
IT
Valid from program version 1.300458 819 079 IT 051003
Control panel T4
Istruzioni per l’uso

-- 2 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 INTRODUZIONE 3...................................................
1.1 Pannello di controllo 3.......................................................
1.2 Telecomando 3.............................................................
2MENU 3.............................................................
2.1 Menu principale e menu di misurazione 3.......................................
2.2 Menu di regolazione 4.......................................................
3 SALDATURA TIG 4..................................................
3.1 Regolazioni 4...............................................................
3.2 Simboli sul display 7.........................................................
3.3 Esempio di regolazioni 8.....................................................
4 SALDATURA MMA 10.................................................
4.1 Regolazioni 10...............................................................
4.2 Simboli sul display 11.........................................................
4.3 Esempio di regolazioni 12.....................................................
5 SCRICCATURA ARC--AIR 13...........................................
5.1 Regolazioni 13...............................................................
5.2 Simboli sul display 13.........................................................
5.3 Esempio di regolazioni 14.....................................................
6 CODICI DI GUASTO 14................................................
6.1 Lista dei codici di guasto 15....................................................
6.2 Descrizione dei codici di guasto 16.............................................
7 ORDINAZIONE DEI PEZZI DI RICAMBIO 18.............................
SCHEMA 19.............................................................
NO.DICODICE 20.......................................................

-- 3 --
bi04d1ia
1 INTRODUZIONE
Questo manuale descr ive come utilizzar e il pannello di controllo T4 montato sul
generatore AristoTig 400.
Per informazioni generali sul funzionamento, vedere le istruzioni relative al
funzionamento del generatore.
1.1 Pannello di controllo
1 Display
2 Manopola per la regolazione della corren-
te
3 Premere i tasti funzione →per selezionare
Incremento (+) o Decremento (--).
4 Primo, secondo e terzo tasto funzione.
1.2 Telecomando
Utilizzando il telecomando, i parametri principali del processo di saldatura si possono
controllare da un’apparecchiatura diversa dal pannello di controllo.
Affinché il telecomando possa funzionare correttamente, le macchine Aristo con
pannelli di controllo integrati devono disporre della versione 1.21 o successiva del
programma.
Comportamento del pannello di controllo quando si collega il telecomando
S Il display continua a mostrare il menu visualizzato al momento in cui viene
collegato il telecomando.
Le misurazioni e i valori di regolazione vengono aggiornati, ma appariranno
soltanto in quei menu in cui detti valori possono essere visualizzati.
S Se viene visualizzato il simbolo di un codice di guasto, questo non potrà essere
cancellato fino a quando non si scollega il telecomando.
2MENU
Il pannello di controllo utilizza vari menu. In particolare il menu principale, il m enu di
misurazione e il menu di regolazione.
2.1 Menu principale e menu di misurazione
Il menu principale viene sempre visualizzato subito dopo
l’avvio della macchina. Questo menu visualizza i valori che
sono stati impostati. Se quando si dà inizio alla saldatura
viene visualizzato il menu principale, questo commuta
automaticamente per mostrare i valori misurati (menu di
misurazione). I valori misurati r imangono visualizzati anche
dopo che la saldatura è terminata.
IT

-- 4 --
bi04d1ia
È possibile accedere al menu di regolazione senza perdere i valori misurati. I valori di
regolazione vengono visualizzati al posto di quelli di misurazione soltanto quando si
ruota la manopola.
2.2 Menu di regolazione
Nel menu di regolazione è possibile impostare numerosi
valori.
Per accedere al menu di regolazione, premere ,
o .
Quando il generatore viene spento e riacceso, il sistema richiama gli ultimi valori da
impostare.
3 SALDATURA TIG
3.1 Regolazioni
Regolazioni Intervallo di regola-
zione
In passi da: Regolazione di de-
fault
Metodo di saldatura TIG, MMA
o scriccatura Arc--air
-- TIG
2/4 tempi * 2o4tempi -- 2 tempi
HF / Liftarc* HF o Liftarc -- HF
Preflussaggio del gas 0-- 5 s 0,1 s 0,5 s
Tempo di aumento pro-
gressivo della corrente
0--5 s 0,1 s 0,0 s
Tempo di riduzione pro-
gressiva della corrente
0--10 s 0,1 s 2,0 s
Postflussaggio del gas 0--25 s 0,1 s 1,0 s
Corrente 4 -- 400 A 1A 100 A
*) Queste funzioni non possono essere modificate durante la saldatura.
TIG
La saldatura TIG avviene fondendo il metallo del pezzo da lavorare; a tale scopo es-
sa utilizza un arco scoccato da un elettrodo di tungsteno infusibile. Il bagno di salda-
tura e l’elettrodo sono protetti da un gas protettivo.
IT

