
Processi
Descrizione
Saldatura con elettrodo
di tungsteno (GTAW)
Saldatura con elettrodo rivestito
(SMAW)
OM-216 869V/ita
2010−11
Modelli a 208/575 V con Auto-Line
Modelli a 380/575 V Trifase con
Auto-Line (CE)
Generatore per saldatura ad arco
www.MillerWelds.com
Dynasty 350, 700
Maxstar 350, 700
Compresi il carrello ed il gruppo
di raffreddamento opzionali
Modelli marchiati CE e non
MANUALE DI ISTRUZIONI

Congratulazioni e Grazie per aver scelto Miller. Da adesso potrete
realmente lavorare in modo ottimale. Noi sappiamo che oggi non si può
fare altrimenti.
Per questo motivo Niels Miller, quando ha iniziato a fabbricare saldatrici
ad arco nel 1929, si assicurò di fornire prodotti di qualità superiore,
destinati ad offrire prestazioni ottimali per lunghissimo tempo.
Come Voi, i suoi Clienti esigevano i prodotti migliori disponibili sul
mercato.
Oggi, la tradizione continua, grazie agli uomini che fabbricano e vendono
i materiali Miller, con l’intento di fornire apparecchi e servizi, che
rispondano agli stessi criteri rigorosi di qualità e valore, stabiliti nel 1929.
Questo Manuale di Istruzioni è studiato per aiutarvi ad approfondire e
sfruttare al meglio i vostri prodotti Miller. Leggete con attenzione le
prescrizioni relative alla sicurezza; vi aiuteranno a proteggervi da
eventuali pericoli, nel luogo di lavoro. Miller vi permetterà
un’installazione rapida e un utilizzo semplice.
Mantenuto correttamente il materiale Miller vi
assicurerà performance immutate ed affidabili per
lunghissimo tempo, e se per qualche ragione,
l’apparecchiatura necessitasse di intervento,
trovate una guida alla soluzione dei problemi più
comuni. La lista delle parti di ricambio vi aiuterà a
decidere il particolare giusto da sostituire per
risolvere i problemi. Trovate infine informazioni
dettagliate riguardanti Garanzia e Assistenza del
vostro apparecchio.
Miller Electric produce una linea completa
di saldatrici ed apparecchi legati alla
saldatura. Per informazioni sugli altri
prodotti Miller di qualità contattare il distributore Miller per ricevere il
catalogo aggiornato completo o i singoli fogli del catalogo.
Miller, il vostro partner per
la saldatura!
Miller è stato il primo
produttore de apparecchi
per saldatura, negli Stati
Uniti, a essere certificato
secondo le norme de
assicurazione e controlle
della qualità ISO 9001.
Tutti i generatori i Miller
sono coperti dalla Garanzia
True Blue, che vi silleverà
da ogni preoccupazione e
problema.

INDICE
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE PRIMA DELL’USO 1......................
1-1. Uso Simboli 1.........................................................................
1-2. Rischi Saldatura ad Arco 1..............................................................
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione 3......................
1-4. Avvertenze “California Proposition 65” 4...................................................
1-5. Norme di Sicurezza Principali 5..........................................................
1-6. Informazione EMF 5...................................................................
SEZIONE 2 − DEFINIZIONI (solo per Modelli CE) 7...............................................
2-1. Definizioni etichette di avvertimento 7.....................................................
2-2. Etichetta RAEE (Rifiuti di Apparecchiature Elettriche ed Elettroniche) (per prodotti venduti nella
Comunità Europea) 9...................................................................
2-3. Simboli e definizioni 10..................................................................
SEZIONE 3 − INSTALLAZIONE 11..............................................................
3-1. Informazioni importanti sui prodotti CE (commercializzati nell’ambito dell’UE) 11..................
3-2. Locatie van typeplaatje met serienummer en aansluitgegevens 12..............................
3-3. Caratteristiche 12.......................................................................
3-4. Ciclo di lavoro e surriscaldamento 14......................................................
3-5. Curve Volt-Ampere 16...................................................................
3-6. Ubicazione 18..........................................................................
3-7. Avvertenze sul ribaltamento 18...........................................................
3-8. Dimensioni, pesi e schema dei fori per il montaggio 19........................................
3-9. Guida per i componenti elettrici del circuito di alimentazione 20.................................
3-10. Collegamento dell’alimentazione elettrica per i modelli 350 24..................................
3-11. Collegamento dell’alimentazione elettrica per i modelli 700 26..................................
3-12. Terminali di saldatura e dimensioni dei cavi di saldatura 29....................................
3-13. Informazioni sulla presa a 14 pin per comando a distanza (usata senza la connessione per sistemi
automatici) 30..........................................................................
3-14. Connessione per sistemi automatici (per presa a 28 pin, se presente) 31........................
3-15. Ingressi di selezione memoria a distanza (per presa a 28 pin, se presente) 32....................
3-16. Selezioni sistema automatico (per presa a 28 pin, se presente) 32..............................
3-17. Applicazione tipica su sistema automatico 33................................................
3-18. Presa doppia a 115 VCA, disgiuntore supplementare CB1 ed interruttore
di alimentazione 33.....................................................................
3-19. Connessioni del gas 34..................................................................
3-20. Connessioni TIG HF Impulsi / Lift-Arct 34.................................................
3-21. Connessioni del gruppo di raffreddamento 35................................................
3-22. Connessioni per saldatura Stick su modelli Dynasty 36.......................................
3-23. Connessioni per saldatura Stick su modelli Maxstar 36........................................
SEZIONE 4 − FUNZIONAMENTO 37.............................................................
4-1. Comandi 37...........................................................................
4-2. Manopola di regolazione 38..............................................................
4-3. Regolazione corrente 38.................................................................
4-4. Display dell’amperometro e dei parametri 38................................................
4-5. Display voltmetro e parametri selezionati 39.................................................
4-6. Controllo di polarità (solo modelli Dynastyt)39.............................................
4-7. Selettore processo 40...................................................................
4-8. Procedure di innesco dell’arco con la funzione Lift-Arc™ e TIG HF 40...........................
4-9. Deviatore teleruttore 41..................................................................
4-10. Controllo del Pulser 42..................................................................
4-11. Controlli del sequencer 43................................................................
4-12. Regolazione Gas/DIG (Preflow/Postflow/DIG/Spurgo) 44......................................
4-13. Forma d’onda CA (Solo per modelli Dynasty) 45.............................................
4-14. Memoria (Posizioni programmi 1-9) 46.....................................................

