cmha2p11
cmha2p10
bh32d1r -- 1 0 --
5.3 Ïðèñîåäèíåíèå ñâàðî÷íîãî è îáðàòíîãî êàáåëåé
Èñòî÷íèê ïèòàíèÿ ñíàáæåí äâóìÿ âûõîäàìè, ïîëîæèòåëüíîé êëåììîé (+) è
îòðèöàòåëüíîé êëåììîé (-), ñëóæàùèìè äëÿ ïîäêëþ÷åíèÿ ñâàðî÷íîãî è
îáðàòíîãî êàáåëåé. Âûáîð âûõîäà, ê êîòîðîìó ïîäêëþ÷àåòñÿ ñâàðî÷íûé
êàáåëü, çàâèñèò îò òèïà èñïîëüçóåìîãî ýëåêòðîäà. Ïîëÿðíîñòü ïîäêëþ÷åíèÿ
óêàçûâàåòñÿ íà óïàêîâêå ýëåêòðîäîâ. Ïîäêëþ÷èòå ñâàðî÷íûé êàáåëü ê
êëåììå, óêàçàííîé íà óïàêîâêå ýëåêòðîäîâ.
Ïîäêëþ÷èòå îáðàòíûé êàáåëü êî â òîðîìó âûõîäó íà èñòî÷íèêå ïèòàíèÿ.
Çàêðåïèòå êîíòàêòíûé çàæèì îáðàòíîãî êàáåëÿ íà äåòàëè è óáåäèòåñü â
íàëè÷èè äîñòàòî÷íîãî êîíòàêòà ìåæäó äåòàëüþ è âûõîäîì äëÿ ïîäêëþ÷åíÿ
âîçâðàòíîãî êàáåëÿ íà èñòî÷íèêå ïèòàíèÿ.
5.4 Çàùèòà îò ïåðåãðåâà
Èñòî÷íèê ïèòàíèÿ ñíàáæåí ðåëå çàùèòû îò òåïëîâîé ïåðåãðóçêè, êîòîðîå
ñðàáàòûâàåò ïðè íåäîïóñòèìîì âîçðàñòàíèè òåìïåðàòóðû. Ïðè ýòîì
ïðåêðàùàåòñÿ ïîäà÷à ñâàðî÷íîãî òîêà è çàãîðàåòñÿ æåëòàÿ èíäèêàòîðíàÿ
ëàìïà íà ïåðåäíåé ïàíåëè èñòî÷íèêà ïèòàíèÿ. Êîãäà òåìïåðàòóðà ñíèçèòñÿ,
ðåëå çàùèòû îò ïåðåãðóçêè àâòîìàòè÷åñêè âîçâðàùàåòñÿ â èñõîäíîå
ïîëîæåíèå.
5.5 Ñâàðêà ìåòîäîì ÌMA
Ìîäåëü Arc 151i / 201i äàåò ïîñòîÿííûé òîê, è âû ìîæåòå ïðîèçâîäèòü ñâàðêó
áîëüøèíñòâà ìåòàëëîâ ñ ëåãèðîâàííûìè è íåëåãèðîâàííûìè ñòàëÿìè, ñ
íåðæàâåþùåé ñòà ëüþ è ÷óãóíîì.
Arc 151i / 201i ïîçâîëÿåò âûïîëíÿòü ñâàðêó áîëüøèíñòâîì ïîêðûòûõ
ýëåêòðîäîâ äèàìåòðîì î ò Ø 1,6 äî Ø 3,25.
Ñïîñîá MMA íàçûâàåòñÿ òàêæå ñâàðêîé ïîêðûòûìè ýëåêòðîäàìè. Çàææåííàÿ äóãà
ðàñïëàâëÿåò ýëåêòðîä, è åãî ïîêðûòèå îáðàçóåò çàùèòíûé øëàê.
Åñëè ïðè çàæèãàíèè äóãè êîí÷èê ýëåêòðîäà ïðèæàòü ê ìåòàëëó, îí ñðàçó æå
ðàñïëàâèòñÿ è ïðèëèïíåò ê ìåòàëëó, äåëàÿ íåâîçìîæíîé íåïðåðûâíóþ ñâàðêó.
Ñëåäîâàòåëüíî, çàæèãàíèå äóãè äîëæíî ïðîèçâîäèòüñÿ òàêèì æå îáðàçîì, êàê
çàæèãàíèå ñïè÷êè.
