñå.  äðóãîé ÷àñòè, ïîä ðàñêðûâàåìîé êðûøêîé,
ðàñïîëîæåí ìåõàíèçì ïîäà÷è ïðîâîëîêè è ðàçú¸ì ñâàðî÷íîé ãîðåëêè. Íàä
ýòèì ðàçú¸ìîì ðàñïîëîæåíû âûêëþ÷àòåëè 2-õ è 4-õ òàêòíîãî ðåæèìà è
ôóíêöèè ïëàâíîãî ñòàðòà.
Ýëåìåíòû ýëåêòðîííîãî óïðàâëåíèÿ.
Ýëåìåíòû ýëåêòðîííîãî óïðàâëåíèÿ ñìîíòèðîâàíû íà ïå÷àòíîé ïëàòå,
çàêðåïëåííîé íà êîðïóñå ñ ïîìîùüþ âèíòîâ. Ýëåêòðîïðîâîäêà ïîäñîåäèíåíà
ñ ïîìîùüþ ìíîãîæèëüíûõ è ñïåöèàëüíûõ ðàçú¸ìîâ.

bm08d2r -- 6 --
2.2 ÒÅÕÍÈ×ÅÑÊÈÅ ÄÀÍÍÛÅ
Ïèòàþùàÿ ñåòü
íàïðÿæåíèå
÷àñòîòà
42 V
50/60 Hz
Ïðèâîäíûå ýëåêòðîäâèãàòåëè
Íàïðÿæåíèå, ïîñò. òîê
Íàìàãíè÷èâàíèå
12 V
Ïîñòîÿííûìè ìàãíèòàìè
Îñü êàññåòû
äèàìåòð
ä ëèíà
Æ 51.5 ìì
100 ìì
Äèàïàçîí ñêîðîñòè ïîäà ÷è
ïëàâíàÿ ðåãóëèðîâêà 0-18 ì/ìèí
Âðåìÿ îêîí÷àíèÿ ñâàðêè
ïëàâíàÿ ðåãóëèðîâêà
â ñîñòîÿíèè ïîñòàâêè
20-500 ìñåê
100 ìñåê
Ãà áà ð è ò û
LxBx H 637x319x465
Óðîâåíü øóìà 58 dB

bm08d2r -- 7 --
3 ÌÎÍÒÀÆ ÓÑÒÀÍÎÂÊÈ
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
Ýòî îáîðóäîâàíèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ.
Ïðè ïðèìåíåíèè â äîìàøíèõ óñëîâèÿõ îíî ìîæåò âûçâàòü ðàäèîïîìåõè.
Îòâåòñòâåííîñòü íåñåò ïîëüçîâàòåëü îáîðóäîâàíèÿ.
1. Ñîåäèíèòå 23-õ æèëüíûé êàáåëü óïðàâëåíèÿ ñ èñòî÷íèêîì ïèòàíèÿ.
2. Íàïðÿæåíèå ñåòè óïðàâëåíèÿ - 42 Â, 50-60 Hz.
3. Ïîäñîåäèíèòå ãàçîâûé øëàíã. Äèàìåòð ãàçîâîãî øòóöåðà - 6 ìì.
4. 12-òè æèëüíûé ðàçú¸ì íà ïåðåäíåé ïàíåëè ïðåäíàçíà÷åí äëÿ ïóëüòà
äèñòàíöèîííîãî óïðàâëåíèÿ.
5. Ïîäñîåäèíèòå ñâàðî÷íóþ ãîðåëêó. Çàùèòíûé ãàç, ñâàðî÷íûé òîê, òîê ñåòè
óïðàâëåíèÿ è ïðîâîëîêà ïîäàþòñÿ ÷åðåç ðàçú¸ì ñâàðî÷íîé ãîðåëêè.
6. Ïðîâåðüòå ïðàâèëüíîñòü óñòàíîâêè ðîëèêîâ è âòóëîê ñîãëàñíî òàáëèöå.
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
Âðàùàþùèåñÿ ÷àñòè ìîã óò ïðè÷èíèòü óâå÷üå, áóäüòå
îñîáåííî îñòîðîæíû.
MED 304 ìî æåò áûòü óêîìïëåêòîâàí ïî ðàçíîìó â çàâèñèìîñòè îò óñëîâèé
ðàáîòû:
Íà èñ òî÷íèêå ïèòàíèÿ
Ïîâîðîòíîå óñòðîéñòâî ïîñòàâëÿå òñÿ â óïàêîâêå MED 304. jòûðü ïîâîðîòíîãî
óñòðîéñòâà ôèêñèðóåòñÿ â ñîîòâåòñòâóþùåì îòâåðñòèè íà êðûøêå èñòî÷íèêà
ïèòàíèÿ, è çàòåì íà íåãî ñâåðõó îäåâàåòñÿ ïîäàþùèé ìåõàíèçì, ÷òî ïîçâîëÿåò
åìó âðàùàòüñÿ âî âñåõ íàïðàâëåíèÿõ, îáëåã÷àÿ ðàáîòó ñâàðùèêà..
Íàáîð êîë¸ñ
Íàáîð êîë¸ñ ïîçâîëÿåò ïåðåìåùàòü ïîäàþùèé ìåõàíèçì íà áîëüøîå
ðàññòîÿíèå îò èñòî÷íèêà ïèòàíèÿ.
Ïîäâåñ íîå óñ ò ðîéñòâî
Ñ åãî ïîìîùüþ ïîäàþùèé ìåõàíèçì ìîæåò áûòü ïîäâåøåí íà êîíñîëè, ÷òî
äà¸ò âîçìîæíîñòü óâåëè÷èòü ðàáî÷óþ çîíó ñâàðêè.
Íàáîð “ãàç - ïðîâîëîêà“
Ïîçâîëÿåò âåñòè ïðîäóâêó ãàçà è ïðîòÿæêó ïðîâîëîêè ïðè îòñóòñòâèè
ñâàðî÷íîãî íàïðÿæåíèÿ.

