ESAB Caddy Arc 201i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

GB
RU
Valid for serial no. 803--xxx--xxxx0460 446 027 GB
0460 446 027 RU
081008
Caddyt
Arc 151i, 201i
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 15..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 6.......................................................
2.1 Îáîðóäîâàíèå 6...........................................................
2.2 Ïóëüò óïðàâëåíèÿ 6........................................................
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ 7................................
4ÓÑÒÀÍÎÂÊÀ 8.......................................................
4.1 Ðàñïîëîæåíèå 8...........................................................
4.2 Ñåòü ýëåêòðîïèòàíèÿ 8.....................................................
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ 9...............................................
5.1 Êîìïåíñàöèÿ êîýôôèöèåíòà ìîùíîñòè (ÊÊÌ) 9............................
5.2 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ 9.....................................
5.3 Ïðèñîåäèíåíèå ñâàðî÷íîãî è îáðàòíîãî êà áåëåé 10..........................
5.4 Çàùèòà îò ïåðåãðåâà 10.....................................................
5.5 Ñâàðêà ìåòîäîì ÌMA 10....................................................
5.6 Ñâàðêà ìåòîäîì TIG 11.....................................................
5.7 Ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ 11........................................
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ 12.................................
6.1 Ïðîâåðêà è ÷èñòêà 12.......................................................
7 ÏÎÈÑÊ È ÓÑ ÒÐÀÍÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ 13.......................
7.1 Êîä îøèáêè 13..............................................................
8 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 13.......................................
9 ÄÅÌÎÍÒÀÆ È ÓÒÈËÈÇÀÖÈß 14......................................
ÑÕÅÌÀ 26..............................................................
ÍÎÌÅÐ ÇÀÊÀÇÀ 30.....................................................
ÄÎÏÎËÍÈÒÅËÜÍÛÅ ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 31...........................

bh32d1r -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
Ïîëüçîâàòåëè ñâàðî÷íîãî îáîðóäîâàíèÿ ESAB îòâå÷àþò çà âûïîëíåíèå ïðàâèë òåõíèê è
áåçîïàñíîñòè ëèöàìè, ðàáîòàþùèìè íà îáîðóäîâàíèè è ðÿäîì ñ íèì. Ïðàâèëà òåõíèêè
áåçîïàñíîñòè äîëæíû îòâå÷àòü òðåáîâàíèÿì ê áåçîïàñíîé ýêñïëóàòàöèè ñâàðî÷íîãî
îáîðóäîâàíèÿ ýòîãî òèïà. Ïîìèìî ñòàíäàðòíûõ ïðàâèë òåõíèêè áåçîïàñíîñòè è îõðàíû
òðóäà íà ðàáî÷åì ìåñòå ðåêîìåíäóåòñÿ ñëåäóþùåå.
Âñå ðàáîòû äîëæíû âûïîëíÿòüñÿ ïîäãîòîâëåííûìè ëèöàìè, çíàêîìûìè ñ ýêñïëóàòàöèåé
ñâàðî÷íîãî îáîðóäîâàíèÿ. Íåïðàâèëüíàÿ ýêñïëóàòàöèÿ îáîðóäîâàíèÿ ìîæåò âûçâàòü
îïàñíûì ñèòóàöèè, ïðèâîäÿùèå ê ò ðàâìèðîâàíèþ ïåðñîíàëà è ïîâðåæäåíèþ
îáîðóäîâàíèÿ.
1. Bñå ëèöà, èñïîëüçóþùèå ñâàðî÷íîå îáîðóäîâàíèå, äîëæíû çíàòü:
S èíñòðóêöèè ïî ýêñïëóàòàöèè
S ðàñïîëîæåíèå îðãàíîâ àâàðèéíîãî îñòàíîâà
S íàçíà÷åíèå îáîðóäîâàíèÿ
S ïðàâèëà òåõíèêè áåçîïàñíîñòè
S òåõíîëîãèþ ñâàðêè
2. Îïåðàòîð îáåñïå÷èâàåò:
S óäà ëåíèå ïîñòîðîííèõ ëèö èç ðàáî÷åé çîíû îáîðóäîâàíèÿ ïðè åãî çàïóñêå
S çàùèòó âñåõ ëèö îò âîçäåéñòâèÿ ñâàðî÷íîé äóãè
3. Ðàáî÷åå ìåñòî äîëæíî:
S îòâå÷àòü óñëîâèÿì ýêñïëóàòàöèè
S íå èìåòü ñêâîçíÿêîâ
4. Ñðåäñòâà çàùèòû ïåðñîíàëà
S Âî âñåõ ñëó÷àÿõ ðåêîìåíäóåòñÿ èñïîëüçîâàòü èíäèâèäóàëüíûå ñðåäñòâà çàùèòû,
íàïðèìåð, çàùèòíûå î÷êè, îãíåñòîéêóþ ñïåöîäåæäó è çàùèòíûå ðóêàâèöû.
S Ïðè ñâàðêå çàïðåùàåòñÿ íîñèòü ñâîáîäíóþ îäåæäó, óêðàøåíèÿ è ò.ä., íàïðèìåð,
øàðôû, áðàñëåòû, êîëüöà, êîòîðûå ìîãóò ïîïàñòü â ñâàðî÷íîå îáîðóäîâàíèå èëè
âûçâàò ü îæîãè.
5. Îáùèå ìåðû ïðåäîñòîðîæíîñòè
S Ïðîâåðüòå íàäåæíîñòü ïîäêëþ÷åíèÿ îáðàòíîãî êàáåëÿ.
S Ðàáîòû íà îáîðóäîâàíèè ñ âûñîêèì íàïðÿæåíèåì äîëæíû ïðîèçâîäèòüñÿ
òîëüêî êâàëèôèöèðîâàííûì ýëåêòðèêîì.
S Â ïðåäåëàõ äîñòóïà äîëæíû íàõîäèòüñÿ ñîîòâåò ñòâóþùèå ñðåäñòâà
ïîæàðîòóøåíèÿ, èìåþùèå ÿñíóþ ìàðêèðîâêó.
ÎÑÒÎÐÎÆÍÎ!
Äàííîå èçäåëèå ïðåäíàçíà÷åíî òîëüêî äëÿ äóãîâîé ñâàðêè.
ÂÍÈÌÀÍÈÅ!
Çàïðåùàåòñÿ èñïîëüçîâàòü èñòî÷íèê ïèòàíèÿ äëÿ îòòàèâàíèÿ òðóá.
RU

