ESAB Arc 201i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

FR
Valid for serial no. 927-xxx-xxxx0460 446 201 FR 20130328
Caddy
®
Arc 151i, Arc 201i
Manuel d'instructions

- 2 -

- 3 -
TOCf
Sous réserve de modifications sans avis préalable.
4ÉTIRUCÉS1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6NOITCUDORTNI2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Équipement 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6ednammoc ed uaennaP2.2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7SEUQINHCET SEUQITSIRÉTCARAC3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8NOITALLATSNI4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Emplacement 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8ruetces noitatnemilA2.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8selbâc sed elaminim noitces te selbisuf sed erbilaC1.2.4 . . . . . . . . . . . . . . . . . . . . . . . . .
9NOITASILITU5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9ecnassiup ed ruetcaf ud noitcerroC – CFP1.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9noixennoc te elôrtnoc ed slierappA2.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10ruoter ed te egaduos ed elbâc ruop noixennoC3.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10euqimreht étirucéS4.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Soudag
e MMA 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Soudage TIG 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11ecnatsid à ednammoC7.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11NEITERTNE6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12egayotten te noitcepsnI1.6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12SENNAP SED EGATSIPÉD7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Codes d'erreur 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13EGNAHCER ED SECÈIP ED EDNAMMOC8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13TUBER UA ESIM TE EGATNOMÉD9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14AMÉHCS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18ECNERÉFÉR ED ORÉMUN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19SERIOSSECCA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

© ESAB AB 2013
- 4 -
bh32d1f
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appareil. Le
naire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des opérateurs
teur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
sa mise en service
l'emplacement de l'arrêt d'urgence
son fonctionnement
les règles de sécurité en vigueur
le processus de soudage
2. L'opérateur doit s'assurer:
que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en service.
que personne n'est sans lorsque l'arc est amorcé.
3. Le poste de travail doit être:
conforme au type de travail
non soumis à des courants d'air.
4. Protection personnelle
Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements ignifuges,
gants, etc.
vant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S'assurer que les câbles sont bien raccordés.
Seul du personnel spécialement qualié est habilité à intervenir sur le système électrique.
Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
PRUDENCE!
Ce produit est uniquement destiné au soudage à l'arc.
FR

© ESAB AB 2008
- 5 -
bh32d1f
AVERTISSEMENT
Lire attentivement le mode d'emploi avant d'installer la machine et de l'utiliser.
Le soudage et le coupage a l'arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc très prudent en utilisant la machine à souder et à découper. Observez les règles
de sécurité de votre employeur, qui doivent être basées sur les textes d'avertissement du fab
ricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S'isoler du sol et de la pièce à souder.
S'assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
Éloigner le visage des fumées.
Ventiler et aspirer les fumées pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et brûler la peau
Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans
protecteurs.
RISQUES D'INCENDIE
Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S'assurer qu'aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES !
AVERTISSEMENT!
Ne pas utiliser le générateur pour dégeler des canalisations.
PRUDENCE!
Lire attentivement le mode d'emploi avant d'installer
la machine et de l'utiliser.
PRUDENCE!
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
FR

© ESAB AB 2013
- 6 -
bh32d1f
2 INTRODUCTION
Arc 151i et Arc 201i sont des générateurs de courant conçus pour le soudage MMA
à électrodes enrobées et le soudage TIG.
Voir les accessoires ESAB en page 19.
2.1 Équipement
Arc 151i et Arc 201i sont fournis avec un câble de soudage de 3 m, un câble de
retour, un cordon d'alimentation de 3 m et un mode d'emploi du générateur et un
panneau de commandes.
Les modes d'emploi sont disponibles dans d'autres langues sur www.esab.com.
2.2 Panneau de commande
Panneau de commande A31
Bouton de réglage du courant.
Diode de mise sous tension (verte)
Indicateur de déclenchement du
limiteur de surcharge thermique
(jaune)
Panneau de commande A33
Les paramètres du processus de soudage sont déterminés au niveau du panneau
de commande.
ATTENTION! Pour une description détaillée du panneau de commande, voir le mode
d'emploi correspondant.
FR