bm08d2r -- 8 --
Ðî ëèêè è âòóëêè MED 304. (Óãëåðîä./íåðæàâ.ñòàëü)(Ïîðîøê.ïðîâîëîêà)
(À ëþìèíÑïëàâû)
Òèï
ïðîâîëîêè
Âòó ëêè (äèàìåòð ìì/ ìàòåðèàë) Ïîäàþùèé
ðîëèê
Æ ìì. Âõîäíàÿ
âòóëêà
Ïðîìåæóò.
âòóëêà
Âûõîäíàÿ
âòóëêà
¹. Êàíàâê
à
0.8
1.0
1.2
1.4
1.6
2.0
2.4
Fe/Ss 2.0/ïëàñòèê
2.0/ïëàñòèê
2.0/ïëàñòèê
4.0/ïëàñòèê
4.0ïëàñòèê
4.0ïëàñòèê
4.0ïëàñòèê
2.0/ïëàñòèê
2.0ïëàñòèê
2.0ïëàñòèê
4.0/ïëàñòèê
4.0/ïëàñòèê
4.0/ïëàñòèê
4.0ïëàñòèê
2.0ñòàëü
2.0ñòàëü
2.0ñòàëü
2.0ñòàëü
2.0ñòàëü
3.5ñòàëü
3.5ñòàëü
1
1
1
2
2
2
2
1
2
3
1
1
2
2
0,9
1.2
1.4
1.6
2.0
2.4
Flux-
cored
2.4/ñòàëü
2.4ñòàëü
2.4ñòàëü
2.4ñòàëü
2.4ñòàëü
4.0ñòàëü
2.4/ìåäü
2.4/ìåäü
2.4/ìåäü
2.4/ìåäü
2.4/ìåäü
4.0/ìåäü
2.0ñòàëü
2.0/ñòàëü
2.0/ñòàëü
2.0ñòàëü
3.5/ñòàëü
3.5/ñòà ëü
1
3
3
3
3
4
2
1
1
2
3
1
1.0 Al 2.0/ïëàñòèê
2.0/ïëàñòèê
4.0ïëàñòèê
4.0/ïëàñòèê
4.0/ïëàñòèê
4.0ïëàñòèê
2.0/ïëàñòèê
2.0/ïëàñòèê
4.0/ïëàñòèê
4.0ïëàñòèê
4.0/ïëàñòèê
4.0/ïëàñòèê
2.0ñòàëü
2.0ñòàëü
2.0/ñòàëü
2.0/ñòàëü
3.5ñòàëü
3.5ñòàëü
1
1
2
2
2
2
2
3
1
1
2
2

