ESAB LUA 400 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente

Valid from serial no. 535--xxx--xxxx0456 053 027 020311
LUA 400
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 12..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 4.......................................................
2.1 Îáëàñòè ïðèìåíåíèÿ. 5....................................................
2.2 Ðó÷íàÿ äóãîâàÿ ñâàðêà (ÌÌÀ). 5............................................
2.3 Ïîëóàâòîìàòè÷åñêàÿ ñâàðêà â çàùèòíûõ ãàçàõ ( MIG/MAG). 5.................
2.4 Àðãîíî-äóãîâàÿ ñâàðêà íåïëàâÿùèìñÿ ýëåêòðîäîì ( TIG ). 5.................
3 Òåõíè÷åñêîå îïèñàíèå 6............................................
3.1 Ñèñòåìà óïðàâëåíèÿ 6.....................................................
3.2 ÒÅÕÍÈ×ÅÑÊÈÅ ÄÀÍÍÛÅ 7.................................................
4 ÏÎÄÃÎÒÎÂÊÀ Ê ÐÀÁÎÒÅ 8..........................................
Ðåãóëèðóþùèå óñòðîéñòâà íà ïåðåäíåé ïàíåëè LUA: 8.............................
Ðåãóëèðóþùèå óñòðîéñòâà íà çàäíåé ïàíåëè LUA: 8...............................
5 ÐÀÁÎÒÀ ÓÑÒÀÍÎÂÊÈ 9..............................................
Óñòðîéñòâà áåçîïàñíîé ðàáîòû 9.................................................
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ 10.................................
ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 10.....................................................
7 ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 10..............................................
LUA 400 â ìóëüòèâîëüòàæíîì èñïîëíåíèè. 10.......................................
Ïóëüòû äèñòàíöèîííîãî óïðàâëåíèÿ (ÄÓ) 10........................................
Ïîäêëþ÷åíèÿ è óäëèíèòåëè êàáåëÿ 11..............................................
Äîïîëíèòåëüíûå ïðèíàäëåæíîñòè LUA: 11.........................................
ÑÕÅÌÀ 21..............................................................
ÑÏÈÑÎÊ ÇÀÏÀÑÍÛÕ ×ÀÑ ÒÅÉ 22........................................

bu07d2r -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
ÏÐÎ×ÒÈÒÅ È ÏÎÉÌÈÒÅ ÈÍÑÒÐÓÊÖÈÞ ÏÎ ÝÊÑÏËÓÀÒÀÖÈÈ ÏÅÐÅÄ ÒÅÌ, ÊÀÊ ÏÎÄÊËÞ×ÈÒÜ
ÎÁÎÐÓÄÎÂÀÍÈÅ È ÍÀ×ÀÒÜ ÐÀÁÎÒÓ
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÎÊÐÓÆÀÞÙÈÕ !
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
ÄÓà ÎÂÀß ÑÂÀÐÊÀ È ÐÅÇÊÀ ÌÎÃÓÒ ÏÐÈ×ÈÍÈÒÜ ÂÐÅÄ ÂÀÌ È ÎÊÐÓÆÀÞÙÈÌ. ÏÐÈÌÈÒÅ
ÍÅÎÁÕÎÄÈÌÛÅ ÌÅÐÛ ÁÅÇÎÏÀÑÍÎÑÒÈ ÏÐÈ ÏÐÎÂÅÄÅÍÈÈ ÑÂÀÐÎ×ÍÛÕ ÐÀÁÎÒ.
ÎÇÍÀÊÎÌÜÒÅÑÜ Ñ ÒÅÕÍÈÊ ÎÉ ÁÅÇÎÏÀÑÍÎÑÒÈ, ÐÀÇÐÀÁÎÒÀÍÍÎÉ ÍÀ ÂÀjÅÌ ÏÐÅÄÏÐÈßÒÈÈ.
ÏÎÐÀÆÅÍÈÅ ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ ÎÏÀÑÍÎ ÄËß ÆÈÇÍÈ !
S Óñòàíîâèòå è çàçåìëèòå ñâàðî÷íûé àïïàðàò â ñîîòâåòñòâèè ñ ïðèìåíÿåìûìè ñòàíäàðòàìè.
S Íå êàñàéòåñü îãîëåííûõ ýëåêòðè÷åñêèõ ÷àñòåé èëè ýëåêòðîäîâ ãîëûìè ðóêàìè, ìîêðûìè ïåð÷àòêàìè
èëèìîêðîéîäåæäîé.
S Èçîëèðóéòå ñåáÿ îò çåìëè è çàãîòîâêè.
S Îáåñïå÷üòå áåçîïàñíîñòü íà ñâîåì ðàáî÷åì ìåñòå.
ÑÂÀÐÎ×ÍÛÅ ÄÛÌÛ È ÀÝÐÎÇÎËÈ - ìîãóò áûòü îïàñíû äëÿ çäîðîâüÿ.
S Ñòàðàéòåñü, ÷òîáû âàøà ãîëîâà íàõîäèëàñü âíå çîíû äûìà..
S Èñïîëüçóéòå âåíòèëÿöèþ è äûìîîòñîñû äëÿ óäàëåíèÿ äûìîâ è àýðîçîëåé èç çîíû äûõàíèÿ è
îêðóæàþùåãî ïðîñòðàíñòâà
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ - ìîæåò íàíåñòè âðåä ãëàçàì è êîæå.
S Çàùèùàéòå âàøè ãëàçà è êîæó. Èñïîëüçóéòå ìàñêó ñ ïðàâèëüíî ïîäîáðàííûì çàùèòíûìñòåêëîì è
ñïåöîäåæäó
S Çàùèùàéòå îêðóæàþùèõ ïîñðåäñòâîì ñòåíîê è çàíàâåñîê.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû ïðè ñâàðêå ìîãóò ñòàòü ïðè÷èíîé ïîæàðà. Îáåñïå÷üòå îòñóòñòâèå ïîæàðîîïàñíûõ ìàòåðèàëîâ
â áëèçëåæàùåé çîíå.
ØÓÌ - Ïîâûøåííûé øóì ìîæåò ïîâðåäèòü ñëóõ
S Çàùèòèòå ñâîè óøè ñ ïîìîùüþ íàóøíèêîâ èëè áåðóøåé.
S Ïðåäóïðåäèòå î ðèñêå îêðóæàþùèõ.
ÑÁÎÉ Â ÐÀÁÎÒÅ - Ïðè ñáîÿõ â ðàáîòå îáðàòèòåñü çà ïîìîùüþ ê ñïåöèàëèñòó.
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
Ýòî îáîðóäîâàíèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ.
Ïðè ïðèìåíåíèè â äîìàøíèõ óñëîâèÿõ îíî ìîæåò âûçâàòü ðàäèîïîìåõè.
Îòâåòñòâåííîñòü íåñåò ïîëüçîâàòåëü îáîðóäîâàíèÿ.
2 ÂÂÅÄÅÍÈÅ
LUA-400 óíèâåðñàëüíûé câàðî÷íûé âûïðÿìèòåëü èíâåðòîðíîãî òèïà,
ïðåäíàçíà÷åííûéäëÿðó÷íîéäóãîâîéñâàðêèøòó÷íûìèýëåêòðîäàìè,
àðãîíî-äóãîâîé ñâàðêè, ïîëóàâòîìàòè÷åñêîé ñâàðêè â çàùèòíûõ ãàçàõ è
âîçäóøíî-äóãîâîé ñòðîæêè. Ñîáðàííûé íà ñîâåðøåííîé ýëåìåíòíîé áàçå,
LUA-400 îáåñïå÷èâàåò âûñîêóþ ñêîðîñòü óïðàâëåíèÿ ïàðàìåòðàìè ñâàðêè ,
íèçêóþ ïîòðåáëÿåìóþ ìîùíîñòü ïðåêðàñíûå ñâàðî÷íûå õàðàêòåðèñòèêè è
êîìïåíñàöèþ êîëåáàíèé ñåòåâîãî íàïðÿæåíèÿ.
Ñîçäàííûé, êàê èñòî÷íèê èíâåðòîðíîãî òèïà, LUA-400 èìååò íåáîëüøèå
ðàçìåðû è âåñ. Òàáëè÷êà ñ óêàçàíèåì ñõåì ñîåäèíåíèé íàõîäèòñÿ íà çàäíåé
ñòåíêå èñòî÷íèêà ïèòàíèÿ. LUA-400 ñíàáæåí äâóìÿ ðó÷êàìè, ñîåäèíèòåëüíûìè
áîëòàìè è êàáåëüíûìè ðàçú¸ìàìè.

