Sol Welding INOXA 250 HFP Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

This manual must be completed by the “CE Operating and service maual”
This manual must be completed by the “CE Operating and service maual”
Diese Betriebsanleitung muß durch die ”CE Betriebs- und W
Diese Betriebsanleitung muß durch die ”CE Betriebs- und Wartungsanleitung” ergänzt werden.
artungsanleitung” ergänzt werden.
Ce livret doit etre integré avec "Livret 'usage et manutention CE"
Ce livret doit etre integré avec "Livret 'usage et manutention CE"
Questo manuale deve essere integrato dal ”Manuale d’uso e manutenzione CE”
Questo manuale deve essere integrato dal ”Manuale d’uso e manutenzione CE”
El presente manual debe ser adjuntado al “Manual de uso y manutención CE”
El presente manual debe ser adjuntado al “Manual de uso y manutención CE”Printed in date 02/10/08
Printed in date 02/10/08 Rev
Rev. 00
. 00
INOXA 250 HF
INOXA 360 HF
INOXA 250 HFP
INOXA 360 HFP
INOXA SERIES
Sol Welding
Manuale Istruzioni
Instruction Manual
Livret d'Instructions
Betriebsanleitung
Manual de instrucciones


1
Manuale Istruzioni INOXA SERIES
Italiano
I
I
Cap. Par. DESCRIZIONE Pagina
Introduzione 2
Manutenzione ordinaria 2
1. Uso consentito 2
2. Precauzioni generali 3
3. Norme di sicurezza elettriche 3
4. Norme di sicurezza antincendio 3
5. Allacciamento alla linea di utenza 3
6. Descrizione comandi 4
7. Installazione ELETTRODO 6
7.1 Collegamento della pinza portaelettrodo 6
7.2 Collegamento del pezzo da saldare 6
7.3 Selezione modalità ELETTRODO 7
7.4 Regolazione con comando a distanza 7
7.5 Attivazione funzione “VRD”
(Voltage Reduction Device) 7
8. Installazione TIG 8
8.1 Collegamento della torcia TIG 8
8.2 Collegamento del pezzo da saldare 8
8.3 Riempimento del gruppo refrigerante
(opzionale) 8
8.4 Allacciamento Unità di Raffreddamento
(opzionale) 9
8.5 Installazione su carrello 2 / 4 ruote
(opzionale) 9
8.6 Selezione modalità TIG 10
8.7 Innesco TIG HF / LIFTARC 10
INDICE Cap. Par. DESCRIZIONE Pagina
8.8 Funzionamento TIG DC
CICLO 2 TEMPI / CICLO 4 TEMPI 11
8.9 Regolazione RAMPE di SALITA e DISCESA 13
8.10 Regolazione TIMER (solo su serie HFP) 13
8.11 Regolazione parametri secondari
(solo su serie HFP) 14
8.12 PULSAZIONE (solo su serie HFP) 14
8.13 Uso dei JOB (solo su serie HFP) 15
8.14 Modifica TEMPO di POST GAS
(Solo su serie INOXA HF) 16
8.15 Regolazione con comando a distanza 17
9. Segnali di allarme 18
10. Specifiche tecniche 19
11. Lista pezzi 20
Schemi elettrici 25

Manuale Istruzioni INOXA SERIES
2I
Introduzione
Per ottenere dall'impianto le migliori prestazioni ed assicurare alle
sue parti la massima durata, è necessario attenersi scrupolosa-
mente alle istruzioni per l'uso e alle norme di manutenzione conte-
nute in questo manuale.
Nell’interesse della clientela si consiglia di fare eseguire la manu-
tenzione e, ove occorra, la riparazione dell'impianto presso le offi-
cine della nostra organizzazione di assistenza, in quanto provviste
di appropriate attrezzature e di personale particolarmente adde-
strato.
Tutte le nostre macchine ed apparecchiature sono soggette ad un
continuo sviluppo. Dobbiamo quindi riservarci modifiche riguardan-
ti la costruzione e la dotazione.
MANUTENZIONE ORDINARIA
Evitare che si accumuli polvere metallica all’interno dell’impianto.
Togliere alimentazione all’impianto prima di ogni intervento!
Controlli periodici al generatore:
• Effettuare la pulizia interna utilizzando l’aria
compressa a bassa pressione e pennelli a
setola morbida.
• Controllare le connessioni elettriche e tutti i
cavi di collegamento.
Per la manutenzione e l’uso dei riduttori di pressione consultare i
manuali specifici.
1. APPLICAZIONI
I generatorI tipo INOXA 250 HF, INOXA 360 HF, INOXA 250 HFP e
INOXA 360 HFP sono sviluppati per saldatura ELETTRODO, TIG
Liftarc e TIG HF (*) con gamma 250 / 360A.
• Ogni applicazione diversa da quelle elencate non è consen-
tita e può compromettere la sicurezza di lavoro e l'affidabilità
dell'impianto.
È sconsigliato l’uso dei generatori INOXA (versione standard):
• In ambienti con alta concentrazione di umidità e polvere.
• Con alimentazione tramite motogeneratori.
• Con cavi di alimentazione di lunghezza superiore ai 50 mt.
Rivolgersi al centro di assistenza per consigli e precauzioni d’uso,
qualora l’installazione e l’uso dovessero svolgersi in condizioni si-
mili a quelle sopra esposte.
È consigliata una procedura di manutenzione ordinaria ogni
2-3 mesi da concordare con il centro di assistenza.
(*) Sulla serie INOXA HFP, è possibile selezionare la modalità TIG
PULSATO per garantire un ottimo decappaggio della saldatura con
minore apporto termico.
Inoltre, la possibilità di memorizzare fino a 10 JOB (punti di lavoro)
dà la possibilità all’operatore, di memorizzare e richiamare veri e
propri programmi di lavoro.