-- 5 --
bi04d1ia
2tempi
Preflussaggio del
gas
Aumento
progres-
sivo del-
la cor-
rente
Diminuzione
progressiva
della corrente
Postflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa2tempidellatorciadisaldatura.
Nella modalità di comando a2tempi, premendo il grilletto si attiva il pr eflussaggio
del gas (se utilizzato) e viene innescato l’arco (1). La corrente aumenta fino a l
valore impostato (secondo il controllo della funzione di aumento progressivo della
temperatura, se utilizzata). Rilasciando il grilletto (2) si r iduce la corrente ( o si attiva
la funzione di diminuzione progressiva della temperatura, se utilizzata) e si estingue
l’arco. Se utilizzato, il postflussaggio del gas si attiva.
4tempi
Preflussaggio del
gas
Aumento
progres-
sivo del-
la corren-
te
Diminuzione
progressiva
della corrente
Postflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa4tempidellatorciadisaldatura.
Nella modalità di comando a4tempi, premendo il grilletto si attiva il pr eflussaggio
del gas (se utilizzato) (1). Una volta concluso il preflussaggio del gas, la corrente
sale fino al livello di tolleranza (alcuni amper e), e l’arco viene innescato. Rilasciando
il grilletto (2) si aumenta la corrente fino al valore imp ostato (con la funzione di
aumento progressivo della temperatura, se in uso). Al termine del processo di
saldatura, l’operatore pr e m e nuovamente il grilletto (3) per riportare nuovamente la
corrente al livello di tolleranza (con la funzione di diminuzione progressiva della
temperatura, se utilizzata). Rilasciando nuovamente il g rilletto (4), si estingue l’arco
e si avvia il postflussaggio del gas.
HF
La funzione HF innesca l’arco tram ite una scarica elettrica gener ata dall’elettrodo di
tungsteno, che viene avvicinato al pezzo da saldare.
IT

-- 6 --
bi04d1ia
Lift Arc
La funzione Lift Arc innesca l’arco quando l’elettrodo viene portato a contatto con il
pezzo da saldare e successivamente allontanato.
Innesco dell’arco con la funzione Lift Arc. Fase 1: l’elettrodo viene portato a contatto con il pezzo da
saldare. Fase 2: viene premuto il grilletto e si attiva un flusso di corrente basso. Fase 3: l’operatore
solleva la torcia dal pezzo da saldare: l’arco si innesca e la corrente aumenta automaticamente fino al
valore impostato.
Preflussagg io del gas
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione prima
dell’innesco dell’arco.
Postflussaggio del g as
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione dopo
l’estinzione dell’arco.
Tempo di au mento p rogressivo della corrente
Con questa funzione, una volta innescato l’arco TIG la corrente aumenta lentamente
fino al valore impostato. In tal modo si produce un r iscaldamento graduale
dell’elettrodo, consentendo all’operatore di posizionarlo correttam ente prima di
raggiungere il valore pieno di corrente.
Riduzione p rogressiva della corrente
Il metodo di saldatura TIG utilizza questa funzione, che consente una graduale
riduzione della corrente su un intervallo di tempo controllato, per evitare i crateri e/o
la criccatura al termine del processo di saldatura.
Corrente
Una corrente superiore produce un bagno di fusione più ampio, con un miglior grado
di penetrazione nel pezzo da lavorare.
Indipendentemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della corrente. Questo valore viene visualizzato soltanto nel menu
principale.
IT

