ESAB M1 10Prog CAN Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente

Valid for serial no. 506--xxx--xxxx, 638--xxx--xxxx0459 576 001 070424
MTA1 CAN, M1 10Prog CAN,AT1CAN,
AT1
CoarseFine CAN, M1, AT1,
AT1
CoarseFine, RA 12, RA 23,
FS 002
CAN, FS 002
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 8..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÂÂÅÄÅÍÈÅ 4.......................................................
1.1 Îáîðóäîâàíèå 4...........................................................
2 ÏÐÀÂÈËÀ ÏÐÈÌÅÍÅÍÈß 4..........................................
2.1 Ôóíêöèè 4.................................................................
2.2 Òàáëèöà ïåðåêðåñòíûõ ññûëîê: äèñòàíöèîííîå óïðàâëåíèå / ìàøèíà 7.......
3 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ÄÅÒÀËÅÉ 7......................................
ÃÀÁÀÐÈÒÍÛÉ PÅÐÒÅÆ 14...............................................
ÑÕÅÌÀ 16..............................................................
ÍÎÌÅÐ ÇÀÊÀÇÀ 20.....................................................
ÄÎÏÎËÍÈÒÅËÜÍÛÅ ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 21...........................

bf07d1ra -- 4 --
1 ÂÂÅÄÅÍÈÅ
Ñ ïîìîùüþ äàííûõ óñòðîéñòâ äèñòàíöèîííîãî óïðàâëåíèÿ ìîæíî
ðåãóëèðîâàòü ñèëó òîêà, ñêîðîñòü ïîäà÷è ïðîâîëîêè, íàïðÿæåíèå èëè
îñóùåñòâèòü âûáîð òðåáóåìîé ïðîãðàììû.
Àêñåññóàð² îò ä ëÿ èçäåëÿ ìîæíî íàéòè íà ñòðíèöå 21.
1.1 Îáîðóäîâàíèå
Óñòðîéñòâà äèñòàíöèîííîãî óïðàâëåíèÿ ïîñòàâëÿþòñÿ â êîìïëåêòå ñ
ðóêîâîäñòâîì ïî ýêñïëóàòàöèè.
FS 002 CAN è FS 002 ïîñòàâëÿþòñÿ â êîìïëåêòå ñ 5-ìåòðîâûì ñîåäèíèòåëüíûì
êàáåëåì; äëÿ äðóãèõ óñòðîéñòâ äèñòàíöèîííîãî óïðàâëåíèÿ ñîåäèíèòåëüíûå
êàáåëè çàêàçûâàþòñÿ îòäåëüíî.
2 ÏÐÀÂÈËÀ ÏÐÈÌÅÍÅÍÈß
Ïîäñîåäèíèòå óñòðîéñòâî äèñòàíöèîííîãî óïðàâëåíèÿ ê ãíåçäó
äèñòàíöèîííîãî óïðàâëåíèÿ íà èñòî÷íèêå ïèòàíèÿ èëè íà ìåõàíèçìå ïîäà÷è
ïðîâîëîêè.
Ïðè ïîäñîåäèíåíèè äèñòàíöèîííîãî óïðàâëåíèÿ â ìàøèíå Aristo,
èçãîòîâëåííîé äî 2005 ã. Ïðîãðàììíîå îáåñïå÷åíèå äëÿ ïàíåëè óïðàâëåíèÿ â
íåêîòîðûõ ñëó÷àÿõ òðåáóåò îáíîâëåíèÿ äëÿ ïðàâèëüíîé ðàáîòû óñòðîéñòâ
äèñòàíöèîííîãî óïðàâëåíèÿ.
2.1 Ôóíêöèè
MTA1 CAN
1
Äèñòàíöèîííîå óïðàâëåíèå íà áàçå ñåòè
CAN äëÿ äóãîâîé ñâàðêè MIG (ñâàðêà
ïëàâÿùèìñÿ ìåòà ëëè÷åñêèì ýëåêòðîäîì â
ñðåäå èíåðòíîãî ãàçà) / MAG (ñâàðêà
ïëàâÿùèìñÿ ìåòà ëëè÷åñêèì ýëåêòðîäîì â
ñðåäå çàùèòíîãî ãàçà), TIG (ñâàðêà
âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå
èíåðòíîãî ãàçà) è MMA (ðó÷íàÿ äóãîâàÿ
ñâàðêà).
Ñâàðêà ÌIG/MAG: Ðåãóëèðîâêà ñêîðîñòè
ïîäà÷è ïðîâîëîêè
Ñâàðêà ÒIG: Ðåãóëèðîâêà òîêà
2
3
ð
ó
ð
Ñâàðêà ÒIG (èìïóëüñíûé ìå òîä):
Ðåãóëèðîâêà èìïóëüñíîãî òîêà
Ñâàðêà ÌÌÀ: Ðåãóëèðîâêà òîêà
Ñâàðêà ÌIG/MAG: Ðåãóëèðîâêà
íàïðÿæåíèÿ èëè îòêëîíåíèÿ íàïðÿæåíèÿ
(+/-) îò ñèíåðãåòè÷åñêîé ëèíèè
Ñâàðêà ÒIG: Áåç ôóíêöèé
Ñâàðêà ÒIG (èìïóëüñíûé ìå òîä):
Ð åãóëèðîâêà áàçîâîãî òîêà
Ñâàðêà ÌÌÀ: Ðåãóëèðîâêà äàâëåíèÿ äóãè
Ôèêñèðóþùàÿ êíîïêà
RU

