GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Manuale del proprietario
- Categoria
- Sistema di saldatura
- Tipo
- Manuale del proprietario
Questo manuale è adatto anche per

73502_V4_27/08/2019
FR
2-3 / 4-13 / 74-80
EXAFEED 4L
EN
2-3 / 14-23 / 74-80
www.gys.fr
RU
2-3 / 44-53 / 74-80
IT
2-3 / 53-63 / 74-80
NL
2-3 / 64-73 / 74-80
DE
2-3 / 24-33 / 74-80
ES
2-3 / 34-43 / 74-80

2
EXAFEED 4L
FIG-1
FIG-2
2
3
4
1
5
8
11
10
12
13
14
16
1 2
3
4
5
6
7
8
9
11
10
13 14 15 16 17 18
12
15
6
7
9
19
20

3
EXAFEED 4L
FIG-3
- Acier / Steel / Stahl / Acero
/ Staal / Aço
- Inox - Stainless steel
- Alu
Gaine acier / Steel
sheath / Stahlseele
Gaine téon / Teon sheath /
Teonseele
Tube capillaire / Capillary
Pipe / Kapillarrohr
A/
B/
NO USE
FIG-4
2 3
A B
C
D
E F
4
4
FIG-5
M5x10
(x4)

4
EXAFEED 4L
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
Lire le manuel d’utilisation de la source de soudage avant l’utilisation du dévidoir.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDUELLES ET DES AUTRES
Le soudage à l’arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention au
porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses. Protégez-vous et protégez les autres. Respectez les instructions
de sécurité suivantes :
An de vous protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utilisez une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protégez vos yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informez les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée. De même pour
toute personne étant dans la zone de soudage.
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche, il faut s’assurer que celle-ci soit sufsamment froide et attendre au moins 10 minutes avant toute
intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide ne puisse
pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention, le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenants du plomb, cadmium, zinc ou mercure voir béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant
de les souder.

5
EXAFEED 4L
FR
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUES DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie
ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant de soudage quand elle est alimentée (Torches,
pinces, câbles, électrodes) car elles sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veillez à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées.
Dimensionner la section des câbles (rallonge et câbles de soudage) en adéquation avec l’application.
Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Portez des chaussures isolantes, quel que soit le milieu où
vous travaillez.
ÉMISSIONS ÉLECTROMAGNÉTIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF)
localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionnez les câbles de soudage ensemble – xez les avec une attache, si possible;
• positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;
• n’enroulez jamais les câbles de soudage autour de votre corps;
• ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps;
• raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne travaillez pas à côté, ne vous asseyez pas sur, ou ne vous adossez pas à la source de courant de soudage;
• ne soudez pas lorsque vous portez la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser la source de courant de soudage.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.

6
EXAFEED 4L
FR
TRANSPORT ET TRANSIT DU DÉVIDOIR
Le dévidoir est équipé de poignée(s) permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n’est pas considérée
comme un moyen d’élingage. Ne jamais soulever une bouteille de gaz et le matériel en même temps. Leurs normes de transport sont distinctes.
Ne pas faire transiter le matériel au-dessus de personnes ou d’objets.
Il est préférable d’enlever la bobine avant tout levage ou transport du dévidoir.
La machine dispose d’anneaux de levage non isolés, ils sont prévus uniquement pour la manutention du dévidoir et non pour un moyen d’élingage
en cours de soudage. S’ils sont utilisés en cours de soudage, ces derniers doivent être isolés de la terre du bâtiment.
Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l’équipement et les dispositifs
électriques et causer des échauffements de composants pouvant entrainer un incendie.
- Toutes les connexions de soudages doivent être connectées fermement, vériez régulièrement !
- S’assurer que la xation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d’électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage
pour qu’ils soient isolés !
- Ne pas déposer d’autres équipements comme des perceuses, dispositifs d’affutage, etc sur la source de soudage, le chariot, ou les systèmes de
levage sans qu’ils soient isolés !
- Toujours déposer les torches de soudage ou portes électrodes sur une surface isolée quand ils ne sont pas utilisés !
INSTALLATION DU MATÉRIEL
Règles à respecter :
• Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
• Mettre le dévidoir sur un sol dont l’inclinaison maximum est de 10°.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Le matériel est de degré de protection IP23, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale.
Ce matériel peut donc être utilisé à l’extérieur en accord avec l’indice de protection IP23.
Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une
utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une perssonne qualiée. Un entretien annuel est conseillé.
• Débrancher les connexions entre le dévidoir et la source de courant de soudage et attendre deux minutes avant de travailler
sur le matériel.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé.
• Contrôler régulièrement l’état du faisceau entre le dévidoir et la source de courant de soudage. Si ce dernier est endommagé, il doit être remplacé.
• Attention ! Si un moyen de manutention est utilisé en cours de soudage, autre que celui préconisé par le fabricant, prévoir une isolation entre
l’enveloppe du dévidoir et le moyen de manutention.
• Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le
générateur est déconnecté du réseau. Il est recommandé d’utiliser les câbles de soudage fournis avec l’appareil an d’obtenir les
réglages optimum du produit.
Risque de blessure lié aux composants mobiles!
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entraîner par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entraînement!
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
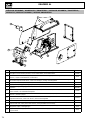
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Anneaux de levage 9- Connecteur eau
2- Passage de faisceau 10- Connecteur eau
3- Support bobine 11- Connecteur de commande à distance
4- Motodévidoir 12- Connecteur de commande faisceau
5- Inverseur purge gaz avance l 13- Connecteur gaz
6- Poignées de transport. 14- Connecteur de puissance
7- Interface homme / machine 15- Connecteur eau
8- Connecteur Euro 16- Connecteur eau