-- 7 --
bi04d1ia
3.2 Simboli sul display
Simboli di funzione
TIG
a 2 tempi a 4 tempi
Avvio HF Avvio Lift Arc
Preflussaggio gas Postflussaggio gas
Tempo di aumento progressivo della corrente
Tempo di riduzione progressiva della corrente
Spiegazione dei simboli
Simbolo attivo (sfondo scuro). Attivo significa che la funzione
rappresentata dal simbolo può essere attivata. È possibile impostare nuovi valori
solo quando il simbolo è attivo.
Simbolo disattivato (sfondo chiaro). Disattivato significa che le regolazioni
della funzione rappresentata dal simbolo non possono essere modificate.
Dal menu di regolazione premendo un simbolo disattivato si ritorna al menu
principale.
Simboli di valore
I simboli di valore vengono visualizzati nel menu di regolazione per ogni funzione.
Flusso di gas breve e tempo di aumento/riduzione progressivo/a della
corrente
Flusso di gas lungo e tempo di aumento/riduzione progressivo/a della
corrente
IT

-- 8 --
bi04d1ia
3.3 Esempio di regolazioni
Segue un esempio di regolazione per il metodo di saldatura TIG.
Regolazioni Valore
Metodo di saldatura TIG
2/4 tempi 4 tempi
HF / Liftarc Liftarc
Preflussaggio del gas 1,0 s
Tempo di “aumento progressi-
vo della corrente”
0,5 s
Tempo di “riduzione progres-
siva della corrente”
1,0 s
Postflussaggio del gas 3,0 s
Corrente 150 A
Metodo di saldatura = saldatura TIG
S Premendo il primo tasto funzione si visualizza il menu principale per la saldatura
TIG.
2/4 tempi = 4 tempi
S Premere per selezionare lamodalitàa4tempi.
HF / Liftarc = Liftarc
S Premere per passare alla modalità Liftarc.
IT

-- 9 --
bi04d1ia
Preflussaggio del gas = 1,0 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 1,0 s.
Tempo di aumento progressivo della corrente = 0,5 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 0,5 s.
Tempo di riduzione progressiva della corrente = 1,0 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 1,0 s.
IT

-- 1 0 --
bi04d1ia
Postflussaggio del gas = 3,0 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 3s.
Corrente = 150 Ampere
S Ruotare la manopola per regolare la corrente fino a quando il display non
visualizza 150 Amp.
4 SALDATURA MMA
4.1 Regolazioni
Regolazioni Intervallo di regola-
zione
In passi da: Valore di default
Metodo di saldatura TIG, MMA
o scriccatura Arc--air
-- TIG
“Hot start”* ON oppure OFF -- OFF
Tempo di hot start 1--30 1 10
Forza dell’arco 0--99 0,5 30
Corrente 16 --400 A 1A 100 A
*) Questa funzione non può essere modificata durante la saldatura.
MMA
Con MMA si può alludere anche al metodo di saldatura con elettrodi rivestiti. Innescan -
do l’arco si provoca la fusione dell’elettr odo, il cui rivestimento forma una scoria protetti-
va.
IT

-- 1 1 --
bi04d1ia
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di tempo
regolabile all’inizio del processo di saldatura, riducendo in tal modo il rischio di una
fusione insufficiente all’inizio della giunzione.
Forza dell’arco
La forza dell’arco è importante per determinare il grado di variazione della corrente in
relazione alla variazione della lunghezza dell’arco. Un valore inferiore produce un arco
più stabile con meno gocce di saldatura.
Corrente
Una corrente superiore produce un bagno di fusione più ampio, con un miglior grado
di penetrazione nel pezzo da lavorare.
Indipendentemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della corrente. Questo valore viene visualizzato soltanto nel menu
principale.
4.2 Simboli sul display
Simboli di funzione
Saldatura MMA Forza dell’arco
Hot start
Spiegazione dei simboli
Simbolo attivo (sfondo scuro). Attivo significa che la funzione
rappresentata dal simbolo può essere attivata. È possibile impostare nuovi valori
solo quando il simbolo è attivo.
Simbolo disattivato (sfondo chiaro). Disattivato significa che le regolazioni
della funzione rappresentata dal simbolo non possono essere modificate.
Premendo un simbolo disattivato si ritorna al m enu principale.
Un punto visualizzato nell’angolo super iore destro indica che l’Hot start è
attivo (ON).
Simboli di valore
I simboli di valore vengono visualizzati nel menu di regolazione per ogni funzione.
IT