bf07d1ra -- 5 --
M1 10Prog CAN
1
Äèñòàíöèîííîå óïðàâëåíèå íà áàçå ñåòè
CAN äëÿ äóãîâîé ñâàðêè MIG (ñâàðêà
ïëàâÿùèìñÿ ìåòà ëëè÷åñêèì ýëåêòðîäîì â
ñðåäå èíåðòíîãî ãàçà) / MAG (ñâàðêà
ïëàâÿùèìñÿ ìåòà ëëè÷åñêèì ýëåêòðîäîì â
ñðåäå çàùèòíîãî ãàçà), TIG (ñâàðêà
âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå
èíåðòíîãî ãàçà) è MMA (ðó÷íàÿ äóãîâàÿ
ñâàðêà).
Âûáîð îäíîé èç 10 ðàáî÷è
õ
ïðîãðàìì
1
2
3
Â
û
á
î
ð
î
ä
í
î
é
è
ç
1
0
ð
à
á
î
÷
è
õ
ï
ð
î
ã
ð
à
ì
ì
Ñâàðêà ÌIG/MAG: Îòêëîíåíèå
íàïðÿæåíèÿ (+/-) îò âûáðàííîé ïðîãðàììû
Ñâàðêà ÒIG è MMA : Ðåãóëèðîâêà
îòêëîíåíèÿ ñâàðî÷íîãî òîêà (+/-) îò
âûáðàííîé ïðîãðàììû
Ñâàðêà ÒIG (èìïóëüñíûé ìå òîä):
Ðåãóëèðîâêà èìïóëüñíîãî òîêà (+/-) îò
âûáðàííîé ïðîãðàììû
Ôèêñèðóþùàÿ êíîïêà
AT1 CAN
1
2
Äèñòàíöèîííîå óïðàâëåíèå íà áàçå ñåòè
CAN äëÿ äóãîâîé ñâàðêè MMA è TIG.
Ðåãóëèðîâêà òîêà
Ôèêñèðóþùàÿ êíîïêà
2
Ô
è
ê
ñ
è
ð
ó
þ
ù
à
ÿ
ê
í
î
ï
ê
à
AT1 CF CAN
1
2
3
Äèñòàíöèîííîå óïðàâëåíèå íà áàçå ñåòè
CAN äëÿ äóãîâîé ñâàðêè MMA è TIG.
Ãðóáàÿ ðåãóëèðîâêà òîêà
Òîíêàÿ ïîäñòðîéêà òîêà
Ô
è
ê
ñ
è
ð
ó
þ
ù
à
ÿ
ê
í
î
ï
ê
à
3 Ôèêñèðóþùàÿ êíîïêà
Ì1
1
2
3
Äèñòàíöèîííîå óïðàâëåíèå äëÿ ñâàðêè
MIG/MAG
Ðåãóëèðîâêà íàïðÿæåíèÿ
Ðåãóëèðîâêà ñêîðîñòè ïîäà÷ è ïðîâîëîêè
Ô
è
ê
ñ
è
ð
ó
þ
ù
à
ÿ
ê
í
î
ï
ê
à
3
Ô
èêñèðóþùàÿ êíîïêà
ÀÒ1
1
2
Äèñòàíöèîííîå óïðàâëåíèå äëÿ ñâàðêè
ÌÌÀ è ÒIG
Ðåãóëèðîâêà òîêà
Ôèêñèðóþùàÿ êíîïêà
ð
ó
ù
RU