bh32d1r -- 5 --
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè âíèìàòåëüíî èçó÷èòå ñîîòâå òñòâóþùèå èíñòðóêöèè.
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÄÐÓÃÈÕ!
ÂÍÈÌÀÍÈÅ!
Äóãoaaÿ caapka è peçka oïacíû kak äëa ècïoëíèteëÿ paáît, tak è äëa ïîctopoííèõëèö. Tpeáyéte
coáëþäåíèå àñåõ ïðààèë áåçîïàñíîñòè, äåéñòàóþùèõ íà îáúåêòå, êîòîðûå äîëæíû ó÷èòûààòú
ñåäåíèÿ îá îïàñíîñòÿõ, ïðåäñòà àëåííûå èçãîãà èòåëåì ñààðî÷íîãî îáîðóäîààíèà.
ÎÏÀÑÍÎÑÒÜ ÑÌÅÐÒÅ ËÜÍÎÃÎ ÏÎÐÀÆÅÍÈß ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ.
S Ñâàðî÷íûé àãðåãàò óñòàíàâëèâàåòñÿ è çàçåìëÿåòñÿ â ñîîòâå òñòâèè ñ äåéñòâóþùèìè íîðìàìè è
ïðàâèëàìè.
S Íå äîïóñêàéòå êîíòàêòà íàõîäÿùèõñÿ ïîä íàïðÿæåíèåì äåòàëåé è ýëåêòðîäîâ ñ íåçàùèùåííûìè
÷àñòÿìèòåëà,ìîêðûìèðóêàâèöàìèèìîêðîéîäåæäîé.
S Îáåñïå÷üòå ýëåêòðè÷åñêóþ èçîëÿöèþ îò çåìëè è ñâàðèâàåìûõ äåò àëåé.
S Îáåñïå÷üòå ñîáëþäåíèå áåçîïàñíûõ ðàáî÷èõ ðàññòîÿíèé.
ÄÛÌÛ È ÃÀÇÛ ìîãóò áûòü îïàñíû ä ëÿ ÷åëîâåêà
S Èñêëþ÷èòå âîçìî æíîñòü âîçäåéñòâèÿ äûìîâ.
S Äëÿ èñêëþ÷åíèÿ âäûõàíèÿ äûìîâ âî âðåìÿ ñâàðêè îðãàíèçóåòñÿ îáùàÿ âåíòèëÿöèÿ ïîìåùåíèÿ, à
òàêæåâûòÿæíàÿâåíòèëÿöèÿèççîíûñâàðêè.
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ âûçûâàåò ïîðàæåíèå ãëàç è îæîãè êîæè.
S Çàùèòèòå ãëàçà è êîæó. Äëÿ ýòîãî èñïîëüçóéòå çàùèòíûå ùèòêè, öâåòíûå ëèíçû è çàùèòíóþ
ñïåöîäåæäó.
S Äëÿ çàùèòû ïîñòîðîííèõ ëèö ïðèìåíÿþòñÿ çàùèòíûå ýêðàíû èëè çàíàâåñè.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû (áðûçãè ìåòàëëà) ìîãóò âûçâàòü ïîæàð. Óáåäèòåñü â îòñóòñòâèè ãîðþ÷èõ ìàòåðèàëîâ
ïîáëèçîñòè îò ìåñòà ñâàðêè.
ØÓÌ - ×ðåçìåðíûé øóì ìîæåò ïðèâåñòè ê ïîâðåæäåíèþ îðãàíîâ ñëóõà
S Ïðèìèòå ìåðû äëÿ çàùèòû ñëóõà. Èñïîëüçóéòå çàòû÷êè äëÿ óøåé èëè äðóãèå ñðåäñòâà çàùèòû
ñëóõà.
S Ïðåäóïðåäèòå ïîñòîðîííèõ ëèö îá îïàñíîñòè.
ÍÅÈÑÏÐÀÂÍÎÑÒÈ -- Ïðè íåèñïðàâíîñòè îáðàòèòåñü ê ñïåöèàëèñòàì ïî ñâàðî÷íîìó
îáîðóäîâàíèþ
ÎÑÒÎÐÎÆÍÎ!
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè
âíèìàòåëüíî èçó÷èòå ñîîòâåòñòâóþùèå
èíñòðóêöèè.
ÎÑÒÎÐÎÆÍÎ!
Îáîðóäîâàíèå Class À íå ïðåäíàçíà÷åíî äëÿ èñïîëüçîâàíèÿ â
æèëûõ ïîìåùåíèÿõ, ãäå ýëåêòðîñíàáæåíèå îñóùåñòâëÿåòñÿ èç
áûòîâûõ ñåòåé íèçêîãî íàïðÿæåíèÿ. Â òàêèõ ìåñòàõ ìîãóò
ïîÿâèòüñÿ ïîòåíöèàëüíûå òðó äíîñòè îáåñïå÷åíèå
ýëåêòðîìàãíèòíîé ñîâìåñòèìîñòè îáîðóäîâàíèÿ Class À
âñëåäñòâèå êîíäóêòèâíûõ è ðàäèàöèîííûõ ïîìåõ.
Êîìïàíèÿ ESAB ãîòîâà ïðåäîñòàâèòü âàì âñå çàùèòíîå ñíàðÿæå íèå è
ïðèíàäëåæíîñòè, íå îáõîäèìûå äëÿ âûïîëíåíèÿ ñâàðî÷íûõ ð àáîò.
RU

bh32d1r -- 6 --
2 ÂÂÅÄÅÍÈÅ
Arc 151i, Arc 201i ïðåäñòàâëÿåò ñîáîé èñòî÷íèê ñâàðî÷íîãî òîêà äëÿ
èñïîëüçîâàíèÿ ñ ïîêðûòûìè ýëåêòðîäàìè (ñâàðêà ÌÌÀ) è äëÿ ñâàðêè
âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå èíåðòíîãî ãàçà (ñâàðêà TIG).
Àêñåññóàð² îò ä ëÿ èçäåëÿ ìîæíî íàéòè íà ñòðíèöå 31.
2.1 Îáîðóäîâàíèå
Arc 151i, Arc 201i ïîñòàâëÿåòñÿ â êîìïëåêòå ñ 3-ìåòðîâûì ñâàðî÷íûì êàáåëåì,
îáðàòíûì êàáåëåì, 3-ìåòðîâûì ñåòåâûì êàáåëåì è ðóêîâîäñòâîì ïî
ýêñïëóàòàöèè èñòî÷íèêà ïèòàíèÿ è ïóëüòîì óïðàâëåíèÿ.
Ðóê îâîäñòâà ïî ýêñïëóà òàöèè íà äðóãèõ ÿçûêàõ ìîæíî çàãðóçèòü ñ âåá-ñàéòà
www.esab.com.
2.2 Ïóëüò óïðàâëåíèÿ
Ïóëüò óïðàâëåíèÿ A31
S Ðó÷êà ðåãóëèðîâêè òîêà
S Èíäèêàòîð íàïðÿæåíèÿ ñåòè
ïèòàíèÿ (çåëåíûé)
S Èíäèêàòîð ñðàáàòûâàíèÿ ïðè
òåïëîâîé ïåðåãðóçêå
(æåëòûé)
Ïàíåëü óïðàâëåíèÿ A33
Ðåã óëèðîâàíèå ïàðàìåòðîâ ñâàðêè îñóùåñòâëÿåòñÿ ñ ïàíåëè óïðàâëåíèÿ.
ÏÐÈÌÅ×ÀÍÈÅ! Ïîäðîáíîå îïèñàíèå ïàíåëè óïðàâëåíèÿ ïðèâåäåíî â
îòäåëüíîì ðóêîâîäñòâå.
RU

