ESAB MechTrac 1730/2100/2500/3000 Manuale utente
- Tipo
- Manuale utente

0807 230 401 2010--04--15
Valid for serial no. 0947--xxx--xxxx
MechTrac 1730/
2100/ 2500/ 3000
109
Istruzioni per l’uso

-- 2 --
Ci riserviamo il diritto di variare le specifiche senza preavviso.
ITALIANO 4..............................................

DECLARATION OF CONFORMITY
according to the Machinery Directive 2006/42/EC, according to the E MC Directive 2004/108/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Maskindirektivet 2006/42/EG, enligt EMC--Direktivet 2004/108/E G
Type of equipment Materia lslag
Welding Automat
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
MechTrac 1730/ 2100/2500/3000, from Serial number 644 (2006 week 44)
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE--695 81 LAXÅ, Sweden
Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60204--1, Safety of machinery – Electrical equipment of machines – Party 1: General requirements
EN 12100--1, Safety of machinery – Part 1: Basic terminology, methodology
EN 12100--2, Safety of machinery – Part 2: Technical pri nciples
EN 60974--10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2010--02--05
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification
3

ITALIANO
-- 4 --
TOCi
1 SICUREZZA 5.......................................................
1.1 Generalità 5................................................................
1.2 Contrassegni dell’impianto 7..................................................
2 INTRODUZIONE 8...................................................
2.1 Generalità 8................................................................
2.2 Caratteristiche tecniche 8....................................................
3 INSTALLAZIONE 9...................................................
3.1 Generalità 9................................................................
3.2 Montaggio/Smontaggio 10.....................................................
3.3 Arresto esterno di emergenza 10...............................................
3.4 Circuito arresto di emergenza 10...............................................
4 USO E MANUTENZIONE 11............................................
4.1 Generalità 11................................................................
4.2 Arresto d’emergenza 12......................................................
5 ACCESSORI 13.......................................................
5.1 A2 GMAW (Saldatura ad arco metallico e gas) 13................................
5.2 A2 SAW (Saldatura ad arco sommerso) 13......................................
6 ORDINAZIONE DEI PEZZI DI RICAMBIO 13.............................
DIMENSIONI 14..........................................................
SCHEMA 16.............................................................
ELENCO RICAMBI 21....................................................

-- 5 --
fob2safi
1 SICUREZZA
1.1 Generalità
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 6 --
fob2safi
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare c olleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
IT

-- 7 --
fob2safi
1.2 Contrassegni dell’impianto
Movimento di traslazione
Questi contrassegni sono situati sul carroponte.
Digitare la direzione di traslazione.
Rischio di sch iacciamento
Questo contrassegno è situato sul supporto del carroponte (1).
1
1
1
1
IT

-- 8 --
fob2d1ia
2 INTRODUZIONE
2.1 Generalità
MechTrac è un cavalletto motorizzato da utilizzare unitamente agli apparecchi per
saldatura A2 e ai generatori (LAF/TAF) ESAB.
Il controllo del motore avviene nell’unità di comando PEK, in cui viene impostata la
velocità desiderata.
Per ulteriori informazioni sul PEK, vedere il manuale istruzioni
0460 948 xxx, 0460 949 xxx, 0459 839 036.
2.2 Caratteristiche tecniche
Velocità di avanzamento: 0,2 --2,0 m/min
Carico massimo: 220 kg
Lunghezza standard binario: 3m
Equivalente pressione sonora continua in A inferiore a 70 dB (A).
IT

-- 9 --
fob2i1ia
3 INSTALLAZIONE
3.1 Generalità
La con n essio n e a rete deve essere eseguita da personale adegu atamente ad-
destrato.
Leggere i manuali istruzioni forniti unitamente a i diversi moduli da utilizzare con il
cavalletto.
Per l’installazione di:
S testa di saldatura A2SFE1/ A2 SGE1 vedere il manuale istruzioni 0456 552 xxx
S testa di saldatura A2SF J1/ A2SF J1 Twin/ A2SG J1/ A2SG J1 4WD
vedere il manuale istruzioni 0449 175 xxx
S generatore di saldatura LAF 631 vedere il manuale istruzioni 0449 501 xxx
S generatore di saldatura LAF 1001/ 1000M vedere il manuale istruzioni
0449 503 xxx
S generatore di saldatura TAF 801 vedere il manuale istruzioni 0449 509 xxx
Alimentazioni della tensione
S Disconnettere l’alimentazione di tensione prima dell’installazione!
IT

-- 1 0 --
fob2i1ia
3.2 Montaggio/Smontaggio
L’immagine sottostante mostra un esempio di collegamento della testa di saldatura
A2, il contenitore di flusso, la bobina del filo e il carrello al cavalletto.
1. Cavalletto
2. Testa di saldatura
3. Contenitore di
flusso
4. Bobina del filo
5. Carrello
6. Braccio
Assicurarsi che tutti i moduli in corredo siano bloccati.
Componenti non bloccati possono cadere e causare squilibri
nel sollevamento.
Notare che il peso massimo consentito per il cavalletto è di 220 kg.
Se necessario utilizzare un dispositivo di sollevamento
per i diversi moduli.
Nello smontaggio del braccio, usare il dispositivo
di sollevamento.
Il dispositivo di sollevamento deve essere bloccato
nei fori (7) situati sul lato superiore del braccio.
3.3 Arresto esterno di emergenza
Per il collegamento dell’arresto di emergenza del montante del cavalletto, vedere il
schema a pagina 16.
3.4 Circuito arresto di emergenza
Per il collegamento del circuito di arresto di emergenza tra il PEK e il generatore di
saldatura (LAF/TAF), vedere il schema a pagina 16.
IT