INDICE
4-15. Valori di fabbrica dei parametri, gamma e risoluzione per i modelli 350 47........................
4-16. Valori di fabbrica dei parametri, gamma e risoluzione per i modelli 700 48........................
4-17. Ripristino delle impostazioni di fabbrica 50..................................................
4-18. Visualizzazione del software e delle revisioni 50.............................................
4-19. Visualizzazione del timer/contatore di arco acceso 51.........................................
SEZIONE 5 − FUNZIONI AVANZATE 52..........................................................
5-1. Accesso alle funzioni avanzate 52.........................................................
5-2. Parametri programmabili di avvio della saldatura TIG 53......................................
5-3. Controllo della corrente erogata e funzioni del pulsante torcia 58................................
5-4. Selezione della forma d’onda CA (Solo per modelli Dynasty) 63................................
5-5. Selezione indipendente dell’ampiezza 64...................................................
5-6. Abilitazione puntatura 64.................................................................
5-7. Selezione della tensione a vuoto (OCV) per la saldatura Stick 64...............................
5-8. Selezione della funzione di verifica elettrodo incollato 65......................................
5-9. Funzioni di blocco 66....................................................................
5-10. Impostazione della saldatrice per l’azzeramento dei display durante la saldatura pulsata 68.........
5-11. Taratura degli strumenti 68...............................................................
SEZIONE 6 − MANUTENZIONE E RISOLUZIONE DEI PROBLEMI 69................................
6-2. Espulsione della polvere dall’Interno della macchina 70.......................................
6-3. Sostituzione del liquido di raffreddamento 70................................................
6-4. Individuazione guasti 71.................................................................
SEZIONE 7 − SCHEMA ELETTRICO 74..........................................................
SEZIONE 8 − ALTA FREQUENZA (HF) 87........................................................
8-1. Processi di saldatura che utilizzano HF 87..................................................
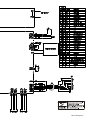
8-2. Installazione tipo, dove sono indicate le possibili fonti di interferenza
ad alta frequenza 87....................................................................
8-3. Installazione raccomandata per ridurre le interferenze ad alta frequenza 88......................
SEZIONE 9 − GUIDE PER LA PREPARAZIONE DELLA SALDATURA TIG (GTAW) 89.................
9-1. Preparazione tipica per la saldatura GTAW 89...............................................
SEZIONE 10 − SCELTA E PREPARAZIONE DELL’ELETTRODO DI TUNGSTENO PER LA SALDATURA CC
O CA CON MACCHINE AD INVERTER 91........................................................
10-1. Scelta dell’elettrodo di tungsteno
(Indossare guanti puliti per prevenire la contaminazione dell’elettrodo di tungsteno) 91.............
10-2. Preparazione dell’elettrodo di tungsteno per la saldatura CC con elettrodo negativo (DCEN) o per la sal-
datura CA con macchine ad inverter 91....................................................
SEZIONE 11 − LINEE GUIDA PER LA SALDATURA (GTAW) 92.....................................
11-1. Posizionamento della torcia 92............................................................
11-2. Movimento della torcia durante la saldatura 93...............................................
11-3. Posizionamento dell’elettrodo di tungsteno e della torcia per vari giunti saldati 93..................
SEZIONE 12 − GUIDA ALLA PREPARAZIONE DELLA SALDATURA STICK (SMAW) 94...............
12-1. Display del pannello frontale per la saldatura Stick DCEP
(Corrente continua elettrodo positivo) 94....................................................
SEZIONE 13 − GUIDA PER LA SALDATURA STICK (SMAW) 95....................................
SEZIONE 14 − LISTA PARTI DI RICAMBIO, MODELLI 350 102.......................................
SEZIONE 15 − LISTA PARTI DI RICAMBIO, MODELLI 700 112.......................................
SEZIONE 16 − LISTA PARTI DI RICAMBIO, GRUPPO DI RAFFREDDAMENTO 122.....................
SEZIONE 17 − LISTA PARTI DI RICAMBIO, CARRELLO 124........................................
GARANZIA

DECLARATION OF CONFORMITY
for European Community (CE marked) products.
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the
product(s) identified in this declaration conform to the essential requirements and provisions of
the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product
Stock Number
Dynasty 350 907204021
Maxstar 350 907334021
Dynasty 700 907101021
Maxstar 700 907103021
Council Directives:
• 2006/95/EC Low Voltage
• 2004/108/EC Electromagnetic Compatibility
Standards:
• IEC 609741: 2005 Arc Welding Equipment – Welding Power Sources
• IEC 609743: 2007 Arc Welding Equipment – Arc Striking and Stabilizing Devices
• IEC 6097410: 2007 Arc Welding Equipment – Electromagnetic Compatibility Requirements
• EN 50445 Product family standard to demonstrate compliance of equipment for resistance welding, arc weld
ing and allied processes with the basic restrictions related to human exposure to electromagnetic fields (0 Hz
– 300Hz) BS EN 50445:2008.
US Signatory:
November 30, 2010
_____________________________________ ____________________________________
David A. Werba
Date of Declaration
MANAGER, PRODUCT DESIGN COMPLIANCE
241512E


OM-216 869 Pagina 1
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE
PRIMA DELL’USO
ita_som_2009−08
7
Proteggete voi stessi e gli altri — si prega di leggere e seguire le seguenti precauzioni.
1-1. Uso Simboli
PERICOLO! Indica una situazione pericolosa che, in as-
senza di contromisure, può causare lesioni gravi o fata-
li. I possibili pericoli sono raffigurati dai simboli conti-
gui o spiegati nel testo.
Indica una situazione pericolosa che, in assenza di con-
tromisure, può causare lesioni gravi o fatali. I possibili
pericoli sono raffigurati dai simboli contigui o spiegati
nel testo.
AVVISO − Indica dichiarazioni non connesse a possibili lesioni.
Indica istruzioni speciali.
Questo gruppo di simboli significa: AVVERTENZA! Attenzione! Peri-
colo di ELETTROCUZIONE, PEZZI IN MOVIMENTO e COMPO-
NENTI CALDI. I simboli e le istruzioni per evitare i pericoli sono ripor-
tati qui di seguito.
1-2. Rischi Saldatura ad Arco
I simboli raffigurati sotto sono usati nell’intero manuale per
attirare l’attenzione ed identificare i possibili pericoli. Quan-
do si incontra il simbolo, fare attenzione ed attenersi alle
istruzioni per evitare il pericolo segnalato. Le informazioni
sulla sicurezza presentate sotto sono solamente un riassun-
to del materiale relativo agli standard di sicurezza elencato
nella sezione 1-5. Leggere e conformarsi a tutti gli standard
di sicurezza indicati.
L’installazione, messa in funzione, manutenzione e riparazio-
ne di questa unità vanno affidate esclusivamente a personale
qualificato.
Durante il funzionamento, tenere lontano chiunque, specie i
bambini.
Le SCOSSE ELETTRICHE possono
uccidere.
Toccare parti sotto tensione può causare scosse
mortali o gravi ustioni. L’elettrodo e il circuito
operativo sono sotto tensione ogni volta che il
generatore è attivato. Anche il circuito di erogazione
e i circuiti interni della macchina sono sotto tensione
quando la corrente è attivata. Nella saldatura a filo
semiautomatica o automatica la bobina del filo, la
sede del rullo di guida per il filo e tutte le parti di
metallo che toccano il filo di saldatura sono sotto
tensione. L’installazione o la messa a terra incorrette
della macchina costituiscono un rischio.
Non toccare parti elettriche sotto tensione.
Indossare guanti isolanti asciutti e privi di fori e protezione per il
corpo.
Isolarsi dal piano di lavoro e da terra usando tappetini isolanti
asciutti o coperture di dimensioni sufficienti a evitare qualsiasi con-
tatto fisico con il piano di lavoro o con il pavimento.
Non utilizzare prese a c.a. in zone umide se gli spazi sono ristretti o
se vi e rischio di cadute.
Utilizzare prese a c.a. solo se indispensabile.
Se occorre utilizzare prese a c.a. , usare il commando a distanza
(se previsto).
Quando si verifica una delle seguenti condizioni di rischio di scos-
sa elettrica, occorre prendere delle precauzioni di sicurezza
aggiuntive: in ambienti umidi o quando si indossano indumenti ba-
gnati; su strutture metalliche come scale, grigliati o impalcature;
quando ci si trova in posizioni con limitata possibilità di movimento
(posizione seduta, inginocchiata o sdraiata) oppure quando esiste
un rischio elevato di contatto inevitabile o accidentale con il pezzo
da saldare o la terra. Per queste condizioni, usare i seguenti equi-
paggiamenti, nell’ordine elencati: 1) una saldatrice
semiautomatica a filo a tensione costante in CC, 2) una saldatrice
manuale in CC (stick), oppure 3) una saldatrice in CA con tensione
a vuoto ridotta. Nella maggior parte delle situazioni, si consiglia
l’uso di una saldatrice a filo a tensione costante in CC. Inoltre, è
buona norma non lavorare mai da soli.
Disinserire la corrente o fermare la macchina prima di installare o
effettuare operazioni di riparazione sull’attrezzatura. Assicurarsi
che il dispositivo di arresto automatico della corrente sia installato
in conformità all’ OSHA 29 CFR 1910.147 (vedi Norme di Sicurez-
za).
Installare e mettere a terra l’attrezzatura rispettando quando con-
tenuto nel Manuale del Proprietario e secondo codici nazionali,
statali e locali.
Controllare sempre la messa a terra della rete − controllare e assi-
curarsi che il filo di messa a terra del cavo di rete sia collegato in
modo appropriato con il terminale di terra dell’interruttore di circuito
o che la spina sia collegata ad una presa messa a terra in modo
appropriato.
Nel fare qualsiasi collegamento di rete attaccare per primo il
conduttore di messa a terra − controllare sempre i collegamenti.
Mantenere i cavi asciutti, senza macchie o depositi d’olio o di gras-
so e protetti contro il metallo caldo e le scintille.
Controllare frequentemente il cavo della corrente per individuare
eventuali danni o cavi scoperti − sostituire immediatamente qual-
siasi cavo danneggiato − i cavi scoperti possono uccidere.
Spegnere tutte le attrezzature quando non in uso.
Non usare cavi scoperti, danneggiati, di misura inferiore al norma-
le o non giuntati in modo appropriato.
Non avvolgere i cavi intorno al corpo.
Se è necessaria la messa a terra del pezzo da lavorare, collegare
direttamente il pezzo a terra, con un cavo separato.
Non toccare l’elettrodo se si è in contatto con il pezzo da lavorare, il
pavimento o un altro elettrodo appartenente ad una macchina di-
versa.
Non toccare contemporaneamente le pinze porta elettrodo con-
nesse a due saldatrici diverse in quanto sarà presente una
tensione pari a due volte la tensione a vuoto.
Usare solo attrezzature in buone condizioni. Riparare o sostituire
immediatamente parti danneggiate. Mantenere la macchina in
conformità a quanto descritto nel manuale.
Indossare un’imbragatura di sicurezza nel caso si lavori sospesi
da terra.
Tenere tutti i pannelli e i coperchi al loro posto.
Fissare il cavo di lavoro al pezzo da lavorare con contatto metallo-
su-metallo il più vicino possibile al punto di saldatura.
Isolare il morsetto de masse quando non e collegato al pezzo de
saldare, per evitare contatti accidentali con altri oggetti metallici.
Anche con l’interruttore di linea aperto all’interno degli “inverter”
rimane una tensione residua pericolosa.