7
EXAFEED 4L
FR
INTERFACE HOMME MACHINE (IHM) (FIG-2)
1- Afcheur tension 11- Indicateur mode inductance
2- Afcheur vitesse l / courant 12- Indicateur d’activité de la commande à distance
3- Indicateur Ampères 13- Indicateur de verrouillage du clavier
4- Indicateur m /mn 14- Bouton de verrouillage du clavier
5- Indicateur de surchauffe 15- Bouton de sélection de Mode / activation de la commande à distance
6- Perturbation du fonctionnement normal 16- Indicateur 2T
7- Molette de réglage de la tension 17- Indicateur 4T
8- Molette de réglage vitesse l / inductance 18- Indicateur Spot/Delay
9- Bouton de sélection de l’inductance 19- Purge gaz
10- Indicateur mode vitesse l 20- Avance l
ALIMENTATION-MISE EN MARCHE
Le dévidoir EXAFEED 4L a été conçu pour fonctionner exclusivement avec le générateur EXAGON 400 CC/CV (ref. 010925).
La liaison entre ces deux éléments se fait par l’intermédiaire d’un faisceau dédié parmi la liste suivante :
Refroidissement Longueur Section Référence
Air
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Liquide
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
BRANCHEMENT ET CONSEILS
Le raccordement ou le débranchement du faisceau entre le générateur et le dévidoir doit se faire obligatoirement générateur hors
tension.
Branchement du faisceau côté dévidoir :
- Ouvrir la trappe d’accès au branchement du faisceau (FIG 1 - n°2)
- Passer le faisceau à travers l’ouverture circulaire au dos du dévidoir
- Verrouiller le faisceau sur la carrosserie du dévidoir en faisant une rotation d’1/4 de tour dans le sens horaire puis en verrouiller le maintien à l’aide
de la vis fournie avec le faisceau.
- Effectuer la connexion.
Branchement du faisceau côté générateur :
- Branchez la pince de masse sur le connecteur de raccordement positif (+) ou négatif (-) du générateur en fonction du type de l utilisé.
- Branchez le faisceau de liaison sur le connecteur de raccordement restant pour ce qui est de la puissance
- Branchez le connecteur de commande du faisceau sur l’embase 10 points située entre les deux connecteurs de puissance du générateur.
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (FIG-4)
• Ôter de la torche la buse
(FIG-4, F)
, ainsi que le tube contact (
FIG-4, E)
. Ouvrir la trappe du poste.
FIG-4, A :
• Positionner la bobine sur son support :
- Tenir compte de l’ergot d’entrainement du support bobine. Pour monter une bobine 200 mm, serrer le maintien bobine au maximum.
• Régler le frein
(FIG-4, 2)
pour éviter lors de l’arrêt de la soudure que l’inertie de la bobine n’emmêle le l. De manière générale, ne pas trop serrer,
ce qui provoquerait une surchauffe du moteur.
FIG-4, B :
• Mettre en place les galets moteur adaptés à votre utilisation. Les galets fournis sont des galets double gorge acier (1 et 1,2). L’indication visible
sur le galet doit correspondre au diamètre du l utilisé. Pour un l de Ø 1,2, utiliser la gorge de Ø 1,2. Pour souder de l’aluminium utiliser les galets
appropriés (gorge en U).
FIG-4, C :
Pour changer le l, procéder comme suit :
• Desserrer les molettes
(FIG-4, 4)
au maximum et l’abaisser, insérer le l, puis refermer le moto-dévidoir et serrer les molettes selon les indications.
• Actionner le moteur en appuyant sur la gâchette de la torche ou l’inverseur (FIG 1 - n°5) sur la position changement de l.
• Faire sortir le l de la torche d’environ 5 cm, puis mettre au bout de la torche le tube contact adapté au l utilisé
(FIG-4, E)
, ainsi que la buse
(FIG-4, F)
.
Remarques :
• Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchauffe du moteur.
• Le connecteur de la torche doit être également bien serré an d’éviter son échauffement.
• Vérier que ni le l, ni la bobine ne touche la mécanique de l’appareil, sinon il y a danger de court-circuit.