3
Manuale Istruzioni INOXA SERIES
Italiano
I
I
2. PRECAUZIONI GENERALI
Le operazioni di saldatura, se non opportunamente eseguite, rap-
presentano un rischio per la salute di operatori e di quanti si
trovano nelle immediate vicinanze.Si raccomanda pertanto, di
osservare alcune fondamentali norme di sicurezza riassumibili in:
-Limitare l’area esposta a fumi e radiazioni provenienti dalla sal-
datura delimitandola con speciali schermi ANTI RIFLESSO o, se
possibile, riservare a questi processi industriali appositi locali
-Proteggere il corpo, in tutte le sue parti, con indumenti o accessori
(maschere, elmetti ecc.) e possibilmente aderenti al corpo; utiliz-
zare scarpe di gomma al fine di risultare opportunamente isolati.
-Limitare la formazione di fumi e gas utilizzando pezzi di metallo
non trattati, puliti e privi di ruggine; in caso contrario si raccoman-
da l’utilizzo di maschere per favorire la respirazione.
Realizzare inoltre un sistema di ventilazione o aerazione che per-
metta un buon ricambio d’aria.
3. NORME DI SICUREZZA ELETTRICHE
-Evitare di lavorare con cavi che siano in qualunque modo deterio-
rati e realizzare correttamente la connessione delle fasi e della
terra con una spina normalizzata.
-Non avvolgere mai i cavi di torcia o di massa sul corpo.
-Evitare di operare in luoghi umidi o bagnati senza le adeguate
precauzioni.
-Evitare di operare con la saldatrice priva di pannelli o coperture di
protezione per salvaguardare la sicurezza dell’impianto e dell’ope-
ratore.
4. NORME DI SICUREZZA ANTINCENDIO
- Attrezzare l’area di lavoro con degli appositi estintori e control-
larne periodicamente l’efficenza.
- Posizionare su un piano solido e orizzontale il generatore assicu-
randosi che ci sia una buona aerazione ed evitarne il surriscalda-
mento ostruendo il pannello posteriore.
- Adottare tutte le norme necessarie nel caso in cui si debbano
eseguire saldature su contenitori di lubrificanti o combustibili in
genere.
5. ALLACCIAMENTO ALLA LINEA DI UTENZA
Prima di collegare I'impianto alla linea di utenza controllare che la
tensione e la frequenza di rete corrispondano a quelle riportate
sulla targa dati dell'impianto e che I'interruttore sia sulla posizione
"0".
L'allacciamento alla rete può essere eseguito mediante il cavo in
dotazione all'impianto collegando:
- il conduttore giallo-verde all'impianto di terra;
- i restanti conduttori alla rete.
Collegare al cavo di alimentazione una spina normalizzata di por-
tata adeguata e predisporre una presa di rete dotata di fusibili o
interruttore automatico. Assicurarsi che il terminale di terra sia col-
legato al conduttore di terra (GIALLO-VERDE) della linea di ali-
mentazione.
Nota: eventuali prolunghe del cavo di alimentazione devono esse-
re di sezione adeguata, in nessun caso inferiore a quella del cavo
in dotazione.