bf07d1ra -- 6 --
AT1 CF
1
2
3
Äèñòàíöèîííîå óïðàâëåíèå äëÿ ñâàðêè
ÌÌÀ è ÒIG
Ãðóáàÿ ðåãóëèðîâêà òîêà
Òîíêàÿ ïîäñòðîéêà òîêà
Ô
è
ê
ñ
è
ð
ó
þ
ù
à
ÿ
ê
í
î
ï
ê
à
3
Ô
èêñèðóþùàÿ êíîïêà
RA 12 Ïåðåõîäíèê äèñòàíöèîííîãî óïðàâëåíèÿ íà
áàçå ñåòè CAN. Ïðåäíàçíà÷åí äëÿ
ïîäêëþ÷åíèÿ MMA1, MMA2 óñòðîéñòâ
äèñòàíöèîííîãî óïðàâëåíèÿ ê
î
á
î
ð
ó
ä
î
â
à
í
è
þ
â
û
ï
î
ë
í
å
í
í
î
ì
ó
í
à
á
à
ç
å
ñ
å
ò
è
1
î
á
î
ð
óä
î
â
à
íè
þ
,âûï
î
ëí
å
íí
î
ìó í
à
á
à
ç
å
ñ
å
òè
CAN.
12-êîíòàêòíîå ãíåçäî
RA 23 Ïåðåõîäíèê äèñòàíöèîííîãî óïðàâëåíèÿ íà
áàçå ñåòè CAN. Ïðåäíàçíà÷åí äëÿ
ïîäêëþ÷åíèÿ ñâàðî÷íîãî ïèñòîëåòà ñ
ïðîãðàììíûì ñåëåêòîðîì RS3, MIG2
(
2
p
ó
÷
ê
à
)
ê
î
á
î
ð
ó
ä
î
â
à
í
è
þ
â
û
ï
î
ë
í
å
í
í
î
ì
ó
1
(
2
p
ó÷ê
à
)
ê
î
á
î
ð
óä
î
â
à
íè
þ
,âûï
î
ëí
å
íí
î
ìó
íà áàçå ñåòè CAN.
23-êîíòàêòíîå ãíåçäî
FS 002 CAN
1
2
Äèñòàíöèîííîå óïðàâëåíèå íà áàçå ñåòè
CAN ñâàðêîé âîëüôðàìîâûì ýëåêòðîäîì â
ñðåäå èíåðòíîãî ãàçà.
Ïîòåíöèîìåòð äëÿ ðåãóëèðîâàíèÿ
ñâàðî÷íîãî òîêà, ïîëîæåíèÿ 1 - 10
Ïåäàëü äëÿ âêëþ÷åíèÿ ðåæèìà ñâàðêè è
ðåãóëèðîâàíèÿ ñâàðî÷íîãî òîêà.
Å
Åñëè ïîòåíöèîìåò ð óñòàíîâëåí â
ïîëîæåíèå 10, âåëè÷èíà òîêà ðåãóëèðóåòñÿ
îò ìèíèìàëüíîé äî ìàêñèìà ëüíîé ñ
ïîìîùüþ ïåäàëè.
Åñëè ïîòåíöèîìåò ð óñòàíîâëåí â
ïîëîæåíèå 5, âåëè÷èíà òîêà ðåãóëèðóåòñÿ
îò ìèíèìàëüíîé äî 50% ìàêñèìàëüíîé ñ
ïîìîùüþ ïåäàëè.
FS 002
1
2
Äèñòàíöèîííîå óïðàâëåíèå ñâàðêîé
âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå
èíåðòíîãî ãàçà.
Ïîòåíöèîìåòð äëÿ ðåãóëèðîâàíèÿ
ñâàðî÷íîãî òîêà, ïîëîæåíèÿ 1 - 10
Ïåäàëü äëÿ âêëþ÷åíèÿ ðåæèìà ñâàðêè è
ðåãóëèðîâàíèÿ ñâàðî÷íîãî òîêà.
Å
Åñëè ïîòåíöèîìåò ð óñòàíîâëåí â
ïîëîæåíèå 10, âåëè÷èíà òîêà ðåãóëèðóåòñÿ
îò ìèíèìàëüíîé äî ìàêñèìà ëüíîé ñ
ïîìîùüþ ïåäàëè.
Åñëè ïîòåíöèîìåò ð óñòàíîâëåí â
ïîëîæåíèå 5, âåëè÷èíà òîêà ðåãóëèðóåòñÿ
îò ìèíèìàëüíîé äî 50% ìàêñèìàëüíîé ñ
ïîìîùüþ ïåäàëè.
RU