OM-216 869 Pagina 2
Sulle saldatrici ad inverter, è presente una TENSIONE
CONTINUA ELEVATA ANCHE DOPO l’interruzione
dell’alimentazione.
Spegnere il generatore, aprire l’interruttore di linea e scaricare
i condensatori seguendo le istruzioni riportate nella Sezione
Manutenzione prima di toccare qualsiasi parte.
LE PARTI CALDE possono causare
ustioni.
Non toccare le parti calde a mani nude.
Lasciare raffreddare prima di effettuare
qualsiasi operazione sulla saldatrice.
Per movimentare parti calde, usare gli attrezzi adatti e/o indos-
sare guanti per saldatura e indumenti spessi e isolati per preve-
nire bruciature.
L’operazione di saldatura produce fumi e gas.
Respirare tali fumi e gas può essere pericoloso per
la salute.
I FUMI E I GAS possono essere peri-
colosi.
Tenere la testa fuori dai fumi. Non respirare i fumi.
Nel caso si lavori in ambiente chiuso, aerare l’ambiente e/o usare
un sistema di ventilazione forzata in corrispondenza dell’arco per
rimuovere i fumi e i gas prodotti dalla saldatura.
Nel caso ci sia poca ventilazione, indossare un respiratore ad aria
di modello approvato.
Leggere e comprendere le Schede di Sicurezza dei Materiali
(MSDSs) e le istruzioni del fabbricante riguardo i metalli, le parti di
consumo, i rivestimenti, i preparati per pulitura e gli sgrassanti.
Lavorare in ambiente chiuso solo se ben ventilato, oppure se
si indossa un respiratore ad aria. Lavorare sempre con una perso-
na esperta al fianco. I fumi e i gas derivanti dalla saldatura possono
alterare la qualità dell’aria abbassando il livello di ossigeno e quindi
causare problemi o morte. Assicurarsi che la qualità dell’aria rientri
nei livelli di sicurezza.
Non saldare in prossimità di operazioni di sgrassatura, pulizia o
spruzzatura. Il calore e i raggi prodotti dall’arco possono reagire
con i vapori e formare gas altamente tossici e irritanti.
Non effettuare operazioni di saldatura su metalli rivestiti, quali ferro
zincato, piombato o cadmiato, a meno che il rivestimento non
venga rimosso dalla zona di saldatura, l’area non sia ben ventilata
e, se necessario, non si indossi un respiratore ad aria. I rivestimen-
ti e qualsiasi metallo contenente tali elementi possono emettere
fumi tossici se vengono saldati.
RAGGI DELL’ARCO possono causa-
re ustioni ad occhi e pelle.
I raggi dell’arco derivanti dal processo di saldatura
producono raggi intensi visibili e invisibili (ultraviolet-
ti e infrarossi) che possono ustionare sia occhi che
pelle. Nel luogo de saldatura si generano delle scintille.
Indossare un casco per saldatura di tipo approvato con visiera
dotata di filtro con schermatura protezione appropriata
per proteggere il viso e gli occhi dalla radiazione luminosa e
dalle scintille prodotte dall’arco di saldatura, quando si salda
o si assiste alle operazioni di saldatura (vedi ANSI Z49.1 e Z87.1
elencati nelle Norme di Sicurezza).
Indossare occhiali di sicurezza di modello approvato e con scher-
mi laterali sotto la maschera.
Usare schermi protettivi o barriere ai fini di proteggere terze perso-
ne da bagliori e scintille; assicurarsi che terze persone non fissino
l’arco.
Indossare indumenti protettivi fatti di materiale duraturo e non
infiammabile (pelle, cotone pesante o lana) e protezione per i piedi.
Saldare su contenitori chiusi, quali serbatoi, bidoni e
tubi può risultare nell’esplosione di questi ultimi.
L’arco di saldature può emanare scintille. Le scintille,
il pezzo in lavorazione e l’attrezzatura riscaldati
possono causare incendi e ustioni. Un contatto accidentale tra
l’elettrodo e oggetti in metallo può provocare scintille, esplosioni,
surriscaldamento oppure un incendio. Assicurarsi che l’area sia
sicura prima di effettuare qualsiasi operazione di saldatura.
LE OPERAZIONI DI SALDATURA pos-
sono causare incendi o esplosioni.
Rimuovere tutti i materiali infiammabili in un area di 10,7 m intorno
all’arco di saldatura. Qualora ciò non sia possibile coprire accura-
tamente tutto con le coperture di modello approvato.
Non effettuare operazioni di saldatura nel caso in cui ci sia la possi-
bilità che le scintille colpiscano materiale infiammabile.
Proteggere sè stessi e gli altri da scintille e metallo caldo.
Fare attenzione, in quanto le scintille e i materiali caldi derivanti dal
processo di saldatura possono facilmente inserirsi attraverso
piccole crepe e aperture e passare ad aree adiacenti.
Attenzione a possibili incendi; tenere sempre un estintore nelle
vicinanze.
Fare attenzione, in quanto operazioni di saldatura effettuate su
soffitti, pavimenti, muri di sostegno o divisori possono causare in-
cendi dalla parte opposta.
Non effettuare operazioni di saldatura su contenitori chiusi quali
serbatoi, bidoni o tubi a meno che questi non siano preparati in mo-
do appropriato in conformità all’ AWS F4.1 (vedi Norme di
Sicurezza).
Non saldare laddove l’atmosfera possa contenere polvere, gas o
vapori infiammabili (tipo quelli di benzina).
Collegare il cavo di lavoro al pezzo da saldare il più vicino possibile
alla zona di saldatura ai fini di evitare che la corrente di saldatura
debba percorrere lunghi tratti, magari non in vista, in quanto questo
può causare scosse elettriche, scintille e rischi di incendio.
Non usare la saldatrice per disgelare tubature.
Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare il
filo di saldatura alla punta di contatto quando non in uso.
Indossare indumenti protettivi non oleosi quali guanti in pelle,
camicia pesante, pantaloni senza risvolti, calzature alte e un copri-
capo.
Rimuovere tutti i combustibili, quali accendini al butano o fiammife-
ri, da se stessi prima di iniziare qualsiasi operazione di saldatura.
Una volta completato il lavoro, ispezionare l’area e verificare l’as-
senza di scintille, tizzoni ardenti e fiamme.
Usare solamente i fusibili o gli interruttori di sicurezza giusti. Non
aumentarne in modo eccessivo l’amperaggio né escluderli.
Seguire i requisiti OSHA 1910.252 (a) (2) (iv) e NFPA 51B per i
lavori ad alta temperatura e tenere a portata di mano un dispositivo
antincendio ed un estintore.
I PEZZI DI METALLO VOLANTI o lo
SPORCO possono danneggiare gli
occhi.
Le operazioni di saldatura, sbavatura, spazzo-
latura e molatura possono generare scintille e
proiezioni metalliche. Quando la zona saldata
si raffredda, possono essere proiettate delle
scorie.
Anche se si indossa la maschera, utilizzare al di sotto occhiali di
protezione approvati, con schermi laterali.
L’ACCUMULO DI GAS può causare
lesioni, anche mortali.
Chiudere sempre la valvola della bombola
quando non si utilizza.
In ambienti confinati, mettere sempre in funzio-
ne una ventilazione adeguata o utilizzare respi-
ratori con alimentatore d’aria approvati.

