
N° V3_02/07/2020
IT
1 - 35
VALIGIA DI CALIBRATURA
CALIWELD
www.gys.fr

SOMMARIO
SIMBOLI..........................................................................................................................................p 3
ISTRUZIONI DI SICUREZZA............................................................................................p 4-5
RICHIAMO DELLA NORMA....................................................................................................p 6
CARATTERISTICHE TECNICHE...........................................................................................p 7
DESCRIZIONE ACCESSORI E CONNESSIONI.............................................................p 8
INSTALLAZIONE..........................................................................................................................p 9
FUNZIONAMENTO GENERALE DEL SOFTWARE.................................................p 10-11
DETTAGLIO DELLA BARRA MENÙ............................................................................................p 10
DETTAGLIO DELLA BARRA DI STATO......................................................................................p 11
MODO MULTIMETRO...........................................................................................................p 12-14
DESCRIZIONE........................................................................................................................p 12
AVVIAMENTO.........................................................................................................................p 12
ESTRAZIONE.........................................................................................................................p 13
STORICO, REGISTRAZIONE E STAMPA....................................................................................p 14
MODO OSCILLOSCOPIO..................................................................................................p 15-17
DESCRIZIONE........................................................................................................................p 15
ZOOM....................................................................................................................................p 15
ESTRAZIONE..........................................................................................................................p 16
SALVATAGGIO E STAMPA.........................................................................................................p 17
MODO CONVALIDA.............................................................................................................p 18-24
DESCRIZIONE........................................................................................................................p 18
NEL CASO DI UNO SCENARIO ESISTENTE...............................................................................p 18
NEL CASO DI UNA CREAZIONE DI SCENARIO..........................................................................p 19
AVVIAMENTO.........................................................................................................................p 20
STORICO...............................................................................................................................p 21
ESTRAZIONE.........................................................................................................................p 22
ANNESSI...................................................................................................................................p 25-36

3
VALIGIA DI CALIBRATURA CALIWELD
IT
SIMBOLI
Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
ATTENZIONE PERICOLO.
ATTENZIONE TENSIONE PERICOLOSA
Rischio di folgorazione.
Conforme alle direttive europee
Marchio di conformità EAC (Comunità Economica Eurasiatica)
85-265 V
~ 50/60Hz
15 VA max
Alimentazione elettrica monofase 50 o 60Hz
V
Punto di misurazione della tensione
A
Punto di misurazione della corrente
n
Punto di misura della velocità del lo
Punto di misura entrata gas
Punto di misura uscita gas
Ripresa del telecomando
Punto di ingresso del usso della misura
Punto di uscita del usso della misura
Spia d’alimentazione
Spia connessioni USB
USB 2.0
Connettore USB
Morsetto di terra
HF PROTECTION
Elettronica protetta contro HF TIG
IP 30
Custodia aperta: il prodotto è protetto da corpi estranei solidi di dimensioni superiori a 2,5 mm. Tuttavia,
non ha protezione per l'acqua.
IP 67
Custodia chiusa: il prodotto è totalmente resistente alla polvere e all'acqua no a una profondità di 1 m
per 30 minuti.

4
VALIGIA DI CALIBRATURA CALIWELD
IT
ISTRUZIONI DI SICUREZZA
Utilizzare questo dispositivo solo per lo scopo previsto, altrimenti la garanzia potrebbe essere compromessa.
Esamina il caso prima di utilizzare il dispositivo:
• Cerca eventuali difetti o crepe.
• Osservare attentamente l’isolamento attorno ai terminali.
Non utilizzare il prodotto in prossimità di gas esplosivi, vapori o in ambienti umidi o bagnati.
Non lavorare mai da solo.
L’uso di questo dispositivo è limitato alle categorie di misurazione, alla tensione e alla corrente indicate.
Rispettare gli standard di sicurezza locali e nazionali. Utilizzare dispositivi di protezione individuale (guanti di gomma, visiera
protettiva e indumenti di protezione non inammabili) per evitare lesioni causate da scosse elettriche ed esplosioni dovute alla
formazione di archi quando i conduttori pericolosi sono esposti.
Utilizzare le categorie di misurazione (CATII), gli accessori con l’intensità e la tensione appropriate (sonde,
cavi di prova e adattatori) adattati al dispositivo per tutte le misurazioni.
Non entrare in contatto con tensioni superiori a> 30 V CA, 42 V CC o 60 V CC.
Utilizzare solo le sonde di corrente, i puntali e gli adattatori forniti con il dispositivo.
Disabilitare il prodotto se è danneggiato.
Non utilizzare l’apparecchio se è danneggiato.
Non utilizzare il prodotto se non funziona correttamente.
Utilizzare solo sonde, cavi di prova e accessori appartenenti alla stessa categoria di misurazione,
tensione e intensità rispetto al dispositivo.
Utilizzare solo cavi la cui tensione sia adatta al dispositivo.
Non applicare mai una tensione superiore al valore nominale tra i terminali o tra un terminale e la terra.
Misurare preventivamente una tensione nota per assicurarsi che l’unità funzioni correttamente.
Utilizzare terminali, funzioni e intervalli appropriati per le misure previste.
Non usare cavi di prova danneggiati. Controllare i difetti di isolamento, le parti metalliche esposte e l’indicatore di usura sui puntali.
Vericare la continuità dei puntali misurando una tensione nota.
Non mettere le sonde a contatto con una fonte di tensione quando i puntali di test sono collegati sui terminali attuali.
Questo materiale è soggetto alla raccolta differenziata. Non deve essere smaltito con i riuti domestici.
Il fabbricante di questo prodotto partecipa alla valorizzazione degli imballaggi contribuendo ad un
sistema globale di selezione, raccolta differenziata e riciclaggio dei riuti di imballaggi domestici.
Prodotto riciclabile soggetto a raccolta differenziata.