-- 1 1 --
fob2o1ia
4 USO E MANUTENZIONE
4.1 Generalità
Avvertimento:
Hai letto e capito le informazioni di sicurezza?
Non devi far funzionare l’impianto senza prima aver letto e
capito le infor mazioni di sicurezza!
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 5, leggerle attentamente prima dell’uso d ell’impianto.
NOTA!
Tutti gli impegni di garanzia assunti dal fornitore cessano di valere se il cliente
stesso, durante il periodo di garanzia, interviene nell’impianto per riparare eventuali
avarie.
Alimentazioni della tensione
S Disconnettere l’alimentazione di tensione prima di effettuare lavori di
manutenzione!
Per informazioni sul funzionamento e la manutenzione, vedere i relativi manuali del
PEK, gli apparecchi per saldatura A2 e
i generatori (LAF/TAF).
IT

-- 1 2 --
fob2o1ia
4.2 Arresto d’emergenza
MechTrac sono provviste di arresto d’emergenza (N).
Ripristino dell’arresto di emergenza:
1. Localizzare e rimediare la causa dell’arre sto di emer genza.
2. Fare uscir e il pulsante dell’arresto di emergenza.
3. Premere su “ Reset”.
OSSERVARE! Non si deve mai ripristinare un arresto d’emergenza prima di avere
individuato e rimediato l’anomalia (funzione oppure segnale) che ha causato la sua
attivazione.
Controllare la funzione dell’arresto d’emergenza
Tutti gli arresti d’emergenza e i dispositivi di sicurezza devono
essere provati regolarmente, almeno ogni mese, e in particolare
quando sono avvenuti interventi al sistema.
OSSERVARE!
Ogni funzione oppure segnale, non normale, deve essere rimediata prima che il
manipolatore a bandiera sia messo in funzione.
IT

-- 1 3 --
fob2o1ia
5 ACCESSORI
5.1 A2 GMAW (Saldatu ra ad arco metallico e gas)
Gruppo di raffreddamento OCE 2H 0414 191 881........................
Flessibile gas 0190 270 102...........................................
Flessibile acqua 0190 315.104.........................................
5.2 A2 SAW (Saldatura ad arco sommerso)
Kit per la conversione Twin 0413 541 882...............................
Kit per la conversione A2 SAW→ MIG/MAG 0461 248 880................
Bobina filo di plastica 0153 872 880....................................
Bobina filo di acciaio 0416 492.880....................................
L’aspiratore di flusso A6 OPC 0148 140 880.............................
Flessibile aria 0190 343.102......................................
Imbuto di flusso 0145 221 881.........................................
Gruppo asciugatura ad aria A6 CRE 30 0443 570 880....................
Spia tolleranza 0153 143 886..........................................
Spia laser 0457 788.880..............................................
6 ORDINAZIONE DEI PEZZI DI RICAMBIO
Le parti di ricambio vengono ordinate dal più vicino rappresentante ESAB, vedere
sull’ultima pagina di questo manuale. All’ordinazione indicare tipo di macchina e nu-
mero di serie, descrizione e numero del ricambio secondo la lista delle parti di ricam-
bio a pagina 21.
Ciò semplifica l’espletamento dell’ordine e assicura forniture corr ette.
IT

Dimensioni
-- 1 4 --
fob2dim
Double version
Group A B C D
881 1730 1800 1700 2227
882 2100 2170 2070 2597
883 2500 2570 2470 2997
884 3000 3070 2970 3497

-- 1 5 --
fob2dim
Rail foundation
The rail is bolted with M12 bolts.
Use metal sheets of different thickness to adjust the rail according to dimensions.
A
1730
2100
2500
3000

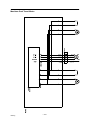
Schema
-- 1 6 --
fob2diag
Mechtrac Tandem

-- 1 7 --
fob2diag
Mechtrac Dual Travel Motor

-- 1 8 --
fob2diag
Mechtrac Single head

-- 1 9 --
fob2diag
Electrical system
Mount XT80 in an appropriate place in LAF1/ TAF1

-- 2 0 --
sida
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34


































ESAB MechTrac 1730/2100/2500/3000 Manuale utente
- Tipo
- Manuale utente
Documenti correlati
-
ESAB MechTrac 1500 / MechTrac 2000 Manuale utente
-
ESAB A2, A6 PEK Control Unit Manuale utente
-
ESAB Remote Arc Gouging Manuale utente
-
-
-
-
-
ESAB TAF 801 Manuale utente
-
-
ESAB A2 Tripletrac Manuale utente