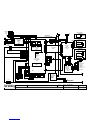
POS. 1 = Pulsante per selezione modalità:
POS. 1A = ELETTRODO __________________________
POS. 1B = TIG 2 Tempi __________________________
POS. 1C = TIG 4 Tempi __________________________
POS. 2 = Indicatore di alimentazione
POS. 3 = Display per visualizzazione corrente di saldatura
SET e REAL, tempo di rampa discesa
(su HFP series indica anche il parametro selezionato)
POS. 4 = Indicatore di blocco erogazione _______________
POS. 5 = Pulsante HF ON / OFF ______________________
POS. 5A = LED HF ON / OFF
POS. 6 = Manopola regolazione tempo di RAMPA DISCESA __
POS. 7 = Manopola regolazione CORRENTE di SALDATURA
(su HFP series regola anche il parametro selezionato)
POS. 8 = Pulsante TEST GAS ______________________
POS. 9 = Pulsante per selezione e memorizzazione JOB __
POS. 9A = LED modalità JOB selezionata
POS. 10 = Pulsanti per selezione parametri 11 e 14
POS. 11 = LED parametro selezionato:
(A) Tempo di PREGAS _______________________
(B) CORRENTE INIZIALE I1 __________________
(C) RAMPA SALITA _________________________
(D) CORRENTE di SALDATURA I2
(E) RAMPA DISCESA ________________________
(F) CORRENTE FINALE I3 ____________________
(G) Tempo di POSTGAS _____________________
POS. 12 = Pulsante per selezione modalità PULSAZIONE ____
POS. 12A = LED PULSAZIONE ON / OFF
POS. 13 = LED parametri di pulsazione selezionati
POS. 14 = LED modalità TIMER selezionata _______________
Manuale Istruzioni INOXA SERIES
4I
6. DESCRIZIONE COMANDI INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 1
12345
7
Pag. 7
Pag. 10
Pag. 10
Pag. 18
Pag. 11
Pag. 13
Pag. 8-16
Pag. 15
Pag. 14
Pag. 14
Pag. 13
Pag. 13
Pag. 14
Pag. 14
Pag. 14
Pag. 13
5234
14 7
5A
6
1A
1B
1C
8
911B
1C
1A
10
5A
10
9A
12A
8
13
11
11
HF series
HFP series
12
ABCDEFG
H
I
L

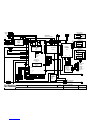
POS. 15 = Presa 7 poli per collegamento PULSANTE TORCIA ____
e COMANDO a DISTANZA ________________
POS. 15A = Spina 7 poli per collegamento
PULSANTE TORCIA ________________________
(Collegare i fili del pulsante torcia ai piedini 1e 4)
POS. 16 = Presa di uscita positivo (+)
POS. 17 = Presa di uscita negativo (-)
POS. 18 = Uscita GAS per saldatura TIG _________________
POS. 19 = Ingresso GAS per saldatura TIG _______________
POS. 20 = Interruttore principale generatore
“ACCESO - SPENTO”
POS. 21 = Cavo di alimentazione _______________________
POS. 22 = Sportello per collegamento UNITA’di
RAFFREDDAMENTO _______________________
POS. 22A = Viti per fissaggio sportello 22 _________________
POS. 23 = Raccordi rapidi mandata (blu) e ritorno
acqua (rosso)
POS. 23A = Tubo By-Pass con raccordi rapidi
Collegare ai raccordi (23) se non usati
POS. 24 = Indicatore di livello liquido di raffreddamento
POS. 25 = Tappo per riempimento acqua
POS. 26 = Cavo per segnale mancanza acqua ____________
POS. 27 = Cavo per alimentazione UNITA’di
RAFFREDDAMENTO ________________________
5
Manuale Istruzioni INOXA SERIES
Italiano
I
I
6. DESCRIZIONE COMANDI INOXA 250 HF / INOXA 360 HF / INOXA 250 HFP / INOXA 360 HFP
Fig. 2
15
17
16
20
21
18
22
22A
19
15A
Pag. 8
Pag. 7-17
Pag. 8
Pag. 8
Pag. 8
Pag. 3
Pag. 9
Pag. 9
Pag. 9
Pag. 9
25
24
23
23A
27
26
Cooler Unit 09 (Opzionale)

Manuale Istruzioni INOXA SERIES
6I
7. INSTALLAZIONE ELETTRODO
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
7.1 COLLEGAMENTO PINZA PORTAELETTRODO
7.2 COLLEGAMENTO DEL PEZZO DA SALDARE
0,3 sec
Start
Welding Current
Hot Start
Nella modalità ELETTRODO consi-
derare che le funzioni:
HOT START
ARC FORCE
ANTI STICKING
sono tutte automatiche ed auto-
adattate all’elettrodo in saldatura.
HOT START: per migliorare l'innesco, all'inizio della saldatura la
corrente aumenta di un valore % per 0,3 secondi.
ARC FORCE: per migliorare la stabilità d'arco, la corrente viene
aumentata automaticamente durante il trasferimento del metallo.
ANTISTICKING: dopo 2 secondi di corto circuito tra l'elettrodo ed il
pezzo, il generatore si spegne. Vedi Pag. 17.
1. Collegare il cavo della pinza POR-
TAELETTRODO alla presa (16).
Polarità positiva (+).
2. Nel caso si vogliano utilizzare elettrodi
con polarità invertita, collegare il cavo alla
presa (17).
Polarità negativa (-).
1. Collegare il cavo di massa alla presa
(17). Polarità negativa (-).
2. Fissare l’atra estremità del cavo di
massa al pezzo da saldare assicurandosi
che vi sia un buon contatto elettrico.
3. Nel caso si vogliano utilizzare elettrodi
con polarità invertita, collegare il cavo alla
presa (16). Polarità positiva (+).
16
17
Avvertenza! Nel caso il ge-
neratore sia allacciato all’U-
NITA’di RAFFREDDAMEN-
TO, è necessario collegare il
tubo By-pass (23A) ai raccor-
di rapidi (23).
E’possibile anche collegare
una torcia TIG raffreddata ad
acqua. Vedi Pag. 8.

