Miller Syncrowave 350 LX Manuale del proprietario
- Categoria
- Coperte / cuscini elettrici
- Tipo
- Manuale del proprietario
Questo manuale è adatto anche per

Modelli e non
Processi
Descrizione
Saldatura con elettrodo di
tungsteno (GTAW)
Saldatura con elettrodo rivestito
(SMAW)
Generatore per saldatura ad arco
OM-356/ita 188694S
Marzo 2002
Syncrowave 350 LX
R
MANUALE DI ISTRUZIONI
Visitateci su Internet
www.MillerWelds.com

Congratulazioni e Grazie per aver scelto Miller. Da adesso potrete
realmente lavorare in modo ottimale. Noi sappiamo che oggi non si può
fare altrimenti.
Per questo motivo Niels Miller, quando ha iniziato a fabbricare saldatrici
ad arco nel 1929, si assicurò di fornire prodotti di qualità superiore,
destinati ad offrire prestazioni ottimali per lunghissimo tempo.
Come Voi, i suoi Clienti esigevano i prodotti migliori disponibili sul
mercato.
Oggi, la tradizione continua, grazie agli uomini che fabbricano e vendono
i materiali Miller, con l’intento di fornire apparecchi e servizi, che
rispondano agli stessi criteri rigorosi di qualità e valore, stabiliti nel 1929.
Questo Manuale di Istruzioni è studiato per aiutarvi ad approfondire e
sfruttare al meglio i vostri prodotti Miller. Leggete con attenzione le
prescrizioni relative alla sicurezza; vi aiuteranno a proteggervi da
eventuali pericoli, nel luogo di lavoro. Miller vi permetterà
un’installazione rapida e un utilizzo semplice.
Mantenuto correttamente il materiale Miller vi
assicurerà performance immutate ed affidabili per
lunghissimo tempo, e se per qualche ragione,
l’apparecchiatura necessitasse di intervento,
trovate una guida alla soluzione dei problemi più
comuni. La lista delle parti di ricambio vi aiuterà a
decidere il particolare giusto da sostituire per
risolvere i problemi. Trovate infine informazioni
dettagliate riguardanti Garanzia e Assistenza del
vostro apparecchio.
Miller Electric produce una linea completa
di saldatrici ed apparecchi legati alla
saldatura. Per informazioni sugli altri
prodotti Miller di qualità contattare il distributore Miller per ricevere il
catalogo aggiornato completo o i singoli fogli del catalogo.
Miller, il vostro partner per
la saldatura!
Miller è stato il primo
produttore de apparecchi
per saldatura, negli Stati
Uniti, a essere certificato
secondo le norme de
assicurazione e controlle
della qualità ISO 9001
Tutti i generatori i Miller
sono coperti dalla Garanzia
True Blue, che vi silleverà
da ogni preoccupazione e
problema.

INDICE
SEZIONE 1 – PRECAUZIONI DI SICUREZZA – LEGGERE PRIMA DELL’USO 1. . . . . . .
1-1. Uso simboli 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Rischi della saldatura ad arco 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione 3. . . . .
1-4. Norme di sicurezza principali 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Informazione EMF 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 2 – DEFINIZIONI 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Definizioni Etichette di Avvertimento 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Tabella del supporto del cavo torcia 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. Tabella di connessione del cavi di saldatura 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Targhetta dei Dati Tecnici per Prodotti CEE 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-5. Simboli e Definizioni 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 3 – INSTALLAZIONE 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Ubicazione 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Dimensioni e Peso 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Dati Tecnici 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Ciclo di Lavoro e Surriscaldamento 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Curve Volt-Ampere 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Morsetti Secondari e Sezione Cavi di Saldatura 12. . . . . . . . . . . . . . . . . . . . . . . . . . .
3-7. Presa “Remote 14” 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Connessioni del gas di protezione e presa doppia da 115 VCA 13. . . . . . . . . . . . . .
3-9. Guida per i componenti elettrici del circuito di alimentazione 14. . . . . . . . . . . . . . . .
3-10. Disposizione dei Ponticelli 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-11. Collegamento alla Linea di Alimentazione 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 4 – FUNZIONAMENTO 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Regolazioni e Comandi 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Commutatore di polarità 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Selettore processo 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Controllo della corrente 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Comando teleruttore 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Selettore HF o Lift Arc 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Strumenti 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Regolazione della corrente 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Controllo Bilanciamento/Penetrazione 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10. Regolazione “Preflow” 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11. Regolazione Tempo “Postflow” 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-12. Controlli del Pulser 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-13. Regolazione Alta Frequenza 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-14. Controlli di sequenza opzionali 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-15. Selettore di sequenza 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-16. Controllo tempo di accensione /tempo di puntatura e controllo
della corrente di innesco 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-17. Controllo del tempo di Crater Fill della corrente finale 27. . . . . . . . . . . . . . . . . . . . . .
4-18. Controlli di sequenza Innesco/Cratere 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-19. Controlli sequenza 4T 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-20. Regolazione Tempo di Puntatura 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-21. Timer/contatore cicli 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 5 – MANUTENZIONE E IDENTIFICAZIONE GUASTI 31. . . . . . . . . . . . . . . . . . . .
5-1. Manutenzione ordinaria 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Disgiuntore CB1 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Regolazione della Distanza tra le Puntine 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Indicatore di assistenza voltmetro/amperometro 33. . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Individuazione guasti 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 6 – SCHEMA ELETTRICO 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 7 – ALTA FREQUENZA (HF) 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Processi di Saldatura che utilizzano HF 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Installazione Incorretta 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Installazione Corretta 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 8 – ELENCO PARTI 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANZIA

dec_con_ita 5/97
Declaration of Conformity
“CE” Dichiarazione di Conformità
Manufacturer’s Name:
Nome del Costruttore:
Miller Electric Mfg. Co.
Manufacturer’s Address:
Indirizzo Costruttore:
1635 Spencer Street
Appleton, WI 54914 USA
Declares that this product:
Dichiara che il Prodotto:
Syncrowave 350 LX
Conforms to the following Directives and Standards:
È Conforme alle seguenti Direttive e Norme.
Directives
Low Voltage: 73/23/EEC
Direttiva bassa tensione: 73/23/CEE
Machinery Directives: 89/392/EEC
Direttiva Macchine: 89/392/CEE
And their amendments 91/368/EEC, 93/C 133/04, 93/68/EEC
Aggiornate dalle direttive 91/368/CEE, 93/C 133/04, 93/68/CEE
Electromagnetic Compatibility Directives: 89/336, 92/31/EEC
Compatibilità Elettromagnetica: (EMC) 89/336, 92/31/CEE
Standards
Safety Requirements for Arc Welding Equipment part 1: EN 60974-1, 1990
Prescrizioni di sicurezza per apparecchi di saldatura ad arco, Sezione 1: EN 60974-1, 1990
Arc Welding Equipment Part 1: Welding Power Sources: IEC 60974-1 (November 97 – Draft revision)
Apparecchi di saldatura ad arco, Sezione 1 – Alimentatori per saldatura: IEC 974–1
(novembre 1997 – Revisione preliminare)
Degrees of Protection provided by Enclosures (IP code): IEC 529: 1989
Grado di protezione fornito dagli involucri (codice IP): IEC 529, 1989
Insulation coordination for equipment within low-voltage systems:
Part 1: Principles, requirements and tests: IEC 664-1: 1992
Coordinazione dell’isolamento per apparecchi di sistemi a bassa tensione,
Sezione 1 – Principi, requisiti e prove: IEC 664-1: 1992
Electromagnetic compatibility (EMC) Product standard for arc welding equipment: EN50199: August 1995
Norma sulla compatibilità elettromagnetica (EMC) dei prodotti per apparecchi di saldatura ad arco:
EN50199, agosto 1995
European Contact: Ing. Danilo Fedolfi, Managing Director
In Europa Contattare: MILLER Europe S.r.l.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Telefono: 39(0)2-98290-1
Fax: 39(0)2-98290-203

OM-356 Pagina 1
SEZIONE 1 – PRECAUZIONI DI SICUREZZA – LEGGERE PRIMA
DELL’USO
som _nd_ita 4/98
1-1. Uso simboli
Significa Attenzione! Questa operazione comporta pos-
sibili rischi! Tali rischi vengono illustrati dai simboli adia-
centi.
Y Denota un messaggio speciale di sicurezza.
. Significa NOTARE: non è relativo alla sicurezza.
Questo gruppo di simboli significa Attenzione! possibili rischi SCARI-
CHE ELETTRICHE, PARTI IN MOVIMENTO e PARTI CALDE. Con-
sultare i simboli e le relative istruzioni seguenti per le procedure ne-
cessarie ai fini di evitare tali rischi.
1-2. Rischi della saldatura ad arco
Y I simboli seguenti vengono usati in tutto il presente manuale
ai fini di richiamare l’attenzione su e per identificare i possibili
rischi. Quando si vede uno di questi simboli, fare attenzione
e seguire le istruzioni relative ai fini di evitare possibili rischi.
Leggere e seguire tutte le Norme di Sicurezza.
Y L’installazione, operazione, manutenzione e riparazione della
presente macchina devono essere effettuate esclusivamente
da personale qualificato.
Y Durante il funzionamento tenere lontani gli altri e in particolar
modo i bambini.
LE SCOSSE ELETTRICHE possono
uccidere.
Toccare parti sotto tensione può causare scosse
mortali o gravi ustioni. L’elettrodo e il circuito operati-
vo sono sotto tensione ogni volta che il generatore è
attivato. Anche il circuito di erogazione e i circuiti in-
terni della macchina sono sotto tensione quando la corrente è attiva-
ta. Nella saldatura a filo semiautomatica o automatica la bobina del
filo, la sede del rullo di guida per il filo e tutte le parti di metallo che toc-
cano il filo di saldatura sono sotto tensione. L’installazione o la messa
a terra incorrette della macchina costituiscono un rischio.
D Non toccare parti elettriche sotto tensione.
D Indossare guanti isolanti asciutti e privi di fori e protezione per il
corpo.
D Isolarsi dal piano di lavoro e da terra usando tappetini isolanti
asciutti o coperture di dimensioni sufficienti a evitare qualsiasi con-
tatto fisico con il piano di lavoro o con il pavimento.
D Non utilizzare prese a c.a. in zone umide se gli spazi sono ristretti o
se vi e rischio di cadute.
D Utilizzare prese a c.a. solo se indispensabile.
D Se occorre utilizzare prese a c.a. , usare il commando a distanza
(se previsto).
D Disinserire la corrente o fermare la macchina prima di installare o
effettuare operazioni di riparazione sull’attrezzatura. Assicurarsi
che il dispositivo di arresto automatico della corrente sia installato
in conformità all’ OSHA 29 CFR 1910.147 (vedi Norme di Sicurez-
za).
D Installare e mettere a terra l’attrezzatura rispettando quando con-
tenuto nel Manuale del Proprietario e secondo codici nazionali,
statali e locali.
D Controllare sempre la messa a terra della rete – controllare e assi-
curarsi che il filo di messa a terra del cavo di rete sia collegato in
modo appropriato con il terminale di terra dell’interruttore di circuito
o che la spina sia collegata ad una presa messa a terra in modo
appropriato.
D Nel fare qualsiasi collegamento di rete attaccare per primo il con-
duttore di messa a terra – controllare sempre i collegamenti.
D Controllare frequentemente il cavo della corrente per individuare
eventuali danni o cavi scoperti – sostituire immediatamente qual-
siasi cavo danneggiato – i cavi scoperti possono uccidere.
D Spegnere tutte le attrezzature quando non in uso.
D Non usare cavi scoperti, danneggiati, di misura inferiore al norma-
le o non giuntati in modo appropriato.
D Non avvolgere i cavi intorno al corpo.
D Se è necessaria la messa a terra del pezzo da lavorare, effettuare
tale operazione direttamente con un cavo separato
D Non toccare l’elettrodo se si è in contatto con il pezzo da lavorare, il
pavimento o un altro elettrodo appartenente ad una macchina di-
versa.
D Usare solo attrezzature in buone condizioni. Riparare o sostituire
immediatamente parti danneggiate. Mantenere la macchina in
conformità a quanto descritto nel manuale.
D Indossare un’imbragatura di sicurezza nel caso si lavori sospesi
da terra.
D Tenere tutti i pannelli e i coperchi al loro posto.
D Fissare il cavo di lavoro al pezzo da lavorare con contatto metallo-
su-metallo il più vicino possibile al punto di saldatura.
D Isolare il morsetto de masse quando non e collegato al pezzo de
saldare, per evitare contatti accidentali con altri oggetti metallici.
Anche con l’interruttore di linea aperto all’interno
degli “inverter” rimane una tensione residua peri-
colosa.
D Spegnere il generatore, aprire l’interruttore di linea e scaricare i
condensatori seguendo le istruzioni riportate nella Sezione Manu-
tenzione prima di toccare qualsiasi parte.
L’operazione di saldatura produce fumi e gas.
Respirare tali fumi e gas può essere pericoloso per
la salute.
I FUMI E I GAS possono essere
pericolosi.
D Tenere la testa fuori dai fumi. Non respirare i fumi.
D Nel caso si lavori in ambiente chiuso, areare l’ambiente e/o usare
uno scarico in corrispondenza dell’arco ai fini di rimuovere i fumi e i
gas prodotti dalla saldatura.
D Nel caso ci sia poca ventilazione, usare un respiratore ad aria di
modello approvato.
D Leggere i Fogli con Dati sulla Sicurezza dei Materiali (MSDS) e le
istruzioni del fabbricante riguardo i metalli, le parti di consumo, i ri-
vestimenti, i preparati per pulitura e gli sgrassanti.
D Lavorare in ambiente chiuso solo se ben ventilato, oppure se si in-
dossa un respiratore ad aria. Lavorare sempre con una persona
esperta al fianco. I fumi e i gas derivanti dalla saldatura possono
alterare la qualità dell’aria abbassando il livello di ossigeno e quindi
causare problemi o morte. Assicurarsi che la qualità dell’aria rientri
nei livelli di sicurezza.
D Non saldare in prossimità di operazioni di sgrassatura, pulizia o
spruzzatura.Il calore e i raggi prodotti dall’arco possono reagire
con i vapori e formare gas altamente tossici e irritanti.
D Non effettuare operazioni di saldature su metalli rivestiti, quali il
piombo zincato, o l’acciaio cadmiato, a meno che il rivestimento
non venga rimosso dall’area di saldatura, l’area non sia ben venti-
lata e, se necessario, non si indossi un respiratore ad aria. I
rivestimenti e qualsiasi metallo contenente tali elementi possono
emettere fumi tossici se vengono saldati.