bu07d2r -- 5 --
2.1 Îáëàñòè ïðèìåíåíèÿ.
LUA-400 èäåàëüíûé âûáîð äëÿ òåõ , êîìó íóæåí óíèâåðñàëüíûé ñâàðî÷íûé
âûïðÿìèòåëü. Íà áàçå èñòî÷íèêà ïèòàíèÿ LUA-400 ìîæíî, èñïîëüçóÿ äðóãèå
ñòàíäàðòíûå êîìïîíåíòû ôèðìû “ ESAB”, ñîçäàâàòü óñòàíîâêè äëÿ
ðàçëè÷íûõ ñïîñîáîâ ñâàðêè (TIG, MMA, MIG/MAG).
Íàñòîÿùàÿ èíñòðóêöèÿ ñîäåðæèò îïèñàíèå LUA-400 òîëüêî, êàê èñòî÷íèêà
ïèòàíèÿ. ( Äîïîëíèòåëüíûå äàííûå äëÿ êîìïëåêòàöèè ñâàðî÷íûõ óñòàíîâîê
ìîæíî óâèäåòü â ðàçäåëå “ Ïðèíàäëåæíîñòè “).
2.2 Ðó÷íàÿ äóãîâàÿ ñâàðêà (ÌÌÀ).
Ïîâûøåííîå íàïðÿæåíèå õîëîñòîãî õîäà îáåñïå÷èâàåò ëåãêîå è ïëàâíîå
âîçáóæäåíèå äóãè è ïîìîãàåò èçáåãàòü “ïðèìåðçàíèÿ” ýëåêòðîäà â íà÷àëå
ñâàðêè. Åñëè âñ¸-òàêè ýòî ïðîèçîøëî, òî âåëè÷èíà ñâàðî÷íîãî òîêà
àâòîìàòè÷åñêè óìåíüøèòñÿ è ýëåêòðîä ìîæíî áóäåò áåç òðóäà îòäåëèòü îò
èçäåëèÿ è íåìåäëåííî âîçîáíîâèòü ñâàðêó. Ýòî ñâîéñòâî LUA-400
ñïîñîáñòâóåò óëó÷øåíèþ êà÷åñòâà ñâàðêè êîðíåâûõ øâîâ è ïîìîãàåò
ñîõðàíÿòü ýëåêòðîäû.
2.3 Ïîëóàâòîìàòè÷åñêàÿ ñâàðêà â çàùèòíûõ ãàçàõ ( MIG/MAG).
Ïðè ïîëóàâòîìàòè÷åñêîé ñâàðêå èñòî÷íèê ïèòàíèÿ LUA-400 äîëæåí
äîïîëíèòåëüíî êîìïëåêòîâàòüñÿ ïîäàþùèì ìåõàíèçìîì, ãîðåëêîé è ãàçîâûì
áàëëîíîì. Èñïîëüçîâàíèå ïîñëåäíèõ äîñòèæåíèé â îáëàñòè ýëåêòðîíèêè
ïîçâîëÿþò ñîçäàâàòü ïåðâîêëàññíûå, êîìïàêòíûå è íàäåæíûå óñòàíîâêè
ïîëóàâòîìàòè÷åñêîé ñâàðêè.
Âûáðàâ òî, ÷òî íåîáõîäèìî èç øèðîêîãî ïåðå÷íÿ ïðèíàäëåæíîñòåé ôèðìû
“ESAB”:
ïîäàþùèé ìåõàíèçì, ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ, áàëàíñèð , áëîê
âîäÿíîãî îõëàæäåíèÿ è ò.ä. Âû ïîëó÷àåòå ñèñòåìó ïîëóàâòîìàòè÷åñêîé
ñâàðêè , óäîâëåòâîðÿþùóþ Âàøèì ïîòðåáíîñòÿì. Áîëåå ïîäðîáíî î
êîìïëåêòàöèè ïîëóàâòîìàòè÷åñêèõ ñèñòåì è âûáîðå ïðèíàäëåæíîñòåé cì.
ñïåöèàëüíóþ áðîøþðó.
2.4 Àðãîíî-äóãîâàÿ ñâàðêà íåïëàâÿùèìñÿ ýëåêòðîäîì ( TIG ).
Ñêîìïëåêòîâàâ LUA-400 äîïîëíèòåëüíî áëîêîì TIG-AID è ãîðåëêîé TIG, Âû
ïîëó÷èòå ïðîôåññèîíàëüíóþ ñèñòåìó àðãîíî-äóãîâîé ñâàðêè íåïëàâÿùèìñÿ
ýëåêòðîäîì. LUA-400 ïîçâîëÿåò âåñòè ñâàðêó íà ìèíèìàëüíûõ òîêàõ îò 15À,
÷òî îñîáåííî âàæíî ïðè ñâàðêå òîíêîëèñòîâûõ êîíñòðóêöèé.
Âî âðåìÿ ñâàðêè ìåòîäîì TIG ôóíêöèè “ìÿãêîãî ñòàðòà” è “àíòèïðèìåðçàíèÿ”
äîëæíû áûòü âûêëþ÷åíû. Ýòî äîñòèãàåòñÿ óñòàíîâêîé ïåðåêëþ÷àòåëÿ â
ïîëîæåíèå TIG-ñâàðêè.