5
VALIGIA DI CALIBRATURA CALIWELD
IT
FUMI DI SALDATURA E GAS
Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione
sufciente: potrebbe rendersi necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una
soluzione in caso di aerazione insufciente.
Vericare che l’aspirazione sia efcace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura negli ambienti di piccole dimensioni ha bisogno di una sorveglianza a distanza di sicurezza. Inoltre la saldatura
di certi materiali contenenti piombo, cadmio, zinco o mercurio o berillio può essere particolarmente nociva.
La saldatura è proibita se effettuata in prossimità di grasso o vernici.
BOMBOLE DI GAS
Il gas uscendo dalle bombole potrebbe essere fonte di asssia in caso di concentrazione nello spazio di saldatura
(ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe
verticalmente su un supporto per limitare il rischio di cadute.
Lo stesso vale per il loro stoccaggio. Le bombole devono essere posizionate in locali aperti ed aerati.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con amme, arco elettrico, torce, morsetti di terra o ogni altra fonte di calore o d’incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l’apertura della valvola di una bombola, bisogna allontanare la testa della valvola e assicurarsi che il gas usato sia
adatto alla procedura di saldatura.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata
sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno e all’esterno del dispositivo quando quest’ultimo è collegato alla presa di corrente
(torce, morsetti, cavi, elettrodi), poiché esse sono collegate al circuito di saldatura.
Prima di aprire il dispositivo, è impterativo scollegarlo dalla rete elettrica e aspettare 2 min. che tutti i condensatori siano scaricati.
Non toccare nello stesso momento la torcia e il morsetto di massa.
Cambiare i cavi e le torce se risutano danneggiati. Chiedere ausilio a persone abilitate e qualicate.
Il dimensionamento degli accessori deve essere sufciente
Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente
dall’ambiente di lavoro.
6
VALIGIA DI CALIBRATURA CALIWELD
IT
RICHIAMO DELLA NORMA
(ESTRATTO DEL DOC NORMA EN 50504)
Nell’ambito della norma EN1090, un generatore di saldatura deve subire un controllo dei suoi parametri di saldatura. Questa verica rende possibile
l’emissione di un « rapporto di validazione ».
La procedura di validazione seguente deriva dalla norma di riferimento EN 50504.
L’obiettivo di questo approccio è garantire un risultato di saldatura corretto e riproducibile nel tempo.
La validazione di un dispositivo di saldatura secondo la norma EN 50504 è un’azione di verica delle prestazioni del prodotto in relazione alle sue
regolazioni.
La validazione si fa su 5 punti di misura compresa nell’intervallo di regolazione. È tuttavia possibile validare un valore di regolazione ridotto su
richiesta del cliente.
Selezionare l’intervallo di validazione/calibratura del comando o dell’indicatore installato sulla sorgente di corrente come segue:
a) l’intervallo completo del comando o dell’apparecchio di misurazione (vedi nota);
b) un intervallo parziale del comando o dell’apparecchio di misurazione;
c) i punti scelti nell’intervallo del comando o dell’apparecchio di misurazione.
NOTA I valori massimi del’intervallo per il voltometro e per l’amperometro sono dati dalla tensione a vuoto nominale e dalla corrente di saldatura
massima nominale della sorgente di corrente.
Prima di effettuare la validazione/calibratura, concordare con il fabbricante, il cliente o l’utilizzatore sulle opzioni b) o c).
Effettuare le misurazioni a regolazione minima, a regolazione massima, e ad altri tre punti a distanza nominalmente uguale tra il minimo e il
massimo dell’intervallo completo.
La misurazione si effettua due volte (misurazione «a» a salire e misurazione «b» a scendere) dopo una durata di stabilizzazione dei valori misurati
di 10 secondi. Si consiglia preventivamente di lasciare il prodotto in funzione per 5 minuti prima di effettuare la procedura di validazione.
La validazione dev’essere fatta ogni anno e dopo ogni riparazione o moca che possano inuire sulle regolazioni.
Solo una persona qualicata può effettuare le misurazioni. Ella sarà garante delle condizioni in cui si svolge il test e dell’interpretazione dei risultati.
Consigliamo fortemente di procurarsi la norma e di leggerla prima di effettuare una convalida.
In caso di procedure particolari come il MIG Pulsato e il TIG AC, errori di misurazione possono essere dovuti ad un cattivo utilizzo o ad una errata
scelta degli utensili di misurazione non adatti. Dev’essere consultato il produttore del dispositivo di saldatura.
Precisione di un dispositivo di saldatura
La precisione delle regolazioni e/o visualizzazione è determinata dalla classe, a sua volta determinata in funzione del capitolato di saldatura (QMOS/
DMOS) e dalle caraatteristiche del dispositivo di saldatura.
Tipo di validazione: il tipo di validazione può essere di tipo «consistenza» o «precisione».
Tipo Consistenza : Validazione su un apparecchio con regolazione tramite potenziometro
Tipo Precisione : Validazione su un apparecchio con regolazione tramite schermo digitale
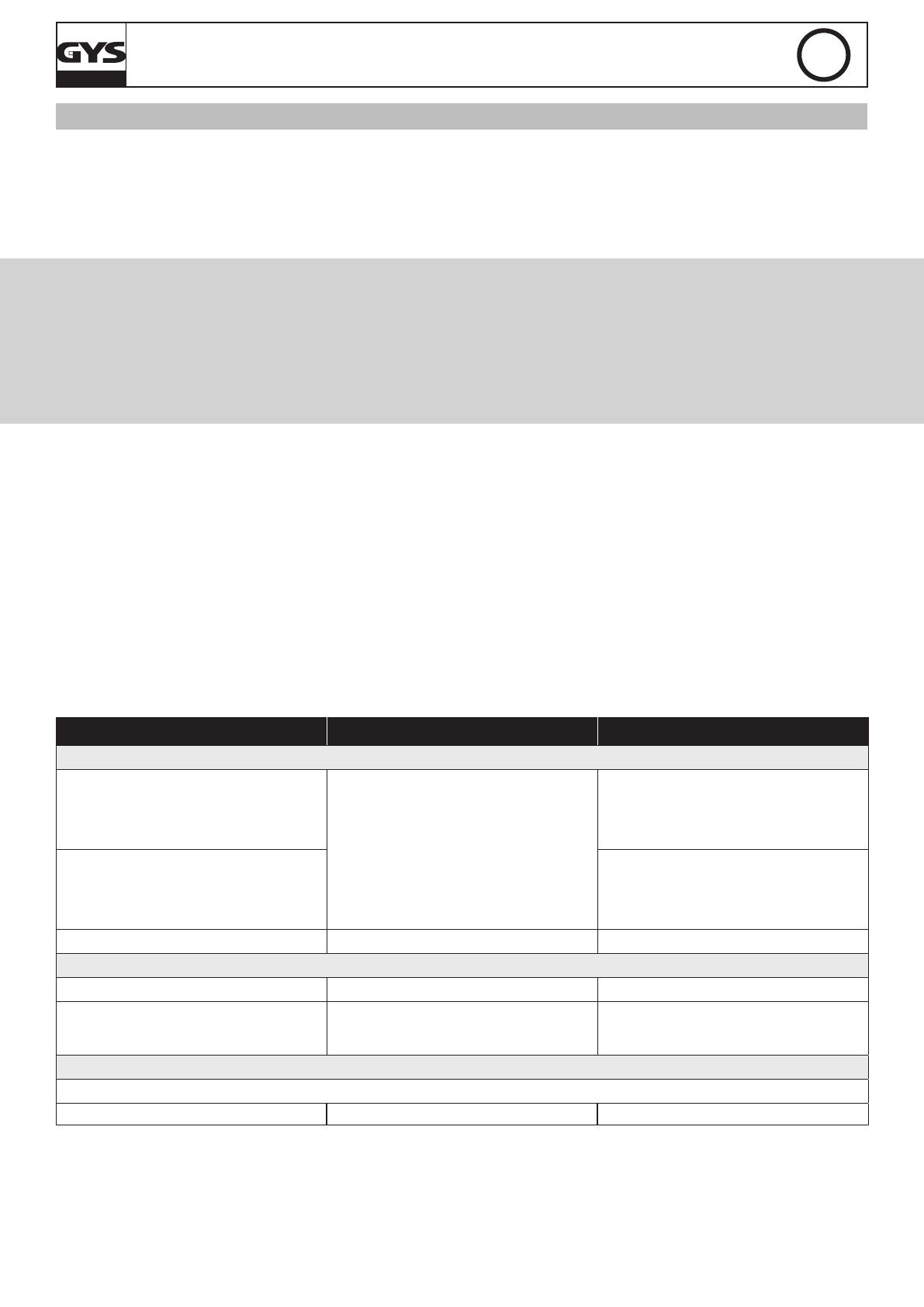
Questa classe si divide in 2 tipi chiamati «Standard» o «Precisione». Essa dà le tolleranze sulle regolazioni di saldatura, sulle
misure effettuate e visualizzate dal dispositivo di saldatura e dagli strumenti di misurazione da utilizzare.
Classe Standard Precisione
Regolazione della saldatrice
Corrente (A)
± 2,5% della regolazione massima tra 0 e
25% della regolazione massima.
± 10% del valore reale tra 25 e 100% della
regolazione masssima.
± 1% della regolazione massima fra 0 e
40% della regolazione massima.
± 2,5% del valore reale tra 40 e 100% della
regolazione massima.
Tensione (V)
± 2% della regolazione massima tra 0 e
40% della regolazione massima.
± 5% del valore reale tra 40 e 100% della
regolazione massima.
Velocità l (m/min) ± 10% del valore reale ± 2.5% del valore reale
Display della saldatrice
Display di misurazione analogica Classe 2.5 Classe 1
Display di misurazione numerica
2.5%
(della massima corrente nominale di saldatura
e tensione a vuoto)
1%
(du courant de soudage assigné maximal
et de la tension à vide)
Utensili di misurazione
Gli utensili di misurazione devono essere al meno due volte più precisi della classe.
Durata di validità massima 1 anno 6 mesi