bm08d2r -- 9 --
4 ÂÂÎÄ Â ÝÊÑÏËÓÀÒÀÖÈÞ
Ïðîâåðüòå ñîîòâåòñòâèå êîìïëåêòàöèè è óñòàíîâêè ðîëèêîâ è âòóëîê
âûáðàííîìó äèàìåòðó è ìàòåðèà ëó ñâàðî÷íîé ïðîâîëîêè ñîãëàñíî
ïðèâåäåííîé âûøå òàáëèöå.
Ïîäêëþ÷èòå âîçâðà òíûé êàáåëü ê èçäåëèþ.
Ïîäàþùèé ìåõàíèçì ñîñòîèò èç ñëåäóþùèõ îñíîâíûõ êîìïîíåíòîâ:
S Ïîòåíöèîìåòð (1)
Äëÿ óñòàíîâêè ñêîðîñòè ïîäà÷è ïðîâîëîêè â äèàïàçîíå 0-18 ì/ìèí.
S Ìåñòà óñòàíîâêè èçìåðèò åëüíûõ ïðèáîðîâ (2)
S Ìåñòî äëÿ óñòàíîâêè äîïîëíèòåëüíîã î îáîðóäîâàíèÿ (3)
S Ðàçú¸ì ñâàðî÷íîé ãîðåëêè (4)
S Ðàçú¸ìû ñèñòåìû âîäÿíîãî îõëàæäåíèÿ (5)
S Ðàçú¸ì ïóëüòà äèñ òàíöèîííîãî óïðàâëåíèÿ (6)
S Âûê ëþ÷àòåëü äèñòàíöèîííîãî óïðàâëåíèÿ(7).
S Ïîòåíöèîìåòð (8)
Ñëóæèò äëÿ ïëàâíîé ðåã óëèðîâêè ñâàðî÷íîãî íàïðÿæåíèÿ
òèðèñòîðíî-óïðàâëÿåìûõ è èíâåðòîðíûõ èñòî÷íèêîâ ïèòàíèÿ.
S Âûêëþ÷àòåëü(9)
Ñëóæèò äëÿ âûáîðà ðåæèìîâ íà÷à ëà ñâàðêè. Ëèáî ïëàâíûé , ëèáî
íîðìàëüíûé ñòàðò. Ïðè ïëàâíîì ñòàðòå ñâàðêà íà÷èíàåòñÿ ñ íåáîëüøîé
ñêîðîñòè ïîäà÷è äî âîçáóæäåíèÿ äóãè è çàòåì ïëàâíî âîçðàñòàåò äî
çàäàííîãî çíà÷åíèÿ.
S Âûêëþ÷à òåëü (10)
Îïðåäåëÿåò ðåæèì ðàáîòû êíîïêè ñâàðî÷íîé ãîðåëêè.
2-õ òàêòíûé ðåæèì: Ïîäà÷à íà÷èíàåòñÿ ïðè íàæàòèè êíîïêè è
ïðåêðàùàåòñÿ ïðè å¸ îñâîáîæäåíèè.
4-õ òàêòíûé ðåæèì: Ïîäà÷à íà÷èíàåòñÿ ïðè íàæàòèè /îñâîáîæäåíèè
êíîïêè è ïðåêðàùàåòñÿ ïðè å¸ íàæàòèè /îñâîáîæäåíèè.
S Âûêëþ÷àò åëü(11)
Îñóùåñòâëÿåò ðåâåðñèâíóþ ïîäà÷ó ñâàðî÷íîé ïðîâîëîêè.
S Ìåñòî äëÿ óñòàíîâêè íàáîðà “ãàç - ïðîâîëîêà“(12)
bm08d002
bm08d003