OM-216 869 Pagina 3
I CAMPI ELETTROMAGNETICI (EMF) possono
influenzare il funzionamento dei dispositivi
medicali impiantati negli esseri umani.
Le persone su cui sono stati impiantati
pacemaker o altri dispositivi medicali devono rimanere a debita
distanza.
Le persone su cui sono stati impiantati dispositivi medicali
devono rivolgersi al proprio medico e al produttore
del dispositivo prima di avvicinarsi a luoghi dove si svolgono
operazioni di saldatura ad arco, saldatura a punti, scriccatura,
taglio ad arco plasma e riscaldamento a induzione.
IL RUMORE può danneggiare l’udito.
Il rumore emesso da alcuni procedimenti e da certi
apparecchiature può danneggiare l’udito.
Utilizzare gli appositi tappi o paraorecchie di
modello approvato qualora il livello del rumore
sia eccessivo.
LE BOMBOLE, se danneggiate,
possono esplodere.
Le bombole di gas contengono gas sotto alta
pressione. Se danneggiata, una bombola può es-
plodere. Le bombole di gas fanno parte del processo
di saldatura e come tali devono essere maneggiate con cautela.
Proteggere le bombole di gas compresso da calore eccessivo,
colpi, danni, scorie, fiamma viva, scintille ed archi elettrici.
Installare le bombole in posizione verticale fissandole ad un sup-
porto fisso o agli appositi contenitori ai fini di evitare che si
rovescino o che cadano.
Tenere le bombole lontano dalle operazioni di saldatura o da altri
circuiti elettrici.
Non avvolgere mai una torcia di saldatura intorno ad una bombola
di gas.
Non permettere mai che l’elettrodo tocchi una bombola.
Non effettuare mai operazioni di saldatura su una bombola sotto
pressione in quanto questo causerà un’esplosione.
Usare solo le bombole di gas, i regolatori, e i tubi corretti e gli
accessori adatti all’applicazione specifica; mantenere il tutto in
buone condizioni.
Tenere la faccia lontana dall’ugello di uscita nell’aprire la valvola
della bombola.
Tenere il coperchio protettivo sulla valvola eccetto quando la bom-
bola è in uso.
Usare l’attrezzatura appropriata, le procedure corrette ed un nu-
mero di persone sufficiente per sollevare o spostare le bombole.
Leggere e seguire le istruzioni riguardanti le bombole di gas com-
presso e relativi accessori, così come la pubblicazione P-1 CGA
(Compressed Gas Association) elencata nelle Norme di Sicurez-
za.
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione
RISCHIO DI INCENDIO OD ESPLO-
SIONE.
Non posizionarle la macchina, sopra o vicino
a superfici combustibili.
Non installare la macchina in vicinanza di ma-
teriali infiammabili.
Non sovraccaricare il circuito di alimentazione. Prima de allac-
ciare il generatore accertarsi che il circuito de alimentazione sia
di sezione adeguato al carico che deve alimentare.
LE PARTI IN CADUTA possono
causare ferimenti.
Usare la vite ad occhio per sollevare solo la
macchina e NON le parti mobili, le bombole di
gas o qualsiasi altro accessorio.
Usare un’apparecchiatura adeguata per solle-
vare la macchina.
Nel caso si usassero carrelli con forche ai fini di spostare la mac-
china, assicurarsi che tali forche siano di una lunghezza suffi-
ciente a raggiungere il lato opposto della macchina stessa.
Mantenere le apparecchiature (i fili ed i cavi) lontano dai veicoli in
movimento quando si lavora in posizione sopraelevata.
Seguire le istruzioni riportate nel Manuale applicativo
dell’equazione NIOSH per le attività di sollevamento, versione
aggiornata (Pubblicazione No. 94–110) quando si sollevano
manualmente parti o apparecchiature pesanti.
L’USO ECCESSIVO può causare
SURRISCALDAMENTO DELL’APPA-
RECCHIATURA.
Permettere che l’apparecchiatura si raffreddi;
seguire il ciclo operativo nominale.
Ridurre la corrente o il ciclo operativo prima di
ricominciare di nuovo a saldare.
Non ostacolare con filtri ad altro l’aria che fluisce nell’apparec-
chiatura.
LE SCINTILLE possono causare
ferimenti
Indossare un gran facciale per proteggere sia
gli occhi che la faccia.
Conformare l’elettrodo al tungsteno solamente
con la molatrice completa delle apposite prote-
zioni, in un luogo sicuro, proteggendo in modo
opportuno il volto, le mani ed il corpo.
Le scintille possono causare incendi. Tenere lontane le sostanze
infiammabili.
L’ELETTRICITA’ STATICA può danneg-
giare le parti sul circuito.
Indossare fascetta di messa a terra sul polso
PRIMA di maneggiare circuiti o parti.
Usare sacchi o scatole antistatica per imma-
gazzinare, muovere o trasportare cartelle di
circuito stampato.