© ESAB AB 2013
- 7 -
bh32d1f
3 CARACTÉRISTIQUES TECHNIQUES
Arc 151i Arc 201i
Tension d'alimentation 230 V, 1 50/60 Hz 230 V, 1 50/60 Hz
Courant primaire
I
max
TIG
I
max
MMA
13,8 A
21,3 A
24,1 A
24,9 A
Alimentation électrique Z
max
0,35 ohm Z
max
0,30 ohm
Puissance à vide 30 W 30 W
Plage tension/courant, MMA
A31
8 A /20 V - 150 A /26 V -
A33 4 A /20 V - 150 A /26 V 4 A /20 V - 170 A /26,8 V
Plage tension/courant, TIG 3 - 150 A 3 - 220 A
Intensité maximale MMA au
facteur de marche 25 %
facteur de marche 60 %
facteur de marche 100 %
150 A / 26,0 V
100 A / 24,0 V
90 A / 23,6 V
170 A / 26,8 V
130 A / 25,2 V
110 A / 24,4 V
Intensité maximale (TIG) au
facteur de marche 20 %
facteur de marche 25 %
facteur de marche 60 %
facteur de marche 100 %
-
150 A / 16,0 V
120 A / 14,8 V
110 A / 14,4 V
220 A / 18,8 V
-
150 A /
16,0 V
110 A / 14,4 V
Facteur de puissance au courant
maximum
0,99 0,99
Rendement au courant maximum 80% 81%
Tension de circuit ouvert
A31 sans fonction VRD
1)
A33 Fonction VRD désactivée
2)
Fonction VRD activée
2)
58 - 72 V
55 - 60 V
< 35 V
-
55 - 60 V
> 35 V
Température de service -10° C - +40° C -10° C - +40° C
Température de transport -20° C - +55° C -20° C - +55° C
Niveau de pression acoustique
pondéré A constant
<70 dB <70 dB
Dimensions (L x l x h) 418 x 188 x 208 mm 418 x 188 x 208 mm
Poids
avec A31
avec A33
7,9 kg
8,1 kg
-
8,3 kg
Classe de protection IP 23 IP 23
Classe d'application
1) Pour les générateurs dont la plaque signalétique ne porte pas la mention VRD.
2) Pour les générateurs dont la plaque signalétique porte la mention VRD. La fonction VRD est
expliquée dans le mode d'emploi du panneau de commande.
Alimentation secteur, Z
max
Impédance de ligne maximale admissible sur le réseau conformément à IEC 61000-3-11.
Facteur de marche
dant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de marche
est valable à 40° C.
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
Classe d'utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
FR

© ESAB AB 2013
- 8 -
bh32d1f
4 INSTALLATION
L'installation doit être assurée par un technicien qualié.
Remarque!
Alimentation électrique requise
Les équipements à grande puissance, vu l'importance du courant primaire requis, peuvent
influencer la qualité de la grille de puissance. C'est pourquoi, pour certains types d'équipements
(voir les caractéristiques techniques), des restrictions ou exigences relatives à l'impédance
maximale admissible ou à la puissance d'alimentation minimale requise peuvent être appliquées
au point d'interface avec le réseau public. Dans ce cas, il incombe à l'installateur ou à l'utilisateur
de vérifier auprès du gestionnaire de réseau de distribution si l'équipement peut être connecté.
4.1 Emplacement
Placer le générateur de telle manière que les tuyères d'entrée et de sortie de l'air de
refroidissement ne soient pas obstruées.
4.2 Alimentation secteur
Vérifier que la tension d'alimentation est correcte et
que l'installation est protégée par un fusible de calibre
approprié.
L'installation doit être reliée à la terre, conformément
aux réglementations en vigueur.
Emplacement de la plaque signalétique
4.2.1 Calibre des fusibles et section minimale des câbles
Arc 151i Arc 201i
Tension d'alimentation 230 V 10 %, monophasé 230 V 10 %, monophasé
Fréquence de réseau 50-60 Hz 50-60 Hz
Section des câbles
d'alimentation
3G2,5 mm
2
3G2,5 mm
2
Phase courant I
1
eff
11,5 A 13,4 A
Section des câbles de
soudage
16 mm
2
16 mm
2
Fusible
régularisateur
Type C tableau (MCB)
16 A
13 A
16 A
16 A
Attention!
Les sections de câbles et calibres de fusibles susmentionnés sont conformes aux
normes suédoises. Veiller à respecter les normes locales en vigueur.
FR