bm08d2r -- 1 0 --
5 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆ ÈÂÀÍÈÅ
Ðåã óëÿðíîå òåõíè÷åñêîå îáñëóæèâàíèå íåîáõîäèìî äëÿ áåçîïàñíîé è
íàäåæíîé ðàáîòû óñòàíîâêè.
S Ðåãóëÿðíî ïðî÷èùàéòå ñîïëî çàùèòíîãî ãàçà, à òàêæå íàïðàâëÿþùèé
êàíàë ñâàðî÷íîé ãîðåëêè ïðîäóâêîé ñæàòûì âîçäóõîì.
S Äëÿ èçáåæàíèÿ ïðîáëåì ñ ïîäà÷åé ïðîâîëîêè ðåãóëÿðíî ïðî÷èùàéòå è
çàìåíÿéòå èçíîøåííûå êîìïîíåíòû ïîäàþùåãî óñòðîéñòâà.
Èìåéòå â âèäó, ÷òî ïîâûøåííîå äàâëåíèå ïðèæèìà ïðîâîëîêè ïðèâîäèò ê
óñêîðåííîìó èçíîñó ïîäàþùèõ, ïðèæèìíûõ ðîëèêîâ è íàïðàâëÿþùåãî
êàíàëà.
Äëÿ ïðåäîòâðàùåíèÿ ñîñêàëüçûâàíèÿ êàòóøêè ñ
ïðîâîëîêîé ñî âòóëêè çàôèêñèðóéòå åå ïîâîðîòîì
êðàñíîé êíîïêè êàê ïîêàçàíî íà ðèñóíêå ðÿäîì ñî
âòóëê îé.
ÂÀÆÍÎ!
6 ÏÐÈÍÀÄËÅÆÍÎÑÒÈ
Äîïóñêàåòñÿ ïðèìåíåíèå íèæå ïåðå÷èñëåííûõ ïóëüòîâ äèñòàíöèîííîãî
óïðàâëåíèÿ:
S PHB 1
C ïëàíåòàðíûì ðåäóêòîðîì äëÿ òî÷íîãî çàäàíèÿ ñêîðîñòè ïîäà÷è.
S PHB 2
ïóëüò ñ äâóìÿ ïîòåíöèîìåòðàìè äëÿ ãðóáîé è òî÷íîé íàñòðîéêè ñêîðîñòè
ïîäà÷è.
S PAB 6
PAB 6 ïðåäíàçíà÷åí äëÿ äèñòàíöèîííîãî óïðàâëåíèÿ íàïðÿæåíèåì è
òîêîì èíâåðòîðíûõ èëè òèðèñòîðíî óïðàâëÿåìûõ èñòî÷íèêîâ ïèòàíèÿ,
ïîäêëþ÷àåòñÿ ê ñîîòâåòñòâóþùåìó ðàçú¸ìó MED 304.
3 ðàçëè÷íûõ ðåæèìà ñâàðêè ìîãóò áûòü çàïðîãðàììèðîâàíû ñ ïîìîùüþ
PAB 6. Ïåðåêëþ÷à òåëåì íà ïó ëüòå îñóùåñòâëÿåòñÿ âûáîð òðåáóåìîãî
ðåæèìà. Ñ ïîìîùüþ ñïåöèàëüíîãî ïåðåêëþ÷àòåëÿ íà ñâàðî÷íîé ãîðåëêå
ìîæíî âûáðàòü 2 èç 3-õ ïðåäâàðèòåëüíî çàïðîãðàììèðîâàííûõ ðåæèìîâ..
S PAE4
Ïðîãðàììèðóåìûé ïóëüò PAE 4 ïîçâîëÿåò ïðåäâàðèòåëüíî
çàïðîãðàììèðîâà òü äî 5 ðåæèìîâ (íàïðÿæåíèå/òîê). Ïåðåêëþ÷àòåëåì íà
ïóëüòå îñóùåñòâëÿåòñÿ âûáîð òðåáóåìîãî ðåæèìà. Òàêæå åñòü ðó÷êà
íàñòðîéêè äëèíû äóãè.
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Ïðè çàêàçå çàïàñíûõ ÷àñòåé, ïîæàëóéñòà, óêàæèòå òèï óñòàíîâêè, ñåðèéíûé
íîìåð. Íàçâàíèå è àðòèêóëüíûé íîìåð çàïàñíîé äåòàëè. Ýòî ïîìîæ åò
óïðîñòèòü çàêàç è óñêîðèòü îòãðóçêó.

ENGLISH
TOCe
-- 1 1 --
1SAFETY 12...........................................................
2 INTRODUCTION 13...................................................
2.1 TECHNICAL DESCRIPTION 13................................................
2.2 TECHNICAL DATA 14........................................................
3 INSTALLATION 15....................................................
4 OPERATION 17.......................................................
5 MAINTENANCE 18....................................................
6 ACCESSORIES 18....................................................
7 ORDERING OF SPARE PARTS 18......................................
DIAGRAM 19............................................................
SPARE PARTS LIST 20...................................................

-- 1 2 --
bm08d2e
1SAFETY
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from your breathing zone and
the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!