OM-216 869 Pagina 4
LE PARTI IN MOVIMENTO possono
causare ferimenti.
Tenersi lontani dalle parti in movimento.
Tenersi lontani da parti potenzialmente perico-
lose, quali i rulli di trasmissione.
IL FILO DI SALDATURA può causare
ferimenti.
Non premere il pulsante della torcia fino a quan-
do non ricevete istruzioni a tale fine.
Non puntare la torcia verso il corpo, altre perso-
ne o qualsiasi metallo durante le operazioni di
alimentazione del cavo di saldatura.
LE PARTI IN MOVIMENTO possono
causare ferimenti.
Tenersi lontani da parti in movimento quali i vo-
lani.
Tenere tutti i portelli, i pannelli, i coperchi e le
protezioni chiusi e al loro posto.
Se necessario, per la manutenzione e la riparazione dei guasti,
far rimuovere gli sportelli, i pannelli, i coperchi o le protezioni solo
da personale qualificato.
Rimontare gli sportelli, i pannelli, i coperchi e le protezioni quan-
do la manutenzione è terminata e prima di collegare il connettore
di alimentazione.
LEGGERE LE ISTRUZIONI.
Leggere attentamente tutte le etichette ed il
Manuale d’uso e seguire le indicazioni ivi
riportate prima di installare, mettere in funzione
o riparare la macchina. Leggere le informazioni
di sicurezza riportate all’inizio del manuale ed
in ciascuna sezione.
Usare solo parti di ricambio originali del costruttore.
Eseguire la manutenzione e le riparazioni seguendo quanto
riportato sul Manuale d’uso, gli standard industriali e le normative
applicabili.
LE RADIAZIONI EMESSE DALL’ALTA
FREQUENZA possono causare delle
interferenze.
Le radiazioni ad alta frequenza possono inter-
ferire con la radionavigazione, i servizi di sicu-
rezza, i computer e gli strumenti di comunica-
zione.
Questa installazione deve essere effettuata esclusivamente da
persone qualificate e specializzate nell’uso di attrezzature elettro-
niche.
É responsabilità dell’utente fare correggere immediatamente qual-
siasi problema di interferenza che si presenti in seguito
all’installazione da un elettricista qualificato.
Qualora avvisati dall’FCC (Ufficio Controllo Frequenze) riguardo
interferenze, smettere immediatamente di usare l’attrezzatura.
Assicurarsi che l’apparecchiatura sia regolarmente controllata e
mantenuta in efficienza.
Tenere i portelli e i pannelli della fonte di alta frequenza ben chiusi,
assicurarsi che la distanza tra le puntine sia quella regolare e utiliz-
zare messe a terra e protezioni ai fini di minimizzare la possibilità di
interferenza.
LA SALDATURA AD ARCO può causare
interferenza.
L’energia elettromagnetica può causare inter-
ferenza con il funzionamento degli apparecchi
elettronici sensibili, quali computer e macchine
regolate da computer, come i robot.
Accertarsi che tutti gli apparecchi che si trovano nell’area di salda-
tura soddisfino i requisiti sulla compatibilità elettromagnetica.
Per ridurre la possibilità d’interferenza, utilizzare cavi quanto più
corti possibile, vicini tra di loro e tenerli bassi, per esempio sul pavi-
mento.
Eseguire la saldatura ad almeno 100 metri di distanza da qualsiasi
apparecchio elettrico sensibile.
Accertarsi che la saldatrice sia installata e collegata all’impianto di
messa a terra come specificato in questo manuale.
Se si verifica interferenza, adottare misure ulteriori quali lo sposta-
mento della saldatrice, l’utilizzo di cavi schermati, di filtri in linea o la
schermatura dell’area di lavoro.
1-4. Avvertenze “California Proposition 65”
L’apparecchiatura di saldatura o di taglio produce fumi o gas
che contengono sostanze chimiche note allo Stato della Califor-
nia come cause di malformazioni alla nascita e, in alcuni casi, di
cancro. (California Health & Safety Code Section 25249.5 e
succ.)
I morsetti, i terminali della batteria ed i relativi accessori conten-
gono piombo e leghe di piombo, sostanze chimiche note allo
Stato della California come cause di cancro e malformazioni alla
nascita o altre anomalie nella riproduzione. Lavarsi le mani dopo
aver toccato parti di batteria.
Questo prodotto contiene sostanze chimiche, tra cui il piom-
bo, note allo Stato della California come cause di cancro e
malformazioni alla nascita o altre anomalie nella riprodu-
zione. Lavarsi le mani dopo l’uso.
Per i motori a benzina:
I gas di scarico dei motori contengono sostanze chimiche note
allo Stato della California come cause di cancro e malformazioni
alla nascita o altre anomalie nella riproduzione.
Per i motori diesel:
I gas di scarico dei motori diesel ed alcuni dei loro componenti
sono noti allo Stato della California come cause di cancro e mal-
formazioni alla nascita o altre anomalie nella riproduzione.

OM-216 869 Pagina 5
1-5. Norme di Sicurezza Principali
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (phone: 301-504-7923, website:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informazione EMF
Il passaggio della corrente elettrica in qualsiasi conduttore genera
campi elettromagnetici localizzati (EMF). La corrente di saldatura crea
un campo elettromagnetico intorno al circuito e agli apparecchi utilizzati
per la saldatura. I campi EMF possono interferire con i dispositivi
medicali, quali i pacemaker. Le persone a cui sono stati impiantati
apparecchi medicali devono assumere misure protettive, ad esempio
la limitazione dell’accesso ai non addetti e la valutazione dei rischi
individuali per i saldatori. Tutti i saldatori sono tenuti a rispettare le
seguenti procedure al fine di ridurre al minimo l’esposizione ai campi
EMF creati intorno al circuito di saldatura:
1. Tenere i cavi insieme attorcigliandoli o avvolgendoli con nastro
oppure utilizzando un copricavo.
2. Non infrapporsi tra i cavi di saldatura. Disporre i cavi su un lato e
lontano dall’operatore.
3. Non avvolgere i cavi intorno al corpo.
4. Tenere testa e busto quanto più lontano possibile dall’apparec-
chiatura inserita nel circuito di saldatura.
5. Fissare il morsetto al pezzo da lavorare il più vicino possibile al
punto di saldatura.
6. Non lavorare, sedersi o restare in prossimità della saldatrice.
7. Non eseguire la saldatura mentre si trasporta la saldatrice o
l’alimentatore di filo.
Nota sui dispositivi medici impiantati
I portatori di dispositivi medici impiantati devono consultare il proprio
medico ed il fabbricante del dispositivo prima di avvicinarsi o eseguire
operazioni di saldatura ad arco e a punti, sgorbiatura, taglio arco−pla-
sma o di riscaldamento ad induzione. Una volta ottenuto il parere
favorevole del medico, non mancare si attenersi alle procedure indicate
in precedenza.