7
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di
seguito fanno riferimento
alle Fig. 1-2 del capitolo 6
DESCRIZIONE COMANDI
alle Pagg. 4-5.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1A).
3. Regolare la corrente di
saldatura ruotando la mano-
pola (7).
Il valore è visualizzato sullo
strumento digitale.
7.3 SELEZIONE MODALITA’ELETTRODO
1A
7
1
1A
7
1
HF series
7.4 REGOLAZIONE CON COMANDO A DISTANZA
Nella modalità ELETTRODO è possibile
regolare a distanza la corrente di saldatu-
ra, con il comando a distanza MANUALE.
1. Collegare la spina 7 poli del comando a
distanza alla presa (15).
Il display lampeggerà per qualche secon-
do.
2. Impostare la corrente di saldatura dal
comando a distanza.
NOTA: la regolazione avviene dal valore
minimo di corrente a quello impostato sul
pannello frontale.
Es. Se la corrente I2 impostata è 200A, il
comando a distanza regolerà da 5A a
200A.
15
VRD = Voltage Reduction
Device. Questa funzione
permette, se attivata, di
ridurre la tensione di uscita a
vuoto della macchina ad un
valore di tutta sicurezza
(< 24V DC) in conformità
alle più rigide normative
internazionali.
1. Accendere il generatore
tenendo premuto il pulsante
(1).
2. Sul display comparirà la
scritta “VRD OFF” o “VRD
ON”.
3. Premere nuovamente il
pulsante (1) per impostare
“VRD OFF” o “VRD ON”.
1
1
7.5 ATTIVAZIONE FUNZIONE “VRD“
NOTA: se allo spegnimento della macchina la funzione “VRD” è
inserita, essa rimane tale alla riaccensione.
HFP series
HF series
HFP series

Manuale Istruzioni INOXA SERIES
8I
8. INSTALLAZIONE TIG
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
8.1 COLLEGAMENTO DELLA TORCIA TIG
8.2 COLLEGAMENTO DEL PEZZO DA SALDARE
1. Collegare il cavo di potenza della
Torcia alla presa (17). Polarità negativa (-).
2. Collegare il tubo GAS al raccordo (18).
3. Collegare la spina (15A) del pulsante
torcia alla presa (15).
Il comando pulsante torcia viene dato
tra i piedini 1 e 4.
4. Nel caso di torcia raffreddata ad
ACQUA, collegare i tubi di “mandata e
ritorno”, ai raccordi rapidi (23).
Per collegare l’UNITA’di RAFFREDDA-
MENTO vedi Pag. 9.
Attenzione! Nel caso di torcia raf-
freddata ad ARIA, collegare il tubo
By-pass (23A) in dotazione
all’impianto, ai raccordi rapidi (23).
5. Avvitare il riduttore di pressione alla
bombola.
6. Collegare il tubo GAS al riduttore di
pressione.
7. Collegare l’altra estremità del tubo
GAS al raccordo (19).
8. Aprire il regolatore.
9. Premere il pulsante TEST GAS (8).
10. Regolare il flusso del GAS al valore
appropriato 5-8 l/min.
NOTA: è possibile far fuoriuscire il GAS
per 10 sec. circa premendo 2 volte il pul-
sante TEST GAS (8).
Per interrompere il flusso di GAS premere
nuovamente il pulsante TEST GAS.
1. Collegare il cavo di massa alla presa
(16). Polarità positiva (+).
2. Fissare l’atra estremità del cavo di
massa al pezzo da saldare assicurandosi
che vi sia un buon contatto elettrico.
17
16
18
15
8.3 RIEMPIMENTO GRUPPO REFRIGERANTE (OPT.)
1. Assicurarsi che l’interruttore (20) sia nella posizione “0”.
2. Svitare il tappo (25) e versare il liquido refrigerante fino
al livello massimo indicato nella scala graduata (24).
3. Riavvitare il tappo (25).
Attenzione! Per il gruppo refrigerante, utilizzare
esclusivamente liquido refrigerante fornito da Sol
Welding.
Pin
3
Pin
4
Pin
1
Pin
4