bu07d2r -- 6 --
3 Òåõíè÷åñêîå îïèñà íèå
Èíâåðòîðíûå ïðåîáðàçîâàíèÿ ïðîèñõîäÿò ñëåäóþùèì îáðàçîì:
Ïåðåìåííûé 3-õ ôàçíûé òîê ïèòàþùåé ñåòè ïðåîáðàçóåòñÿ â ïîñòîÿííûé , à
çàòåì îáðàòíî â ïåðåìåííûé , íî ñ ãîðàçäî áîëåå âûñîêèìè çíà÷åíèÿìè
÷àñòîòû, ïîñëå ÷åãî ñâàðî÷íûé òîê ñíîâà ÷åðåç âûïðÿìèòåëü ïðåîáðàçóåòñÿ â
ïîñòîÿííûé. Âåñü öèêë ïðåîáðàçîâàíèé óïðàâëÿåòñÿ ýëåêòðîííîé ïëàòîé, ÷òî
îáåñïå÷èâàåò òðåáóåìûå ñòàòè÷åñêèå õàðàêòåðèñòèêè è äèíàìè÷åñêèå
ïàðàìåòðû èñòî÷íèêà ïèòàíèÿ LUA-400.
LUA-400 ñîñòîèò èç ñëåäóþùèõ áëîêîâ:
S Áëîê óïðàâëåíèÿ ðàñïîëîæåí íàâåðõó è ñîñòîèò èç óïðàâëÿþùåé
ìèêðîñõåìû è ýëåêòðîííûõ ðåãóëèðóþùèõ óñòðîéñòâ.
S Âåíòèëÿöèîííûé îòñåê ñîñòîèò èç âåíòèëÿòîðà è ñèëîâîãî ðåçèñòîðà.
SÏðî÷èå êîìïîíåíòû, êîòîðûå óñëîâíî äåëÿòñÿ íà ñåòåâûå êîìïîíåíòû è
êîìïîíåíòû ñâàðî÷íîé öåïè.
3.1 Ñèñòåìà óïðàâëåíèÿ
Óïðàâëåíèå ðàáîòîé LUA-400 îñóùåñòâëÿåòñÿ ñîâðåìåííîé ýëåêòðîíèêîé, ÷òî
äà¸ò âîçìîæíîñòü ïîëó÷èòü ïðåêðàñíûå ñòàòè÷åñêèå è äèíàìè÷åñêèå
õàðàêòåðèñòèêè, à òàêæå âûñîêèé ê.ï.ä. è êîýôôèöèåíò ìîùíîñòè , íèçêèé
ìèíèìàëüíûé òîê ñâàðêè, îáåñïå÷èâàåò “ íåïðèìåðçàíèå” ýëåêòðîäà,
âîçìîæíîñòü èñïîëüçîâàíèÿ ïóëüòà äèñòàíöèîííîãî óïðàâëåíèÿ, à òàêæå
êîìïåíñàöèþ êîëåáàíèé ñåòåâîãî íàïðÿæåíèÿ è ò.ä.