7
VALIGIA DI CALIBRATURA CALIWELD
IT
CARATTERISTICHE TECNICHE
- La valigia CALIWELD è un dispositivo che permette :
- di emettere un rapporto di validazione (certicato di buon funzionamento del prodotto - Modalità Validazione).
- di vericare i valori di saldatura (corrente/tensione o energia, velocità lo e gas - Modalità Multimetro e Oscilloscopio).
Tensione alimentazione :
85 V a 265 V (± 10%)
Frequenza:
da 50 a 60 Hz (± 3 Hz)
Puissance :
30 VA
Cavo di alimentazione:
presa IEC 60320-C13
Interfaccia:
standard USB-2
Comando a distanza 120 V max
Caratteristica delle misure:
• Tensione: da -120 V a 120 V AC / DC - Precisione dello 0,5% (istantanea, media o TRMS)
• Corrente: da -500 A a 500 A AC / DC - Precisione dello 0,5% (istantanea, media o TRMS)
• Portata del gas: da 1 l / min a 30 l / min - precisione del 5%
• Velocità lo: da 1 m / min a 30 m / min - 1% di precisione
• Temperatura esterna: da 0 ° a 50 ° C (± 2 K)
Temperatura:
• Funzionamento: da 5 ° C a 40 ° C
• Calibrazione (temperatura): da 20 ° C a 25 ° C
• Conservazione: da -20 ° C a 60 ° C Preriscaldamento: 30 minuti per tenere conto della temperatura della stanza
Umidità relativa (senza condensa):
Funzionamento: da 5 ° C a 40 ° C <80%
Conservazione: da 0 ° C a 60 ° C <80%
Altitudine:
• Operazione: <2000 metri
• Stoccaggio: <12.000 metri

8
VALIGIA DI CALIBRATURA CALIWELD
IT
DESCRIZIONE DI ACCESSORI E CONNESSIONI
Illustrazione Nome - Descrizione
Ciclo di
lavoro
Ref. : 060531 - Cavo di misura della tensione 2 m collegamento caliweld VM1- texas 70.24
Connessione Texas isolata per misura di tensione sicura + connettore a banana isolato per il collega-
mento alla custodia CALIWELD.
X%
(25°C)
316 A@60%
120 V Max
Ref. : 060524 - Cavo di misura 2 m CALIWELD ECM1 - collegamento euro / CGU1.0
Cavo per effettuare tutte le misurazioni in MIG / MAG (tensione, corrente, portata gas, velocità lo,
telecomando ...) per la calibrazione.
Premere il pulsante per sbloccare il meccanismo quando si passa il lo.
X%
(25°C)
316 A@60%
120 V Max
Ref. : 060548 - Tensione del cavo di misura 2 m CALIWELD VM2
Morsetto per misurare la tensione nella saldatura MIG (pizzico sul connettore euro della stazione).
X%
(25°C)
120 V Max
Ref. : 060586 - Cavo di controllo 2 m CALIWELD ARC1 - anodo di collegamento / DIN
(maschio)
Cavo per controllare a distanza la saldatrice TIG, tramite il software (collegato alla valigia) o il teleco-
mando a pera (collegarlo al telecomando).
Ref. : 060579 - Cavo di controllo 2 m CALIWELD DRC1 - Connessione DIN / DIN (maschio)
Cavo per controllare a distanza la saldatrice TIG, tramite il software (collegato alla borsa) o il teleco-
mando a pera (collegarlo al telecomando).
Ref. : 060562 - Telecomando 2 m CALIWELD RC1 - Connessione DIN (femmina)
Telecomando a pera per il controllo remoto della saldatrice (collegamento al cavo di controllo).
Ref. : 060593 - Cavo di alimentazione 2 m CALIWELD PC1 - Cavo di connessione Texas
CM50.21
Connettore per il trasferimento della potenza dal generatore alla cassa.
X%
(25°C)
316 A@60%
Ref. : 060555 - Cavo di misurazione GAZ 2 m CALIWELD GM1
Connessione che consente il trasferimento del gas dal generatore alla cassa.
Ref. : 060517 - Sonda di misurazione della velocità del lo CALIWELD SWM1
Il sensore di velocità viene utilizzato per misurare la velocità del lo tra la bobina e l’alimentatore di
lo.
Premere il pulsante per sbloccare il meccanismo quando si passa il lo.
Ref. : 060609 - Cavo USB 2.0 1,5 m CALIWELD USB1 - Connessione USB-A / USB-B