© ESAB AB 2013
- 9 -
bh32d1f
5 UTILISATION
rent en page 4. En prendre connaissance avant d'utiliser l'équipement.
5.1 PFC – Correction du facteur de puissance
Les Caddy Arc 151i/201i sont des générateurs 230 V monophasés équipés d'un
circuit PFC permettant d'utiliser toute la gamme de machines sur un fusible 16 A.
mettent une utilisation plus sûre avec un générateur. Caddy Arc 151i/201i peut
fonctionner avec de très longs câbles d'alimentation, de plus de 100 m, offrant un
rayon d'action très important.
5.2 Appareils de contrôle et connexion
1 Connexion (+)
MMA: pour câble de retour ou câble de
soudage
TIG: pour câble de retour
4 Connexion (+)
MMA: pour câble de retour ou câble de
soudage
TIG: pour torche Tig l
2 Raccordement pour l'unité de commande
à distance
5 Interrupteur principal d'alimentation 0 / 1
3 Panneau de commande, voir 2.2 6 Câble d'alimentation
FR
Les prescriptions générales de sécurité pour l’utilisation de l’équipement gu-

© ESAB AB 2013
cmha2p11
cmha2p10
- 10 -
bh32d1f
5.3 Connexion pour câble de soudage et de retour
Le générateur possède deux sorties: une borne positive (+) et une borne négative
(-), permettant de connecter les câbles de soudage et de retour. La sortie sur
laquelle est connectée le câble de soudage dépend du type d'électrode utilisée. La
polarité de connexion figure sur l'emballage de l'électrode. Connecter le câble de
soudage sur la borne mentionnée sur l'emballage de l'électrode.
Connecter le câble de retour sur l'autre borne du générateur. Fixer la pince du câble
de retour sur la tôle en veillant à ce qu'il y ait un bon contact entre la tôle et la sortie
du câble de retour sur le générateur.
5.4 Sécurité thermique
Le générateur est pourvu d'un limiteur de surcharge qui se déclenche quand la
température interne est trop élevée; il interrompt le courant de soudage et allume un
témoin lumineux jaune situé sur l'unité. Le limiteur reprend son état initial lorsque la
température a baissé.
5.5 Soudage MMA
Les générateurs Arc 151i / 201i fournissent un courant direct, permettant de souder la
plupart des métaux sur de l'acier allié ou non allié, de l'acier inoxydable et de la fonte.
Arc 151i / 20li conviennent pour la plupart des électrodes enrobées du Ø 1,6 au Ø
3,25.
Le soudage MMA désigne le soudage à électrodes enrobées. L'arc fait fondre l'électrode
et son enrobage forme un laitier protecteur.
Lorsque
l'extrémité de l'électrode est pressée contre le métal à l'amorçage de l'arc, elle
nu.
L'arc doit donc être amorcé de la même manière que l'on frotte une allumette.
Toucher rapidement le métal avec l'électrode, puis lever celle-ci
pour obtenir la longueur d'arc appropriée (environ 2 mm). Un
arc trop long provoque du craquelage et des éclaboussures
avant de s'éteindre complètement.
En cas de travail sur une table de soudage, avant d'amorcer
l'arc, vérifier s'il ne reste pas de résidus métalliques, particules
d'électrodes ou autres objets susceptibles d'isoler la pièce à
souder.
Une fois que l'arc est amorcé, déplacer l'électrode de gauche à
droite. Elle doit former un angle 60
° avec le métal par rapport
au sens du soudage.
Toutefois, pour des cordons de soudage plus larges ou pour
les soudures épaisses nécessitant plusieurs passages, il
convient de procéder par mouvements latéraux.
5.6 Soudage TIG
Le soudage TIG fait fondre le métal de la pièce à souder au moyen d'un arc amorcé
par une électrode à tungstène qui ne fond pas. Le bain de fusion et l'électrode sont
protégés par du gaz inerte.
FR