bu07d2r -- 7 --
3.2 ÒÅÕÍÈ×ÅÑÊÈÅ ÄÀÍÍÛÅ
Äèàïàçîí ñâàðî÷íîãî òîêà 15 A/20 V - 400 A/36 V
ïðè ñâàðêå TIG 15-400 A
ïðè ñâàðêå ÌÌÀ 20-400 A
ïðè ñâàðêå MIG/MAG 45-400 A
Äîïóñòèìàÿ íàãðóçêà
ïðè ñâàðêå ÌÌÀ
ïðè ÏÂ 35% 400 A/36 V
ïðè ÏÂ 60% 315 A/32.6 V
ïðèÏÂ100% 150A/26V
ïðè ñâàðêå TIG
ïðè ÏÂ 35% 400 A/26 V
ïðè ÏÂ 60% 315 A/22.6 V
ïðè ÏÂ 100% 250 A/20 V
ïðè ñâàðêå MIG/MAG
ïðè ÏÂ 35% 400 A/34 V
ïðè ÏÂ 60% 315 A/30 V
ïðè ÏÂ 100% 200 A/24 V
Íàïðÿæåíèå õîëîñòîãî õîäà 65-75 V
Ìîùíîñòü õîëîñòîãî õîäà 0.06 kW
Êîýôôèöèåíò ìîùíîñòè l 0.94
Ê.Ï.Ä. h 0.80
Êëàññ çàùèòû IP 23
Êëàññ ïðèìåíåíèÿ
Âåñ 48 kg
Õàðàêòåðèñòèêà ïèòàþùåé ñ åòè
Íàïðÿæåíèå (Â)
3x230 3x400 3x415 3x440 3x500 3x550
×àñòîòà (Hz) 50/60 50/60 50 60 50 60
Òîê ïåðâè÷íîé öåïè (A) 40 26 25 18 19 15
Ïðåäîõðàíèòåëü (A) 35 20 20 20 20 20
Ñå÷åíèå êàáåëÿ (ìì
2
) 4x6 4x2.5 4x2.5 4x2.5 4x2.5 4x2.5
Äàííûé âûïðÿìèòåëü óäîâëåòâîðÿåò òðåáîâàíèÿì ñòàíäàðòà IEC 974-1
Ñå÷åíèÿ êàáåëåé - ñîãëàñíî øâåäñêèõ ñòàíäàðòîâ.
Ñèìâîë îçíà÷àåò ÷òî óñòàíîâêà ïðèãîäíà ê ïðèìåíåíèþ â óñëîâèÿõ ñ
ïîâûøåííîé ýëåêòðîîïàñíîñòüþ.
Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷åíî äëÿ íàðóæíûõ è
âíóòðåííèõ ðàáîò.

bu07d2r -- 8 --
4 ÏÎÄÃÎÒÎÂÊÀ Ê ÐÀÁÎÒÅ
Óáåäèòåñü â òîì, ÷òî âûïðÿìèòåëü ïîäñîåäèíåí ê ïèòàþùåé ñåòè
ñîîòâåòñòâóþùåãî íàïðÿæåíèÿ. Íîìèíàëüíîå íàïðÿæåíèå ïèòàíèÿ
òð¸õôàçîâîé ñåòè óêàçàíî íà òàáëè÷êå, ïðèêðåïë¸ííîé ê çàäíåé ñòåíêå
óñòàíîâêè.
Âûïðÿìèòåëü LUA ïîñòàâëÿåòñÿ â êîìïëåêòå ñ ñåòåâûì êàáåëåì. Êàáåëü
ñîåäèíåí ñ âûâîäàìè L1, L2 è L3 íà òåðìèíàëüíîì áëîêå K11. Âåëè÷èíà
ôàçîâîé ÷àñòîòû íå èìååò çíà÷åíèÿ. Ïîäâîä êàáåëÿ íàõîäèòñÿ â ïðàâîì
íèæíåì óãëó çàäíåé ñòåíêè âûïðÿìèòåëÿ. Çàçåìëåíèå îñóùåñòâëÿåòñÿ
ñîãëàñíî äåéñòâóþùèì íîðìàì.
Ðåêîìåíäóåìîå ñå÷åíèå ñâàðî÷íîãî è âîçâðàòíîãî êàáåëåé 50 ìì
2
.
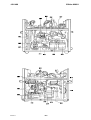
Ðåãóëèðóþùèå óñòðîéñòâà íà ïåðåäíåé ïàíåëè LUA :
1. Ñåòåâîé âûêëþ ÷àòåëü
2. Áåëàÿ êîíòðîë üíàÿ ëàìïà, çàãî
ðàþùàÿñÿ ïðè âê ëþ÷åíèè âûïðÿì èòåëÿ.
3. Æåëòàÿ êîíòðî ëüíàÿ ëàìïà, çàã
îðàþùàÿñÿ ïðè ï åðåãðåâå óñòàí îâêè.
4. Ïåðåêëþ÷àòåë ü âûáîðà âèäà ñâ
àðêè( MIG/MAG, ÌÌÀ èëè TIG).
5. Ðó÷êà ðåãóëèð îâêè âåëè÷èíû ñ
âàðî÷íîãî òîêà . Çà ñ÷¸ò âñòðîåí íîãî
ïëàíåòàðí îãî ðåäóêòîðà ì îæíî ïðîèçâîäè
òü î÷åíü òî÷íóþ ïîäñòðîéêó. Ìåõ àíèçì
ñöåïëåíè ÿ ïðåäîõðàíÿåò îò ïîëîìîê ðåãó
ëÿòîð ïðè ðåçêè õ ïîâîðîòàõ ðó÷ êè âïðàâî èëè âë åâî.
6. Ïåðåêëþ÷àòåë ü óïðàâëåíèÿ ñ ï àíåëè âûïðÿìèò
åëÿ íà äèñòàíöè îííîå óïðàâëåí èå.
7. Ðàçú¸ì ïóëüòà äèñòàíöèîííîã î óïðàâëåíèÿ.
Ðåãóëèðóþùèå óñòðîéñòâà íà çàäíåé ïàíåëè LUA:
8. Ïðåäîõðàíèòå ëü àâòîìàòè÷åñ êîãî òèïà
äëÿ çà ùèòû îò ïåðåãðó çîê.
9. Ðàçú¸ì êàáåëÿ óïðàâëåíèÿ ïîä
àþùåãî ìåõàíèç ìà ïðè ïîëóàâòî
ìàòè÷åñêîé ñâà ðêå.
10. Ðàçú¸ì (220 Â) äëÿ ïîäêëþ÷åíèÿ áë
îêà âîäÿíîãî îõ ëàæäåíèÿ OCD1 èëè á
ëîêà TIG-AID àðãîíî-äó ãîâîé ñâàðêè.
11. Ïðåäîõðàíèòå ëè.
bu07d00
1
bu07d00
2