OM-356 Pagina 2
RAGGI DELL’ARCO possono causa-
re ustioni ad occhi e pelle.
I raggi dell’arco derivanti dal processo di saldatura
producono raggi intensi visibili e invisibili (ultraviolet-
ti e infrarossi) che possono ustionare sia occhi che
pelle. Nel luogo de saldatura si generano delle
scintille.
D Indossare un casco con visiera dotata di filtro con livello di prote-
zione appropriata ai fini di proteggere la faccia e gli occhi durante la
saldatura o l’osservazione (vedi ANSI Z49.1 e Z87.1 elencati nelle
Norme di Sicurezza).
D Indossare occhiali di sicurezza di modello approvato e con schermi
laterali sotto la maschera.
D Usare schermi protettivi o barriere ai fini di proteggere gli altri da
bagliori; assicurarsi che gli altri non fissino l’arco.
D Indossare indumenti protettivi fatti di materiale duraturo e non in-
fiammabile (lana e pelle) e protezione per i piedi.
Saldare su contenitori chiusi, quali serbatoi, bidoni e
tubi può risultare nell’esplosione di questi ultimi.
L’arco di saldature può emanare scintille. Le scintille,
il pezzo in lavorazione e l’attrezzatura riscaldati
possono causare incendi e ustioni. Un contatto accidentale tra
l’elettrodo e oggetti in metallo può provocare scintille, esplosioni,
surriscaldamento oppure un incendio. Assicurarsi che l’area sia
sicura prima di effettuare qualsiasi operazione di saldatura.
LE OPERAZIONI DI SALDATURA pos-
sono causare incendi o esplosioni.
D Proteggere sè stessi e gli altri da scintille e metallo caldo.
D Non effettuare operazioni di saldatura nel caso in cui ci sia la possi-
bilità che le scintille colpiscano materiale infiammabile.
D Rimuovere tutti i materiali infiammabili in un area di 10,7 m intorno
all’arco di saldatura. Qualora ciò non sia possibile coprire accura-
tamente tutto con le coperture di modello approvato.
D Fare attenzione, in quanto le scintille e i materiali caldi derivanti dal
processo di saldatura possono facilmente inserirsi attraverso pic-
cole crepe e aperture e passare ad aree adiacenti.
D Attenzione a possibili incendi; tenere sempre un estintore nelle vi-
cinanze.
D Fare attenzione, in quanto operazioni di saldatura effettuate su
soffitti, pavimenti, muri di sostegno o divisori possono causare in-
cendi dalla parte opposta.
D Non effettuare operazioni di saldatura su contenitori chiusi quali
serbatoi, bidoni o tubi a meno che questi non siano preparati in mo-
do appropriato in conformità all’ AWS F4.1 (vedi Norme di
Sicurezza).
D Collegare il cavo di lavoro al pezzo da lavorare il più vicino possibi-
le alla’area di saldatura ai fini di evitare che la corrente di saldatura
deva percorrere lunghi tratti anche fuori di vista, in quanto questo
può causare scosse elettriche e rischi di incendio.
D Non usare la saldatrice per disgelare tubature.
D Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare il
filo di saldatura alla punta di contatto quando non in uso.
D Indossare indumenti protettivi non oleosi quali guanti in pelle, ca-
micia pesante, pantaloni senza risvolti, calzature alte e un
copricapo.
D Rimuovere tutti i combustibili, quali accendini al butano o fiammife-
ri, da se stessi prima di iniziare qualsiasi operazione di saldatura.
PEZZI DI METALLO VOLANTI
possono ledere gli occhi.
D Le operazioni di saldatura, sbavatura, spazzo-
latura e molatura possono generare scintille e
proiezioni metalliete. Quando la zona saldata si
raffredda, possono essere proiettate delle scorie.
D Anche se si indossa la maschera, utilizzare al di sotto occhiali di
protezione approvati, con schermi laterali.
L’ACCUMULO DI GAS può causare
lesioni, anche mortali.
D Chiudere sempre le bombole del gas di prote-
zione quando non utilizzate.
D In ambienti confinati, mettere sempre in funzio-
ne una ventilazione adeguata o utilizzare respi-
ratori con alimentatore d’aria approvati.
LE PARTI CALDE possono causare
gravi ustioni.
D Non toccare le parti calde a mani nude.
D Lasciare raffreddare prima di effettuare qual-
siasi operazione sulla torcia.
I CAMPI MAGNETICI possono gene-
rare interferenza negli elettrostimola-
tori cardiaci (“pacemaker”).
D I portatori di “pacemaker” devono tenersi
lontani.
D I portatori di “pacemaker” devono consultare il medico prima di
avvicinarsi a zone di operazioni di saldatura, scanalatura o sal-
datura a punti.
IL RUMORE può danneggiare l’udito.
Il rumore emesso da alcuni procedimenti e da certi
apparecchiature può danneggiare l’udito.
D Utilizzare gli appositi tappi o paraorecchie di
modello approvato qualora il livello del rumore
sia eccessivo.
Le bombole di gas contengono gas sotto alta
pressione. Se danneggiata, una bombola può esplo-
dere. Le bombole di gas fanno parte del processo di
saldatura e come tali devono essere maneggiate
con cautela.
LE BOMBOLE, se danneggiate, pos-
sono esplodere.
D Proteggere le bombole di gas compresso da calore eccessivo,
colpi, scorie, fiamma viva, scintille e archi.
D Installare le bombole in posizione verticale fissandole ad un sup-
porto fisso o agli appositi contenitori ai fini di evitare che si
rovescino o che cadano.
D Tenere le bombole lontano dalle operazioni di saldatura o da altri
circuiti elettrici.
D Non avvolgere mai una torcia di saldatura intorno ad una bombola
di gas.
D Non permettere mai che l’elettrodo tocchi una bombola.
D Non effettuare mai operazioni di saldatura su una bombola sotto
pressione in quanto questo causerà un’esplosione.
D Usare solo le bombole di gas, i regolatori, e i tubi corretti e gli ac-
cessori adatti all’applicazione specifica; mantenere il tutto in
buone condizioni.
D Tenere la faccia lontana dall’ugello di uscita nell’aprire la valvola
della bombola.
D Tenere il coperchio protettivo sulla valvola eccetto quando la bom-
bola è in uso.
D Leggere e seguire le istruzioni riguardanti le bombole di gas com-
presso e relativi accessori, così come la pubblicazione P-1 CGA
elencata nelle Norme di Sicurezza.