bh32d1r -- 7 --
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ
Arc 151i Arc 201i
Íàïðÿæåíèå ñåòè 230 Â, 1 μ 50/60 Ãö 230 Â, 1 μ 50/60 Ãö
Òîê â ïåðâè÷íîé îáìîòêå
I
ìàêñ.
TIG
I
ìàêñ.
MMA
13, 8 A
21,3 A
24,1 A
24,9 A
Ïèòàíèå îò ñåòè Z
ìàêñ
0,35 Îì Z
ìàêñ
0,30 Îì
Ïîòðåáëÿåìàÿ ìîùíîñòü áåç
íàãðóçêè
30 Âò 30 Âò
Äèàïàçîí íàïðÿæåíèÿ/òîêà, MMA
A31
8A/20Â-150A/26Â -
A33 4A/20Â-150A/26Â 4A/20Â-170A/26,8Â
Äèàïàçîí íàïðÿæåíèÿ/òîêà TIG 3-150 A 3-220 A
Äîïóñòèìàÿ íàãðóçêà ïðè ñâàðêå
MMA
Ê îýôôèöèåíò íàãðóçêè 25%
Ê îýôôèöèåíò íàãðóçêè 60%
Ê îýôôèöèåíò íàãðóçêè 100%
150À/26,0Â
100À/24,0Â
90 À / 23,6 Â
170À/26,8Â
130À/25,2Â
110À/24,4Â
Äîïóñòèìàÿ íàãðóçêà ïðè ñâàðêå TIG
Ê îýôôèöèåíò íàãðóçêè 20%
Ê îýôôèöèåíò íàãðóçêè 25%
Ê îýôôèöèåíò íàãðóçêè 60%
Ê îýôôèöèåíò íàãðóçêè 100%
-
150À/16,0Â
120À/14,8Â
110À/14,4Â
220 À / 18,8 Â
-
150À/16,0Â
110À/14,4Â
Êîýôôèöèåíò ìîùíîñòè ïðè
ìàêñèìàëüíîì òîêå
0,99 0,99
Êïä ïðè ìàêñèìàëüíîì òîêå 80% 81%
Íàïðÿæåíèå õîëîñòîãî õîäà
A31
A33
58-72 Â
72 Â
-
72 Â
Ðàáî÷àÿ òåìïåðàòóðà -10˚C- +40˚ C -10˚C- +40˚ C
Òåìïåðàòóðà ïðè òðàíñïîðòèðîâêå -20˚C- +55˚ C -20˚C- +55˚ C
Ïîñòîÿííûé ýêâèâàëåíòíûé óðîâåíü
çâóêîâîãî äàâëåíèÿ ïî øêàëå À
<70äÁ <70äÁ
Ãàáàðèòû,ÄxØx 418 x 188 x 208 ìì 418 x 188 x 208 ìì
Ìàññà
ñA31
ñA33
7,9 êã
8,1 êã
-
8,3 êã
Ê ëàññ çàùèòû IP 23 IP 23
Êëàññ ïðèìåíåíèÿ
Ïèòàíèå îò ñåòè, Z
ìàêñ.
Ìàêñèìàëüíî äîïóñòèìîå ñîïðàòèâëåíèå ñåòè â ñîîòâåòñòâèè ñî ñòàíäàðòîì IEC
61000-3-11.
Ðàáî÷èé öèêë
Ðàáî÷èé öèêë ïðåäñòàâëÿåò ñîáîé äîëþ (â %%) äåñÿòèìèíóòíîãî èíòåðâàëà, â òå÷åíèå
êîòîðîé ìîæíî ïðîèçâîäèòü ñâàðêó ïðè îïðåäåëåííîé íàãðóçêå áåç ïåðåãðóçêè. Ðàáî÷èé
öèê ë óêàçàí äëÿ òåìïåðàòóðû 40˚C.
Êëàññ êîæóõà
Íîðìû IP óêàçûâàþò êëàññ êîæóõà, ò.å., ñòåïåíü çàùèòû îò ïðîíèêíîâåíèÿ òâåðäûõ
îáúåêòîâ è âîäû. Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷ åíî äëÿ íàðóæíîé è
âíóòðåííåé óñòàíîâêè.
RU

bh32d1r -- 8 --
Ê ëàññ çîíû óñòàíîâêè
Ýòîò ñèìâîë îçíà÷àåò, ÷òî èñòî÷íèê ïèòàíèÿ ïðåäíàçíà÷åí äëÿ èñïîëüçîâàíèÿ â çîíàõ
ñ ïîâûøåííîé îïàñíîñòüþ ïîðàæåíèÿ ýëåêòðî òîê îì.
4ÓÑÒÀÍÎÂÊÀ
Ââîä â ýêñïëóàòàöèþ äîëæåí ïðîèçâîäèòüñÿ êâàëèôèöèðîâàííûì
ñïåöèàëèñòîì.
Ïðèìe÷aíèå!
Òðåáîâàíèÿ ê ñåòÿì ýëåêòðîñíàáæåíèÿ
Èç-çà áîëüøèõ âåëè÷èí òîêà â ïåðâè÷íîé îáìîòêå îáîðóäîâàíèå âûñîêîé ì îùíîñòè
ìîæåò ñóùåñòâåííî ïîâëèÿòü íà ìîùíîñòíûå õàðàêòåðèñòèêè ñåòè. Ïîýòîìó â îòíîøåíèè
íåêîòîðîãî îáîðóäîâàíèÿ ïðèìåíÿþòñÿ îãðàíè÷åíèÿ èëè äîïîëíèòåëüíûå òðåáîâàíèÿ,
êàñàþùèåñÿ ìàêñèìàëüíî äîïóñòèìîãî ñîïðîòèâëåíèÿ îáîðóäîâàíèÿ èëè ì èíèìàëüíîé
ñïîñîáíîñòè îáåñïå÷èòü ñòàáèëüíîå ýíåðãîñíàáæåíèå â òî÷êàõ âçàèìîäåéñòâèÿ
îáùåñòâåííûõ ñåòåé.  òàêîì ñëó÷àå ïîëüçîâàòåëü îáîðóäîâàíèÿ èëè òîò, êòî åãî
óñòàíàâëèâàåò, äîëæåí ïðîêîíñóëüòèðîâàòüñÿ ñ îïåðàòîðîì ýíåðãîñåòè ïî ïîâîäó
âîçìî æíîñòè ïîäêëþ÷åíèÿ òàêîãî ðîäà îáîðóäîâàíèÿ.
4.1 Ðàñïîëîæåíèå
Ðàçìåñòèòå èñòî÷íèê ñâàðî÷íîãî òîêà òàêèì îáðàçîì, ÷òîáû èìåþùèåñÿ â
íåì îòâåðñòèÿ äëÿ ïîäâîäà è îòâîäà îõëàæäàþùå ãî âîçäóõà íå áûëè
çàãðàæäåíû.
4.2 Ñåòü ýëåêòðîïèòàíèÿ
Óáåäèòåñü â òîì, ÷òî èñòî÷íèê ñâàðî÷íîãî òîêà
ïîäê ëþ÷åí ê
âåðíîìó íàïðÿæåíèþ, è ÷òî èñïîëüçóåòñÿ
ñîîòâåòñòâóþùèé ïëàâêèé ïðåäîõðàíèòåëü.
Íåîáõîäèìî îáåñïå÷èòü çàùèòíîå çàçåìëåíèå â
ñîîòâå òñòâèè ñ äåéñòâóþùèìè íîðìàìè
Ðàñïîëîæåíèå ïàñïîðòíîé òàáëè÷êè
4.2.1 Ðåêîìåíäóåìûå íîìèíàëû ïðåäîõðàíèòåëåé è ìèíèìàëüíûå
ñå÷åíèÿ êàáåëåé
Arc 151i Arc 201i
Íàïðÿæåíèå ñåòè 230 Â ¦10 %, 1 ôàçà 230 Â ¦10 %, 1 ôàçà
×àñòîòà ñåòè ïèòàíèÿ 50-60 Ãö 50-60 Ãö
Ñåòåâîé êàáåëü, ïëîùàäü
ïîïåðå÷íîãî ñå÷åíèÿ
3æèëû,2,5ìì
2
3æèëû,2,5ìì
2
Ôàçíûé òîê, I
ýôô.
11 , 5 A 13,4 A
RU