-- 1 3 --bm08d2e
2 INTRODUCTION
MED 304 is a wire feed unit for MIG/MAG welding.
It is a component of the A--10 system.
MED 304 has an electronically controlled electric pusher motor that advances the
wire through the welding hose to the gun.
2.1 TECHNICAL DESCRIPTION
bm08d00
1
MED 304 has two motors (1) and two pairs of rollers, each comprising a feed roller
(5) and pressure roller (4). T he rollers have toothed rings. The motors drive the feed
rollers, which in turn drive the pressure rollers.
The motors are connected in series and each contributes the same driving force.
Any slip due to differences in the diameters o f the rollers will therefore not affect the
uniform feed.
The pressure rollers are incorporated in a bogie that is supported so that the pres-
sure exerted by both pairs of rollers is the same.
The bogie is mounted on a lever, which is fitted with a spring --loaded arm (3). This
unit can be easily removed, for example when changing the wire size.
The pressure exerted on the wire by the rollers is controlled by a knob (2), that acts
on the spring--loaded arm. There is no need to adjust this knob to remove the pres-
sure roller. T his means that the pressure is unchanged when the pressure roller is
replaced.
The wire runs in grooves in the r ollers, and each wire size has its own groove profile.
The lateral position of the feed roller is adjusted using spacers so that the correct
groove is aligned with the wire.
The pressure roller automatically positions itself correctly.
MED 304 is equipped with inch start, which ensures smoother arc ignition when
welding with large diameter wire. The units also provide 2 stroke or 4 stroke arc con -
trol.
To simplify the replacement of large diameter wire the MED 304 has reversible mo-
tors. These allow the wire to be r eversed out of the welding hose.
The wire feed unit is divided into two sections. One section contains the electrical
equipment, protected by a panel. The other section is protected by a lockable panel
and contains the wire feed unit and connection socket for the welding hose. Above
the connection socket are switches for selecting 2 stroke or 4 stroke arc control and
for inch start.
Control equipment.
The electronic components are mounted on a circuit card, which is held in place by
two reatiners and screws. The wiring is connected by spade connectors and multi--
pin connectors.

-- 1 4 --
bm08d2e
2.2 TECHNICAL DATA
Connection
voltage
frequency
42 V
50/60 Hz
Drive motor
rotor voltage, DC
magnetisation
12 V
Permanent magnets
Reel h u b
hub diameter
hub length
Æ 51.5
100 mm
Feed sp eed
continuously variable 0--18 m/min
Burn--back time
continuously variable
preset on delivery to
20--500 ms
100 ms
Dimensions
LxBxH 637x319x465
Continuous A--weighted noise pressure 58 dB

-- 1 5 --bm08d2e
3 I NSTALLATION
WARNING
This product is intended for industrial use. In a domestic environment this
product may cause radio interference. It is the user’s r esponsibility to take
adequate precautions.
1. Connect the control cable to the power source. The cable has a 23 pin male
plug.
2. The operating voltage is 42 V, 50--60 Hz.
3. Connect the gas hose. The coupling diameter is 6 mm.
4. A 12 pin socket on the front permits the connection of a r emote control.
5. Connect the welding gun. T he welding current, control current, shielding gas and
wire are all connected through the connection socket.
6. Check that the feed rollers and nozzles are fitted as shown in the table.
WARNING!
Rotating parts can cause injury, take great care.
MED 304 can be installed in a variety of ways to suit requirement s:
Power source
Swivel unit is attached to casing of wire feed unit. This is equipped with an insulated
stud that fits the hole in the top of the welding rectifier.
Fit the insulated bushing onto the guide journal on top of the power source. Locate
the wire feed unit on the guide journal. This allows the wire feed unit to be swung
round and allows the welder freedom of movement while working.
Setofwheels
A set of wheels allows the wire feed unit to be set up independently of the power
source. This allows a greater range of movement and increases the working radius.
Support device
The wire feed unit can be suspended from the handle to give a larger working radius.
Gas--wire kit
An accessory that permits wire feed without power on (inching) and gas purging
without wire feed.