8
EXAFEED 4L
FR
SÉLECTION DU MODE SUR LE GÉNÉRATEUR
Sur le générateur, appuyez plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous le symbole .
Les deux afcheurs du générateur indiquent et les molettes sont inactives, toutes les commandes sont maintenant reportées sur l’interface du
dévidoir
(FIG-2)
.
RÉGLAGES DES PARAMÈTRES DE SOUDAGE
1. Régler de la tension de soudage :
Ajuster la tension de soudage à l’aide de la molette de gauche en fonction du travail à effectuer. La consigne de tension est indiquée sur l’af-
cheur de gauche.
2. Régler la vitesse de l :
Ajuster la vitesse de l à l’aide de la molette de droite en fonction du travail à effectuer. La consigne de vitesse est indiquée sur l’afcheur de
droite.
3. Régler l’inductance :
Tout en maintenant le bouton , tournez la molette de droite , l’index lumineux indique une valeur relative allant de -9 à +9. Plus le niveau
d’inductance est faible et plus l’arc sera dur et directif, plus le niveau d’inductance est élevé et plus l’arc sera doux avec peu de projections.
ACCÈS AUX PARAMÈTRES AVANCÉS
Referrez-vous au chapitre «accès aux menus» pour plus de détails concernant l’accès aux paramètres avancées.
(1)
« SPot », temps du cordon de soudage (en secondes) en mode Spot / Delay
(1)
« DeLaY », temps d’arrêt (en secondes) en mode Spot / Delay
« PrEgaz », durée (en secondes) pendant laquelle le gaz s’écoule entre l’appui sur la gâchette et le démarrage de l’avance l
« I Start », courant de démarrage (échelle relative de -5 à +5), la valeur par défaut est 0
« Creep Speed », vitesse (en pourcentage) d’approche du l avant amorçage
(2)
« Hot Start », Activation / désactivation des paramètres de hotstart (On/Off)
(3)
« Creep Voltage », tension (en pourcentage) à l’amorçage
(3)
« HotStart Speed », vitesse (en pourcentage) durant la phase de Hotstart
(3)
« HotStart Voltage », tension (en pourcentage) durant la phase de Hotstart
(3)
« HotStart time », durée (en secondes) de la phase de Hotstart
(4)
« Crater Filler », activation / désactivation de la fonction de remplissage de cratère (On/off)
(5)
« Crater Filler Speed », vitesse (en pourcentage) de la phase de cratère
(5)
« Crater Filler Voltage », tension (en pourcentage) de la phase de cratère
(5)
« downSlope time », durée (en secondes) de la rampe pour passer des paramètres de soudage à ceux de la phase de cratère
(5)
« Crater Filler time », durée (en secondes) de la phase de cratère
« burnback », énergie permettant de couper le l (échelle relative de -5 à +5), la valeur par défaut est 0
« Post Gaz », durée (en secondes) pendant laquelle le gaz sécoule après l’arrêt du soudage
(1)
:
ces paramètres apparaissent uniquement lorsque le mode Spot / Delay est sélectionné.
(2)
:
le paramètre Hotstart n’est pas disponible lorsque le mode Spot / Delay est sélectionné.
(3)
:
ces paramètres apparaissent uniquement si le paramètre H.S. est positionné sur « On ».
(4)
:
le paramètre CraterFiller n’est pas disponible lorsque le mode Spot / Delay est sélectionné.
(5)
:
ces paramètres apparaissent uniquement si le paramètre C.F. est positionné sur « On ».
AFFICHAGES COURANT/TENSION EN COURS DE SOUDAGE
Pendant le soudage, le générateur mesure et afche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs
moyennées du courant et de la tension sont afchées en clignotant pendant 30 secondes, dès que l’interface (molette ou boutons) est manipulée
l’afchage indique la consigne de soudage.
En fonction du régime (court-circuit, globulaire ou spray-arc), la tension moyennée peut s’éloigner légèrement de la tension de consigne.
MÉMORISATIONS ET RAPPELS DES PROGRAMMES DE SOUDAGE
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours il est possible de sauvegarder et rappeler des programmes de soudage.
Les mémoires sont au nombre de 50.
La mémorisation concerne :