bh32d1r -- 9 --
Arc 201iArc 151i
Ñâàðî÷íûé êàáåëü,
ïëîùà äü ïîïåðå÷íîãî
ñå÷åíèÿ
16 ìì
2
16 ìì
2
Ïðåäîõðàíèòåëü
óñòîé÷èâûé ê
ïåðåíàïðÿæåíèÿì
òèï C MCB
16 A
13 A
16 A
16 A
ÏÐÈÌÅ×ÀÍÈÅ!
Âåëè÷èíà ïëîùàäè ïîïåðå÷íîãî ñå÷åíèÿ êàáåëÿ è íîìèíà ë ïëàâêîãî
ïðåäîõðàíèòåëÿ, óêàçàííûå âûøå, ñîîòâåòñòâóþò íîðìàòèâíûì äîêóìåíòàì
Øâåöèè. Ýêñïëóàòàöèÿ èñòî÷íèêà ñâàðî÷íîãî òîêà äîëæíà îñóùåñòâëÿòüñÿ â
ñîîòâåòñòâèè ñ äåéñòâóþùèìè íàöèîíàëüíûìè íîðìàòèâíûìè äîêóìåíòàìè.
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ
5.1 Êîìïåíñàöèÿ êîýôôèöèåíòà ìîùíîñòè (ÊÊÌ)
Àïïàðàòû Caddyt Ar c 151i/2 01i ïðåäñòàâëÿþò ñîáîé îäíîôàçíûå èñòî÷íèêè
ïèòàíèÿ íàïðÿæåíèåì 230 Â, îáîðóäîâàííûå öåïüþ êîìïåíñàöèè
êîýôôèöèåíòà ìîùíîñòè, çà ñ÷åò êîòîðîé îáåñïå÷èâàå òñÿ âîçìîæíîñòü
èñïîëüçîâàíèÿ ïîëíîãî äèàïàçîíà ðåæèìîâ àïïàðàòà ñ ïðåäîõðàíèòåëåì íà
16 A. Öåïü ÊÊÌ òàêæå çàùèùàåò àïïàðàòû îò êîëåáàíèé íàïðÿæåíèÿ â ñåòè è
ïîâûøàåò áåçîïàñíîñòü ïðè ðàáîòå ñ ãåíåðàòîðîì. Caddyt Ar c 151i/201i ìîãóò
ðàáîòàòü ñ ñâåðõä ëèííûìè êàáåëÿìè ñåòè ïèòàíèÿ (ñâûøå 100 ì),
îáåñïå÷èâàÿ äëÿ ïîëüçîâàòåëÿ ñóùåñòâåííî áîëüøèé ðàáî÷èé ðàäèóñ.
5.2 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ
1 Ñîåäèíåíèå (+)
MMA: äëÿ îáðàòíîãî èëè ñâàðî÷íîãî
êàáåëÿ
Ñâàðêà ÒIG: äëÿ îáðàòíîãî êàáåëÿ
4 Ñîåäèíåíèå (+)
MMA: äëÿ îáðàòíîãî èëè ñâàðî÷íîãî
êàáåëÿ
Ñâàðêà ÒIG: äëÿ ãîðåëêè TIG l
2 Ñîåäèíèòåëü àäàïòåðà ïóëüòà
äèñòàíöèîííîãî óïðàâëåíèÿ
5 Ïåðåêëþ÷àòåëü
âê ëþ÷åíèÿ/â ûêëþ÷åíèÿ íàïðÿæåíèÿ
ñåòè (0 / 1)
3 Ïàíåëü óïðàâëåíèÿ, ñì. 2.2 6 Ñåòåâîé êàáåëü
RU
cmha2p11
cmha2p10
bh32d1r -- 1 0 --
5.3 Ïðèñîåäèíåíèå ñâàðî÷íîãî è îáðàòíîãî êàáåëåé
Èñòî÷íèê ïèòàíèÿ ñíàáæåí äâóìÿ âûõîäàìè, ïîëîæèòåëüíîé êëåììîé (+) è
îòðèöàòåëüíîé êëåììîé (-), ñëóæàùèìè äëÿ ïîäêëþ÷åíèÿ ñâàðî÷íîãî è
îáðàòíîãî êàáåëåé. Âûáîð âûõîäà, ê êîòîðîìó ïîäêëþ÷àåòñÿ ñâàðî÷íûé
êàáåëü, çàâèñèò îò òèïà èñïîëüçóåìîãî ýëåêòðîäà. Ïîëÿðíîñòü ïîäêëþ÷åíèÿ
óêàçûâàåòñÿ íà óïàêîâêå ýëåêòðîäîâ. Ïîäêëþ÷èòå ñâàðî÷íûé êàáåëü ê
êëåììå, óêàçàííîé íà óïàêîâêå ýëåêòðîäîâ.
Ïîäêëþ÷èòå îáðàòíûé êàáåëü êî â òîðîìó âûõîäó íà èñòî÷íèêå ïèòàíèÿ.
Çàêðåïèòå êîíòàêòíûé çàæèì îáðàòíîãî êàáåëÿ íà äåòàëè è óáåäèòåñü â
íàëè÷èè äîñòàòî÷íîãî êîíòàêòà ìåæäó äåòàëüþ è âûõîäîì äëÿ ïîäêëþ÷åíÿ
âîçâðàòíîãî êàáåëÿ íà èñòî÷íèêå ïèòàíèÿ.
5.4 Çàùèòà îò ïåðåãðåâà
Èñòî÷íèê ïèòàíèÿ ñíàáæåí ðåëå çàùèòû îò òåïëîâîé ïåðåãðóçêè, êîòîðîå
ñðàáàòûâàåò ïðè íåäîïóñòèìîì âîçðàñòàíèè òåìïåðàòóðû. Ïðè ýòîì
ïðåêðàùàåòñÿ ïîäà÷à ñâàðî÷íîãî òîêà è çàãîðàåòñÿ æåëòàÿ èíäèêàòîðíàÿ
ëàìïà íà ïåðåäíåé ïàíåëè èñòî÷íèêà ïèòàíèÿ. Êîãäà òåìïåðàòóðà ñíèçèòñÿ,
ðåëå çàùèòû îò ïåðåãðóçêè àâòîìàòè÷åñêè âîçâðàùàåòñÿ â èñõîäíîå
ïîëîæåíèå.
5.5 Ñâàðêà ìåòîäîì ÌMA
Ìîäåëü Arc 151i / 201i äàåò ïîñòîÿííûé òîê, è âû ìîæåòå ïðîèçâîäèòü ñâàðêó
áîëüøèíñòâà ìåòàëëîâ ñ ëåãèðîâàííûìè è íåëåãèðîâàííûìè ñòàëÿìè, ñ
íåðæàâåþùåé ñòà ëüþ è ÷óãóíîì.
Arc 151i / 201i ïîçâîëÿåò âûïîëíÿòü ñâàðêó áîëüøèíñòâîì ïîêðûòûõ
ýëåêòðîäîâ äèàìåòðîì î ò Ø 1,6 äî Ø 3,25.
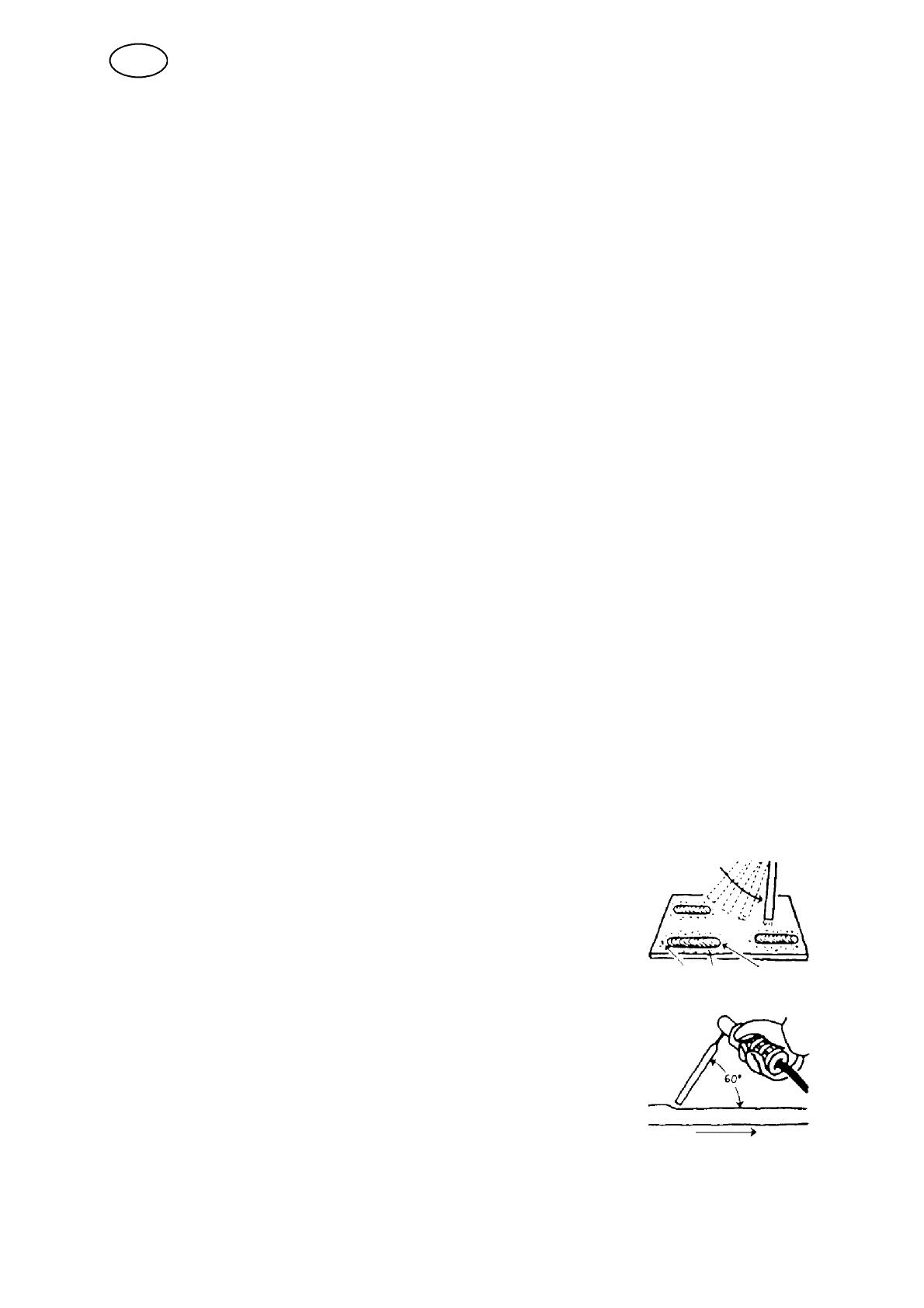
Ñïîñîá MMA íàçûâàåòñÿ òàêæå ñâàðêîé ïîêðûòûìè ýëåêòðîäàìè. Çàææåííàÿ äóãà
ðàñïëàâëÿåò ýëåêòðîä, è åãî ïîêðûòèå îáðàçóåò çàùèòíûé øëàê.
Åñëè ïðè çàæèãàíèè äóãè êîí÷èê ýëåêòðîäà ïðèæàòü ê ìåòàëëó, îí ñðàçó æå
ðàñïëàâèòñÿ è ïðèëèïíåò ê ìåòàëëó, äåëàÿ íåâîçìîæíîé íåïðåðûâíóþ ñâàðêó.
Ñëåäîâàòåëüíî, çàæèãàíèå äóãè äîëæíî ïðîèçâîäèòüñÿ òàêèì æå îáðàçîì, êàê
çàæèãàíèå ñïè÷êè.
Ïðèêîñíèòåñü ýëåêòðîäîì ê ìåòàëëó, çàòåì ïîäíèìèòå åãî
òàê, ÷òîáû ïîëó÷èëàñü äóãà îïðåäåëåííîé äëèíû
(ïðèìåðíî 2 ìì). Åñëè äëèíà äóãè ÷åðåñ÷óð âåëèêà,
ñëûøåí õàðàêòåðíûé òðåñê è èìååò ìåñòî ðàçáðûçãèâàíèå
ìåòàëëà, ïîñëå ÷åãî äóãà îêîí÷àòåëüíî ïîãàñíåò.
Ïðè ðàáîòå íà ñâàðî÷íîì ñò åíäå ïåðåä çàæèãàíèåì äóãè
óáåäèò åñü â òîì, ÷òî î òõîäû ìåòàëëà, êóñêè ýëåêòðîäîâ
èëè äðóãèå ïðåäìåòû íå èçîëèðóþò ñâàðèâàåìóþ äåòàëü.
Ïîñëå çàæèãàíèÿ äóãè ïåðåìåùàéòå ýëåêòðîä ñëåâà
íàïðàâî. Ýëåêòðîä äîëæåí ðàñïîëàãàòüñÿ ïîä óãëîì 60˚ ê
ìåòàëëó îòíîñèòåëüíî íàïðàâëåíèÿ ñâàðêè.
Ïðè íåîáõîäèìîñòè âûïîëíåíèÿ øèðîêîãî øâà èëè î÷åíü
òîëñòîãî øâà (ïîñëåäîâàòåëüíû íàëî æåíèåì íåñêîëüêèõ
øâîâ) ïðîèçâîäÿòñÿ äâèæåíèÿ â ïîïåðå÷íîì
íàïðàâëåíèè.
RU