OM-216 869 Pagina 6

OM−216 869 Pagina 7
SEZIONE 2 − DEFINIZIONI (solo per Modelli CE)
2-1. Definizioni etichette di avvertimento
Avvertenza! Fare attenzione! Sono presenti
vari pericoli, indicati dai simboli che seguono.
1 Scariche elettriche generate
dall’elettrodo di saldatura o da conduttori
possono causare la morte.
1.1 Indossare guanti isolanti asciutti. Non
toccare l’elettrodo a mani nude. Non in-
dossare guanti bagnati o danneggiati.
1.2 Proteggersi dal pericolo di folgorazione
tramite isolamento della propria persona
dall’area di lavoro e dalla terra.
1.3 Prima di intervenire sulla macchina,
scollegare la spina o l’impianto di
alimentazione.
2 L’inalazione dei fumi di saldatura è noci-
va alla salute.
2.1 Tenere la testa fuori dei fumi.
2.2 Usare un sistema di ventilazione forzata
o un aspiratore per eliminare i fumi.
2.3 Usare un ventilatore per eliminare i fumi.
3 Le scintille generate dalla saldatura
possono causare esplosione o incendio.
3.1 Tenere i materiali infiammabili a distanza
di sicurezza dalla zona di saldatura. Non
effettuare saldature in prossimità di ma-
teriali infiammabili.
3.2 Le scintille generate dalla saldatura
possono causare incendio. Tenere un
estintore a portata di mano, con un
osservatore pronto ad usarlo.
3.3 Non effettuare saldature su fusti né su
qualsiasi altro contenitore chiuso.
4 I raggi dell’arco possono ustionare gli
occhi e causare lesioni cutanee.
4.1 Indossare elmetto e occhiali di sicurez-
za. Usare protezioni acustiche e indos-
sare una camicia a colletto chiuso. Usa-
re un elmetto da saldatura con schermo
adeguato. Indossare un equipaggiamen-
to di protezione personale completo.
5 Prima di intervenire sulla macchina o di
effettuare saldature, ricevere l’addestra-
mento adeguato e leggere le istruzioni.
6 Non rimuovere le targhette né verniciarle
(coprirle).
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1
5
6
S-179 310-A
5
1
1 Significa Attenzione! Questa
operazione comporta possibili
rischi! Tali rischi vengono
illustrati dai simboli.
2 Scosse elettriche causate
dai cavi possono uccidere.
3 Prima di intervenire su questa
macchina, leggere il Manuale
d’istruzioni.
4 Staccare la spina di
alimentazione o disinserire
la corrente prima di effettuare
lavori sulla macchina.
5 Leggere il manuale di
istruzioni prima di effettuare
interventi sulla saldatrice
o iniziare a saldare.
2
4
3

OM−216 869 Pagina 8
Significa Attenzione! Questa operazione
comporta possibili rischi! Tali rischi
vengono illustrati dai simboli.
1 Scosse elettriche causate dai cavi
possono uccidere.
2 Staccare la spina di alimentazione
o disinserire la corrente prima di
effettuare lavori sulla macchina.
3 Anche dopo che l’alimentazione
elettrica è stata scollegata, sui
condensatori rimangono delle
tensioni pericolose. Non toccare i
condensatori carichi.
4 Attendere sempre 5 minuti
dall’interruzione dell’alimentazione
elettrica prima di intervenire sulla
saldatrice, OPPURE
5 Controllare la tensione dei
condensatori in ingresso ed
assicurarsi che sia prossima a 0
prima di toccare qualsiasi
componente.
6 Quando viene data tensione,
i componenti difettosi possono
esplodere o causare l’esplosione di
altri componenti.
7 I detriti dei componenti possono
causare ferite. Indossare sempre
uno schermo protettivo per il viso
durante la manutenzione della
macchina.
8 Indossare sempre indumenti con le
maniche lunghe ed abbottonare
sempre il colletto durante la
manutenzione della macchina.
9 Solo dopo aver prese le
precauzioni descritte sopra,
collegare l’alimentazione elettrica.
1
2
3
4
5
6 7
8
9
S-180 663
1 2 3 4 5
6
7 8 9
1 Significa Attenzione! Questa operazione
comporta possibili rischi! Tali rischi
vengono illustrati dai simboli.
2 Scosse elettriche causate dai cavi
possono uccidere.
3 Staccare la spina di alimentazione
o disinserire la corrente prima di
effettuare lavori sulla macchina.
4 Le parti in movimento, quali le ventole,
possono tagliare dita e mani e causare
ferite. Tenersi lontani dalle parti in
movimento.
5 Indossare occhiali di sicurezza con
schermi laterali.
6 Prima di intervenire su questa macchina,
leggere il Manuale d’istruzioni.
7 Per qualsiasi informazione riguardo
le norme di sicurezza relative alla
saldatura, leggere le etichette situate
sul generatore, sull’alimentatore o
su altri macchinari.
8 Il liquido di raffreddamento usato deve
essere riciclato oppure eliminato in
modo ecologico.
9 Non rimuovere o coprire in alcun modo
le etichette.

OM−216 869 Pagina 9
4/96
S-178 910
=
21 3
6
4
7
5
1 Significa Attenzione! Questa
operazione comporta possibili rischi!
Tali rischi vengono illustrati dai simboli.
2 Staccare la spina di alimentazione
o disinserire la corrente prima di
effettuare lavori sulla macchina.
3 Indossare occhiali di sicurezza
con schermi laterali.
4 Un filtro sporco o tubi bloccati possono
causare surriscaldamento
e conseguenti danni.
5 Leggere il Manuale di Istruzioni.
6 Controllare e pulire il filtro ogni 100 ore;
controllare anche lo stato dei tubi.
7 Per saldatura ad arco con elettrodo di
tungsteno o con alta frequenza usare
il liquido di raffreddamento a bassa
conduttività No. 043 810. Per operazioni
di saldatura ad arco semiautomatica o
che non richiedono alta frequenza usare
il liquido di raffreddamento di protezione
dell’alluminio No. 043 809.
100 ore
043 810 (HF)
043 809 (AI)
2-2. Etichetta RAEE (Rifiuti di Apparecchiature Elettriche ed Elettroniche) (per prodotti
venduti nella Comunità Europea)
Non smaltire questi prodotti (dove
applicabile) come normale immon-
dizia.
Riutilizzare o riciclare i Rifiuti di Ap-
parecchiature Elettriche ed Elettro-
niche smaltendoli presso centri di
raccolta rifiuti abilitati.
Contattare il centro di raccolta rifiuti
più vicino o il tuo distributore di zona
per ulteriori informazioni.

OM−216 869 Pagina 10
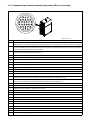
2-3. Simboli e definizioni
A
Ampere Uscita
Saldatura ad arco
con elettrodo di
tungsteno sotto
protezione
gassosa (GTAW)
Saldatura con
elettrodo rivestito
(SMAW)
V
Volt Alimentazione
Convertitore − trasformatore −
raddrizzatore statico trifase
Uscita
Dispositivo
di protezione
supplementare
A distanza Lift-Arc (GTAW)
Messa a terra
Regolazione del
tempo di post-gas
Regolazione tempo
preflusso
S
Secondi
“On” (acceso) “Off” (Spento) Positivo Negativo
Corrente
alternata
Immissione Gas Erogazione Gas
I
2
Corrente nominale
di saldatura
X
Ciclo di lavoro Ampere CC
Collegamento
alla linea di
alimentazione
U
2
Tensione al carico
nominale
U
1
Tensione Primaria
IP
Grado di
Protezione
I
1max
Corrente nominale
massima assorbita
I
1eff
Corrente effettiva
massima assorbita
U
0
Tensione a vuoto
(media)
Controllo polarità Corrente iniziale
Aumento/
Diminuzione
Controllo remoto
standard
Controllo Gas/DIG Percento
Hz
Hertz
Richiamo da
memoria
Regolazione arco
(DIG)
Innesco ad
impulso (GTAW)
Rampa di discesa Corrente finale
Percentuale
impulsi
nel tempo
Rampa di salita
Controllo forma
d’onda CA
Pulser (generatore
di impulsi)
Corrente EP
Frequenza degli
impulsi
Pezzo Elettrodo Corrente EN
Procedimento
La saldatrice può
essere usata
in ambienti con
rischio elevato di
scosse elettriche
Sequenza Corrente di Base
f
Frequenza CA
Ingresso acqua
(Liquido di
raffreddamento)
Uscita acqua
(Liquido di
raffreddamento)
Gruppo di
raffreddamento
con pompa di
circolazione