bu07d2r -- 9 --
5 ÐÀÁÎÒÀ ÓÑÒÀÍÎÂÊÈ
1. Âûïðÿìèòåëü äîëæåí áûòü óñòàíîâëåí ïðÿìî íà ðîâíîé ïîâåðõíîñòè.
2. Ïîñòàâüòå àâò îìàòè÷åñêèé ïð åäîõðàíèòåëü í à çàäíåé ñòåíêå â
ïîëîæåíèå I.
3. Ïîñòàâüòå ñåò åâîé âûêëþ÷àòå ëü â ïîëîæåíèå I. Ïðè ýòîì áåëàÿ ê
îíòðîëüíàÿ ëàì ïà äîëæíà çàãîð åòüñÿ è âåíòèëÿ òîð âêëþ÷èòüñÿ
4. Ïðîâåðüòå, ÷òî áû íå áûëî îãðàí è÷åíèé äëÿ äîñò óïà âîçäóõà â ñè
ñòåìó âåíòèëÿö èè.
5. Ïîñòàâüòå ïåð åêëþ÷àòåëü âèä à ñâàðêè â òðåáó åìîå ïîëîæåíèå
( MIG/MAG, ÌÌÀ èëè TIG). Äëÿ ïîëóàâòîìàòè÷å ñêîé ñâàðêè (MIG/MAG) ñ
óùåñòâóåò 3 óñòà íîâêè: îò ”ñàìî é õîëîäíîé ” ñâàð êè (ïîëîæåíèå À) ä
î ”ñàìîé ãîðÿ÷åé ”(ïîëîæåíèå Ñ).
6. Ïðè ðó÷íîé äóã îâîé ñâàðêå (MMA) èë è àðãîíî-äóãîâî é ñâàðêå (TIG) óïðàâ
ëåíèå ïàðàìåòð àìè âåäåòñÿ ñ ïà íåëè èëè ñ ïóëüò à äèñòàíöèîííî
ãî óïðàâëåíèÿ ï ðè ñîîòâåòñòâó þùåì ïîëîæåíèè ïåðåêëþ÷àòåëÿ.
7. Äëÿ äèñòàíöèî ííîãî óïðàâëåí èÿ ïðîöåññîì ïî ëóàâòîìàòè÷åñê îé
ñâàðêè (MIG/MAG) ñ ïà íåëè ïîäàþùåãî ìåõàíèçìà ïåðå êëþ÷àòåëü âèäà
óïðàâëåíèÿ äîë æíû áûòü â ñîîòâ åòñòâóþùåì ïîë îæåíèè.
8. Òî÷íàÿ íàñòðî éêà âåëè÷èíû ñâ àðî÷íîãî òîêà ï ðîèçâîäèòñÿ ðó ÷êîé íà
ïåðåäíå é ïàíåëè èëè ïóë üòîì äèñòàíöèî ííîãî óïðàâëåí èÿ
(Ñì.Ñîîòâåòñò âóþùóþ èíñòðóê öèþ).
9. Ïðîâåðüòå ïðà âèëüíîñòü ïîäê ëþ÷åíèÿ ñâàðî÷ íîãî è âîçâðàòí îãî
êàáåëåé.
10. Òåïåðü âûïðÿì èòåëü ãîòîâ ê ðà áîòå.
Èíñòðóêöèè ïî ðàáîòå ñ ïîäàþùèì ìåõàíèçìîì è áëîêîì àðãîíî-äóãîâîé
ñâàðêè TIG-AID ïðèëàãàþòñÿ ê ñîîòâåòñòâóþùåìó îáîðóäîâàíèþ.
Óñòðîéñòâà áåçîïàñíîé ðàáîòû
Êàê îòìå÷àëîñü ðàíåå âûïðÿìèòåëü èìååò àâòîìàòè÷åñêèé ïðåäîõðàíèòåëü íà
çàäíåé ñòåíêå.
Ïðè ïåðåãðóçêàõ ýòîò ïðåäîõðàíèòåëü àâòîìàòè÷åñêè ñðàáàòûâàåò è îòêëþ÷àåò
ïèòàíèå âûïðÿìèòåëÿ.
Äëÿ ïðîäîëæåíèÿ ðàáîòû íåîáõîäèìî ïåðåêëþ÷èòü ïðåäîõðàíèòåëü â
ïîëîæåíèå I. Åñëè ñðàáàòûâàíèå ïðåäîõðàíèòåëÿ ïðîèñõîäèò ñëèøêîì ÷àñòî,
îáðàòèòåñü â ñåðâèñíóþ ñëóæáó.
Äëÿ çàùèòû îò ïåðåãðåâà âûïðÿìèòåëü èìååò âñòðîåííûé òåðìîñòàò,
ñðàáàòûâàþùèé ïðè ïðåâûøåíèè òåìïåðàòóðû âûøå äîïóñòèìîé. Ïðè ýòîì
îáåñòî÷èâàþòñÿ ñâàðî÷íûå êàáåëè è çàãîðàåòñÿ æ¸ëòàÿ êîíòðîëüíàÿ ëàìïà.
Ïðè ïîíèæåíèè òåìïåðàòóðû òåðìîñòàò àâòîìàòè÷åñêè âêëþ÷àåò
âûïðÿìèòåëü.