bh32d1r -- 1 1 --
5.6 Ñâàðêà ìåòîäîì TIG
Ïðè ñâàðêå TIG ïðîèñõîäèò ðàñïëàâëåíèå ìåòàëëà ñâàðèâàåìîé äåòàëè ñ
ïîìîùüþ ýëåêòðè÷åñêîé äóãè, âîçáóæäàåìîé íà âîëüôðàìîâîì ýëåêòðîäå,
êîòîðûé ñàì íå ïëàâèòñÿ. Çîíà ñâàðêè è ñàì ýëåêòðîä çàùèùåíû
àòìîñôåðîé èç çàùèòíîãî ãàçà.
Ìåòîä ñâàðêè TIG â îñîáåííîñòè ïîëåçåí ïðè íåîáõîäèìîñòè îáåñïå÷åíèÿ
âûñîêîãî êà÷åñòâà è ïðè ñâàðèâàíèè òîíêèõ ëèñòîâ. Ìîäåëü Arc 151i / 201i
ò àêæå îáëàäàåò õîðîøèìè õàðàêòåðèñòèêàìè äëÿ ñâàðêè ìåòîäîì TIG.
Äëÿ îáåñïå÷åíèÿ ñâàðêè ìåòîäîì TIG ìîäåëü Arc 151i / 201i äîëæíà áûòü
îáîðóäîâàíà:
S ãîðåëêîé TIG ñ ãàçîâûì êëàïàíîì
S áàëëîíîì ñî ñâàðî÷íûì ãàçîì (ñîîòâåòñòâóþùèì ãàçîì)
S ðåãóëÿòîðîì ãàçà äëÿ ñâàðêè (ïîä õîäÿùèé ãàçîâûé ðåã óëÿòîð);
S âîëüôðàìîâûìè ýëåêòðîäàìè
S ñîîòâåòñòâóþùèìè äîïîëíèòåëüíûìè ìàòåðèà ëàìè ïî íåîáõîäèìîñòè.
Ð åæèì TIG scrape start (òîëüêî A31)
Äëÿ íà÷àëà ñâàðêè â ðåæèìå TIG scrape
start ñëåäóåò îñòîðîæíî ïðîâåñòè
âîëüôðàìîâûì ýëåêòðîäîì ïî äåòàëè,
÷òîáû îáðàçîâàëàñü äóãà.
Ðåæèì Live TIG-start (òîëüêî A33)
Ïðè ïîìîùè ôóíêöèè ”Live TIG start” äóãà âîçáóæäàåòñÿ, êîãäà
âîëüôðàìîâûé ýëåêòðîä êàñàåòñÿ ñâàðèâàåìîé äåòàëè, à çàòåì
ïðèïîäíèìàåòñÿ íàä íåé.
5.7 Ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ
Ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ ïîäêëþ÷àåòñÿ ê ãíåçäó äëÿ ïîäêëþ÷åíèÿ
ñèñòåìû äèñòàíöèîííîãî óïðàâëåíèÿ íà èñòî÷íèêå ïèòàíèÿ.
RU