OM-356 Pagina 3
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione
RISCHIO DI INCENDIO OD
ESPLOSIONE.
D Non posizionarle la macchina, sopra o vicino a
superfici combustibili.
D No instale la unidad cerca a objetos flamables.
D Non sovraccaricare il circuito di alimentazione. Prima de allac-
ciare il generatore accertarsi che il circuito de alimentazione sia
di sezione adeguato al carico che deve alimentare.
SE LA MACCHINA CADE può causare
infortuni.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, carrelli, ni otros acesorios.
D Usare un’apparecchiatura adeguata per solle-
vare la macchina.
D Se si usano elevatori a forca per spostare la macchina, accertar-
si che la forca sia di lunghezza sufficiente a sporgere oltre il lato
esterno della macchina.
L’USO ECCESSIVO può causare
SURRISCALDAMENTO DELL’APPA-
RECCHIATURA.
D Permettere che l’apparecchiatura si raffreddi; se-
guire il ciclo operativo nominale.
D Prima di riprendere le operazioni de saldatura, ridurre la corrente
o il ciclo di lavoro.
D Non ostacolare con filtri ad altro l’ario che fluisce nell’apparec-
chiatura.
L’ELETTRICITA’ STATICA può dan-
neggiare le parti sul circuito.
D Indossare fascetta di messa a terra sul polso
PRIMA di maneggiare circuiti o parti.
D Usare sacchi o scatole antistatica per imma-
gazzinare, muovere o trasportare cartelle di
circuito stampato.
LE PARTI IN MOVIMENTO possono
essere pericolose.
D Tenersi lontani dalle parti in movimento.
D Tenersi lontani da parti potenzialmente perico-
lose, quali i rulli di trasmissione.
IL FILO DI SALDATURA può causare
ferite.
D Non premere il pulsante della torcia fino a quan-
do non ricevete istruzioni a tale fine.
D Non puntare la torcia verso il corpo, altre perso-
ne o qualsiasi metallo durante le operazioni di
alimentazione del cavo di saldatura.
LE PARTI IN MOVIMENTO possono
essere pericolose.
D Tenersi lontani da parti in movimento quali i
volani.
D Tenere tutti i portelli, i pannelli, i coperchi e le
protezioni chiusi e al loro posto.
LE RADIAZIONI EMESSE DALL’ALTA
FREQUENZA possono causare delle
interferenze.
D Le radiazioni ad alta frequenza possono inter-
ferire con la radionavigazione, i servizi di sicu-
rezza, i computer e gli strumenti di comunicazione.
D Questa installazione deve essere effettuata esclusivamente da
persone qualificate e specializzate nell’uso di attrezzature elet-
troniche.
D É responsabilità dell’utente fare correggere immediatamente
qualsiasi problema di interferenza che si presenti in seguito
all’installazione da un elettricista qualificato.
D Qualora avvisati dall’FCC (Ufficio Controllo Frequenze) riguardo
interferenze, smettere immediatamente di usare l’attrezzatura.
D Assicurarsi che l’apparecchiatura sia regolarmente controllata e
mantenuta in efficienza.
D Tenere i portelli e i pannelli della fonte di alta frequenza ben chiu-
si, assicurarsi che la distanza tra le puntine sia quella regolare e
utilizzare messe a terra e protezioni ai fini di minimizzare la pos-
sibilità di interferenza.
LA SALDATURA AD ARCO può
causare interferenza.
D L’energia elettromagnetica può causare inter-
ferenza con il funzionamento degli apparecchi
elettronici sensibili, quali computer e macchine
regolate da computer, come i robot.
D Accertarsi che tutti gli apparecchi che si trovano nell’area di
saldatura soddisfino i requisiti sulla compatibilità
elettromagnetica.
D Per ridurre la possibilità d’interferenza, utilizzare cavi quanto più
corti possibile, vicini tra di loro e tenerli bassi, per esempio sul
pavimento.
D Eseguire la saldatura ad almeno 100 metri di distanza da qual-
siasi apparecchio elettrico sensibile.
D Accertarsi che la saldatrice sia installata e collegata all’impianto
di messa a terra come specificato in questo manuale.
D Se si verifica interferenza, adottare misure ulteriori quali lo spo-
stamento della saldatrice, l’utilizzo di cavi schermati, di filtri in li-
nea o la schermatura dell’area di lavoro.