bu07d2r -- 1 0 --
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆ ÈÂÀÍÈÅ
 çàâèñèìîñòè îò óñëîâèé ðàáîòû âûïðÿìèòåëü íåîáõîäèìî ðåãóëÿðíî
ïðîäóâàòü ñóõèì ñæàòûì âîçäóõîì ïîíèæåííîãî äàâëåíèÿ. Â ïðîòèâíîì
ñëó÷àå ïðèòîê âîçäóõà â ñèñòåìó âåíòèëÿöèè ìîæåò íàðóøèòüñÿ, ÷òî ïðèâåä¸ò
ê ïåðåãðåâó óñòàíîâêè.
ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Ïðè çàêàçå çàïàñíûõ ÷àñòåé, ïîæàëóéñòà, óêàæèòå òèï óñòàíîâêè, ñåðèéíûé
íîìåð, íàçâàíèå è àðòèêóëüíûé íîìåð çàïàñíîé äåòàëè. Ýòî ïîìîæåò
óïðîñòèòü çàêàç è óñêîðèòü îòãðóçêó.
7 ÏÐÈÍÀÄËÅÆÍÎÑÒÈ
LUA 400 â ìóëüòèâîëüòàæíîì èñïîëíåíèè.
Ñòàíäàðòíîå èñïîëíåíèå LUA 400 ðàññ÷èòàíî íà ïîäêëþ÷åíèå ê ñåòè 380-415
Â. Ïîñëå óñòàíîâêè ñïåöèàëüíîãî ìîäóëÿ íàïðÿæåíèÿ LUA 400 ìîæåò áûòü
ïîäêëþ÷¸í ê ñåòè:
220/380/415/500 V - 50 Hz è
220/380/440/550 V - 60 Hz.
Ïóëüòû äèñòàíöèîííîãî óïðàâëåíèÿ (ÄÓ)
Çàêàçíîé ¹.
SPHB 1(ÄÓ) 367 317-880
SPHB 2 (ÄÓ) 367 318-880
SPHC 2 (ÄÓ) 367 620-880
SPHA 5(Èìïóëüñíûé áëîê)
ñ ðàçú¸ìîì Cannon 320 128-880
ñ ðàçú¸ìîì Burndy 367 970-880
SPHA 2 (áëîê Ãîðÿ÷åãî ñòàðòà) 367 601-880
SÏðîãðàììíûé áëîê PAB 6 367 308-880
SÁëîê çàâàðêè êðàòåðà PAC 8 367 305-880
SÊîðîòêîèìïóëüñíûé áëîê PAD 3 367 502-880

bu07d2r -- 1 1 --
Ïîäêëþ÷åíèÿ è óäëèíèòåëè êàáåëÿ
ê áëîêàì PHB 1, PHB 2, PHC 2, PHA 5 èëè PHA 2.
Çàêàçíîé ¹.
S5 ì ñîåäèíèòåëüíûé êàáåëü 367 144-881
S10 ì ñîåäèíèòåëüíûé êàáåëü 367 144-882
S25 ì ñîåäèíèòåëüíûé êàáåëü 367 144-883
S25 ì óäëèíèòåëüíûé êàáåëü 367 662-880
ê áëîêàì PAB 6, PAC 8, PAD 3.
S5 ì, 367 144-884
S10 ì, 367 144-885
S16 ì, 367 144-886
Áëîê âûêëþ÷àòåëÿ
Síåïðåðûâíîãî âêëþ÷åíèÿ 321 170-880
Sêàáåëüíîãî ñîåäèíåíèÿ 321 170-881
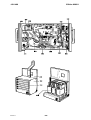
Äîïîëíèòåëüíûå ïðèíàäëåæíîñòè LUA:
Çàêàçíîé ¹.
SÒåëåæêà âûïðÿìèòåëÿ 365 187-880
SÒåëåæêà äëÿ ïîëóàâòîìàòà LUA (Basic)
Òåëåæêà äëÿ ïîëóàâòîìàòà 367 360-882
SLUA (Ñ áëîêîì âîäÿíîãî îõëàæäåíèÿ) 367 360-880
S Òåëåæêà ìóëüòèñèñòåìíàÿ ”JUMBO”
(Ñ áëîêîì âîäÿíîãî îõëàæäåíèÿ è
ïðèñòàâêîé TIG-AID) 367 360-881
STIG-AID I òåëåæêà 365 075-880

ENGLISH
TOCe
-- 1 2 --
1SAFETY 13...........................................................
2 INTRODUCTION 13...................................................
2.1 Applications 14..............................................................
2.2 Manual welding 14...........................................................
2.3 MIG/MAG welding 14.........................................................
2.4 TIG welding 14...............................................................
3 TECHNICAL DESCRIPTION 15.........................................
3.1 Control system 15............................................................
3.2 TECHNICAL DATA 16........................................................
4 INSTALLATION 17....................................................
Controls on front panel of LUA: 17....................................................
Controls at rear of LUA: 17..........................................................
5 OPERATION 18.......................................................
Safety devices 18..................................................................
6 MAINTENANCE 19....................................................
Ordering spare parts 19.............................................................
7 ACCESSORIES 19....................................................
LUA 400 multi--voltage version. 19....................................................
Remote control 19..................................................................
Connection and extension cables 20..................................................
Optional accessories for LUA include: 20..............................................
DIAGRAM 21............................................................
SPARE PARTS LIST 22...................................................