9
VALIGIA DI CALIBRATURA CALIWELD
IT
SCHEMA DEL COLLEGAMENTO DEL PULSANTE TORCIA
1 - Comune
3 - Pulsante di saldatura
INSTALLAZIONE
1. Congurazione minimale
Sistema operativo Windows 7
Disco rigido spazio libero 10 Go
Risoluzione minima : 600 x 800 px
RAM : 2 Go
1 porta USB
2. Installazione software e materiale
Vedere procedure di avviamento rapido (Allegato, pag. 25).
3. Collegamento del dispositivo di saldatura alla valigia
Bisogna distinguere 2 casi per il cablaggio a seconda della procedura di saldatura :
1. Durante la saldatura, per la verica dei parametri.
2. Su carico resistivo per emettere un rapporto di validazione (la verica dei parametri di saldatura pu essere fatta anche su carico resistivo).
In procedura TIG disattivata la HF (Alta frequenza) in saldatura come su carico resistivo. Inoltre la valigia CALIWELD è dotata di
una «Protezione HF» che assicura il buon funzionamento del prodotto in HF se lo condizioni del test sono ottimali (cablaggi...).
Per utilizzare l’HF, rispettate la procedura d’installazione e di collegamento del dispositivo. In caso di cattivo collegamento o
utilizzo, il software rischia di mal funzionare (arresto della registrazione, arresto del software, schermo bleu Windows...).
MIG
TIG
MMA
CALIBRATION SETUP WELDING SETUP
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
XXXXXXXXXXXXXXXXX
XXXXXXXXXXXXXXX
VM1 Texas Voltage Measurement
120 V max
PC1 Texas-Texas cable
TIG connections
RC1 Remote control
DRC1
ARC1
ECM1
Euro connector Multi-Measurement
SWM1 Tachometer 30m/min max
VM2 Clamp Voltage Measurement
GM1 Gas Measurement
USB Caliweld PC Cable
AMPHENOL
RC / Caliweld
DIN
DIN
DIN
x 2 (+) (-)
CALIWELD
GCU 1.0
+ -
TIG
- +
- +
- +
+ -
MIG
+ -
MMA
USB
VM1
VM1
PC1
USB
VM2
VM1
PC1
USB
VM1
VM1
PC1
SWM1
+ -
- +
TIG
GM1
LOAD
USB
VM1
VM1
ARC1 / DRC1
PC1
PC1
PC1
+ -
- +
MIG
LOAD
USB
VM1
+ -
- +
MMA
LOAD
USB
VM1
VM1
PC1
PC1
PC1
EMECM1
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
XXX
X
XXXX
XXXXXXXXXXX
X
XXXX
X
XX
PC1 : Current 500A max
ARC1 : Remote control
VM1 : Voltage 120V max
SWM1 : Tachometer 30m/min max
GM1 : Gas 30l/min argon max
GM1
SWM1
VM1
ARC1
PC1
RC / Caliweld
ARC1 / DRC1
OPTION
2m
2m
2m
2m
2m
2m
2m
2m
1.5m
Ref. 060609
Ref. 060555
Ref. 060593
Ref. 060586
Ref. 060579
Ref. 060562
Ref. 060517
Ref. 060531
Ref. 060548
Ref. 060524
IP 30
PC1
PC1
2
m
(
5
0
m
m
2
)
COLLEGAMENTO DELLA STAZIONE DI SALDATURA ALLA CASSA

10
VALIGIA DI CALIBRATURA CALIWELD
IT
FUNZIONAMENTO GENERALE DEL SOFTWARE
1. Dettaglio della barra menù
Menu le :
-
Preferenza :
◊ Identità: informazioni dell’autorità di convalida: nome, indirizzo, codice postale, città,
telefono, posta, logo.
◊ Strumento: informazioni sul carico resistivo e sulla borsa, tipo, numero di serie, nume-
ro di rapporto, data di verica.
◊ Lingua: (scelta della lingua FR (predenita), GB, DE, ES, IT, HU)
◊ Cartella di salvataggio: scelta della directory per il salvataggio dei le «pdf».
◊ Data / ora: scelta del formato data gg / mm / aaaa; mm / gg / aaaa; aaaa / mm / gg,
ora nel formato 24 ore o 12 ore.
◊ Impostazioni:
• Scelta dell’unità di misura metrica o SAE (unità di misura americana).
• Assegnazione del coefciente di energia per i processi di saldatura (dati di
default):
◦ MMA coef 0.8 SMAW
◦ Coefciente TIG 0.6 GTAW
◦ Coefciente MIG / MAG 0.8 GMAW
◦ UNDER FLUX coef 1 SAFP
◦ GAS
• Scelta dello standard di calcolo dell’energia.
• Assegnazione manuale del coefciente di correzione per il gas utilizzando i coef-
cienti di correzione Ax + b e creazione della libreria di gas.
◊ Aggiornamento SOFTWARE
• Aggiornamento automatico del database di sicurezza via internet.