9
Manuale Istruzioni INOXA SERIES
Italiano
I
I
8.4 ALLACCIAMENTO DELL’UNITA’
DI RAFFREDDAMENTO (OPZIONALE)
Attenzione! Prima di procedere all’installazione, assicurar-
si che il generatore sia scollegato da rete.
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 2 di
Pag. 5.
1. Rimuovere l’adesivo dallo sportello
(22).
2. Aprire i due fori sullo sportello e fissa-
re i passacavi in dotazione all’unità di
raffreddamento.
3. Aprire lo sportello (22) svitando le viti
(22A).
4. Far passare i cavi (26) e (27) sui pas-
sacavi.
5. Rimuovere il ponticello sui morsetti
“FLOW SWITCH”.
6. Collegare il cavo (27) AC 400V, alle
morsettiere “400V”, “0V” e “ “.
NOTA BENE. Il filo di terra (GIALLO
VERDE) deve essere collegato al
morsetto di destra.
7. Collegare il cavo (26) (segnale man-
canza acqua) ai morsetti “FLOW
SWITCH”.
8. Fissare i passacavi e richiudere lo
sportello (22).
COOLER UNIT
OUTPUT
SEE INSTRUCTION MANUAL
FOR INSTALLATION
GIALLO
VERDE
8.5 INSTALLAZIONE SU CARRELLO
2 / 4 RUOTE (OPZIONALE)
NOTA: per il montaggio dei carrelli fare
riferimento alle istruzioni all’interno degli
imballi degli stessi.
1. Posizionare GENERATORE e UNITA’
di RAFFREDDAMENTO sui vani
(30-31).
2. Fissare GENERATORE e UNITA’
di RAFFREDDAMENTO con la
cinghia a cricco (28) su carrello 2
ruote, con le viti (33) su carrello 4
ruote.
3. Posizionare la bombola di GAS sul
vano (29).
4. Fissare la bombola di GAS con la
catena (32).
30 29
31
32
33
32
28
29
30-31
TROLLEY 08
2 WHEELS
TROLLEY 08
4 WHEELS

Manuale Istruzioni INOXA SERIES
10 I
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
8.6 SELEZIONE MODALITA’TIG b) Innesco LIFTARC. Avviene per sfregamento dell’elettrodo di
tungsteno sul pezzo da saldare. E’adatto ad ambienti dove l’uso
dell’alta frequenza è proibito, es. ospedali, centrali termiche ed
elettriche, banche dati etc. Procedere come segue:
8.7 INNESCO TIG HF / LIFTARC
1. Appoggiare la ceramica
della torcia al pezzo da sal-
dare.
2. Premere il pulsante sulla
torcia.
Vedi FUNZIONAMENTO
TIG DC a Pag. 11.
3. Con un movimento rota-
torio, rispetto al punto di
appoggio della ceramica,
portare a contatto l’elettrodo
di tungsteno con il pezzo da
saldare.
4. Ritornare nella posizione
iniziale con il movimento di
ritorno: l’arco risulterà acce-
so.
5. Per interrompere l’arco,
rilasciare il pulsante sulla
torcia.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1B) o (1C) a seconda del
ciclo TIG desiderato:
2 Tempi o 4 Tempi.
Vedi Pag. 11.
3. Regolare la corrente di
saldatura ruotando la mano-
pola (7).
Il valore è visualizzato sullo
strumento digitale.
7
1
7
HF series
HFP series
1B-1C 1B-1C
1
Nella modalità TIG l’innesco dell’arco può avvenire in due modi:
con sistema Alta Frequenza (HF) o con sistema LIFTARC.
a) Innesco HF. Avviene senza toccare il pezzo da saldare, avvi-
cinare l’elettrodo al pezzo da saldare e premere il pulsante sulla
torcia. Vedi FUNZIONAMENTO TIG DC a pag. 11.

11
Manuale Istruzioni INOXA SERIES
Italiano
I
I
5
HF series
HFP series
5A
5
5A
6. Per selezionare l’innesco
HF o LIFTARC premere il
pulsante (5).
7. Il LED (5A) indica, se
acceso, che è selezionato
l’innesco HF.
rente di uscita si porta al livello impostato.
Rilasciando il pulsante torcia la corrente si porta rapidamente a
zero con lo spegnimento dell’arco.
Inizia a questo punto la fase di postgassificazione (*) con la rego-
lazione automatica del tempo di post gas in funzione della corrente
di saldatura e del tempo di saldatura.
Questa funzione è utilizzata per rapide puntature.
Vedi Pag. 16 per modifica tempo di POST GAS predefinito su serie
HF.
(*) Regolabile su serie INOXA HFP.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1B) TIG 2 TEMPI.
1
HF series
HFP series
1
NOTA: i numeri riportati di seguito fanno riferimento alle Fig. 1-2
del capitolo 6 DESCRIZIONE COMANDI alle Pagg. 4-5.
Il ciclo di funzionamento TIG si divide in funzionamento 2 tempi e
funzionamento 4 tempi, entrambi comandati dal pulsante torcia e
selezionabili tramite il pulsante (1) posto sul pannello frontale.
A) CICLO 2 TEMPI
Alla pressione del pulsante torcia inizia un tempo di pregassifi-
cazione di circa 100 millisecondi (*) dopo i quali viene abilitata la
funzione di innesco arco e, una volta instaurato l’arco TIG, la cor-
8.8 FUNZIONAMENTO TIG DC
1B
1B