OM-356 Pagina 4
1-4. Norme di sicurezza principali
La Sicurezza nellaSaldatura e nel Taglio, ANSI Standard Z49.1, da
“American Welding Society”, 550 N.W. LeJeune Rd, Miami FL 33126
Norme di Sicurezza e Sanità, OSHA 29 CFR 1910, da “Superintendent
of Documents”, U.S. Government Printing Office, Washington, D.C.
20402.
Procedure di Sicurezza Consigliate per la Saldatura e il Taglio di Reci-
pienti Che Hanno Contenuto Sostanze Pericolose, “American Welding
Society Standard” AWS F4.1, da “American Welding Society”, 550 N.W.
LeJeune Rd, Miami, FL 33126
Codice Elettrico Nazionale, “NFPA Standard 70”, da “National Fire
Protection Association”, Batterymarch Park, Quincy, MA 02269.
Impiego Sicuro di Gas Compressi in Bombole, “CGA Pamphlet P-1”, da
“Compressed Gas Association”, 1235 Jefferson Davis Highway, Suite
501, Arlington, VA 22202.
Codice per la Sicurezza nella Saldatura e nel Taglio, “CSA Standard
W117.2”, da “Canadian Standards Association”, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Procedure di Sicurezza sul Lavoro e Educazione alla Protezione di
Occhi e Faccia, “ANSI Standard Z87.1”, da “American National
Standards Institute”, 1430 Broadway, New York, NY 10018.
Processi di Taglio E Saldatura, “NFPA Standard 51B”, da “National Fire
Protection Association”, Batterymarch Park, Quincy, MA 02269.
1-5. Informazione EMF
Disposizioni per la saldatura e gli effetti di elettricità a bassa frequenza
e campi magnetici
La corrente che percorre i cavi di saldatura puó causare dei campi ma-
gnetici. Sono stati compiute molte ricerche in proposito onde Verificare
gli eventuali effetti negativi di tali campi magnetici sugli animali e sull’uo-
mo. I dati attualmente acquisiti non permettono ancora di interpretare
i risultati in modo coerente.
Ai fini di ridurre i rischi di campi magnetici sul posto di lavoro, seguire
le seguenti istruzioni:
1 Tenere i cavi uniti attorcigliandoli o avvolgendoli con nastro.
2 Sistemare i cavi possibilmente, lontano dall’operatore.
3 Non avvolgere i cavi intorno al corpo.
4 Tenere il generatore e i cavi il più lontano possibile.
5 Fissare il morsetto di massa al pezzo da lavorare il più vicino
possibile al punto di saldatura.
Riguardo “Pacemakers”:
Le procedure sopraindicate si riferiscono anche ai portatori di “Pacema-
ker”. Per sicurezza e ulteriori informazione consultare il proprio medico.

OM-356 Pagina 5
SEZIONE 2 – DEFINIZIONI
2-1. Definizioni Etichette di Avvertimento
S-176 254-A
1 1.1 1.2
1.3
3 3.1 3.2 3.3
4 4.1
+
2
2.1
2.2
+
+
5 6
+
2.3
Significa Attenzione! Questa operazio-
ne comporta possibili rischi! Tali rischi
vengono illustrati dai simboli.
1 Le scariche elettriche derivanti
dall’elettrodo di saldatura o dai
cavi possono uccidere.
1.1 Indossare guanti isolanti asciutti.
Non toccare l’elettrodo a mani
nude. Non usare guanti bagnati o
danneggiati.
1.2 Proteggersi da scariche
elettriche isolandosi dal pezzo in
lavorazione e da terra.
1.3 Staccare la spina oppure
disinserire la corrente prima di
effettuare lavori sulla macchina.
2 Respirare i fumi e i gas prodotti
dal processo di saldatura può
essere pericoloso per la salute.
2.1 Tenere la testa fuori dai fumi.
2.2 Utilizzare ventilazione forzata o
uno scarico locale ai fini di
rimuovere i fumi
2.3 Utilizzare un ventilatore ai fini di
rimuovere i fumi.
3 Le scintille prodotte dal processo
di saldatura possono causare
esplosioni o incendi
3.1 Tenere qualsiasi materiale
infiammabile lontano dall’area di
saldatura. Non effettuare
operazioni di saldatura in
presenza di materiali
infiammabili.
3.2 Le scintille prodotte dal processo
di saldatura possono causare
incendi. Tenere sempre un
estintore nelle vicinanze ed avere
sempre vicino una persona
pronta ad usarlo.
3.3 Non effettuare operazioni di
saldatura su bidoni o altri
contenitori chiusi.
4 I raggi dell’arco possono causare
ustioni ad occhi e pelle
4.1 Indossare copricapo e occhiali di
sicurezza. Usare protezioni per
le orecchie e assicurarsi che la
camicia sia abbottonata fino al
colletto. Utilizzare un casco con
visisera dotata di filtro con livello
di protezione appropriato.
Indossare indumenti per la
protezione di tutto il corpo.
5 Leggere le istruzioni e
familiarizzarsi con la macchina o
qualsiasi apparecchiatura per la
saldatura prima di utilizzarle.
6 Non rimuovere o coprire in alcun
modo l’etichetta.