11
VALIGIA DI CALIBRATURA CALIWELD
IT
-
Database:
◊ Aggiornato Scenario
• Gli scenari sono aggiornati dal sito GYS.
◊ importazione:
• Scenario: importa gli scenari di calibrazione del prodotto (vedi p.18).
• Prodotti: importa la lista dei prodotti che sono stati vericati.
• Sicurezza: importare l’elenco dei banchi di calibrazione consentiti per la connes-
sione.
• Produzione: importare l’elenco dei riferimenti dei prodotti GYS.
• Cliente : importare le informazioni del cliente.
◊ export:
• Scenario: esporta gli scenari di calibrazione del prodotto (vedere p.18).
• Prodotto: esporta l’elenco di prodotti che sono stati vericati.
• Sicurezza: esporta l’elenco dei banchi di calibrazione consentiti per la connes-
sione.
• Produzione: esporta l’elenco dei riferimenti dei prodotti GYS.
• Cliente: esporta le informazioni del cliente.
-
Esci:
esci dal software
Menu Modalità :
•
Multimetro
: offre la possibilità di fare dei QMOS/DMOS, di registrare i parametri dei cordoni
di saldatura e visualizzare le misurazioni.
•
Oscilloscopio
: permette di selezionare due canali di misurazione, di visualizzarli e di regis-
trarli su graco.
•
Validazione
: Questa modalità permette di vericare e convalidare le prestazioni del prodot-
to in modo che sia conforme alla norma EN 50504.
Menu Registrazione (attivo a seconda del utilizzato):
•
Aprire
: apre le registrazioni effettuate e registrate.
•
Stampare
: stampa le registrazioni effettuate.
Qualsiasi stampa di PDF viene direttamente registrata nel proprio dossier (vedere pag.30).
•
Eliminare
: elimina solo la linea della registrazione selezionata.
•
Eliminare tutto
: elimina tutta la registrazione.
•
Ritorno :
permette di tornare alla nestra precedente.
•
Esporta :
consente di esportare le registrazioni in .csv
(formatta tutti i fogli di calcolo).
Menu « ? » :
•
Informazioni
: Indica informazioni sul programma.
◊ Versione del programma
◊ Data dell’ultimo aggiornamento
◊ Versione database
◊ Indirizzo del produttore GYS
◊ Contatto e-mail del produttore GYS
•
Aiuto :
accesso al manuale d’uso del prodotto CALIWELD
2. Dettaglio della barra di stato
La barra di stato è situata in basso nella nestra dell’applicazione.
Indica :
• La modalità
(Multimetro, Oscilloscopio, Validazione)
• Lo stato
(Connesso o Sconnesso alla valigia di calibratura)
• Se è disponibile un aggiornamento appare un messaggio. Cliccare su Installer.
• La data
• L’ora

12
VALIGIA DI CALIBRATURA CALIWELD
IT
LA MODALITÀ MULTIMETRO
Fig.1: Interfaccia modalità multimetro.
DESCRIZIONE
La pagina multimetro si apre all’avvio del software. Questa modalità offre la possibilità di vedere ogni canale di misurazione, di registrare i valori
visualizzati e di estrarre dei cordoni di saldatura. Permette inoltre il calcolo dell’energia di saldatura.
I 4 canali di misura sono :
- il canale della corrente
- il canale della tensione
- il canale della velocità
- il usso del gas.
Per i canali di corrente e di tensione, è possibile scegliere la modalità di misurazione (menu a scorrimento ) :
- TRMS (True Root Mean Square) : viene visualizzato il valore efcace effettivo (modalità predenita).
- MEDIA : viene visualizzato il valore medio delle misurazioni.
- INSTANT : Viene visualizzato il valore istantaneo della misurazione.
È possibile inserire la caduta di tensione relativa ai cavi. Per fare ciò, inserire i vari parametri nella nestra corrispondente.
AVVIO (FIG. 1 : INTERFACCIA MODALITÀ MULTIMETRO)
Procedura di avviamento :
• Selezionare il canale delle misure scelte per l’estrapolazione.
• Scegliere il modo di misurazione di ogni canale (TRMS …) prima di lanciare l’acquisizione.
• Cliccare sul pulsante «Attivare».
Nuovi elementi appaiono nella nestra :
- Un pulsante «Avvio / Stop saldatura»
1
: per comandare il dispositivo tramite il computer,
- Un menù «Acquisizione »
2
: dedicato alla scelta della modalità di estrazione (vedi parte estrazione manuale e automatica),
- Un pulsante «Estrazione punto»
3
: per registrare un punto in un istante «t».
Il limite è di 99 registrazioni. (punti & cordoni di saldatura).
ESTRAZIONE (RUBRICA «ACQUISIZIONE»)
L’estrazione dei punti e dei cordoni si effettua in due tappe :
1) Avviare una saldatura.
2) Effettuare l’estrazione tramite software.
L’estrazione del cordone può essere fatta in modo «disattivato», «ma-
nuale» o «automatico».
Durata massima
1h

13
VALIGIA DI CALIBRATURA CALIWELD
IT
Modo disattivato
Il modo «Disattivato» consiste semplicemente nel prendere una misurazione in un istante «t» cliccando sul dischetto.
Modo manuale
La scelta del modo manuale implica che l’utente scelga quando eseguire i suoi punti di saldatura. Avviare la cattura manuale dei punti cliccando sulla
casella . Fermare la cattura cliccando sul tasto . Per registrare un cordone di saldatura, cliccare sulla casella
. Ripetere tutte le volte che
lo si desidera.
Modo automatico
L’estrazione automatica permette all’utilizzatore di programmare il software per effettuare estrazioni attraverso vari parametri che possono essere
modicati tramite il pulsante
4
:
- La scelta del feed rate di default: necessario per il calcolo dell’energia secondo determinati standard.
- Scelta del metodo: necessaria al futuro calcolo del’energia.
- Soglia di innesco : Valore di corrente al di sopra della quale si avvia l’acquisizione di un cordone e al di sotto della quale si interrompe la regis-
trazione del cordone (a g.2 & schema).
- Tempo tra 2 cordoni : Tempo tra 2 cordoni di saldatura. La registrazione s’interrompe oltre questa durata (c g. 2 & schema).
- Tempo di avvio/arresto saldatura: Durata all’inizio e alla ne della realizzazione del cordone durante la quale il salvataggio non ha luogo in modo
che la misurazione non sia inuenzata dalle fasi di aumento e dimuzione dell’intensità (b&d g.2 & schema)
Fig.2. parametro di cattura del cordone.
Schéma : paramètres et déroulé d’une capture
Ogni estrazione di cordone di saldatura si innesca quando la corrente supera la soglia di innesco. Si ferma quando si va al di sotto di questa soglia e
non viene individuata nessun’altra azione (pressione sul pulsante) per tutta la durata del tempo scelto tra 2 cordoni. (cf.schema).
Quando un cordone viene registrato in modo automatico, la spia appare nella nestra «Acquisizione» e la «durata cordone» inizia, e si blocca
quando l’intensità va al di sotto della soglia di innesco.
Pour enregistrer un cordon de soudure, cliquer sur la case
. Répéter l’opération autant de fois que désiré.
Salvataggio di un cordone di durata di 8 secondi in cattura automatica.
Memoria (modalità manuale e automatica)
Al termine della registrazione, il software propone di memorizzare il cordone di saldatura :
- Inserire la velocità di avanzamento o la lunghezza del cordone di saldatura. Uno dei due
parametri deve necessariamente essere compilato in quanto necessario per il futuro calcolo
dell’energia.
- Commento sulla misurazione (non obbligatorio).