Manuale Istruzioni INOXA SERIES
12 I
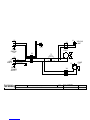
B) CICLO 4 TEMPI (2° LIVELLO)
Alla pressione del pulsante torcia inizia il tempo di pregassifi-
cazione fissato a circa 100 millisecondi (*) trascorso il quale risulta
abilitata la funzione di LIFT ARC o innesco ad Alta Frequenza.
L’innesco dell’arco TIG avviene ad un valore di corrente uguale al
20% del valore impostato e rimane a tale valore fino a che non
viene rilasciato il pulsante torcia (*).
Al rilascio del pulsante torcia la corrente di uscita si porta al valore
impostato visualizzato sullo strumento digitale. Premendo nuova-
mente il pulsante torcia per più di 300 millisecondi, inizia la fase di
decremento della corrente che porterà il segnale di uscita nuova-
mente al 20% del valore impostato (*).
La corrente si mantiene al 20% (*) del valore impostato finchè non
viene rilasciato il pulsante torcia; inizia a questo punto la fase di
postgassificazione (*) con la regolazione automatica del tempo di
post gas in funzione della corrente di saldatura e del tempo di sal-
datura.
Vedi Pag. 16 per modifica tempo di POST GAS predefinito su serie
HF.
Funzione 2°LIVELLO: durante la fase di saldatura, è possibile
diminuire il valore della corrente di saldatura fino al 50% utilizzan-
do la funzione ”2°LIVELLO” (Vedi Fig. 3 tra punti A e B).
Questa funzione viene attivata premendo e rilasciando il pul-
sante torcia per un tempo inferiore a 300 millisecondi.
(*) Regolabile su serie INOXA HFP.
1. Accendere il generatore
portando l’interruttore (20)
nella posizione “1”.
2. Premere il pulsante (1)
fino a far accendere il LED
(1C) TIG 4 TEMPI.
1
HF series
HFP series
1
1C
1C
2
nd LEVEL
Digital
readout
of setting
Start level
(Automatic
Synergic
Setting)
Up-slope
(Automatic
Synergic
Setting)
Down-slope
Easy to set
Craterfiller
Sequence
(Digital readout)
Final craterfiller
current
(Automatic
Synergic
Setting)
AB
I
2
I
1
I
3
(50% of
I
2)
Torch switch
controls
Fig. 3

13
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Nella modalità TIG è possibile regolare il tempo di rampa di salita
“UP SLOPE” e il tempo di rampa di discesa “DOWN SLOPE”.
Il tempo di rampa di salita, “UP SLOPE”, non è regolabile su serie
INOXA HF.
8.9 REGOLAZIONE RAMPE DI SALITA E DISCESA
Su serie INOXA HF
1. Ruotare la manopola (6)
per regolare il tempo di
rampa di discesa “DOWN
SLOPE”.
2. Il tempo sarà visualizzato
sul display per alcuni se-
condi.
E’regolabile da 0,1 sec a
12,5 sec.
Su serie INOXA HFP
1. Premere i pulsanti (10)
fino a che il LED (11C) o
(11E) lampeggia.
2. Con la manopola (7)
regolare il tempo di rampa di
salita o di discesa.
3. I tempi saranno visualiz-
zati sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
HF series
HFP series
10
11C
6
10
11E
7
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Nella modalità TIG è possibile selezionare il ciclo TIMER.
Questo tipo di ciclo permette la saldatura in puntatura o comunque
temporizzata.
Premendo il pulsante torcia, dopo la fase di pregassificazione, la
macchina si porterà alla corrente di saldatura e questa durerà per
il tempo impostato con il parametro TIMER ON.
NOTA: il ciclo TIMER può essere usato solo in modalità TIG 2
Tempi. Vedi Pag. 11.
8.10 REGOLAZIONE TIMER (Solo su serie INOXA HFP)
1. Premere i pulsanti (10)
fino a che il LED TIMER (14)
lampeggia.
2. Con la manopola (7)
regolare il tempo di TIMER.
3. Il tempo sarà visualizzato
sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
Il tempo è regolabile da 0,0
sec a 60 sec.
HFP series
10
10
7
14
Per disattivare il ciclo TIMER ripetere i punti 1 e 2, ruotare la
manopola (7) in senso antiorario fino a che il display indica 0,0.
Il LED TIMER (14) rimarrà spento.
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
I tempi di rampa di salita e discesa
sono regolabili da 0 sec a 10 sec.