OM-356 Pagina 6
2-2. Tabella del supporto del cavo torcia
1 Significa Attenzione! Questa
operazione comporta possibili
rischi! Tali rischi vengono
illustrati dai simboli.
2 Scariche elettriche generate
da conduttori possono
causare la morte.
3 Non accedere all’interno del
supporto cavo quando esso é
smontato.
4 Non caricare altre i 12,4kg
(25lb) il supporto cavo.
1 3
2
2-3. Tabella di connessione del cavi di saldatura
1 Significa Attenzione! Questa
operazione comporta possibili
rischi! Tali rischi vengono
illustrati dai simboli.
2 Le scariche elettriche
derivanti dall’elettrodo di
saldatura o dai cavi possono
uccidere.
3 Le scintille di saldatura o la
formazione dell’arco elettrico,
possono causare esplosioni o
fuoco.
4 Non connettere più di un cavo
di saldatura ad ogni terminale
di uscita. Scollegare i cari del
processo che in quel
momento non \viene usato.
Tenere sempre collegati i cavi
per un solo processo di
saldatura, mai due.
1 2 3
4

OM-356 Pagina 7
2-4. Targhetta dei Dati Tecnici per Prodotti CEE

OM-356 Pagina 8
2-5. Simboli e Definizioni
Significato dei simboli.
NOTARE
A
Ampere
Regolazione a
Pannello
Saldatura ad Arco
con Elettrodo di
Tungsteno (GTAW)
Saldatura ad Arco
con Elettrodo
Rivestito (SMAW)
V
Volt
Non Manovrare
durante la
Saldatura
Potenza dell’Arco
(DIG)
Regol. Tempo di
Puntatura
Erogazione Disgiuntore A Distanza Alta Temperatura
Messa a Terra Corrente alternata
Alta Frequenza -
Innesco
Alimentazione
Regol. Tempo
“Postflow”
Regol. Tempo
“Preflow”
Alta Frequenza -
Continua
Alta Frequenza
“On” (Acceso) “Off” (Spento) Percentuale Corrente Continua
Bilanciamento Massima Pulizia
Massima
Penetrazione
Elettrodo Positivo
Gas
(Alimentazione)
Immissione Gas Erogazione Gas
Aumento/
Diminuzione
Elettrodo
Negativo
Durata Tempo
Eliminazione
Cratere
Strumenti
Alimentazione
Monofase
U
0
Tensione a Vuoto
(Media)
U
1
Tensione Primaria
U
2
Tensione a Carico
Collegamento della
Linea di
Alimentazione
I
1
Corrente Primaria
I
2
Corrente di
Saldatura
X
Ciclo di Lavoro
1
1
Generatore
Combinato Corrente
Alternata/Corrente
Continua Monofase
IP
Grado di
Protezione
I
1eff
Corrente di
Alimentazione
Effettiva Massima
I
1max
Corrente di
Alimentazione
Massima
Hz
Hertz
Elettrodo Pezzo
Strumento di
Misura dello
Spessore
Distanza tra le
Puntine
S
Secondi Corrente Finale Tempo di Innesco
Corrente di
Innesco
Percentuale
Impulsi
nel Tempo
Sequenza
Puntatura
Sequenza
Partenza/Discesa
Sequenza
Partenza
Sequenza Discesa Pulser Corrente di Base Frequenza Impulsi
4T
Comando Pulsante
in Quattro Fasi
(GTAW)

OM-356 Pagina 9
SEZIONE 3 – INSTALLAZIONE
OPPURE
Collocazione e Flusso d’Aria
Y Se la macchina cade può causare
infortuni.
S Per sollevare il sistema utilizzare
solamente il gancio di sollevamento;
NON utilizzare carrelli, cilindri pneumatici
né altri accessori.
S Usare un’apparecchiatura adeguata per
sollevare la macchina.
S Se si usano elevatori a forca per spostare
la macchina, accertarsi che la forca sia di
lunghezza sufficiente a sporgere oltre il
lato esterno della macchina.
1 Gancio di Sollevamento
2 Carrello con Forche
Utilizzare il gancio di sollevamento o il carrello
con forche per spostare la macchina.
Se si usano carrelli con forche, estendere le
forche al di là del lato opposto della macchina.
3 Targhetta dei Dati Tecnici
Controllare la targhetta dei dati tecnici per
determinare la corretta tensione di alimentazio-
ne.
4 Interruttore di linea
Collocare la macchina vicino alla presa di
alimentazione.
Y In presenza di benzina o liquidi volatili
può essere necessaria un’installazione
particolare – vedere NEC Articolo 511 o
CEC Sezione 20.
Y Fare attenzione nel sistemare o sposta-
re la macchina su superfici irregolari.
3-1. Ubicazione
1
2
Movimentazione
Ref. ST-117 264-C / ST-801 971-A
4
1
3
460 mm
460 mm