bf07d1ra -- 7 --
2.2 Òàáëèöà ïåðåêðåñòíûõ ññûëîê: äèñòàíöèîííîå
óïðàâëåíèå / ìàøèíà
Ñì. íà ñòð.13.
3 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ÄÅÒÀËÅÉ
Ïðèìå÷àíèå:
à àðàíòìèéíûå îáÿçàòåëüñòâà ïîñòàâùèêà òåðÿþò ñèëó, åñëè ïîêóïàòåëú
ñàìîñòîÿòåëúíî ïûòàåòñÿ ïð îèçâåñòè êàêèå-ëèáî ðàáîòû ïî óñòðàíåíèþ
íåèñïðàâíîñòåé èçäåëèÿ â òå÷åíèå ãàðàíòèéíîãî ñðîêà.
Çàïàñíûå ÷àñòè ìîæíî çàêàçòú ó áëèæàéøåãî ê Âàì ESAB, (ñì. ïåðå÷åíú íà
ïîñëåäíåé ñòðàíèöå äàííîé áðîøþðû).
RU

ENGLISH
-- 8 --
TOCe
1 INTRODUCTION 9...................................................
1.1 Equipment 9................................................................
2 OPERATION 9.......................................................
2.1 Functions 9.................................................................
2.2 Cross reference list remote control / machine 11..................................
3 ORDERING SPARE PARTS 11..........................................
DIMENSION DRAWING 14................................................
DIAGRAM 16............................................................
ORDERING NUMBER 20.................................................
ACCESSORIES 21.......................................................

-- 9 --
bf07d1ea
1 INTRODUCTION
These remote controls can control current, wire feed speed, voltage or program
selection.
ESAB’s accessories for the product can be found on page 21.
1.1 Equipment
The remote controls are supplied with an instruction manual.
FS 002 CAN and FS 002 are delivered with 5 metres connection cable, for the other
remote controls shall the connection cable be ordered separated.
2 OPERATION
Connect the remote control unit to the socket for the remote control on the power
source or the wire feed unit.
When connecting a remote control in a Aristo machine produced before 2005. The
software of the control panel must in some cases be upgraded in order for the
remote controls to function correctly.
2.1 Functions
MTA1 CAN
1
2
CAN--based remote control for MIG/MAG, TIG
and MMA welding.
MIG/MAG: Setting wire feed speed
TIG: Setting current
TIG pulse: Setting pulse current
MMA: Setting current
M
I
G
/
M
A
G
:
S
e
t
t
i
n
g
v
o
l
t
a
g
e
o
r
v
o
l
t
a
g
e
d
e
v
i
a
t
i
o
n
2
3
M
I
G
/
M
A
G
:
S
ett
i
ng vo
l
tage or vo
l
tage
d
ev
i
at
i
on
+/-- from the synergic line
TIG: No function
TIG pulse: Setting background current
MMA: Setting arc force
Locking knob
M1 10Prog CAN
1
2
CAN--based remote control for MIG/MAG, TIG
and MMA welding.
Choice of one of 10 program selections
MIG/MAG: Voltage deviation +/-- from selected
program
3
p
g
TIG and MMA: Setting welding current +/--
from selected program
TIG pulse: Setting pulse current +/-- from
selected program
Locking knob
AT1 CAN
1
2
CAN--based remote control for MMA and TIG
welding.
Setting current
Locking knob
2
L
o
c
k
i
n
g
k
n
o
b
GB

-- 1 0 --
bf07d1ea
AT1 CF CAN
1
2
3
CAN--based remote control for MMA and TIG
welding.
Rough setting of current
Fine setting of current
L
o
c
k
i
n
g
k
n
o
b
3
L
ocking knob
M1
1
2
3
Remote control for MIG/MAG welding
Setting voltage
Setting wire feed speed
Locking knob
AT1
1
2
Remote control for MMA and TIG welding
Setting current
Locking knob
AT1 CF
1
2
3
Remote control for MMA and TIG welding
Rough setting of current
Fine setting of current
Locking knob
RA 12
1
CAN--based remote control adapter . Used for
connecting remote controls MMA1, MMA2 to
CAN--based equipment.
12--pole socket
RA 23
1
CAN--based remote control adapter . Used for
connecting welding gun with RS3 program
selector, MIG2 (2 knobs) to CAN--based
equipment.
2
3
p
o
l
e
s
o
c
k
e
t
1 23--pole socket
GB