Manuale Istruzioni INOXA SERIES
14 I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Per le regolazioni dei parametri secondari:
Tempo di PREGAS Regolabile da 0,1 a 5 sec.
CORRENTE INIZIALE I1Regolabile da 5A a Inominale (*)
CORRENTE FINALE I3Regolabile da 5A a Inominale (*)
Tempo di POSTGAS Regolabile da 0,1 a 30 sec.
procedere come segue.
8.11 REGOLAZIONE PARAMETRI SECONDARI
(Solo su serie INOXA HFP)
1. Premere i pulsanti (10)
fino a che il LED corrispon-
dente al parametro da rego-
lare lampeggia.
2. Con la manopola (7)
eseguire la regolazione.
3. Il valore regolato sarà
visualizzato sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
HFP series
10
7
10
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
(*) La corrente di uscita nominale è indicata sulla tabella dati
tecnici a pag. 19.
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
Questa modalità permette di saldare in TIG ad una corrente pul-
sante dal valore di picco I2, al valore di base ILOW impostabili come
descritto di seguito.
Viene così garantito un ottimo decappaggio della saldatura con
minore apporto termico sul materiale da saldare.
E’possibile inoltre regolare la frequenza di pulsazione (Hz) e il
bilanciamento (% BALANCE) ossia la percentuale di corrente di
picco I2, rispetto alla corrente di base ILOW.
La pulsazione può essere impostata con cicli 2 o 4 tempi, TIMER,
con o senza rampe.
8.12 PULSAZIONE
(Solo su serie INOXA HFP)
1. Premere il pulsante (12).
Il LED (12A) si accende.
2. Premere nuovamente il
pulsante (12) fino a che il
LED corrispondente al para-
metro da regolare lampeg-
gia.
HFP series
12
E’possibile regolare:
CORRENTE DI PICCO I2Regolabile da 5A a Inominale (*)
CORRENTE DI BASE ILOW Regolabile da 5A al 90% di I2
FREQUENZA PULSAZIONE Regolabile da 1 a 999Hz
% BILANCIAMENTO Regolabile da 1 al 99%
12A

15
Manuale Istruzioni INOXA SERIES
Italiano
I
I
3. Con la manopola (7)
eseguire la regolazione.
4. Il valore regolato sarà
visualizzato sul display.
Per uscire dalla regolazione
e confermare il dato pre-
mere la manopola (7).
5. Per uscire dalla modalità
PULSAZIONE premere il
pulsante (12) per 2 sec.
circa.
Il LED (12A) si spegne.
HFP series
NOTA: è possibile memorizzare le nuove impostazioni in uno dei
JOB disponibili. Vedi Pag. 16.
7
HFP series
12
Push > 2 sec
12A
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
L’uso dei JOB permette di creare o richiamare fino a 10 programmi
di saldatura sui quali saranno memorizzate le diverse impostazioni.
Il numero di JOB viene indicato sul display e può essere da 1 a 10.
Se il LED (9A) è spento, significa che non è selezionato nes-
sun JOB e la macchina lavora sul programma libero (FREE).
In questo programma, tutte le variazioni saranno salvate
automaticamente (dopo almeno una saldatura) e ripresen-
tate alla riaccensione della macchina.
A) RICHIAMO DI UN JOB.
8.13 USO DEI JOB
(Solo su serie INOXA HFP)
1. Premere il pulsante (9).
Il LED (9A) si accende.
2. Il display indicherà l’ulti-
mo JOB utilizzato.
Es. JOB n°3.
3. Selezionare il JOB da 1 a
10 ruotando la manopola
(7).
4. Premere la manopola (7)
per confermare la scelta.
Il LED (9A) rimane acceso.
5. Per uscire dalla modalità
JOB premere il pulsante (9)
fino a che il LED (9A) si
spegne.
HFP series
9A
9
9A
7

Manuale Istruzioni INOXA SERIES
16 I
B) MEMORIZZAZIONE DI UN JOB.
Dopo aver eseguito la regolazione di un o più parametri, è possi-
bile memorizzarli in uno dei JOB disponibili.
E’possibile memorizzare anche cicli di lavoro quali: ciclo 2 tempi o
4 tempi, timer, pulsazione o modalità elettrodo.
1. Premere la manopola (7)
per 2 sec. circa.
2. Il display indicherà “MEM
JOB”.
Il LED JOB (9A) lampeggia.
3. Selezionare il JOB da 1 a
10 ruotando la manopola
(7). Es. JOB n°7.
4. Premere nuovamente la
manopola (7) per 2 sec.
circa per memorizzare il
JOB.
5. Il LED JOB (9A) rimane
acceso.
6. Per uscire dalla modalità
JOB premere il pulsante (9)
fino a che il LED (9A) si
spegne.
HFP series
7
Push > 2 sec
HFP series
9A
7
Push > 2 sec
1. Posizionare la manopola
(7) a metà scala.
2. Accendere la macchina e
premere entro 1-2 sec. il pul-
sante TEST GAS (8).
3. Sul display apparirà la
scritta “REG GAS” seguita
da “0”.
4. Con la manopola (7)
regolare la percentuale di
riduzione del tempo di
POST GAS.
Es. - 50%, il display indiche-
rà “- 5”.
5. Ruotare in senso orario
per aumentare e in senso
antiorario per diminuire.
E’possibile una variazione
da 0 a +/- 90%.
6. Premere il pulsante (8)
per confermare la modifica.
HF series
7
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
E’possibile modificare il valore di sinergia del tempo di POST GAS,
per adattarlo ad esigenze specifiche. Per esempio, in un ciclo di
puntatura, il tempo risulta troppo lungo e lo si vuole accorciare.
8.14 Modifica TEMPO di POST GAS
(Solo su serie INOXA HF)
8
HF series
7
8