-- 1 2 --
bi04d1ia
Forza dell’arco bassa Forza dell’arco alta
Tempo breve funzione Tempo lungo funzione
Hot start Hot start
4.3 Esempio di regolazioni
Regolazioni Valore
Metodo di saldatura MMA
Hot start ON
Tempo di hot start 12
Forza dell’arco 5,0
Corrente 250 Amp
Metodo di saldatura = saldatura MMA
S Premendo il primo tasto funzione si visualizza il menu principale per la saldatura
MMA.
Tempo funzione Hot start = 12 secondi
S Premere
per ATTIVARE la funzione Hot start.
S Premere fino a quando il display non visualizza 12,0 .
IT

-- 1 3 --
bi04d1ia
Forza dell’arco = 5,0
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non
visualizza 5,0 .
Corrente = 250 Ampere
S Ruotare la manopola per regolare la corrente fino a quando il display non
visualizza 250 Amp.
5 SCRICCATURA ARC--AIR
La scriccatura arc air comporta l’uso di un elettrodo speciale formato da una barra di
carbone e un involucro di rame. L’arco scocca tra la barra di carbone e il pezzo da
lavorare, il flusso d’aria elimina il materiale fuso e si forma una giunzione.
5.1 Regolazioni
Regolazioni Intervallo di regola-
zione
In passi di: Regolazione di
default
Processo MMA,TIG o scriccatura
Arc--air
-- TIG
Tensione 8--60V 0,25 V (visualizzato
con un decimale)
37,0 V
Tensione
Una corrente superiore produce una più ampia e profonda penetrazione nel pezzo
da lavorare.
5.2 Simboli sul display
Simboli di funzione
Scriccatura arc--air
IT

-- 1 4 --
bi04d1ia
5.3 Esempio di regolazioni
Impostazioni Valore
Processo Scriccatura arc--air
Tensione 45 V
Processo= Scriccatura arc--air
S Selezionare il tipo di processo premendo il primo tasto funzione fino a
visualizzare sul display.
Tensione = 45 V
S Ruotare la manopola per regolare la tensione fino a quando il display non
visualizza 45 V.
6 CODICIDIGUASTO
I codici di guasto servono per indicar e che si è verificato un guasto nell’apparecchia-
tura. Essi vengono visualizzati sul display con i simboli seguenti:
I codici di guasto vengono aggiornati ogni tre secondi. La cifra superiore
presente nel simbolo corrisponde al numero dello specifico codice di
guasto: vedere il punto NO TAG. La cifra inferiore indica dove è
localizzato il guasto:
0 = pannello di controllo
2 = generatore
4 = telecomando
Il simbolo illustrato sopra indica che il pannello di controllo (0) h a perso il contatto con il
generatore.
Se sono stati rilevati numerosi guasti, viene visualizzato soltanto il codice dell’ultimo
guasto che si è verificato.
Premere qualsiasi tasto funzione per eliminare il simbolo dal display.
I simboli possono essere fissi o lampeggianti, a seconda del tipo di guasto.
I simboli lampeggianti vengono evidenziati con “o” nella lista dei codici di guasto.
IT