14
VALIGIA DI CALIBRATURA CALIWELD
IT
STORICO, REGISTRAZIONE E STAMPA
Storico
Tutte le estrazioni registrate sono disponibili con più informazioni cronologicamente (no a 99 registrazioni).
Per arrivarci, cliccare sulla casella «disattivato» nella sezione «Acquisizione» e quindi cliccare su fai clic su «Aprire» nel menu «Registrazione».
Lo storico delle misurazioni fornisce le seguenti informazioni : N° del salvataggio, data e ora del salvataggio, durata del cordone se è stata registrata >
0 secondi, tensione, corrente, velocità e usso del gas. Il software calcola l’energia totale di saldatura in kJ del cordone (vedere equazione 2), bisogna
dividere l’energia in Kj per la lunghezza del cordone in mm. E’ inoltre possibile aggiungere un commento. Si possono cancellare le linee cliccando su
«Registrazione» poi «Cancellare».
Fig. 3: cronologia di salvataggio del cordone.
Se l’estrazione dei punti e dei cordoni è quella richiesta, è possibile registrarla e stamparla in pdf entrando in «Registrazione», poi cliccando su
«Stampare».
E’ inoltre possibile esportare il documento in .csv (compatibile con tutti i fogli di calcolo : Excel, Cartella di lavoro ofce), etc.). Il documento .csv
permette di personalizzare il report. E’ possibile esportarlo in pdf partendo dal foglio di calcolo dopo la personalizzazione. Un le modello è disponible
sulla chiavetta USB fornita.
Fig. 4: esempio di stampa
Per cambiare modo, cliccare sulla casella «Registrazione», poi su «Ritorno». Inne andare nel menu «Modo» per scegliere la modalità desiderata.
Q = j/mm energia di saldatura
U = V corrente media
I = A corrente media
T = s tempo di saldatura
d = mm lunghezza del cordone di saldatura
k Coefciente di rendimento termico
ASME IX QW 409
ISO 18491
Q =
U
x
I
x
t
d
EN 1011-1
ISO 17671-1
Q =
k
U
x
I
x
t
d

15
VALIGIA DI CALIBRATURA CALIWELD
IT
LA MODALITÀ OSCILLOSCOPIO
Fig.5: pagina oscilloscopio
DESCRIZIONE (FIG.5 : PAG. OSCILLOSCOPIO)
Il modo oscilloscopio permette di selezionare due canali di misurazioni, di visualizzarli e di registrarli su graco. Questo modo complementare
permette di focalizzare la propria misurazione su un canale preciso e di confrontarla ad un altro canale grazie al graco. Gli elementi che formano la
pagina del modo Oscilloscopio (Fig.5) sono :
- Un graco.
- Una rubrica «Canali» comprende i quattro canali misurabili
1
.
- Due sezioni «Canale 1»
2
w «Canale 2»
3
appaiono una volta che che uno o due canali sono stati selezionati. L’unità di misura visualizzata
in ciascuna sezione consente di vericare che i canali rappresentino i canali selezionati (ad es. Fig.5: la tensione è stata selezionata come primo
canale da misurare, l’unità di misura del «Canale 1» è il Volt).
- Una sezione «Tempi»
4
consente di modicare la scala del graco contemporaneamente, per scegliere tra una registrazione continua o una
scansione.
- Un pulsante di controllo remoto della stazione remota «Saldatura di lancio»
5
,
- Una sezione «Misura acquisizione»
6
, offre la possibilità di scegliere la modalità di cattura «manuale» o «automatica». Il pulsante Imposta-
zioni
consente di accedere alle impostazioni della modalità «Cattura automatica». Il tempo di registrazione massimo è 30 secondi.
- Un pulsante «Memorizza,
8
che consente la registrazione dei cordoni di saldatura.
- E una funzione di zoom
9
per ingrandire il graco (fare riferimento alla sezione «Funzione zoom» sotto).
Funzione zoom
Il software offre la possibilità di zoomare sull’oscilloscopio. Per farlo, cliccare sul pulsante «Zoom» (
9
Fig. 5) Una prima volta, appariranno 4
puntatori del graco (2 orizzontali e 2 verticali). Utilizzare questi puntatori per formare un rettangolo sulla zona da ingrandire (Fig. 6). Poi cliccare
di nuovo sul pulsante Zoom (g 7). Per ritornare alla visualizzazione normale è sufciente cliccare sul pulsante «Indietro».
Fig.6: Graco pre zoom Fig.7: Graco post zoom
15