bh32d1r -- 1 2 --
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ
Ðåãóëÿðíîå òåõíè÷åñêî å îáñëóæèâàíèå èìååò âàæíîå çíà÷åíèå äëÿ
îáåñïå÷åíèÿ áåçîïàñíîñòè è íàäåæíîñòè.
Ïîäêëþ÷åíèå, îáñëóæèâàíèå è ðåìîíò ñâàðî÷íîãî îáîðóäîâàíèå, ñâÿçàííûå
ñî ñíÿòèåì çàùèòíûõ ùèòêîâ, âûïîëíÿþòñÿ ëèöàìè, ïðîøåäøèìè
ñîîòâåòñòâóþùóþ ýëåêòðîòåõíè÷åñêóþ ïîäãîòîâêó è àòòåñòîâàííûìè íà ïðàâî
âûïîëíåíèÿ òà êèõ ðàáîò.
Ïðèìå÷àíèå:
à àðàíòìèéíûå îáÿçàòåëüñòâà ïîñòàâùèêà òåðÿþò ñèëó, åñëè ïîêóïàòåëú
ñàìîñòîÿòåëúíî ïûòàåòñÿ ïð îèçâåñòè êàêèå-ëèáî ðàáîòû ïî óñòðàíåíèþ
íåèñïðàâíîñòåé èçäåëèÿ â òå÷åíèå ãàðàíòèéíîãî ñðîêà.
6.1 Ïðîâåðêà è ÷èñòêà
Èñòî÷íèê ïèòàíèÿ
Ðåã óëÿðíî ñëåäèòå çà òåì, ÷òîáû ñâàðî÷íûé èñòî÷íèê ïèòàíèÿ íå áûë çàáèò
ãðÿçüþ.
Ïåðèîäè÷íîñòü ïðîâåðêè è ïðèìåíÿåìûå ìåòîäû î÷èñòêè çàâèñÿò îò:
òåõíîëîãèè ñâàðêè, äëèòåëüíîñòè ãîðåíèÿ äóãè è óñëîâèé îêðóæàþùåé ñðåäû.
Îáû÷íî áûâàåò äîñòàòî÷íî ïðîäóâàòü èñòî÷íèê ïèòàíèÿ ñóõèì ñæàòûì
âîçäóõîì (ïðè ïîíèæåííîì äàâëåíèè) îäèí ðàç â ãîä.
Çàñîðåííûå èëè çàêóïîðåííûå îòâåðñòèÿ äëÿ ïîäâîäà è îòâîäà âîçäóõà òàêæå
ìîãóò ñòàòü ïðè÷èíîé ïåðåãðåâà óñòðîéñòâà.
Ãîðåëêà äëÿ ñâàðêè TIG (äóãî âàÿ ñâàðêà âîëüôðàìîâûì ýëåêòðîäîì â
ñðåäå èíåðòíîãî ãàçà)
Äëÿ îáåñïå÷åíèÿ íà äåæíîé ñâàðêè íåîáõîäèìî ÷åðåç ðåãóëÿðíûå
ïðîìåæóòêè âðåìåíè ÷èñòèòü è çàìåíÿòü áûñòðîèçíàøèâàåìûå äåòàëè
ñâàðî÷íîé ãîðåëêè TIG.
RU