-- 1 5 --
bi04d1ia
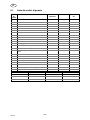
6.1 Lista dei codici di guasto
Codice
di
guasto
Descrizione Pannello di
controllo
Generatore Telecoman-
do
1 EPROM x x x
2 RAM x x
3 lettura/scrittura RAM esterna x
4 Alimentazione 5V x
5 Tensione intermedia alimentazione alta x
6 Temperatura elevata x
8 Alimentazione 1* x x x
9 Alimentazione 2* x x
10 Alimentazione 3* x
12 Errore di comunicazione (attenzione) x x x
14 Errore di comunicazione (bus disinserito) x
15 Messaggi persi x x x
16 Tensione a circuito aperto elevata x
18 Perdita contatto con generatore x
19 Valori di regolazione errati nella RAM es-
terna
x
20 Errore di allocazione della memoria x
22 Buffer in trasmissione saturo x
23 Buffer in ricezione saturo x
26 Watchdog x
28 Superamento capacità stack x x
29 Mancanza flusso acqua di raffreddamento x
31 Nessuna risposta dal display x
32 Mancanza flusso gas x
Unità Alimentazione 1* Alimentazione 2* Alimentazione 3*
Pannello di controllo +3V
Generatore +15V --15V +24V
Telecomando +13V +10V
IT

-- 1 6 --
bi04d1ia
6.2 Descrizione dei codici di guasto
Codice
di gu-
asto 1
Descrizione
1 Errore memoria programma (EPROM)
La memoria del programma ha perso un valore, ad es. il valore in alcune particolari loca-
zioni di memoria differisce dal valore originale.
Questo guasto non disabilita alcuna funzione.
Intervento: riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
2 Errore RAM microprocessore
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria interna.
Questo guasto non disabilita alcuna funzione.
Intervento:riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
3 Errore RAM esterna
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria interna.
Questo guasto non disabilita alcuna funzione.
Intervento: riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
4 Alimentazioneelettricaa5Vbassa
La tensione di alimentazione è troppo bassa.
Il microprocessore arresta tutte le normali attività in attesa di essere disattivato.
Intervento: disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guas-
to persiste, rivolgersi a un tecnico addetto alla manutenzione.
5 Tensione intermedia DC fuori limite
La tensione è troppo bassa o troppo elevata. Una tensione eccessiva può essere dovuta a
transitori critici sull’alimentazione elettrica di rete o a un’alimentazione debole (alta indut-
tanza dell’alimentazione).
Il generatore si disattiva automaticamente.
Intervento: disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guas-
to persiste, rivolgersi a un tecnico addetto alla manutenzione.
6 Temperatura elevata
La termocoppia di sovraccarico è stata attivata.
Il generatore si disattiva automaticamente e non può essere riavviato fino a quando non si
ripristina la termocoppia di sovraccarico.
Intervento: controllare che gli ingressi e le uscite dell’aria di raffreddamento non siano
bloccate o ostruite da residui di sporcizia. Controllare il tempo caldo di saldatura in uso
per evitare eventuali sovraccarichi dell’apparecchiatura.
8 Tensione batteria bassa +3V, (pannello di controllo)
La tensione della batteria della memoria nel pannello di controllo è troppo bassa.
Questo guasto non disabilita alcuna funzione.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
8 Alimentazione elettrica +15V, (gruppo trainafilo e generatore)
La tensione è troppo bassa o troppo elevata.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
IT