-- 1 3 --bu07d2e
1SAFETY
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from your breathing zone and
the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect y our eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect y our ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING
This product is intended for industrial use. In a domestic environment this
product may cause radio interference. It is the user’s responsibility to take
adequate precautions.
2 INTRODUCTION
LUA 400 is a welding rectifier built on the inverter principle and designed for welding
with coated electrodes, TIG welding, semi--automatic welding and arc air gouging.
Advanced electronics permit rapid control, low energy consumption, excellent
welding characteristics and compensation for mains voltage fluctuation.
Inverter technology contributed to the low weight and compact dimensions of the
unit. The rating plate and connection information are located at the rear of the LUA.
LUA is supplied with two handles, connecting bolts, Allen key and cable couplings.

-- 1 4 --
bu07d2e
2.1 Applications
LUA 400 is the ideal choice for those who require a single power source that permits
the use of all welding methods.
The basic unit, the LUA 400 power source, can be combined with ESAB standard
components to cr eate a complete system for MIG/MAG, m anual or TIG welding. This
instruction manual only describes the LUA 400 power source. (Order numbers for
complementary equipment can be found in the ”Accessories” section).
2.2 Manual welding
The high open circuit voltage and a carefully chosen ”start puff” at the beginning of
welding ensure a smooth start to the welding cycle and easy striking of electrodes.
The ”anti--freeze feature” of LUA greatly reduces the risk of the electrode sticking to
the work piece. If however the electrode does stick then the welding current is
automatically reduced so that the electrode can be freed without damage and
welding can continue immediately. This feature facilitates the welding of root beads
in particular and saves electrodes.
2.3 MIG/MAG welding
In the case of semi--automatic welding the power source must be combined with a
wire feed unit, welding gun and gas bottle.
The latest electronics have been used to produce a compact, manageable and
reliable semi --automatic supply with first class characteristics for MIG/MAG welding.
By using ESAB’s wide selection of semi--automatic components ( wire feed units,
remote controls, welding guns, counterbalance arms and cooling units) you can
customise equipment to suit your welding requirements. ESAB’s special brochures
describe the wide selection of semi--automatic equipment and accessories.
2.4 TIG welding
When combined with ESAB’s TIG--AID and BTD TIG gun the LUA 400 is an excellent
unit for professional TIG welding.
Low current operation is essential for welding thin sheet metal. T he LUA 400
satisfies this requirement, with a minimum welding current of just 15 A.
During TIG welding the ”start puff” and ”anti-- freeze” features should be switched off.
This is done by turning the rotary switch on the front panel
to the ”T IG” setting.

-- 1 5 --bu07d2e
3 TECHNICAL DESCRIPTION
This is how the LUA inverter works.
The incoming 3 phase AC current is rectified. Then it is converted back into AC using
a much higher frequency than mains frequency. After transformation the current is
again rectified to give a DC supply for welding. The entire cycle is controlled by a
control circuit that gives the power source the desired static characteristic and
dynamic performance.
LUA is divided into four main sections:
S The control section on top, comprising the circuit card, controls and electronics.
S The fan compartment, containing the fan and power resistor.
S The remaining components are mainly divided into mains components and weld-
ing components.
3.1 Control system
The LUA control system used modern electronics to create a power source that has
excellent static and dynamic welding characteristics, high efficiency, high power
factor, low minimum current, start puff, anti--freeze, foldback, electrically insulated
remote control, compensation for mains fluctuations, etc.

-- 1 6 --
bu07d2e
3.2 TECHNICAL DATA
Current setting range 15 A/20 V -- 400 A/36 V
TIG welding 15--400 A
Manual welding 20--400 A
Semi --automatic welding 45--400 A
Maximum load
Manual welding
-- at 35% duty cycle
-- at 60% duty cycle
-- at 100% duty cycle
400 A/36 V
315 A/32.6 V
150 A/26 V
TIG welding
-- at 35% duty cycle
-- at 60% duty cycle
-- at 100% duty cycle
400 A/26 V
315 A/22.6 V
250 A/20 V
Semi--automatic welding
-- at 35% duty cycle
-- at 60% duty cycle
-- at 100% duty cycle
400 A/34 V
315 A/30 V
200 A/24 V
Open circuit voltage 65--75 V
Open circuit power 0.06 kW
Power factor λ 0.94
Efficiency η 0.80
Enclosure class IP 23
Application class
Weight 48 kg
Mains supply
Voltage (V) 3x230 3x400 3x415 3x440 3x500 3x550
Frequency (Hz) 50/60 50/60 50 60 50 60
Primary current (A) 40 26 25 18 19 15
Fuse, slow (A) 35 20 20 20 20 20
Cable (mm
2
) 4x6 4x2.5 4x2.5 4x2.5 4x2.5 4x2.5
This welding power source complies with IEC 974--1
Mains cable complies with Swedish regulations.
The symbol indicates the power source is designed for use in area of increased
electrical hazard.
The IP code indicates the degree of protection the casing provides against
penetration of solid objects and water.
Equipment marked IP 23 is designed for indoor and outdoor use.