© ESAB AB 2013
- 11 -
bh32d1f
Le soudage TIG est particulièrement utile pour les soudages de grande qualité et les
dage TIG.
Pour effectuer un soudage TIG, les générateurs Arc 151i / 201i doivent être équipés
comme suit:
une torche TIG avec robinet de gaz
une bonbonne de gaz de soudage approprié
un régulateur de gaz de soudage adapté
électrode en tungstène
des accessoires appropriés, si nécessaire.
TIG démarrage au gratté (uniquement A31)
Pour réaliser un démarrage au gratté, gratter
légèrement l'électrode tungstène sur la tôle
pour créer un arc.
« Live TIG-start » (uniquement A33)
Avec la fonction « Live TIG Arc », l'arc s'amorce lorsque l'électrode tungstène est
mise en contact avec la pièce à souder, puis en est écartée.
5.7 Commande à distance
La commande à distance se branche sur la prise du générateur prévue à cet effet.
6 ENTRETIEN
Un entretien régulier garantit la sécurité et la abilité du matériel.
Seul du personnel possédant de bonnes connaissances en électricité (autorisé) est
habilité à retirer les plaques de protection pour eectuer les connexions, les
mesures de maintenance et d'entretien et les réparations sur un équipement de
soudage.
PRUDENCE!
La garantie du fabricant cesse d'être valable si le matériel a été ouvert par l'utilisateur
pendant la période de garantie pour réparer quelque panne que ce soit.
FR

© ESAB AB 2013
- 12 -
bh32d1f
6.1 Inspection et nettoyage
Générateur
Vérifier régulièrement si le générateur n'est pas encrassé.
La fréquence et la méthode de nettoyage dépendent du type de soudage, du
nombre d'arc générés, de l'emplacement et de l'environnement. En général, il suffit
de nettoyer le générateur à l'air comprimé sec (à pression réduite) une fois par an.
Des grilles de ventilation colmatées entraînent une surchauffe de l'équipement.
Torche TIG
Pour éviter tout problème, nettoyer et remplacer régulièrement les pièces d'usure de
la torche de soudage.
7 DÉPISTAGE DES PANNES
Avant de faire appel à un technicien agréé, vérier les quelques points suivants:
Type de panne Solution
Pas d'arc.
Vérifier que l'interrupteur ON/OFF est sur ON.
Vérifier la connexion des câbles de courant de
soudage et de retour.
Vérifier si la tension sélectionnée est correcte.
Vérifiez si les fusibles n'ont pas grillé.
rompt pendant le travail.
Vérifier si les coupe-circuits thermiques se sont
déclenchés (le témoin lumineux orange s'allume
sur le panneau de commande).
Vérifier les fusibles du tableau électrique.
clenche fréquemment.
Vérifier si les filtres à poussière ne sont pas
colmatés.
Vérifier si la puissance nominale du générateur
n'est pas dépassée et qu'il n'y a pas de surcharge
de l'unité.
Soudage médiocre.
Vérifier la connexion des câbles de courant de
soudage et de retour.
Vérifier si la tension sélectionnée est correcte.
Vérifier que les électrodes utilisées sont
correctes.
Contrôler le débit de gaz.
7.1 Codes d'erreur
Arc 151i et 201i possèdent un système de contrôle intégré. Un code s'affiche à
l'écran lorsqu'une erreur se produit. Le mode d'emploi du panneau de commande.
FR