OM−216 869 Pagina 11
SEZIONE 3 − INSTALLAZIONE
3-1. Informazioni importanti sui prodotti CE (commercializzati nell’ambito dell’UE)
A. Informazioni sulla campi elettromagnetica (EMF)
! La presente apparecchiatura non può essere utilizzata da personale non qualificato, poiché durante la saldatura si potrebbero
superare le restrizioni EMF (campi elettromagnetici) definite per il personale non professionale.
L’apparecchiatura è costruita nel rispetto della norma EN 60974−1 ed è predisposta per l’uso esclusivamente in ambiente professionale (dove
l’accesso al pubblico non è consentito o è limitato con modalità che lo assimilano all’utilizzo professionale) da parte di personale esperto o
debitamente preparato.
Unità trainafilo e dispositivi accessori, quali torce, sistemi di refrigerazione a liquido e dispositivi di innesco e stabilizzazione dell’arco, inclusi nel
circuito di saldatura, possono essere relativamente irrilevanti ai fini dei campi elettromagnetici. Leggere il Manuale di istruzioni per informazioni
supplementari sull’esposizione EMF relativa ai componenti del circuito di saldatura.
La valutazione EMF sull’apparecchiatura è stata condotta a una distanza di 0,5 m.
Alla distanza di 1 metro, i valori di esposizione EMF erano inferiori al 20% dei valori ammessi.
La valutazione dell’esposizione professionale è stata eseguita, nelle peggiori condizioni operative possibili, ponendo lo strumento di misura nel
centro di un cerchio costituitpo dal cavo di saldatura.
Per il funzionamento della presente apparecchiatura valgono le seguenti condizioni speciali:
Utilizzare operazioni di saldatura meccanizzate per eseguire saldature CA e CC a impulsi quando la tensione di alimentazione è superiore
a 350 A.
ce-emf 2 2010-10
B. Informazioni sulla compatibilità elettromagnetica (EMC) (Dynasty 350)
! Questo dispositivo di classe A non è adatto all’uso in applicazioni residenziali in cui l’alimentazione elettrica sia fornita da una
rete pubblica a bassa tensione. In questo caso, possono esservi potenziali difficoltà ad assicurare la compatibilità elettromagnet-
ica, a causa di interferenze sia per conduzione che per radiazione.
Questa attrezzatura è conforme alla normativa IEC 61000−3−12, a condizione che la potenza di cortocircuito (Ssc) nel punto di interfaccia tra
l’impianto dell’utente e la rete pubblica sia superiore o uguale a 4,141,791. L’installatore o l’utilizzatore dell’attrezzatura sono tenuti ad assicurarsi,
se necessario dopo aver consultato il gestore della rete di distribuzione, che l’attrezzatura sia collegata a una sorgente di alimentazione con un
valore Ssc (potenza di corto circuito) superiore o uguale a 4,141,791.
ce-emc 1 2010-10
C. Informazioni sulla compatibilità elettromagnetica (EMC) (Maxstar 350)
! Questo dispositivo di classe A non è adatto all’uso in applicazioni residenziali in cui l’alimentazione elettrica sia fornita da una
rete pubblica a bassa tensione. In questo caso, possono esservi potenziali difficoltà ad assicurare la compatibilità elettromagnet-
ica, a causa di interferenze sia per conduzione che per radiazione.
Questa attrezzatura è conforme alla normativa IEC 61000−3−12, a condizione che la potenza di cortocircuito (Ssc) nel punto di interfaccia tra
l’impianto dell’utente e la rete pubblica sia superiore o uguale a 1,340,274. L’installatore o l’utilizzatore dell’attrezzatura sono tenuti ad assicurarsi,
se necessario dopo aver consultato il gestore della rete di distribuzione, che l’attrezzatura sia collegata a una sorgente di alimentazione con un
valore Ssc (potenza di corto circuito) superiore o uguale a 1,340,274.
ce-emc 1 2010-10
D. Informazioni sulla compatibilità elettromagnetica (EMC) (Dynasty 700)
! Questo dispositivo di classe A non è adatto all’uso in applicazioni residenziali in cui l’alimentazione elettrica sia fornita da una
rete pubblica a bassa tensione. In questo caso, possono esservi potenziali difficoltà ad assicurare la compatibilità elettromagnet-
ica, a causa di interferenze sia per conduzione che per radiazione.
Questa attrezzatura è conforme alla normativa IEC 61000−3−12, a condizione che la potenza di cortocircuito (Ssc) nel punto di interfaccia tra
l’impianto dell’utente e la rete pubblica sia superiore o uguale a 9,394,172. L’installatore o l’utilizzatore dell’attrezzatura sono tenuti ad assicurarsi,
se necessario dopo aver consultato il gestore della rete di distribuzione, che l’attrezzatura sia collegata a una sorgente di alimentazione con un
valore Ssc (potenza di corto circuito) superiore o uguale a 9,394,172.
ce-emc 1 2010-10
E. Informazioni sulla compatibilità elettromagnetica (EMC) (Maxstar 700)
! Questo dispositivo di classe A non è adatto all’uso in applicazioni residenziali in cui l’alimentazione elettrica sia fornita da una
rete pubblica a bassa tensione. In questo caso, possono esservi potenziali difficoltà ad assicurare la compatibilità elettromagnet-
ica, a causa di interferenze sia per conduzione che per radiazione.
Questa attrezzatura è conforme alla normativa IEC 61000−3−12, a condizione che la potenza di cortocircuito (Ssc) nel punto di interfaccia tra
l’impianto dell’utente e la rete pubblica sia superiore o uguale a 3,259,047. L’installatore o l’utilizzatore dell’attrezzatura sono tenuti ad assicurarsi,
se necessario dopo aver consultato il gestore della rete di distribuzione, che l’attrezzatura sia collegata a una sorgente di alimentazione con un
valore Ssc (potenza di corto circuito) superiore o uguale a 3,259,047.
ce-emc 1 2010-10

OM−216 869 Pagina 12
3-2. Locatie van typeplaatje met serienummer en aansluitgegevens
Het serienummer en de aansluitgegevens zijn bij dit product aan de voorzijde te vinden. Op het typeplaatje kunt u de elektrische spanning en het
vermogen aflezen dat de apparatuur nodig heeft, en welk vermogen het kan leveren. Wij raden aan het serienummer te noteren op de achterzijde van
deze handleiding, in het daarvoor bestemde vak, zodat u dit nummer altijd bij de hand hebt als u het in de toekomst nodig hebt.
3-3. Caratteristiche
A. Modelli Dynasty 350
Tensione
di alimen-
tazione
Corrente
nominale di
saldatura
Classifica-
zione IP
Gamma di
regolazione
della
corrente
Massima
tensione
a vuoto
(Uo)
HF,
Tensione di
picco
nominale
(Up)
Corrente in ingresso al carico nominale a 50/60
Hz
208
V
230
V
380
V
400
V
460
V
575
V
kVA kW
Trifase
250 A a 30 V,
ciclo di lavoro
al 100%
23
5−350
75∇
10−15♦
15 KV**
29 26 16 15 13 10 10,3 9,9
*(0,06)
300 A a 32 V,
ciclo di lavoro
al 60%
36 32 19 18 16 13 12,7 12,1
*(0,06)
Monofase
180 A a 27,2
V, ciclo
di lavoro
al 100%
23
5−350
75∇
10−15♦
35 32 −− −− 15 12 7,4 6,8
*(0,06)
225 A a 29 V,
ciclo di lavoro
al 60%
47 43 −− −− 21 16 9,8 9,1
*(0,06)
*A vuoto
** Il sistema di innesco arco è progettato per l’utilizzo manuale
♦Bassa tensione a vuoto in modalità TIG Lift Arc oppure in modalità Stick, se è stata selezionata una bassa tensione a vuoto (vedi Sezione 5-7).
∇Tensione a vuoto normale (75 V) in modalità Stick, se è stata selezionata la tensione a vuoto normale (vedi Sezione 5-7).
Questa saldatrice è dotata della funzione Auto-Linet. La funzione Auto-Line è ottenuta con un circuito interno che fornisce la corretta tensione
all’inverter partendo da qualsiasi tensione di rete da 340 a 500V, trifase, sia 50 che 60 Hz. Questo circuito consente inoltre di smorzare i picchi sull’intera
gamma di tensioni.