bh32d1r -- 1 3 --
7 ÏÎÈÑÊ È ÓÑÒÐÀÍÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ
Ïðåæäå ÷åì âûçûâàòü àâòîð èçîâàííîãî ñïåöèàëèñòà ïî òåõíè÷åñêîìó
îáñëóæèâàíèþ, ïîïðîáóéòå ñàìîñòîÿòåëüíî âûïîëíèòü ðåêîìåíäóåìûå íèæ å
ïðîâåðêè.
Òèï íåèñïðàâíîñòè Ðåêîìåíäóåìûå ìåðû
Îòñóòñòâèå äóãè
S Ïðîâåðüòå, âêëþ÷åí ëè âûêëþ÷àòåëü ï è òàíèÿ.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäêëþ÷åíèÿ
ñâàðî÷íîãî è îáðàòíîãî ïðîâîäà.
S Ïðîâåðüòå, ïðàâèëüíî ëè çà äàíà âåëè÷èíà
òîêà.
S Ïðîâåðüòå, íå îòêëþ÷åí ëè ìèíèàòþðíûé
âûêëþ÷àòåëü.
 ïðîöåññå ñâàðêè ïðîïàë
ñâàðî÷íûé òîê.
S Ïðîâåðüòå, íå ñðàáîò àëè ëè ðåëå çàùèòû îò
òåïëîâîé ïåðåãðóçêè (ñðàáàòûâàíèå ðåëå
îïðåäåëÿåòñÿ ïî çàãîðàíèþ îðàíæåâîé ëàìïû
íà ëèöåâîé ïàíåëè).
S Ïðîâåðüòå ïðåäîõðàíèòåëè â öåïè ñåòåâîãî
ïèòàíèÿ.
×àñòîå ñðàáàòûâàíèå ðåëå
çàùèòû îò òåïëîâîé
ïåðåãðóçêè.
S Ïðîâåðüòå, íå çàñîðèëñÿ ëè ïðîòèâîïûëåâîé
ôèëüòð.
S Óáåäèò åñü â òîì, ÷òî íå ïðåâûøåíû
íîìèíàëüíûå çíà÷åíèÿ ïàðàìåòðîâ èñòî÷íèêà
ïèòàíèÿ (ò. å. ÷òî óñòðîéñòâî ðàáîòàåò áåç
ïåðåãðóçêè).
Íèçêàÿ ýôôåêòèâíîñòü
ñâàðêè.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäêëþ÷åíèÿ
ñâàðî÷íîãî è îáðàòíîãî ïðîâîäà.
S Ïðîâåðüòå, ïðàâèëüíî ëè çà äàíà âåëè÷èíà
òîêà.
S Óáåäèò åñü â òîì, ÷òî èñïîëüçóþòñÿ ýëåêòðîäû
òðåáóåìîãî òèïà.
S Ïðîâåðüòå ðàñõîä ãàçà.
7.1 Êîä îøèáêè
Arc 151i, 201i ñíàáæàþòñÿ âñòðîåííîé ôóíêöèåé äèàãíîñòèêè íåèñïðàâíîñòåé.
 ñëó÷àå âîçíèêíîâåíèÿ íåèñïðàâíîñòè, íà äèñïëåå îòîáðàæàåòñÿ åå êîä. Ñì.
ðóêîâîäñòâî ïî ðàáîòå ñ ïàíåëüþ óïðàâëåíèÿ.
8 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Ðàáîòû ïî ðåìîíòó è ýëåêòðè÷åñêîìó ì îíòàæó äîëæíû âûïîëíÿòüñÿ
êâàëèôèöèðîâàííûì ñïåöèàëèñòîì ESAB .
Íåîáõîäèìî èñïîëüçîâàòü òîëüêî çàïàñíûå ÷àñòè, âûïóùåííûå ôèðìîé
ESAB.
Çàïàñíûå ÷àñòè ìîæíî çàêàçòú ó áëèæàéøåãî ê Âàì ESAB, (ñì. ïåðå÷åíú íà
ïîñëåäíåé ñòðàíèöå äàííîé áðîøþðû).
RU

bh32d1r -- 1 4 --
9 ÄÅÌÎÍÒÀÆ È ÓÒÈËÈÇÀÖÈß
Ñâàðî÷íîå îáîðóäîâàíèå â îñíîâíîì ñîñòîèò èç ñòàëè, ïëàñòìàññû è öâåòíûõ
ìåòàëëîâ, è äîëæíî ó òèëèçèðîâàòüñÿ ñîãëàñíî äåéñòâóþùèì íîðìàì â îáëàñòè
çàùèòû îêðóæàþùåé ñðåäû.
Îõëàæäàþùàÿ æèäêîñòü òàêæå ïîä ëåæèò îáðàáîòêå â ñîîòâåòñòâèè ñ
äåéñòâóþùèìè íîðìàìè â îáëàñòè çàùèòû îêðóæàþùåé ñðåäû.
RU

ENGLISH
-- 1 5 --
TOCe
1 DIRECTIVE 16........................................................
2SAFETY 16...........................................................
3 INTRODUCTION 17...................................................
3.1 Equipment 18................................................................
3.2 Control panel 18.............................................................
4 TECHNICAL DATA 19.................................................
5 INSTALLATION 20....................................................
5.1 Location 20..................................................................
5.2 Mains power supply 20........................................................
6 OPERATION 21.......................................................
6.1 PFC -- Power factor correction 21..............................................
6.2 Connections and control devices 21............................................
6.3 Connection of welding and return cable 21.......................................
6.4 Overheating protection 21.....................................................
6.5 MMA welding 22.............................................................
6.6 TIG welding 22...............................................................
6.7 Remote control unit 23........................................................
7 MAINTENANCE 23....................................................
7.1 Inspection and cleaning 23....................................................
8 FAULT--TRACING 24..................................................
8.1 Fault codes 24...............................................................
9 ORDERING SPARE PARTS 24..........................................
10 DISMANTLING AND SCRAPPING 24...................................
DIAGRAM 26............................................................
ORDERING NUMBER 30.................................................
ACCESSORIES 31.......................................................