-- 1 6 --
bm08d2e
Wire an d fittings for MED 304.
Wire Nozzle diam. mm / material Feed roller
Æ mm type. Inlet
nozzle
Adapter
nozzle
Outlet
nozzle
No. Groove
0.8
1.0
1.2
1.4
1.6
2.0
2.4
Fe/Ss 2.0/plastic
2.0/plastic
2.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
2.0/plastic
2.0/plastic
2.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
2.0/steel
2.0/steel
2.0/steel
2.0/steel
2.0/steel
3.5/steel
3.5/steel
1
1
1
2
2
2
2
1
2
3
1
1
2
2
0,9
1.2
1.4
1.6
2.0
2.4
Flux--
cored
2.4/steel
2.4/steel
2.4/steel
2.4/steel
2.4/steel
4.0/steel
2.4/copper
2.4/copper
2.4/copper
2.4/copper
2.4/copper
4.0/copper
2.0/steel
2.0/steel
2.0/steel
2.0/steel
3.5/steel
3.5/steel
1
3
3
3
3
4
2
1
1
2
3
1
1.0 Al 2.0/plastic
2.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
2.0/plastic
2.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
4.0/plastic
2.0/steel
2.0/steel
2.0/steel
2.0/steel
3.5/steel
3.5/steel
1
1
2
2
2
2
2
3
1
1
2
2

-- 1 7 --bm08d2e
4OPERATION
Check that the wire feed unit is fitted with the correct nozzles and feed rollers for the
selected size and type of wire, refer to the table under Installation.
Connect the return cable to the work piece.
The wire feed unit consists of the following main components:
S Potentiometer (1)
For setting chosen wire feed speed. Range 0--18 m/min.
S Space fo r meters (2)
S Space for optional equipment (3)
S Gun co n nection (4)
S Coupling for water cooling (5)
S Socket (6)
For connecting remote control unit.
S Switch (7)
For selecting remote control.
S Potentiometer (8)
Used to adjust welding voltage with thyristor--controlled or inverter power sour-
ces.
S Switch (9)
For selecting initial wire feed speed. T here are two settings: inch start or normal
start. With inch start the wire is fed out at low speed until the arc ignites and the
welding current flows. The speed is then increased automatically to the preset
value.
S Switch (10)
Controls function of gun switch.
2 stroke:Wire feed starts when you press the trigger and stops when you r elea-
se it.
4 stroke:Press the trigger to start welding, then release it. Welding continues
until you press the trigger again.
S Switch (11)
Reverses wire feed.
S Space for g as--wire kit
(12)
bm08d002
bm08d003

-- 1 8 --
bm08d2e
5 MAINTENANCE
Regular maintenance is important for smooth and reliable operation.
S Clean the wir e conduit regularly using compressed air and clean the gas nozzle.
S Clean and replace the wear components of the wire feed mechanism regularly to
ensure problem--free wire feed.
Note that excessive pressure on the wir e can lead to rapid wear of the pressure
rollers, feed rollers and wire conduit.
IMPORTANT!
To prevent the reel sliding off the hub: Lock the reel in place
by turning the red knob as shown on the warning label atta -
ched next to the
hub.
6 ACCESSORIES
The following remote control devices can be connected to the wire feed unit:
S PHB 1
With planetary gear for precision control of wire feed speed.
S PHB 2
A rugged unit with two potentiometers for coarse and fine adjustment of wire
feed speed.
S PAB 6
Programmer. PAB 6 is designed for the remote control of voltage and current. To
permit r emote control of voltage the power source must be a thyristor or inverter
model. T he programmer is connected to the remote socket on MED 304.
3 different sets of welding parameters can be programmed using PAB 6. A
switch on the unit allows you to switch between programs. By fitting an extra
switch to the welding gun you can switch between 2 of the 3 preset welding
programmes using the gun.
S PAE4
Programmer. PAE 4 allows 5 sets of welding parameters ( current/voltage) to be
pre--programmed. A switch on the front allows you to switch between programs.
There is also a knob for adjusting the arc length.
7 ORDERING OF SPARE PARTS
When ordering spare parts please state the machine designation, serial number and
the na me and number of the spare parts. This will simplify dispatch and ensure cor-
rect delivery.

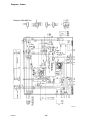
Diagram Ñõ åìà
-- 1 9 --bm08e2a
bm08e001
Schema 0369 692 001

Spare parts list Ñïèñîê çàïàñíûõ ÷àñòåé
-- 2 0 --bm08s2a
Ordering no. Denomination Notes
0369 595 880 MED 304
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB MED 304 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
in altre lingue
- English: ESAB MED 304 User manual
Documenti correlati
-
ESAB MEK 4C Manuale utente
-
ESAB MEK 20C Manuale utente
-
-
-
-
ESAB AristoFeed 30-4 Manuale utente
-
ESAB Feed 4804 - Aristo Manuale utente
-
-
-