17
Manuale Istruzioni INOXA SERIES
Italiano
I
I
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 2 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 5.
Nella modalità TIG è possibile regolare a distanza la corrente di
saldatura, con il comando a distanza MANUALE o PEDALE.
a) Collegamento comando a distanza MANUALE:
8.15 REGOLAZIONE CON COMANDO A DISTANZA
1. Per il collegamento utilizzare
l’ADATTATORE COMANDO A DISTANZA
MANUALE cod. V15190KI.
15
lo impostato sul pannello frontale.
Es. Se la corrente I2 impostata è 200A, il comando a distanza
regolerà da 5A a 200A.
b) Collegamento comando a distanza PEDALE:
1. Collegare la spina 7 poli del comando a
distanza alla presa (15). Il display lampeg-
gerà per qualche secondo.
2. Premere il pedale per far innescare
l’arco di saldatura e premerlo più a fondo
per eseguire la regolazione.
NOTA: la regolazione avviene dal valore
minimo di corrente a quello impostato sul
pannello frontale.
Es. Se la corrente I2 impostata è 200A, il
comando a distanza regolerà da 5A a
200A.
15
A
B
C
Manual
Remote
Control
Tig torch
2. Collegare la spina 7 poli del comando a distanza e la spina del
pulsante torcia all’adattatore, vedi (A) e (B) su fig..
3. Collegare la spina 7 poli (C) dell’adattatore, alla presa (15) della
macchina. Il display lampeggerà per qualche secondo.
4. Impostare la corrente di saldatura dal comando a distanza.
NOTA: la regolazione avviene dal valore minimo di corrente a quel-
5
6
RELAY
MAX 1A
ROBOT
c) Collegamento a impianto automatico:
Sui piedini 5 - 6 della presa 7 poli è
disponibile un segnale di arco
acceso (ARC ON).
Tali piedini sono cortocircuitati da
un contatto disaccoppiato di un
relay quando la corrente di uscita è
maggiore di 3A.
E’possibile comandare tavole
rotanti, posizionatori, robot etc.

Manuale Istruzioni INOXA SERIES
18 I
10. SEGNALI DI ALLARME
9. SEGNALI DI ALLARME
NOTA: i numeri riportati di seguito fanno riferimento alla Fig. 1 del
capitolo 6 DESCRIZIONE COMANDI a Pag. 4.
1) Protezione per SOVRATEMPERATURA
1. Questa protezione inter-
viene se le temperature
interne alla macchina supe-
rano i valori prestabiliti.
In questo caso l’erogazione
di corrente viene interrotta.
Questa protezione viene
rimossa automaticamente
con il rientro delle tempera-
ture nei limiti previsti.
L’intervento di questa pro-
tezione, viene visualizzato
con l’accensione del LED
giallo (4).
NOTA: nel caso di blocco dell’erogazione dovuta ad Antisticking il
LED giallo (4) si accende. Vedi Pag. 6.
In modalità TIG, il LED giallo si accende anche se il pulsante torcia
è rilasciato.
HF series
HFP series
4
4
2) Protezione per MANCANZA ACQUA (opzionale)
Questa protezione è attiva solo se alla macchina è allacciata
l’UNITA’di RAFFREDDAMENTO 09, come indicato a pag. 9.
Nel caso di mancanza acqua o anomalia nel circuito di raffredda-
mento della torcia, il flussostato installato nell’unità di raffredda-
mento apre un contatto che blocca l’erogazione di corrente da
parte della macchina.
In questo caso il LED giallo (4) si accende, vedi Fig. a lato.
ON/OFF
2
FLOW SWITCH
PUMP
TORCH
400V
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108












































































































Sol Welding INOXA 250 HFP Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
Altri documenti
-
Yamaha HS4 Manuale del proprietario
-
Cebora 3301017 Manuale utente
-
ESAB U82 Manuale utente
-
ESAB PUA 1 Programming Manual
-
-
Miller MG211459D Manuale del proprietario
-
-
-
-