16
VALIGIA DI CALIBRATURA CALIWELD
IT
ESTRAZIONE
Estrazione manuale
Per realizzare un’estrazione manuale, spuntare «Manuale» nella sezione «Estrai misurazioni». Appare allora una casella START (
7
g. 5) che diventa
una casella STOP quando l’estrazione è in corso. Per iniziare a registrare le misurazioni, attivare il dispositivo sia dal telecomando (
5
g.5), sia dal
dispositivo che sta saldando, poi ogni volta che si desidera l’estrazione, premere sulla casella
. Così si lancia una registrazione del cordone.
Per interrompere la registrazione, cliccare sulla casella
. Ripetere l’operazione no ad ottenere il cordone o il numero di registrazioni desiderato.
Estrazione automatica
L’estrazione può essere eseguita in modo automatico spuntando la casella «Estrai Auto» (
6
g. 5). Regolare all’inizio i parametri di saldatura. Come
per la modalità «Multimetro» si ritrovano nei parametri dell’estrazione automatica gli elementi sotto elencati:
Soglia di innesco : Valore di corrente al di sopra del quale si avia l’acquisizione.
Tempo interpunto : Tempo tra 2 punti di saldatura. La registrazione s’interrompe oltre questa durata.
Cliccare su
per confermare i parametri.
Fig.8: Parametri di cattura Auto
Il funzionamento della modalità automatica dell’oscilloscopio è la stessa di quello del multimetro. Per prima cosa, attivare il dispositivo sia tramite
telecomando
(
5
g.5) sia lanciando na saldatura. Poi cliccare sul pulsante
(
7
g. 5). Il programma registra tutti i cordoni dal momento in cui
l’intensità è superiore a quella scelta come soglia d’ innesco. Esso interrompe la registrazione del cordone quando l’intensità è inferiore a quella della
soglia di innesco. Due eventi interrompono le misurazioni : l’utilizzatore clicca sul pulsante
(
7
g. 5) o la registrazione raggiunge i 30secondi.
REGISTRAZIONE & STAMPA
Alla ne della registrazione, è possibile memorizzare e visualizzare le registrazioni dell’oscilloscopio (no a 10 curve max). E’ sufciente cliccare sul
pulsante (
8
g. 5), denominare la registrazione e cliccare su . Cliccare sulla casella per convalidare la registrazione.
Fig.9: nestra di aggiunta salvataggio
I salvataggi effettuati possono essere aperti di nuovo. Cliccare sul menù «Salvataggi», poi «Apri». La nestra qui sotto si apre. (Fig.10).

17
VALIGIA DI CALIBRATURA CALIWELD
IT
Fig.10: Lista dei salvataggi
Per aprire un salvataggio già effettuato, selezionalo facendo clic su di esso, quindi fai clic sulla casella .
Per eliminare un salvataggio, selezionalo cliccando su di esso, quindi fai clic sulla casella .
Per eliminare tutti i salvataggi, fai clic sulla casella .

18
VALIGIA DI CALIBRATURA CALIWELD
IT
LA MODALITÀ VALIDAZIONE
DESCRIZIONE (FIG.11 : PAG. CALIBRATURA)
Fig.11:pagina di calibratura
La validazione di un prodotto si effettua obbligatoriamente su carico resistivo.
Prima di avviare la validazione, seguire la procedura di verica della saldatrice e del carico resistivo (appen-
dice pagina 24)
Questa modalità convalida le prestazioni del prodotto e fornisce un rapporto di convalida che indica la conformità o la non conformità con lo standard
EN50504.
Per convalidare le prestazioni di un prodotto, è necessario eseguire un’acquisizione di misura in base a uno scenario già esistente o crearne uno nuovo.
Gli scenari di calibrazione per le saldatrici GYS e IMS sono forniti con la valigia CALIWELD. Quando si utilizza una saldatrice di un altro produttore, è
possibile creare e modicare a piacimento gli scenari. L’unica condizione è che lo standard EN50504 (p.6) sia rispettato alla ne della sua convalida.
Alcuni prodotti di tipo sinergico hanno bisogno di scenari particolari per evitare tutti i rischi di misura errata
(cattura in modalità manuale, congurazioni particolari...) Per ulteriori informazioni su questi prodotti,
consultare l’Appendice pag. 30.
La prima pagina del modo «Validazione» è la pagina di calibratura. Lo scenario che consente la validazione è determinato. Sono da completare i
seguenti campi :
- Il «numero di serie» del prodotto
1
.a
- Il «numero di identicazione»
1
.b : identicazione della macchina del cliente
- Una sezione «Prodotto»
2
che, una volta compilata, compilerà automaticamente la sezione «Informazioni».
La casella «Nr. Dispensatore» deve essere selezionata se la bobina è separata dalla saldatrice.
- Una sezione «Informazioni»
3
si compila automaticamente, tranne il campo «tensione alimentazione» e «U0 macchina» che devono essere
compilate dall’utilizzaore. «U0 macchina» rappresenta la tensione a vuoto, essa deve essere misurata preventivamente con un multimeltro o il
caliweld se l’utilizzatore spunta la casella di visualizzazione (tensione).
- Una sezione «Canali»
4
, permette di selezionare i canali prima di essere misurati durante la validazione. Spunta sulla casella «Sorgente» sulla
colonna «Sorgente».
Nota: quando si utilizza un’estensione con display digitale, è consigliabile selezionare la casella «display». La misura del software e la visualizzazione
del valore indicato sull’articolo possono essere confrontati (una casella «Voltaggio U0 appare nella sezione» Informazioni «).
- Una sezione «Elenco dei punti»
5
(vedere la sezione «Nel caso di una creazione di uno scenario»).
- Una sezione «Parametri»
6
per scegliere la classe e il tipo di precisione (vedi riquadro grigio p.19).
- Una sezione «Perdite dei cavi»
7
per fornire informazioni sulla caduta di tensione relativa ai cavi.
NEL CASO DI UNO SCENARIO DISPONIBILE
Il software è fornito con scenari già registrati per i dispositivi della marca GYS o IMS. Se l’utilizzatore possiede uno di questi modelli, può utilizzare lo
scenario corrispondente e disponibile sul software e sul sito internet (gli aggiornamenti di queste schede prodotto sono disponibili sul sito internet
www.gys.fr). La base dei dati può essere importata o direttamente creata nel software (Attenzione : l’importazione d’una base di dati causa la perdita
di scenari esistenti. Assicuratevi di effettuare questa importazione ai primi utilizzi).
Per ottenere lo scenario corrispondente al modello che dev’essere validato, restare sulla pagina calibratura della modalità «Validazione». Inserire
il n° di serie del dispositivo di saldatura
1
. Poi completare le informazioni nella sezione «Prodotto»
2
. Le sezioni della pagina calibratura si
aggiornano automaticamente.
Ogni qualvolta uno degli elementi dello scenario deve essere modicato, cliccare sulla casella «Aggiungi/Modica Scenario»
7
e lo si modica
(vedere parte «Nel caso di una creazione di scenario»).