9
EXAFEED 4L
FR
- la tension, la vitesse de l et l’inductance,
- les paramètre avancées.
- le mode 2T / 4T / SPOT DELAY
Enregistrer un programme :
- Maintenir les boutons
et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher
. Valider en appuyant sur le bouton .
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner la molette pour sélectionner l’emplacement mémoire à destination du programme à sauvegarder. Valider en appuyant sur le bouton
.
- La mémorisation est effectuée / la sortie du menu est directe.
Rappeler un programme existant :
- Maintenir les boutons
et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher
. Valider en appuyant sur le bouton .
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner l’une des 2 molettes pour sélectionner l’emplacement mémoire contenant le programme à rappeler. Valider en appuyant sur le bouton .
Le rappel est effectué / la sortie du menu est directe.
Fonction de rappel rapide de programmes (Quick Load) :
Lorsque la fonction
« Quick Load » est activée, l’utilisateur peut rappeler de façon séquentielle ses programmes par un appui /relâcher
bref de la gâchette. Le nombre de programmes est paramétrable de 2 à 50. (Exemple : un réglage sur 5 permettra de rappeler, à la gâchette, les
programmes de 01 à 05).
CYCLES DE SOUDAGE
Mode 2T :
Burnback
Start
Hotstart
(1)
Soudage Crater Filler
(2)
Tension
Vitesse l
Gaz
Relâchée
Appuyée
Gâchette
(1)
:
si la fonction Hotstart est désactivée, le soudage a directement lieu après la phase d’amorçage (Start).
(2)
:
si la fonction Crater Filler est désactivée, le coupe l a directement lieu au relâché gâchette.

10
EXAFEED 4L
FR
Mode 4T :
Le mode 4T permet de gérer différentes étapes temporelles à l’aide de la gâchette. Le comportement varie en fonction l’activation / désactivation des
paramètres Hotstart et Crater Filler.
Burnback
Start
Hotstart
(1)
Soudage Crater Filler
(2)
Tension
Vitesse l
Gaz
Relâchée
Appuyée
Gâchette
(1)
:
si la fonction Hotstart est activée, la phase de Hotstart dure tant que la gâchette est appuyée. Si la fonction Hotstart est désactivée, la phase de
prégaz dure tant que la gâchette est appuyée (graphe non représenté).
(2)
:
si la fonction Crater Filler est activée, la phase de Crater Filler dure tant que la gâchette est appuyée. Si la fonction Crater Filler est désactivée, la
phase de postgaz dure tant que la gâchette est appuyée (graphe non représenté).
Mode Spot / Delay :
Le mode Spot / Delay est un mode 2T qui permet de souder des cordons d’une durée dénie ( paramètre Spot exprimé en secondes) espacés par des
intervalles dénis (paramètre Delay exprimé en secondes). Si le paramètre Delay est réglé sur 0.0 secondes alors un seul cordon sera réalisé, il faudra
relâcher et appuyer la gâchette à nouveau pour passer au cordon suivant.
COMMANDE À DISTANCE
Une commande à distance (ref. 047679) peut être raccordée au dévidoir EXAFEED par l’intermédiaire du connecteur
(FIG-1, 5)
. La commande à distance
agit sur la tension (1
er
potentiomètre) et la vitesse l (2
e
potentiomètre). Ces réglages sont alors inaccessibles sur l’interface du dévidoir.
VERROUILLAGE DES COMMANDES
Une fonction permet de verrouiller les boutons du clavier et les molettes pour éviter ainsi un déréglage accidentel.
Opération :
Appuyer 3 secondes sur le bouton
, l’afchage indique puis revient sur l’afchage courant. La LED
(FIG-2, n°13)
s’allume.
Aucun bouton n’est actif, la molette de droite est inactive, la molette de gauche permet une variation autour de la valeur initiale à +/- un pourcentage
déni par le paramètre «tolérance»
(voir notice du générateur).
Pour déverrouiller les commandes, appuyer à nouveau 3 secondes sur le bouton
, l’afchage indique puis revient sur l’afchage
courant. La LED
(FIG-2, n°13)
s’éteint.