-- 1 7 --bu07d2e
4 I NSTALLATION
Check that the welding power source is set up for the available main voltage before
connecting it to the supply.
The voltage is indicated on the rating plate at the rear of the power source.
LUA must be connected to a three phase mains supply.
LUA is supplied with a m ains cable. T he cable is connected to the terminals L1, L2
and L3 on terminal block K11. The phase sequence is not important. The cable
grommet and cable grip are located on the bottom right at the rear of the rectifier.
The equipment must be earthed in accordance with regulations.
Suitable welding and return cables for the LUA 400 are 50 mm
2
.
Controls on front panel of LUA:
1. Power switch
2. White lamp which lights up when rectifier
is switched on
3. Yellow lamp which lights up if power
source overheats
4. Rotary switch for selecting between
MIG/MAG, manual, or TIG welding
5. Knob for adjusting welding current.
Equipped with planetary gear to allow
fine adjustment. A sliding clutch prevents
damage caused if the knob is turned past
the min. or max. settings.
6. Toggle switch for selecting between cur-
rent control on front panel or remote con -
trol
7. Socket for remote control
Controls at rear of LUA:
8. Automatic fuse which protects against
overloading and high current spikes
9. Socket for connecting wire feed unit and
MIG/MAG remote control
10. Socket for connecting OCD1 cooling unit
or TIG--AID (220 V)
11. Fuses
bu07d001
bu07d002

-- 1 8 --
bu07d2e
5OPERATION
1. LUA must be placed upright.
2. Set the automatic fuse on the rear to setting I.
3. Set the power switch to setting I. The power lamp will light up and the fan will
start.
4. Check that there is no restriction in the flow of air.
5. Set the rotary switch to MIG/MAG, manual or TIG, as required. T here are three
different MIG/MAG settings. A gives the ”coldest” weld and C gives the ”hottest”
weld.
6. In the case of MMA or T IG welding, set the toggle switch on the front panel to
allow direct or remote control of the welding current, as required.
7. In the case of MIG/MAG welding the remote control must also be connected to
the socket on the wire feed unit and the toggle switches on the wire feed unit and
the front panel must both be set to the appropriate setting.
8. Fine adjust the welding current using the knob on the front panel or using the re-
mote control. See relevant instruction manual.
9. Check that the couplings on the welding cable and return cable are properly con-
nectedtoLUA.
10. LUA is now ready to start welding.
Operating instructions for the wire feed unit and TIG--AID are supplied with that
equipment.
Safety devices
As mentioned previously there is an automatic fuse unit on the rear of the LUA
power source.
In the event of overloading or a high current spike this fuse trips automatically and
switches off the power.
To continue operation the automatic fuse must be reset to setting I. If the fuse trips
repeatedly you should call in a service engineer.
LUA is also equipped with a thermal overload switch that automatically switches off
the power in the event of overload or overheating (yellow lamp lights up). This is
reset automatically once the components have cooled down to an acceptable
temperature.

-- 1 9 --bu07d2e
6 MAINTENANCE
Depending on the environment it is used in the power source should be blown clean
regularly using dry compressed air at reduced pressure. Otherwise blocked air
intakes or vents may lead to overheating.
Ordering spare parts
When ordering spare parts please state the machine model, serial number plus the
name and spare part number as shown in the list of spare parts.
This makes dispatch easier and ensures correct delivery.
7 ACCESSORIES
LUA 400 multi--voltage version.
LUA 400 is supplied as standard for connection to 380--415 V mains supplies. By
fitting a voltage module the LUA 400 can also be connected to the following supply
voltages:
220/380/415/500 V -- 50 Hz and
220/380/440/550 V -- 60 Hz.
Remote control
Order no.
S PHB 1 remote control 367 317--880
S PHB 2 remote control 367 318--880
S PHC 2 remote control 367 620--880
S PHA 5 pulse unit
with Cannon connector 320 128--880
with Burndy connector 367 970--880
S PHA 2 hot--start unit 367 601--880
S Programmer unit PAB 6 367 308--880
S Crater filling unit PAC 8 367 305--880
S Short pulse unit PAD 3 367 502--880

-- 2 0 --
bu07d2e
Connection and extension cables
PHB 1, PHB 2, PHC 2, PHA 5 och PHA 2.
Order no.
S 5 m connecting cable 367 144--881
S 10 m connecting cable 367 144--882
S 25 m connecting cable 367 144--883
S 25 m extension cable 367 662--880
Remote control cable PAB 6, PAC 8, PAD 3.
S 5 m, 367 144--884
S 10 m, 367 144--885
S 16 m, 367 144--886
Switching unit
S For permanent connection. 321 170--880
S For cable connection. 321 170--881
Optional accessories for LUA include:
Order no.
S Tr olley for power source 365 187--880
S LUA semi--trolley (Basic)
for power source and wire feed 367 360--882
S LUA semi--trolley (water)
for power source and wire feed 367 360--880
S LUA maxi--trolley ”JUMBO”
with space for cooling unit
and TIG--AID 367 360--881
S TIG--M AID I trolley 365 075--880
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB LUA 400 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
in altre lingue
- English: ESAB LUA 400 User manual
Documenti correlati
-
ESAB LAF 1000 / LAF 1000M DC Manuale utente
-
-
-
-
-
-
-
-
-
ESAB Mig U4000i Manuale utente