OM−216 869 Pagina 13
B. Modelli Maxstar 350
Tensio-
ne di
alimen-
tazione
Corrente
nominale di
saldatura
Classifi-
cazione
IP
Gamma
di
regolazi
one
della
corrente
Massi-
ma ten-
sione
a vuoto
(Uo)
HF,
Tensione di
picco
nominale
(Up)
Corrente in ingresso al carico nominale a 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA kW
Trifase
250 A a 30 V,
ciclo di lavoro
al 100%
23
5−350
75∇
10−15♦
15 KV**
27 24 15 14 12 9 9,7 9,3
*(0,06)
300 A a 32 V,
ciclo di lavoro
al 60%
33 30 18 17 15 12 12 11,5
*(0,06)
Monofa-
se
180 A a 27,2
V, ciclo di
lavoro
al 100%
23
5−350
75∇
10−15♦
32 29 −− −− 14 11 6,4 6
*(0,06)
225 A a 29 V,
ciclo di lavoro
al 60%
43 39 −− −− 19 14 8,6 8,2
*(0,06)
*A vuoto
** Il sistema di innesco arco è progettato per l’utilizzo manuale
♦Bassa tensione a vuoto nel modo TIG Lift Arc oppure nel modo Stick, se è stata selezionata una bassa tensione a vuoto (vedi Sezione 5-7).
∇Tensione a vuoto normale (75 V) nel modo Stick, se è stata selezionata la tensione a vuoto normale (vedi Sezione 5-7).
Questa saldatrice è dotata della funzione Auto-Linet. La funzione Auto-Line è ottenuta con un circuito interno che fornisce la corretta tensione
all’inverter partendo da qualsiasi tensione di rete da 190 a 625V, sia monofase che trifase, sia 50 che 60 Hz. Questo circuito consente inoltre
di smorzare i picchi sull’intera gamma di tensioni.
C. Modelli Dynasty 700
Tensio-
ne di
alimen-
tazione
Corrente
nominale di
saldatura
Classifi-
cazione
IP
Gamma
di
regolazi
one
della
corrente
Massi-
ma ten-
sione
a vuoto
(Uo)
HF,
Tensione di
picco
nominale
(Up)
Corrente in ingresso al carico nominale a 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA kW
Trifase
500 A a 40 V,
ciclo di lavoro
al 100%
23
5−700
75∇
10−15♦
15 KV**
75 68 41 39 34 27 27 26
*(0,08)
600 A a 44 V,
ciclo di lavoro
al 60%
98 88 53 51 43 33 35 34
*(0,08)
Monofa-
se
360 A a 34 V,
ciclo di lavoro
al 100%
23
5−700
75∇
10−15♦
82 74 −− −− 37 30 17 16
*(0,08)
450 A a 38 V,
ciclo di lavoro
al 60%
119 105 −− −− 50 38 24 22
*(0,08)
*A vuoto
** Il sistema di innesco arco è progettato per l’utilizzo manuale
♦Bassa tensione a vuoto nel modo TIG Lift Arc oppure nel modo Stick, se è stata selezionata una bassa tensione a vuoto (vedi Sezione 5-7).
∇Tensione a vuoto normale (75 V) nel modo Stick, se è stata selezionata la tensione a vuoto normale (vedi Sezione 5-7).
Questa saldatrice è dotata della funzione Auto-Linet. La funzione Auto-Line è ottenuta con un circuito interno che fornisce la corretta tensio-
ne all’inverter partendo da qualsiasi tensione di rete da 190 a 625V, sia monofase che trifase, sia 50 che 60 Hz. Questo circuito consente inoltre
di smorzare i picchi sull’intera gamma di tensioni.

OM−216 869 Pagina 14
D. Modelli Maxstar 700
Tensio-
ne di
alimen-
tazione
Corrente
nominale di
saldatura
Classifi-
cazione
IP
Gamma
di
regolazi
one
della
corrente
Massi-
ma ten-
sione
a vuoto
(Uo)
HF,
Tensione di
picco
nominale
(Up)
Corrente in ingresso al carico nominale a 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA kW
Trifase
500 A a 40 V,
ciclo di lavoro
al 100%
23
5−700
75∇
10−15♦
15 KV**
67 60 36 35 30 24 24 23
*(0,08)
600 A a 44 V,
ciclo di lavoro
al 60%
89 80 49 46 40 31 32 31
*(0,08)
Monofa-
se
360 A a 34 V,
ciclo di lavoro
al 100%
23
5−700
75∇
10−15♦
77 70 −− −− 35 28 16 15
*(0,08)
450 A a 38 V,
ciclo di lavoro
al 60%
108 95 −− −− 45 35 22 21
*(0,08)
*A vuoto
** Il sistema di innesco arco è progettato per l’utilizzo manuale
♦Bassa tensione a vuoto nel modo TIG Lift Arc oppure nel modo Stick, se è stata selezionata una bassa tensione a vuoto (vedi Sezione 5-7).
∇Tensione a vuoto normale (75 V) nel modo Stick, se è stata selezionata la tensione a vuoto normale (vedi Sezione 5-7).
Questa saldatrice è dotata della funzione Auto-Linet. La funzione Auto-Line è ottenuta con un circuito interno che fornisce la corretta tensio-
ne all’inverter partendo da qualsiasi tensione di rete da 190 a 625V, sia monofase che trifase, sia 50 che 60 Hz. Questo circuito consente inoltre
di smorzare i picchi sull’intera gamma di tensioni.
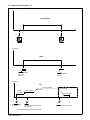
3-4. Ciclo di lavoro e surriscaldamento
Il ciclo di lavoro corrisponde alla
percentuale di 10 minuti durante la
quale la macchina è in grado
di saldare con carico nominale
senza surriscaldarsi.
Se la macchina si surriscalda,
l’erogazione viene interrotta, viene
visualizzato un messaggio di errore
(vedi Sezione 6-4) e la ventola
di raffreddamento gira. Aspettare
quindici minuti affinché la macchina
si raffreddi. Ridurre la corrente od il
ciclo di lavoro prima di ricominciare
a saldare.
AVVISO − Superare il ciclo di lavoro
può danneggiare la macchina
e invalidare la garanzia.
Surriscaldamento
0
15
OPPURE
ridurre il ciclo di lavoro
Minuti
10
100
0
100
200
300
400
500
600
700
350 monofase
350 trifase
700 monofase
700 trifase
20 30 40 50 60 70 80 90
% Ciclo di lavoro
Corrente erogata
A oppure V
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132




































































































































Miller MA480056L Manuale del proprietario
- Tipo
- Manuale del proprietario
Documenti correlati
-
Miller MAXSTAR 700 ALL OTHER CE AND NON-CE MODELS Manuale del proprietario
-
Miller MAXSTAR 700 Manuale del proprietario
-
-
-