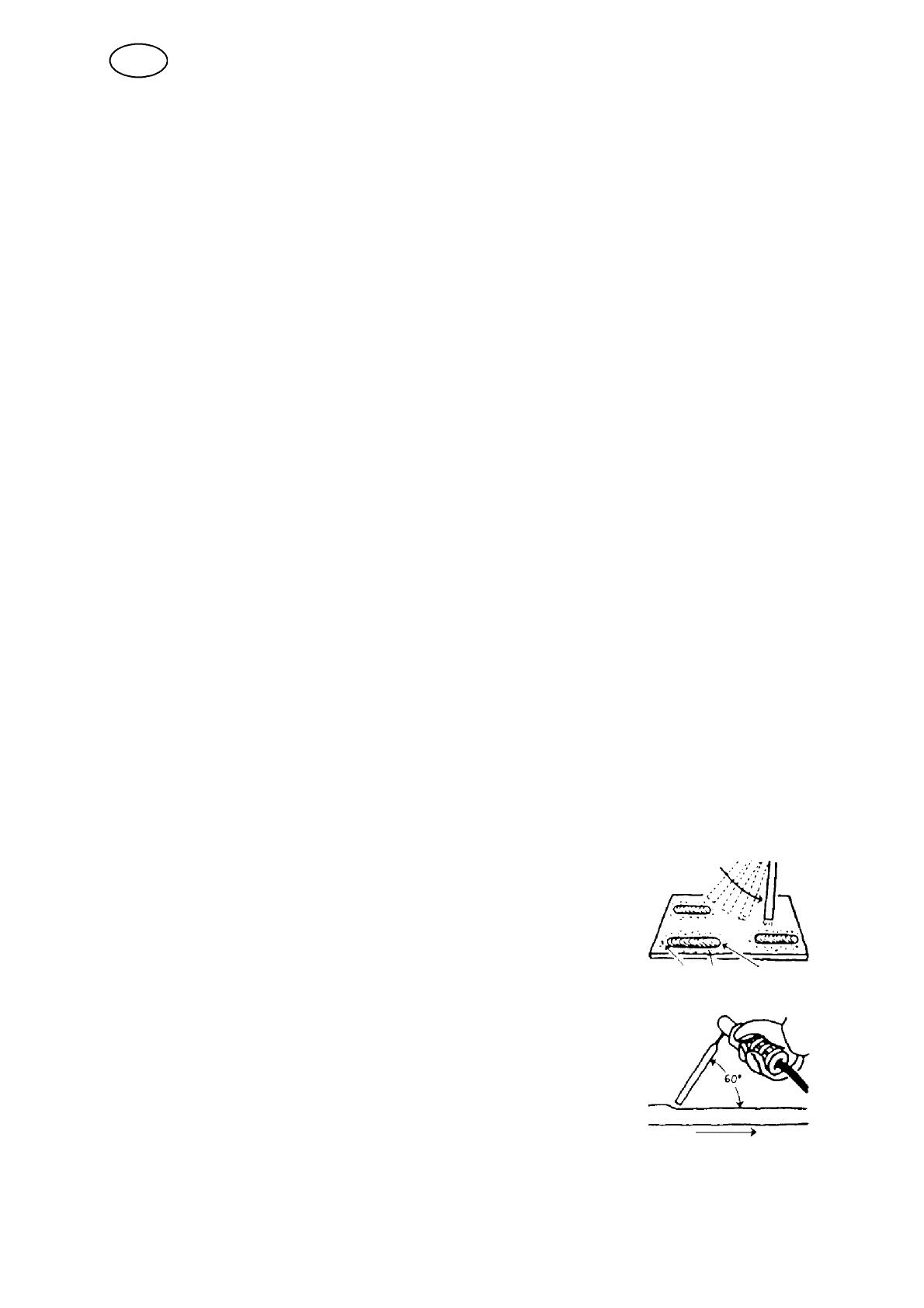
Ïðèêîñíèòåñü ýëåêòðîäîì ê ìåòàëëó, çàòåì ïîäíèìèòå åãî
òàê, ÷òîáû ïîëó÷èëàñü äóãà îïðåäåëåííîé äëèíû
(ïðèìåðíî 2 ìì). Åñëè äëèíà äóãè ÷åðåñ÷óð âåëèêà,
ñëûøåí õàðàêòåðíûé òðåñê è èìååò ìåñòî ðàçáðûçãèâàíèå
ìåòàëëà, ïîñëå ÷åãî äóãà îêîí÷àòåëüíî ïîãàñíåò.
Ïðè ðàáîòå íà ñâàðî÷íîì ñò åíäå ïåðåä çàæèãàíèåì äóãè
óáåäèò åñü â òîì, ÷òî î òõîäû ìåòàëëà, êóñêè ýëåêòðîäîâ
èëè äðóãèå ïðåäìåòû íå èçîëèðóþò ñâàðèâàåìóþ äåòàëü.
Ïîñëå çàæèãàíèÿ äóãè ïåðåìåùàéòå ýëåêòðîä ñëåâà
íàïðàâî. Ýëåêòðîä äîëæåí ðàñïîëàãàòüñÿ ïîä óãëîì 60˚ ê
ìåòàëëó îòíîñèòåëüíî íàïðàâëåíèÿ ñâàðêè.
Ïðè íåîáõîäèìîñòè âûïîëíåíèÿ øèðîêîãî øâà èëè î÷åíü
òîëñòîãî øâà (ïîñëåäîâàòåëüíû íàëî æåíèåì íåñêîëüêèõ
øâîâ) ïðîèçâîäÿòñÿ äâèæåíèÿ â ïîïåðå÷íîì
íàïðàâëåíèè.
RU



