-- 1 7 --
bi04d1ia
Codice
di gu-
asto 1
Descrizione
9 Alimentazione elettrica --15V, (generatore)
La tensione è troppo bassa o troppo elevata.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
10 Alimentazione elettrica +24V, (generatore)
La tensione è troppo bassa o troppo elevata.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
12 Errore di comunicazione (attenzione)
Il rilevatore errori del circuito CAN presenta un valore troppo alto e può verificarsi la perdita
del contatto con il pannello di controllo. Ciò può accadere se il carico è temporaneamente
troppo elevato.
Intervento: controllare la gestione dei dati di regolazione della saldatura durante la sal-
datura stessa.
14 Errore di comunicazione
Il rilevatore errori del circuito CAN presenta un valore troppo alto e si verifica l’interruzione
della saldatura.
Ciò può accadere se il carico è temporaneamente troppo elevato.
Intervento: controllare l’apparecchiatura per verificare che sia collegato un solo teleco-
mando. Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guasto
persiste, rivolgersi a un tecnico addetto alla manutenzione.
15 Messaggi persi
Un messaggio è stato sovrascritto da un altro messaggio. Questo errore può essere cau-
sato da un utilizzo frequente dei tasti del pannello di controllo durante la saldatura.
Il processo di saldatura si ferma.
Intervento: controllare la gestione dei programmi di saldatura durante la saldatura stessa.
Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guasto persiste,
rivolgersi a un tecnico addetto alla manutenzione.
16 Tensione a circuito aperto elevata
La tensione a circuito aperto è troppo elevata.
Intervento: disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il gu-
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
18 Perdita contatto
Il pannello di controllo ha perso il contatto con il generatore.
L’attività in corso si arresta.
Intervento: controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
19 Valori di regolazione errati nella RAM esterna
Questo errore viene rilevato se le informazioni presenti nella memoria alimentata a batteria
sono state danneggiate.
Intervento: la causa del guasto viene eliminata automaticamente, ma i dati salvati nella
locazione di memoria corrente vengono cancellati.
20 Errore di allocazione della memoria
Il microprocessore non è in grado di riservare uno spazio di memoria sufficiente.
Questo errore genera il codice di errore 26.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
22 Buffer in trasmissione saturo
Si è verificato un superamento della capacità del buffer del trasmettitore.
L’attività in corso si arresta.
Intervento: controllare la gestione dei programmi di saldatura durante la saldatura stessa.
IT

-- 1 8 --
bi04d1ia
Codice
di gu-
asto 1
Descrizione
23 Buffer in ricezione saturo
I messaggi CAN sono stati ricevuti ad una velocità superiore rispetto a quella ammessa
dalla scheda dati di saldatura.
L’attività in corso si arresta.
Intervento: controllare la gestione dei programmi di saldatura durante la saldatura stessa.
26 Watchdog
Qualche malfunzionamento impedisce al processore di funzionare normalmente.
Questo guasto non disabilita alcuna funzione.
Intervento: controllare la gestione dei programmi di saldatura durante la saldatura stessa.
28 Superamento capacità stack
Si è verificato un superamento della capacità della memoria interna.
Questo guasto può essere causato da un caricamento anomalo del processore.
Intervento: controllare la gestione dei dati di regolazione della saldatura durante la sal-
datura stessa.
29 Mancanza flusso acqua di raffreddamento
Il flussostato del refrigerante è stato attivato.
L’attività in corso si arresta.
Intervento: controllare il circuito e la pompa dell’acqua di raffreddamento.
31 Nessuna risposta dal display
Il microprocessore non riceve alcuna risposta dal display.
Intervento: rivolgersi a un tecnico addetto alla manutenzione.
32 Mancanza flusso gas
Ilflussodelgasèinferiorea6l/min.
Intervento: controllare la valvola del gas, i tubi e i connettori.
7 ORDINAZIONE DEI PEZZI DI RICAMBIO
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l’ulti -
ma pagina di questo documento.
IT

Schema
-- 1 9 --
bi04e11a

Control panel T4
Edition 051003
No.dicodice
-- 2 0 --
bi04o
Ordering no. Denomination
0458 535 883 Control Panel T4
0458 819 070 Instruction manual SE
0458 819 071 Instruction manual DK
0458 819 072 Instruction manual NO
0458 819 073 Instruction manual FI
0458 819 074 Instruction manual GB
0458 819 075 Instruction manual DE
0458 819 076 Instruction manual FR
0458 819 077 Instruction manual NL
0458 819 078 Instruction manual ES
0458 819 079 Instruction manual IT
0458 819 080 Instruction manual PT
0458 819 081 Instruction manual GR
0458 819 082 Instruction manual PL
0458 819 083 Instruction manual HU
0458 819 084 Instruction manual CZ
0458 819 027 Instruction manual RU, GB
0458 819 990 Spare parts list contol panel T4
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB T4 Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
Documenti correlati
-
ESAB TA6 Aristo Manuale utente
-
ESAB U6 Aristo Manuale utente
-
-
-
-
-
ESAB CaddyTig 200 Manuale utente
-
-
ESAB MA4 Aristo® Manuale utente
-