-- 1 1 --
bf07d1ea
FS 002 CAN
1
2
CAN--based remote control for TIG welding.
Potentiometer for setting of welding current,
positions 1 -- 10
Foot pedal for weld start and setting of welding
current.
I
f
p
o
t
e
n
t
i
o
m
e
t
e
r
i
s
s
e
t
a
t
p
o
s
i
t
i
o
n
1
0
t
h
e
I
f
potentiometer is set at position 10, the
current is set, from min. to max. with the foot
pedal
If potentiometer is set at position 5, the current
is set, from min. to 50% of max. current with
the foot pedal.
FS 002
1
2
Remote control for TIG welding.
Potentiometer for setting of welding current,
positions 1 -- 10
Foot pedal for weld start and setting of welding
current.
I
f
p
o
t
e
n
t
i
o
m
e
t
e
r
i
s
s
e
t
a
t
p
o
s
i
t
i
o
n
1
0
t
h
e
I
f
potentiometer is set at position 10, the
current is set, from min. to max. with the foot
pedal
If potentiometer is set at position 5, the current
is set, from min. to 50% of max. current with
the foot pedal.
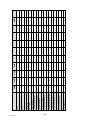
2.2 Cross reference list remote control / machine
See on page 13.
3 ORDERING SPARE PARTS
Note!
All guarantee undertakings from the supplier cease to apply if the customer himself
attempts any work in the product during the guarantee period in order to rectify any
faults.
Spare parts may be ordered through your nearest ESAB dealer, see the last page of
this publication.
GB

-- 1 2 --
p

-- 1 3 --
bf07cross
NO TAG
MTA1
CAN
M1 10P
CAN
AT1
CAN
AT1 CF
CAN
M1 AT1 AT1 CF RA12 RA23 FS 002
CAN
FS 002
DTF x x x
DTE/DTG x x x
LHF x x x
Professional x x x
LTN/LTR x x x
Arc 150i x x
Tig 150i/200i x x x
Feed 304/484, M12 x
Feed 304/484, M13 x
ESABFeed M14 x
MEK (23 --polig) x
Feed 3004/4804, M2 x x
Feed 3004/4804, MA4 x x x x
Feed 3004/4804, MA6 x x x x x x
Feed 3004/4804, U6 x x x x x x x
Feed 3004/4804, M0 / U8 x x x x x x x
Arc 4000i/5000i, A2 x x x x
Arc 4000i/5000i, A4 x x x x
Tig 4000i, T4 x x x x x
Tig 4000i, T6 x x x x x x

Edition 070424
Dimension drawing Ãà áà ð è ò í û é På ð ò å æ
-- 1 4 --
bf07m

Edition 070424
-- 1 5 --
bf07m

Edition 070424
Diagram Ñõåìà
-- 1 6 --
bf07e11a

Edition 070424
Welding equipment
-- 1 7 --
bf07e11a

Edition 070424
-- 1 8 --
bf07e11a

Edition 070424
-- 1 9 --
bf07e11a

MTA1 CAN, M1 10P CAN, AT1 CAN, AT1 CF CAN, M1, AT1, AT1 CF, RA 12, RA 23, FS 002 CAN, FS 002
Edition 070424
Ordering number Íîìåð çàêàçà
-- 2 0 --
bf07o
Remote control Ordering no. Remote control Ordering no.
MTA1 CAN
0
4
5
9
4
9
1
8
8
0
M1
0
4
5
9
4
9
1
8
9
5
0459 491 880 0459 491 895
M1 10Prog CAN
0
4
5
9
4
9
1
8
8
2
AT1
0
4
5
9
4
9
1
8
9
6
0459 491 882 0459 491 896
AT1 CAN
0
4
5
9
4
9
1
8
8
3
AT1 CoarseFine
0
4
5
9
4
9
1
8
9
7
0459 491 883 0459 491 897
AT1 CoarseFine CAN
0
4
5
9
4
9
1
8
8
4
RA 12
0
4
5
9
4
9
1
9
1
0
0459 491 884 0459 491 910
FS 002 CAN
0
3
4
9
0
9
0
8
9
0
RA 23
0
4
5
9
4
9
1
9
1
1
0349 090 890 0459 491 911
FS 002
0
3
4
9
0
9
0
8
8
6
0349 090 886
Spare parts list 0459 576 990
The spare parts list is available on the Internet at www .esab.com
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB M1 10Prog CAN Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Documenti correlati
-
ESAB M1 10Prog CAN Manuale utente
-
ESAB Mig U4000i Manuale utente
-
ESAB Mig U5000i Manuale utente
-
ESAB Mig 5000i, Mig 5000i WeldCloud™ Manuale utente
-
ESAB Mig 4000i Manuale utente
-
-
-
-
ESAB Mig U4500i Manuale utente
-