OM-356 Pagina 10
3-2. Dimensioni e Peso
Dimensioni
A
B
Altezza
1010 mm con il gancio di solleva-
mento retrattile abbassato
D
C
B
Larghezza 572 mm
Lunghezza 635 mm
A 635 mm
B 600 mm
E
Parte
C 35 mm
F
Frontale
D 22 mm
E 506 mm
F 565 mm
G 13 mm Dia
Peso
Ref. ST-184 046
4 Fori tipo G
238 kg
3-3. Dati Tecnici
Corrente di
Corrente assorbita dalla linea di Alimentazione
Monofase, 50/60 Hz, al carico nominale
saldatura
nominale PFC**
200 V 220 V 230 V 400 V 440 V 460 V 520 V 575 V
KVA KW
Gamma
di corrente
Max
OCV
NEMA Classe I
(60) – 300 A,
Senza
PFC
129
5*
117
5*
112
4*
65
3*
58
2*
56
2*
49
2*
45
2*
25,0
0,9*
14,3
0,4*
(60) – 300 A,
32 VAC, ciclo di
lavoro al 60%
Con
PFC
98
69*
89
63*
85
60*
49
35*
44
31*
43
30*
37
26*
34
24*
19,5
14,0*
14,0
0,4*
3–400 A 80 V
NEMA Classe II
(40) – 350 A,
Senza
PFC
150
5*
137
5*
131
4*
75
3*
68
2*
66
2*
57
2*
53
2*
29,1
0,9*
17,7
0,4*
(40) – 350 A,
34 VAC, ciclo di
lavoro al 40%
Con
PFC
118
69*
107
63*
103
60*
59
35*
53
31*
52
30*
45
26*
41
24*
23,7
14,0*
17,7
0,4*
3–400 A 80 V
* A vuoto
** Con condensatori di rifasamento

OM-356 Pagina 11
6 Minuti di Saldatura 4 Minuti di Riposo
4 Minuti di Saldatura 6 Minuti di Riposo
3-4. Ciclo di Lavoro e Surriscaldamento
Il ciclo di lavoro corrisponde alla
percentuale di 10 minuti durante la
quale la macchina è in grado di
saldare a carico nominale senza
surriscaldarsi.
Se la macchina si surriscalda,
l’erogazione si interrompe, il voltme-
tro/amperometro del pannello fronta-
le visualizza un messaggio HLP3 o
HLP5 (vedere Sezione 5-4), ed
entrano in funzione le ventole di
raffreddamento. Attendere 15 minuti
per far raffreddare il sistema. Ridurre
la corrente o il ciclo di lavoro prima di
ricominciare a saldare.
Y Superare il ciclo di lavoro può
danneggiare la macchina e
invalidare la garanzia.
Ciclo di Lavoro al 40% a 350 A (Solo modelli da 60 Hz)
Surriscaldamento
0
15
A
OPPURE
Ridurre il Ciclo di Lavoro
Minuti
duty1 4/95 / SB-190 276
Ciclo di Lavoro al 60% a 300 A
CORRENTE DI SALDATURA
% CICLO DI LAVORO
ssb1.1 10/91 – ST-
Le curve Volt-Ampere indicano i
valori minimo e massimo, della
corrente e della tensione, erogabili
dal generatore. Curve per altri
valori saranno compresi entro le
due curve indicate.
3-5. Curve Volt-Ampere
Tensione continua
Corrente continua
GTAW-Minima
GTAW-
Massima
SMAW
Tensione alternata
Corrente alternata
Min.
Max

OM-356 Pagina 12
3-6. Morsetti Secondari e Sezione Cavi di Saldatura
Y La SALDATURA AD ARCO può causare interferenza elettromagnetica.
Per ridurre il rischio di interferenza, usare la minima lunghezza possibile di cavi di saldatura e tenere i cavi vicini e in basso,
per esempio sul pavimento. Effettuare le operazioni di saldatura ad almeno 100 metri di distanza da qualsiasi apparecchio
elettronico sensibile. Accertarsi che la macchina di saldatura sia installata e collegata a terra in base alle istruzioni di questo
manuale. Se l’interferenza continua a verificarsi, adottare ulteriori misure, quali lo spostamento della macchina di
saldatura, l’utilizzo di cavi schermati, di filtri in linea oppure la schermatura dell’area di lavoro.
Lunghezza Totale dei Cavi di Saldatura (in Rame)
Minore di 30 m 45 m 60 m 70 m 90 m 105 m 120 m
Morsetti
Secondari
Corrente di
saldatura
(Ampere)
10–60%
Ciclo di
lavoro
60–100%
Ciclo di
lavoro
10–100% Ciclo di Lavoro
100 20 20 20 25 35 50 50 50
150 25 25 35 50 50 70 95 95
200 25 35 50 50 70 95 120 120
250 35 50 50 70 95 120 2-70 2-70
300 50 50 70 95 120 2-70 2-96 2-95
Elettrodo
Pezzo da
saldare
350 50 70 95 120 2-70 2-95 2-95 2-120
Ref. ST-801 972
400 50 70 95 120 2-70 2-95 2-120 2-120
500 70 95 120 2-70 2-95 2-120 3-95 3-95
*Scegliere la dimensione del cavo per le applicazioni impulsate in funzione del valore della corrente di picco. S-0007-D
3-7. Presa “Remote 14”
Terminali
Presa*
Informazione
A 24 VCC.
B La chiusura con il contatto A completa il circuito di comando del con-
tattore a 24 V.
C Tensione di riferimento da 0 a +10 VCC per il comando a distanza.
A
D Comune del circuito.
AJ
K
I
E Segnale di ingresso da 0 a + 10 VCC.
B
K
I
C
L
NH
K Comune alla carcassa.
D
M
G
E
F
F Segnale corrente, 1 V per 100 A.
Ref. ST-801 972
H Segnale di tensione, 1 V per 10 V della tensione dell’arco.
* Gli altri terminali non vengono utilizzati.