-- 1 6 --
bh32d1e
1DIRECTIVE
DECLARATION OF CONFORMITY
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sweden, gives its unreserved guarantee that weld-
ing power source Arc 151i, Arc 201i from serial number 803 are constructed and tested in compliance
with the standard EN 60974--1 and EN 60974--10 (Class A) in accordance with the requirements of
directive (2006/95/EC) and (2004/108/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2008--01--25
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who works on or near the equipment
observes all the relevant safety precautions. Safety precautions must meet the requirements that apply to this type of welding
equipment. The following recommendations should be observed in addition to the standard regulations that apply to the work-
place.
All work must be carried out by trained personnel well--acquainted with the operation of the welding equipment. Incorrect oper-
ation of the equipment may lead to hazardous situations which can result in injury to the operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S location of emergency stops
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorized person is stationed within the working area of the equipment when it is started up.
S no--one is unprotected when the arc is struck
3. The workplace must:
S be suitable for the purpose
S be free from drafts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame--proof clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment may only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
CAUTION!
This product is solely intended for arc welding.
GB

-- 1 7 --
bh32d1e
WARNING
Read and understand the instruction manual before installing or operating.
Arc welding and cutting can be injurious to yourself and others. Take precausions when welding.
Ask for your employer’s safety practices which should be based on manufacturers’ hazard data.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect y our eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect y our ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING!
Do not use the power source for thawing frozen pipes.
CAUTION!
Read and understand the instruction manual before
installing or operating.
CAUTION!
Class A equipment is not intended for use in residential locations where
the electrical power is provided by the public low--voltage supply
system. There may be potential difficulties in ensuring electromagnic
compatibility of class A equipment in those locations, due to conducted
as well as radiated disturbances.
ESAB can provide you with all necessary welding protectio n and accessories.
3 INTRODUCTION
Arc 151i, Arc 201iis a welding current power source intended for use with coated
electrodes (MMA welding) and TIG welding.
ESAB’s accessories for the product can be found on page 31.
GB

-- 1 8 --
bh32d1e
3.1 Equipment
Arc 151i, Arc 201i issuppliedwitha3mweldingcable,returncable,3mmains
cable and an instruction manual for power source and control panel.
Instruction manuals in other languages can be downloaded from the website,
www.esab.com.
3.2 Control panel
Control panel A31
S Knob for setting the current
S Mains voltage LED (green)
S Thermal overload trip indicator
(yellow)
Control panel A33
Welding process parameters are controlled via the control panel.
NOTE! See the separate instruction manual for a detailed description of the control
panel.
GB

-- 1 9 --
bh32d1e
4 TECHNICAL DATA
Arc 151i Arc 201i
Mains voltage 230 V, 1 μ 50/60 Hz 230 V, 1 μ 50/60 Hz
Primary current
I
max
TIG
I
max
MMA
13.8 A
21.3 A
24.1 A
24.9 A
Mains supply Z
max
0.35 ohm Z
max
0.30 ohm
No--load power 30 W 30 W
Voltage/current range, MMA
A31
8 A /20 V -- 150 A /26 V --
A33 4 A /20 V -- 150 A /26 V 4 A /20 V -- 170 A /26.8 V
Voltage/current range TIG 3 -- 150 A 3 -- 220 A
Permissible load at MMA
25% duty cycle
60% duty cycle
100% duty cycle
150 A / 26.0 V
100 A / 24.0 V
90 A / 23.6 V
170 A / 26.8 V
130 A / 25.2 V
110A/24.4V
Permissible load at TIG
20% duty cycle
25% duty cycle
60% duty cycle
100% duty cycle
--
150 A / 16.0 V
120 A / 14.8 V
110A/14.4V
220 A / 18.8 V
--
150 A / 16.0 V
110A/14.4V
Power factor at maximum current 0.99 0.99
Efficiency at maximum current 80% 81%
Open --circuit voltage
A31
A33
58 -- 72 V
72 V
--
72 V
Operating temperature -- 1 0 ˚C-- +40˚ C -- 1 0 ˚C-- +40˚ C
T ransportation temperature -- 2 0 ˚C-- +55˚ C -- 2 0 ˚C-- +55˚ C
Constant A--weighted sound pressure <70dB <70dB
Dimensions, l x b x h 418 x 188 x 208 mm 418 x 188 x 208 mm
Weight
with A31
with A33
7.9 kg
8.1 kg
--
8.3 kg
Enclosure class IP 23 IP 23
Application class
Mains supply, Z
max
Maximum permissible line impedance on the network in accordance with IEC 61000--3--11.
Duty cycle
The duty cycle refers to the time as a percentage of a ten--minute period that you can weld at a cer-
tain load without overloading. The duty cycle is valid for 40˚C.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid
objects or water. Equipment marked IP23 is designed for indoor and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas with increased
electrical hazard.
GB

-- 2 0 --
bh32d1e
5 I NSTALLATION
The installatio n must be executed by a professional.
Note!
Mains supply requirements
High power equipment may, due to the primary current drawn from the mains supply, influence the
power quality of the grid. Therefore connection restrictions or requirements regarding the
maximum permissible mains impedance or the required minimum supply capacity at the interface
point to the public grid may apply for some types of equipment (see technical data). In this case it
is the responsibility of the installer or user of the equipment to ensure, by consultation with the
distrubution network operator if necessary, that the equipment may be connected.
5.1 Location
Position the power source such that its cooling air inlets and outlets are not
obstructed.
5.2 Mains power supply
Check that the welding power source is connected
to the correct voltage and that the correct fuse size
is used. A protective earth connection must be
made in accordance with regulations
Location of rating plate
5.2.1 Recommended fu se s izes an d minimum cable area
Arc 151i Arc 201i
Mains voltage 230 V ¦10 %, 1--phase 230 V ¦10 %, 1--phase
Mains frequency 50--60 Hz 50--60 Hz
Mains cable, area 3G2.5 mm
2
3G2.5 mm
2
Phase current I
1eff
11.5 A 13.4 A
Welding cable, area 16 mm
2
16 mm
2
Fuse
anti--surge
type C MCB
16 A
13 A
16 A
16 A
NOTE!
The cable area and fuse rating above comply with Swedish regulations. Use the
welding power source in accordance with the relevant national regulations.
GB
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB Caddy Arc 201i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: ESAB Caddy Arc 201i User manual
Documenti correlati
-
ESAB Tig 3000i Origo™ Tig 3000i Manuale utente
-
ESAB Tig 3000i AC/DC Origo™ Tig 3000i AC/DC Manuale utente
-
-
ESAB Tig 2200i Manuale utente
-
ESAB MechTig 3000i Aristo® MechTig 3000i Manuale utente
-
-
-
ESAB Origo™Arc 150 Manuale utente
-
ESAB CaddyTig 200 Manuale utente
-