11
EXAFEED 4L
FR
ACCÈS AUX MENUS
+ x 3s
+
1s 1s 1s
...
...
Rappel des
paramètres et
sortie du menu
Sauvegarde des
paramètres et
sortie du menu
Validation de la
fonction QuickLoad
et retour à la racine
du menu
Réinitialisation de
tous les paramètres
de tous les
procédés
Accès aux paramètres
avancés
Menu configuration
Sortie du menu
configuration
Sortie vers IHM
soudage
Relâchement des boutons
Valeur
actuelle
Validation du
paramètre
tolérance et retour
à la racine du menu
Valeur
actuelle

12
EXAFEED 4L
FR
...
...
...
...
...
Retour vers le
menu Setup
Spot time
1
Delay time
1
Pregaz
I Start
Creep Speed
Validation du
paramètre en
cours
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
...
burnback
Valeur
actuelle
...
Post Gaz
Valeur
actuelle
Paramètres avancés
...
Hot Start
2
Valeur
actuelle
...
Creep Voltage
3
Valeur
actuelle
...
HotStart Speed
3
Valeur
actuelle
...
HotStart Voltage
3
Valeur
actuelle
...
HotStart time
3
Valeur
actuelle
...
Crater Filler
4
Valeur
actuelle
...
Crater Filler
Speed
5
Valeur
actuelle
...
Crater Filler
Voltage
5
Valeur
actuelle
...
downSlope
time
5
Valeur
actuelle
...
Crater Filler
time
5
Valeur
actuelle

13
EXAFEED 4L
FR
(1)
:
paramètres accessibles uniquement en mode Sot / Delay
(2)
:
paramètre non disponible en mode Spot / Delay
(3)
:
paramètres disponibles uniquement si Hotstart activé (H.S. sur On).
(4)
:
paramètre non disponiblme en mode Spot / Delay
(5)
:
paramètres disponibles uniquement si Crater Filler activé (C.F. sur On)
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

14
EXAFEED 4L
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any change or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual .
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
Read the welding machine’s instruction manual before using the wire feeder.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
The operator must respect the safety precautions that apply to this type of welding. In case of inedaquate or unsafe use, the manufacturer cannot
be held liable for damage or injury.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or
well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Store between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTIONS AND OTHERS
Arc welding can be dangerous and can cause serious and even fatal injuries.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, noise, gas fumes, and electrical shocks. People wearing pacemakers are
advised to consult with their doctor before using this device. Protect yourself and others. Ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, reproof and
in good condition, and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (variable depending on the application/
operation). Protect your eyes during cleaning operations. Do not operate whilst wearing contact lenses.
It may be necessary to install reproof welding curtains to protect the area against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc ray or the molten metal, and to wear protective clothes.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit. Ensure ear protection is worn by
anyone in the welding area .
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling trolley when the machine is plugged in - The manufacturer is not responsible for
any accident or injury that happens as a result of not following these safety precautions.
The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch,
you should make sure it’s cold enough and wait at least 10 minutes before any intervention. The cooling trolley must be on when
using a water cooled torch in order to ensure that the liquid does not cause any burns.
ALWAYS ensure the working area is left as safe and secure as possible to prevent damage or accidents.
WELDING FUMES AND GAS
The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or
extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufcient air supply
in the workplace.
Check that the air intake is in compliance with safety standards.
Caution, welding in small work areas requires surveillance from a safe distance. Welding certain pieces of metal containing lead, cadmium, zinc,
mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. The cylinders must be in a vertical position secured to a support or trolley.
Do not weld in areas where grease or paint are stored.

15
EXAFEED 4L
EN
FIRE AND EXPLOSIONS RISKS
Protect the entire welding area. Compressed gas containers and other inammable material must be moved to a minimum safe
distance of 11 meters.
A re extinguisher must be readily available.
Be careful of spatter and sparks, even through cracks. It can be the source of a re or an explosion.
Keep people, ammable objects and containers under pressure at a safe distance.
Welding of sealed containers or closed pipes should not be undertaken, and if opened, the operator must remove any inammable or explosive
materials (oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any ammable materials.
GAS BOTTLE
Gas leaking from the cylinder can create a hazard if present in high concentrations around the work area.
Transport must be done safely: Cylinders closed and product off. Always keep cylinders in an upright position securely chained
to a xed support or trolley.
Close the bottle after any welding operation. Be careful with gas bottles placed in areas of high temperature, or in sunlight.
Cylinders should be located away from areas where they may be struck or subjected to physical damage.
Always keep gas bottles at a safe distance from arc welding or cutting operations, and any source of heat, sparks or ame.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRIC SAFETY
The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious or deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied and skilled professional.
Make sure that the cable cross section is adequate with the usage (extensions and welding cables).
Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating shoes, regardless of the environment
in which you work in.
ELECTROMAGNETIC INTERFERENCES
The electric currents owing through a conductor cause electrical and magnetic elds (EMF). The welding current generates an
EMF eld around the welding circuit and the welding equipment.
The EMF elds may disrupt some medical implants, such as pacemakers. Protection measures should be taken for people wearing medical implants.
For example, access restrictions for passers-by or an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit::
– position the welding cables together – if possible, attach them;
– keep your head and torso as far as possible from the welding circuit;
– never enroll the cables around your body;
– never position your body between the welding cables. Hold both welding cables on the same side of your body;
– connect the earth clamp as close as possible to the area being welded;
– do not work too close to, do not lean and do not sit on the welding machine
– do not weld when you’re carrying the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet known.
TRANSPORT AND TRANSIT OF THE WIRE FEEDER
The wire feeder is equipped with handles for easy transportation. Be careful not to underestimate the machine’s weight. The handle cannot be used
to hang the machine from other equipment. Never lift the machine while there is a gas cylinder on the support shelf. A clear path is available when
moving the item.
Do not place/carry the unit over people or objects.
The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
The machine is tted with non-insulated lifting eye bolts, they are designed for wire feeder maintenance and not for wire feeder lifting during welding
operations. If they are used during welding, the eye bolts must be insulated from the building’s earth.