© ESAB AB 2013
- 13 -
bh32d1f
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être conés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
Arc 151i, Arc 201i est conçue et éprouvée conformément à la norme internationale et
vail de maintenance ou de réparation de s'assurer que le produit demeure conforme à
la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
9 DÉMONTAGE ET MISE AU REBUT
L'équipement de soudage
taux non ferreux, qui doivent être traités conformément aux normes environnementales
en vigueur.
ronnementales en vigueur.
Jetez votre équipement électronique dans les centres de recyclage agréés !
Conformément à la Directive européenne 2002/96/EC relative aux déchets
d
’équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou électroniques parvenus en fin
de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des
informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
FR

© ESAB AB 2013
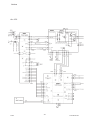
Schéma
- 14 -
bh32e
Arc 151i

© ESAB AB 2013
- 15 -
bh32e

© ESAB AB 2013
- 16 -
bh32e
Arc 201i

© ESAB AB 2013
- 17 -
bh32e

Arc 151i/Arc 201i
© ESAB AB 2013
Numéro de référence
- 18 -
bh32o
Ordering no. Denomination Type
0460 445 881 Welding Power source Caddy Arc 151i, A31
0460 445 883 Welding
Power
source Caddy
Arc
151i,
A33
0460 445 884 Welding
Power
source Caddy
Arc
201i,
A33
0460 449 174 Instruction
manual
Control
panel Caddy
A32,
A33,
A34
0459 839 027
Spare
parts
list
Caddy
Arc 151i, Arc 152i, A31
0459 839 028 Spare parts list
Caddy Arc 151i, Arc 201i, A33
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

Arc 151i/Arc 201i
© ESAB AB 2013
Accessoires
- 19 -
bh32a
Strap. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 001
Cable holder 2 pcs . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 002
Shoulder strap. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .0460 265 003
Trolley. . . . . .
for 5-10 litre gasbottle
0459 366 885
Welding cable kit, Arc 151i. . . . . . . . . . . . . . . . . . . .
Return cable kit, Arc 151i . . . . . . . . . . . . . . . . . . . . . .
Welding cable kit, Arc 201i . . . . . . . . . . . . . . . . . . . .
Return cable kit, Arc 201i . . . . . . . . . . . . . . . . . . . . . .
0700 006 898
0700 006 899
0700 006 900
0700 006 901
Tig torch TXH 151V, Arc 151i . . . . . . . . . . . . . . . . . .
Tig torch TXH 201V, Arc 201i. . . . . . . . . . . . . . . . . . .
0700 300 539
0700 300 553
. . . . . . . . . . . . . . . . . . . . . . .

Arc 151i/Arc 201i
© ESAB AB 2013
- 20 -
bh32a
Only for A33 control panel
Remote control MMA 1 . . . . . . . . . . . .
MMA and TIG: current
0349 501 024
Foot control FS002 . . . . . . . . . . . . . . . . . . . . . . . . . .
MMA and TIG current
0349 090 886
Remote control unit AT1 . . . . . . . . . . . . . . . . . . . . .
MMA and TIG: current
0459 491 896
Remote control unit AT1 CF . . . . . . . . . . . . . . . . . . .
MMA and TIG: rough and fine setting of
current.
0459 491 897
Remote cable 12 pole - 8 pole
5 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0459 552 880
0459 552 881
0459 552 882
0459 552 883
(10 m cable)
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Arc 201i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- français: ESAB Arc 201i Manuel utilisateur
- português: ESAB Arc 201i Manual do usuário
Documenti correlati
-
ESAB T1 Foot CAN Manuale utente
-
ESAB Arc 151i, Arc 201i Manuale utente
-
ESAB Caddy Arc 151i Manuale utente
-
ESAB Arc 251i - Caddy® Arc 251i Manuale utente
-
ESAB Caddy® Arc 151i, Arc 201i Manuale utente
-
ESAB A33 Manuale utente
-
-
-
-
ESAB Mig U5000i Manuale utente