OM-356 Pagina 13
3-8. Connessioni del gas di protezione e presa doppia da 115 VCA
Ref. ST-801 972 / Ref. ST-801 973 / Ref. ST-157 858
Y Spegnere il generatore prima di col-
legarsi alla presa.
1 Raccordo Valvola di Entrata Gas
Posizionato sul retro della macchina.
2 Raccordo Valvola di Uscita Gas
I raccordi hanno una filettatura destra
di 5/8-18.
3 Valvola Bombola
Aprire leggermente la valvola di modo che
il flusso del gas soffi via qualsiasi traccia di
sporco dalla valvola stessa. Chiudere la
valvola.
4 Regolatore/Flussometro
Collegare il regolatore/misuratore alla
bombola del gas.
Collegare il tubo del gas che esce dal
regolatore/misuratore al raccordo gas
d’ingresso del generatore.
5 Regolazione flusso
La portata tipica è di 0,56 m
3
/h
(metri cubi all’ora).
6 Presa a 115 VCA
La presa é protetta da sovraccarichi dal di-
sgiuntore CB1 (vedi Sezione 5-2).
5
1
6
4
2
Strumenti Necessari:
3
5/8, 3/4, 1–1/8”

OM-356 Pagina 14
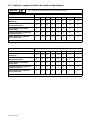
3-9. Guida per i componenti elettrici del circuito di alimentazione
Tutti i valori sono stati calcolati ad un ciclo di lavoro del 60%.
NOTA
Modelli a 50/60 Hertz Senza Condensatori di Rifasamento
Tensione di alimentazione
200 220 230 400 440 460 520 575
Corrente assorbita alla Potenza
Nominale (A)
129 117 112 65 58 56 49 45
Portata Consigliata Fusibile Standard o
Interruttore di Linea (A)
175 150 150 80 70 70 60 60
Sezione Minima del Conduttore
di Linea (mm
2
)
25 25 25 10 10 10 10 6
Lunghezza massima consigliata dei
conduttori di linea (m)
34 41 45 60 72 79 101 83
Sezione Minima del Conduttore di
Messa a Terra (mm
2
)
16 16 16 10 10 10 6 6
Riferimento: National Electrical Code 1996 (NEC) S-0092-J
Modelli a 50/60 Hertz Con Condensatori di Rifasamento
Tensione di alimentazione
200 220 230 400 440 460 520 575
Corrente assorbita alla Potenza
Nominale (A)
98 89 85 49 44 43 37 34
Portata Consigliata Fusibile Standard o
Interruttore di Linea (A)
150 125 125 70 70 60 60 50
Sezione Minima del Conduttore
di Linea (mm
2
)
25 25 25 10 10 10 6 6
Lunghezza massima consigliata dei
conduttori di linea (m)
36 43 47 62 75 82 70 86
Sezione Minima del Conduttore di
Messa a Terra (mm
2
)
16 16 16 10 10 6 6 6
Riferimento: National Electrical Code 1996 (NEC) S-0092-J

OM-356 Pagina 15
Strumenti necessari:
Y Scollegare ed etichettare/
bloccare la tensione in entra-
ta prima di collegare i con-
duttori di ingresso dell’unità.
Controllare la tensione di alimenta-
zione disponibile.
1 Targhetta dei Ponticelli
Controllare l’etichetta sulla macchi-
na.
2 Ponticello
Disporre il ponticello per la tensione
di alimentazione disponibile.
Chiudere il portello di accesso e
passare alla Sezione 3-11.
1
3-10. Disposizione dei Ponticelli
Ref. ST-801 973-B
230 VOLTS 460 VOLTS200 VOLTS
LL LL LL
S-083 566-C
2
230 VOLTS
LL
460 VOLTS
LL
S-010 587-B
575 VOLTS
LL
3/8 pollici

OM-356 Pagina 16
3-11. Collegamento alla Linea di Alimentazione
Ref. ST-801 973-B
3/8 pollici
2
1
1
3
4
5
8
3
7
6
9
Installare i conduttori in un dispositivo di
scollegamento di linea fuori tensione.
Messa a Terra
GND/PE
Collegare per primo il
Conduttore GND/PE.
Strumenti necessari:
Y Scollegare ed etichettare/bloccare la
tensione in entrata prima di collegare
i conduttori di ingresso dell’unità.
Y Questa installazione va affidata esclu-
sivamente a personale qualificato.
Vedere l’etichetta dei dati nominali apposta
sull’unità e controllare la tensione locale di en-
trata.
1 Dispositivo di Disinserimento
2 Conduttori della Linea di Alimentazione
3 Conduttore di Messa a Terra
Selezionare la dimesione e la lunghezza
usando Sezione 3-9. La potenza del condut-
tore deve essere conforme a codici elettrici
nazionali, statali e locali. Usare capocorda di
amperaggio appropriato e dimensione di fori
corretta.
4 Serracavo
Inserire i conduttori nel serracavo.
5 Morsetto di terra
6 Morsetto di linea.
Y Eseguire i collegamenti di alimenta-
zione in rete prima di collegarsi al dis-
positivo di scollegamento della linea
fuori tensione.
Collegare per primo il conduttore di massa
verde o giallo/verde al terminale di terra della
saldatrice. Successivamente, collegare i con-
duttori in entrata ai terminali di linea.
Chiudere il portello di accesso.
7 Terminale di terra (alimentazione) del
dispositivo di scollegamento
8 Terminali di linea del dispositivo di
scollegamento
Y Nel dispositivo di scollegamento in li-
nea fuori tensione, collegare sempre
per primo il conduttore di massa verde
o giallo/verde al terminale di terra di
rete, mai ad un terminale di linea. Verif-
icare che il conduttore di terra sia col-
legato a massa.
Collegare i conduttori di linea ai terminali di
linea.
9 Protezione contro la sovracorrente
Selezionare il tipo e la dimensione in confor-
mità a quanto indicato nella Sezione 3-9 (è il-
lustrato l’interruttore di scollegamento protet-
to da fusibili).
Chiudere lo sportello del dispositivo di scolle-
gamento di linea.
10 Sensore (Reed) (sensore della corrente
a terra) (Optional)
Se l’unità è dotata di sensore della corrente a
terra (optional) fare passare due volte la presa
di terra attraverso il sensore e collegarla al ter-
minale di messa a terra.
Chiudere il portello di accesso.
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
















































Miller Syncrowave 350 LX Manuale del proprietario
- Categoria
- Coperte / cuscini elettrici
- Tipo
- Manuale del proprietario
- Questo manuale è adatto anche per