16
EXAFEED 4L
EN
Stray welding currents/voltages may destroy earth conductors, damage electrical equipment or cause components to warm up which
may cause a re.
- All welding connections must be rmly secured, check regularly !
- Check that the metal piece xation is strong and without any electrical problems !
- Attach or hang all the electrically conductive elements,such as the trolley in order to insulate them
- Do not place any electrical equipment such as drills on top of the welding machine without insulating them !
- Always place welding torches or electrodes holders on an insulated surface when they’re not in use !
INSTALLATION
Rules to follow :
• The wire feeder must be switched on with all access panels closed.
• Put the wire feeder on a oor with a maximum incline of 10°.
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The equipment’s protection level is IP23, which means :
- Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and,
- Protection against the rain inclined at 60° towards the vertical.
These devices can be used outside in accordance with the IP23 protection index.
The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect
and/or dangerous use of the machine .
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. Annual maintenance is recommended.
• Ensure the wire feeder is disconnected from the welding machine, and wait for two minutes before carrying out maintenance
work.
• Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualied
person, with an insulated tool.
• Regularly check the connection cable between the wire feeder and the machine. If damaged, the connection cable cable must be replaced.
• Warning ! If the welding machine is transported/handled by another solution than the one recommended by the manufacturer; the wire feeder
casing must be insulated from the transporting/handling solution.
Rules to follow :
• The wire feeder must be switched on with all access panels closed.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorized by the manufacturer should perform the installation of the welding equipment. During set up,
the operator must ensure that the machine is unplugged. It is recommended to use the welding cables supplied with the unit in
order to obtain the optimum product settings.
Risk of injury due to moving parts!
The wire feeders contain moving parts that may catch hand, hair, clothes or tools which can lead to injuries! Take extra care.
• Do not place your hand on mobile/pivoting/wire feeding parts of the machine!
• Make sure that all panels remain closed when in use !
HARDWARE DESCRIPTION (FIG-1)
1- Lifting ring 9- Water connector
2- Connection cable access 10- Water connector
3- Reel support 11- Remote control cable connector
4- Wire feeding motor 12- Connection cable control connector
5- Rocker switch Wire inch / Gas purge 13- Gas connector
6- Transport handles. 14- Power relay connector
7- Man to Machine Interface 15- Water connector
8- EURO connector 16- Water connector
CONTROL BOARD (MMI) (FIG-2)
1- Voltage display 11- Inductance mode indicator
2- Wire speed / current display 12- Active remote control indicator
3- Amperes indicator 13- Locked keypad indicator
4- m /mn indicator 14- Locked keypad button
5- Overheat indicator 15- Remote control selection button / remote control activation
6- Disruption of normal operations indicator 16- 2T indicator
7- Voltage adjustment knob: 17- 4T indicator
8- Wire speed / inductance adjustment knob 18- Spot/Delay indicator