19
VALIGIA DI CALIBRATURA CALIWELD
IT
Parametri del carico resistivo (vedere manuale carico resistivo) secondo norma EN50504
Classe di convalida : la classe di convalida può essere «Standard» o «di Precisione».
Classe Standard : ± 10% del valore reale tra 25 e 100% della regolazione massima.
± 2,5% della regolazione massima tra 0 e 25% della regolazione massima.
Classe di Precisione: ± 2,5% del valore reale fra 40 e 100% della regolazione massima.
± 1% della regolazione massima fra 0 e 40% della regolazione massima.
Tipo di validazione : il tipo di validazione può essere di tipo «consistenza» o «precisione».
Tipo Consistenza : Validazione su un apparecchio con regolazione tramite potenziometro
Tipo Precisione : Validazione su un apparecchio con regolazione tramite schermo digitale
NEL CASO DI UNA CREAZIONE DI SCENARIO
Le informazion si aggiornano manualmente. In questo caso, cliccare su «Aggiunta/Modica Scenario»
7
.
La pagina «Scenario» si apre :
Fig.12: pagina scenario
Per creare un nuovo scenario :
- Partendo da uno scenario esistente : aprire a pagina «Aggiunta/Modica Scenario» dello scenario esistente, poi memorizzare lo scenario modi-
cato sotto un altro nome (a seconda del modello o del fabbricante per es.).
- Partendo da uno scenario vergine : riempire i campi sotto-riportati(fare attenzione a: MAIUSCOLE, minuscole e spazi e i campi sono limitati a
20 caratteri) :
8
-
Fabbricante :
fabbricante del prodotto.
-
Modello :
nome del prodotto.
-
Procedimento :
MMA - TIG - MIG/MAG
-
Tipo di apparecchio :
dispositivo di saldatura
-
Funzione dell’apparecchio :
sorgente di corrente, sorgente di tensione, trainalo, ussometro...
-
Canali :
scelta dei canali necessari alla validazione dello scenario.
-
Schermo :
opzione che permette di comparare la misurazione del software con quella dello schermo del dispositivo di saldatura.
-
«TRMS» :
scelta del modo di prendere le misurazioni (TRMS, Media, Istantanea. - cf p.11 modo Multimetro - Parte Descrizione)
-
Intervallo di prova :
corrispondente alle prestazioni del prodotto (max/min) : tensione a vuoto, corrente, velocità lo e usso (se
ussometro). Per il massimo, far riferimento ai valori riportati sulla targhetta segnaletica. Per il minimo, il riferimento sono i
valori forniti dal dispositivo.
-
Pulsante «Auto» :
Inserire corrente o tensione e cliccare sul pulsante «Auto». La lista dei punti si crea automaticamente.
-
-
Classe di precisione : Standard / Precisione,in base al grado di precisione richiesto per la convalida.
-
Tipo :
- Consistenza : in caso di assenza di visualizzazione sul dispositivo (regolazione del potenziometro).
- Precisione : in caso di dispositivo provvisto di schermo digitale.
-
Elenco dei punti :
determina i valori sui quali vengono effettuate le misurazioni (p.20).
- La casella «Aggiungi» permette d’aggiungere dei punti manualmente.
- La casella «Auto» genera 5 punti automaticamente partendo dalle informazioni indicate nell’intervallo di prova. Appena creato il
primo punto, appaiono due caselle, la casella «Modica» che permette la modica di un punto e la casella «Elimina» che permette
di eliminare un punto.
-
Eliminare :
eliminare lo scenario.
-
Memorizzare :
registrare lo scenario.
-
Ritorno :
permette di uscire dalla pagina «scenario».
9
10
11
11
. 1
12
13
14
15
16

20
VALIGIA DI CALIBRATURA CALIWELD
IT
Tutti i criteri sono imposti dalla norma EN 50504. I campi, di conseguenza, devono tutti essere indicati.
Come creare il proprio scenario ?
• Cominciare a riempire i campi delle sezioni «Prodotto»
8
e «Informazioni».
9
.
• Successivamente selezionare i canali da misurare nella rubrica.
10
. Se l’apparecchio è dotato di una visualizzazione numerica indicante il valore
del canale selezionato, spuntare la casella «Visualizzazione».
• Selezionare poi le sezioni
11
e
12
. La parte «Intervallo prova» è importante poiché contiene le informazioni che permetteranno la realizzaaione
della lista dei punti.
• Cliccare sul pulsante «Auto» della sezione «Lista dei punti»
13
.
• 5 punti montanti si creano automaticamente, successivamente due opzioni sono disponibili:
• - I punti sono appropriati, in questo caso passare all’avviamento.
• - I punti non sono appropriati, in questo caso posizionarsi sul punto da correggere e cliccare sulla scheda «Modica». La pagina «Modica punti»
(Fig. 13) si apre.
Fig. 13: Pagina modica punto
Inserire i valori desiderati per ogni campo e cliccare su
. Devon essere inseriti 5 punti di misurazione, il software gestisce la parte in salita (dal
minimo al massimo) e la creazione dei punti discendendenti (appena raggiunto il massimo, il computer rifà automaticamente i 5 punti dal massimo
al minimo). Per eliminare un punto cliccare sul pulsante «Canc».
Eliminare uno scenario è un’operazione irreversibile. E’ impossibile ritrovare uno scenario eliminato. Fare
regolarmente dei salvataggi.
Memorizzazione dello scenario
Una volta creata la lista dei punti, la creazione dello scenario è terminata, cliccare su «Memorizza» (n°
15
g. 12) (lo scenario integra la base di
coordinate del software) per salvare e «Indietro» per uscire. (n°
16
g. 12)
AVVIAMENTO
La pagina «calibraura» dev’essere interamente completata prima di avviare la validazione.
Fig.14: Pagina «calibrazione» completata
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35



































GYS Validation case WPS/WPQR FOR STANDARD EN1090 Manuale del proprietario
- Tipo
- Manuale del proprietario
- Questo manuale è adatto anche per
Documenti correlati
-
GYS RESISTIVE LOAD - 550A at 3% Scheda dati
-
GYS RESISTIVE LOAD - 320A at 100% (MIG) Scheda dati
-
-
GYS CALIWELD CALIBRATION CASE WPS/WPQR FOR STANDARD EN1090 Scheda dati
-
-
-
-
-
GYS SAM-1N (Numerical Smart Automation Module) Scheda dati
-