17
EXAFEED 4L
EN
9- Inductance selection button 19- Gas purge
10- Wire speed indicator 20- Wire inching
POWER SUPPLY – STARTING UP
The EXAFEED 4L wire feeder has been solely designed to operate with the EXAGON 400 CC/CV welding machine (ref. 010925).
The connection between these two elements is done via one of the following connection cables :
Cooling Length Section Reference
Air
5m 70mm² 047587
10m
70mm² 047594
95mm² 047600
15m
95mm²
038349
20m 038431
Liquid
1.8m 70mm² 037243
5m 70mm² 047617
10m
70mm² 047624
95mm² 047631
15m
95mm²
038448
20m 038455
CONNECTIONS AND RECOMMENDATIONS
The connection between the welding machine and the wire feeder must be done while the power supply is off.
Connection cable on the wire feeder :
- Open the connection cable’s access panel (FIG 1 - n°2)
- Pass the cable through the opening at the back of the wire feeder
- Lock the connection cable on the wire feeder by twisting it clockwise by 1/4 then lock the support using the screw supplied with the connection cable.
- Perform the connection.
Connection cable on welding machine :
- Connect the earth clamp on the positive (+) or negative (-) terminal depending on the wire type.
- Connect the connection cable on the remaining terminal for power.
- Connect the command connector on the 10 pin DIN connector located between the welding machine’s power connectors.
WIRE REEL INSTALLATION (FIG-4)
• Remove the torch shroud (FIG-4, F) and contact tip (FIG-4, E). Open the door of the machine.
FIG-4, A :
• Place the reel on the driving pin of the reel support. For a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Set the brake (FIG-4, 2) to prevent wire entanglement when the weld stops. In general, do not excessively tighten the brake, which would cause
the motor to overheat.
FIG-4, B :
• Set the rollers that t the intended use of the machine. The supplied rollers are double groove rollers (Ø1/ and Ø1.2). The indication on the visible
side of the roller is the diameter in use. For a Ø1.2 mm wire, use the Ø1.2 groove. For aluminium welding, use suitable rollers (U groove).
FIG-4, C :
To change the wire, proceed as follows :
• Untighten the wheels (FIG-4, 4) at the maximum and lower them, insert the wire, then close the wire feed motor and tighten the wheels according
to the instructions.
• Start the motor by pressing the torch trigger (FIG 1 - n°5)
• Make the wire come out of the torch by 5 cm, then put a suitable contact tip at the end of the torch (FIG-4, E), as well as the shroud (FIG-4, F).
Remarks :
• A torch liner that is too narrow may cause wire feeding problems as well as motor overheating.
• The torch connector must also be securely tightened to prevent overheating.
• Check that neither the MIG/MAG wire nor the wire reel are in contact with the machine’s mechanical parts, otherwise there si a
danger of short-circuit.
MODE SELECTION ON THE WELDING MACHINE
On the machine, press the button several times until the LED light switches on below the symbol .
Both display show and the knobs are inactive, all controls are now operated from the wire feeder’s interface (FIG-2).
WELDING PARAMETERS SETTINGS
1. Setting the welding voltage :
Adjust the welding voltage using the main knob depending on the work to be carried out. The voltage setpoint is indicated on the left side
display.
2. Setting the wire speed :
Adjust the wire speed using the right knob depending on the work to be carried out. The speed setpoint is indicated on the right side display.

18
EXAFEED 4L
EN
3. Setting the inductance :
While pressing the button , turn the knob , the index shows a value from -9 à +9. The lower the inductance level, the harder and more
guiding the arc. The higher the inductance and the softer the arc with little splatter.
ACCESS TO ADVANCED SETTINGS
Refer to the chapter « menu access » for more details regarding welding parameters.
(1)
« SPot », welding duration (in seconds) in Spot / Delay mode.
(1)
« DeLaY », stop duration (in seconds) in Spot / Delay mode
« PrEgaz », Pre gas, duration (in seconds) of the gas ow between the pressing of the trigger and the start of the wire feeding.
« I Start », starting current (relative scale from -5 to +5), the default value is 0
« Creep Speed », wire creep speed (percentage) before arc ignition
(2)
« Hot Start », Activation / deactivation of hotstart settings (On/Off)
(3)
« Creep Voltage », voltage (percentage) at arc ignition
(3)
« HotStart Speed », speed (percentage) during Hotstart
(3)
« HotStart Voltage », voltage (percentage) during Hotstart
(3)
« HotStart time », duration (in seconds) of the Hotstart phase
(4)
« Crater Filler », activation / deactivation of crater ller mode (On/off)
(5)
« Crater Filler Speed », speed (percentage) during crater lling
(5)
« Crater Filler Voltage », voltage (percentage) during crater lling phase
(5)
« downSlope time », duration (in seconds) of the downslope from main welding current to crater lling phase
(5)
« Crater Filler time », duration (seconds) of the crater lling phase
« burnback », energy required to draw back the wire (relative scale from -5 à +5), the default value is 0
« Post Gaz », duration (in seconds) of the gas ow after the welding stops
(1)
:
these settings are only available in Spot / Delay mode.
(2)
:
the Hotstart settings are only available in Spot / Delay mode.
(3)
:
these settings are only visible if H.S. is set to « On ».
(4)
:
the CraterFiller settings are only available in Spot / Delay mode.
(5)
:
these settings are only visible if C.F. is set to « On ».
DISPLAY CURRENT/VOLTAGE DURING WELDING
During welding, the machine measures and displays the welding current and voltage. After the weld, the average current and voltage values are
displayed during 30 seconds, as soon as a knob or a button is pressed, the welding parameters are displayed.
Depending on the operation (short-circuit, globular or spray-arc), the average voltage can slightly differ from the setpoint voltage.
SAVE AND LOAD WELDING SETTINGSS
The current settings are automatically saved and loaded at start up.
On top of the current settings, it is also possible to save and load settings per each mode.
There are 50 memory slots
The saved settings include :
- voltage, wire speed and inductance,
- advanced settings.
- 2T / 4T / SPOT DELAY mode
Save new settings :
- Hold buttons
and during 3 seconds. appears, release the buttons.
- Turn one of the two knobs
. Validate by pressing the button .
- The display indicates a memory set (01 to 50) while blinking.
- Turn the knob to select the memory set in which the desired settings will be saved. Validate by pressing the button
.
- The settings are saved / the menu exit is instantaneous.
Load existing settings :
- Hold buttons
and during 3 seconds. appears, release the buttons.

19
EXAFEED 4L
EN
- Turn one of the two knobs . Validate by pressing the button .
- The display indicates a memory set (01 to 50) while blinking.
- Turn one of the two knobs to select the memory slot containing the settings to load. Validate by pressing the button .
The settings are loaded / the menu exit is instantaneous.
Quick Load mode: Easy recall of saved welding parameters :
When the « Quick load » mode
is active, the user can sequentially recall previously saved welding parameters, by briey pressing/releasing
the trigger. Slots 2 to 50 can store customisable welding parameters. (Example : Setting 5 will allow the user to recall, using he trigger, programs 01
to 05).
WELDING CYCLES
2T mode:
Burnback
Start
Hotstart
(1)
Welding Crater Filler
(2)
Voltage
Wire speed
Gas
Released
Held
Trigger
(1)
:
If the Hotstart phase feature is deactivated, the welding starts immeditately after the arc ignition (Start).
(2)
:
If the Crater Filler feature is deactivated, the wire is drawn back immediately after the trigger is released.

20
EXAFEED 4L
EN
4T mode:
The 4T mode allows the user to manage various steps with the trigger The behaviour varies depending on the activation / deactivation of the Hots-
tart and Crater Filler features.
Burnback
Start
Hotstart
(1)
Welding Crater Filler
(2)
Voltage
Wire speed
Gas
Released
Held
Trigger
(1)
:
if the Hotstart feature is active, the Hotstart phase lasts until the trigger is released. If the Hotstart feature is deactivated, the pregas phase
lasts while the trigger is held (no graph).
(2)
:
if the Crater Filler feature is active, the Crater Filler phase lasts while the trigger is held. If the Crater Filler is deactivated, the postgas phase
lasts while the trigger is held (no graph).
Spot / Delay mode:
The Spot / Delay is a 2T mode to weld beads of a specic length (Spot settings expressed in seconds) with a specic spacing (Delay settings
expressed in seconds). If the Delay setting is set to 0.0 seconds then a single weld bead will be welded, you will have to release and press the
trigger again to weld another weld bead.
REMOTE CONTROL
A remote control (ref. 047679) can be connected to the EXAFEED wire feeder via the connector (FIG-1, 5). The remote control acts on the voltage
(1st potentiometer) and the wire speed (2nd potentiometer). Thus these settings cannot be accessed on the wire feeder’s interface.
LOCKING CONTROLS
That feature can lock the knobs and keypad to prevent accidental changes in the settings.
Operation :
Press the button
for 3 seconds, the display shows and goes back to current display. The LED
(FIG-2, n°13)
switches on.
No button is enabled, the knobs can adjust the voltage and wire speed (value at +/- of the percentage, dened by the «tol» setting)
(see the welding machine’s instruction manual).
To unlock the commands, press the
button for 3 seconds, the display shows then goes back to current display. The LED (FIG-2,
n°13) switches off.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
















































































GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Manuale del proprietario
- Categoria
- Sistema di saldatura
- Tipo
- Manuale del proprietario
- Questo manuale è adatto anche per
in altre lingue
- français: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Le manuel du propriétaire
- español: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 El manual del propietario
- Deutsch: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 Bedienungsanleitung
- Nederlands: GYS Separate wire feeder EXAFEED-4L - For EXAGON 400 de handleiding
Documenti correlati
-
GYS Separate wire feeder WS-4R Manuale del proprietario
-
-
GYS MAGYS W5S-4 L WATER COOLED WIRE FEEDER Manuale del proprietario
-
GYS WIRE FEEDER AIR/WATER NEOFEED-4W Manuale del proprietario
-
GYS NEOPULSE 320 C Manuale del proprietario
-
-
-
-
-