ESAB LUD 450 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

Valid for serial no. 852--xxx--xxxx0456 517 027 011008
Aristo 320
Aristo 450
LUD 320, LUD 450
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 13..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 5.......................................................
2.1 ÓÑÒÀÍÎÅÊÀ ÏÀÐÀÌÅÒÐÎÅ 5................................................
3 ÒÅÕÍÈ÷ÅÑÊÀß ÕÀÐÀÊÒÅÐÈÑÒÈÊÀ 5.................................
4ÓÑÒÀÍÎÂÊÀ 6.......................................................
4.1 ÏÀÐÀÌÅÒÐÛ ÏÈÒÀÞÙÅÉ ÑÅÒÈ 8...........................................
4.2 Ñîãëàñóþùåå ñîïðîòèâëåíèå 8.............................................
4.3 Èíñòðóêöèÿ ïî ïîäêëþ÷åíèþ àïïàðàòà. 9...................................
5ÝÊÑÏËÓÀÒÀÖÈß 10..................................................
6ÎÁÑËÓÆÈÅÀÍÈÅ 11................................................
6.1 Çàëèâêà îõëàæäàþùåé æèäêîñòè. 11.........................................
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 12.......................................
ÑÕÅÌÀ 24..............................................................
ÑÏÈÑÎÊ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 2 7........................................
ÄÎÏÎËÍÈÒÅËÜÍÛÅ ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 42...........................

bu09d2r
-- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóà òàöèè âíèìàòåëüíî èçó÷èòå ñîî òâåòñòâóþùèå èíñòðóêöèè.
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÄÐÓÃÈÕ!
ÎÑ ÒÎÐÎÆÍÎ!
ÄÓÃÎ
Â
Àß Ñ
Â
ÀÐÊÀ È ÐÅÇÊÀ ÎÏÀÑÍÛ ÊÀÊ ÄËß ÈÑÏÎ ËÍÈÒÅËß ÐÀÁÎÒ, ÒÀÊ È ÄËß
ÏÎÑÒ ÎÐÎÍÍÈÕ ËÈÖ. ÒÐÅÁÓÉÒÅ ÑÎÁËÞÄÅÍÈÅ
Â
ÑÅÕ ÏÐÀ
Â
ÈË ÁÅÇÎÏÀÑÍÎÑÒÈ,
ÄÅÉÑÒ
Â
ÓÞÙÈÕ ÍÀ ÎÁÚÅÊÒÅ, ÊÎÒÎÐÛÅ ÄÎËÆÍÛ Ó×ÈÒÛ
Â
ÀÒÜ Ñ
Â
ÅÄÅÍÈß ÎÁ ÎÏÀÑÍÎÑÒßÕ,
ÏÐÅÄÑÒÀ
Â
ËÅÍÍÛÅ ÈÇÃÎÒÎ
Â
ÈÒÅËÅÌ Ñ
Â
ÀÐÎ×ÍÎÃÎ ÎÁÎÐÓ ÄÎ
Â
ÀÍÈß.
ÎÏÀÑÍÎÑÒÜ ÑÌÅÐÒÅËÜÍÎÃÎ ÏÎÐÀÆÅÍÈß ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ.
S Ñâàðî÷íûé àãðåãàò óñòàíàâëèâàåòñÿ è çàçåìëÿåòñÿ â ñîîòâå òñòâèè ñ äåéñòâóþùèìè íîðìàìè è
ïðàâèëàìè.
S Íå äîïóñêàéòå êîíòàêòà íàõîäÿùèõñÿ ïîä íàïðÿæåíèåì äåò àëåé è ýëåêòðîäîâ ñ íåçàùèùåííûìè
÷àñòÿìè òåëà, ìîêðûìè ðóêàâèöàìè è ìîêðîé îäåæäîé.
S Îáåñïå÷üòå ýëåêòðè÷åñêóþ èçîëÿöèþ îò çåìëè è ñâàðèâàåìûõ äåòàëåé.
S Îáåñïå÷üòå ñîáëþäåíèå áåçîïàñíûõ ðàáî÷èõ ðàññòîÿíèé.
ÄÛÌÛ È ÃÀÇÛ ìîãóò áûòü îïàñíû äëÿ ÷åëîâåêà
S Èñêëþ÷èòå âîçìîæíîñòü âîçäåéñòâèÿ äûìîâ.
S Äëÿ èñêëþ÷åíèÿ âäûõàíèÿ äûìîâ âî âðåìÿ ñâàðêè îðãàíèçóåòñÿ îáùàÿ âåíòèëÿöèÿ ïîìåùåíèÿ, à
òàêæå âûòÿæíàÿ âåíòèëÿöèÿ èç çîíû ñâàðêè.
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ âûçûâàåò ïîðàæåíèå ãëàç è îæîãè êîæè.
S Çàùèòèòå ãëàçà è êîæó. Äëÿ ýòîãî èñïîëüçóéòå çàùèòíûå ùèòêè, öâåòíûå ëèíçû è çàùèòíóþ
ñïåöîäåæäó.
S Äëÿ çàùèòû ïîñòîðîííèõ ëèö ïðèìåíÿþò ñÿ çàùèòíûå ýêðàíû èëè çàíàâåñè.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû (áðûçãè ìåòàëëà) ìîãóò âûçâàòü ïîæàð. Óáåäèòåñü â îòñóòñòâèè ãîðþ÷èõ ìàòåðèàëîâ
ïîáëèçîñòè îò ìåñòà ñâàðêè.
∅ÓÌ - ×ðåçìåðíûé øóì ìîæåò ïðèâåñòè ê ïîâðåæäåíèþ îðãàíîâ ñëóõà
S Ïðèìèòå ìåðû äëÿ çàùèòû ñëóõà. Èñïîëüçóéòå çàòû÷êè äëÿ óøåé èëè äðóãèå ñðåäñò âà çàùèòû
ñëóõà.
S Ïðåäóïðåäèòå ïîñòîðîííèõ ëèö îá îïàñíîñòè.
ÍÅÈÑÏÐÀ
Â
ÍÎÑÒÈ - - Ïðè íåèñïðàâíîñòè îáðàòèòåñü ê ñïåöèàëèñòàì ïî ñâàðî÷íîìó
îáîðóäîâàíèþ
RU

bu09d2r
-- 5 --
2 ÂÂÅÄÅÍÈÅ
Èñòî÷íèêè ïèòàíèÿ LUD 320 è LUD 450 ÿâëÿþò ñÿ òðàíçèñòîðíûìè ñâàðî÷íûìè
âûïðÿìèòåëÿìè, èíâåðòîðíîãî òèïà, ïðåäíàçíà÷åííûìè äëÿ ÷ó÷íîé äóãîâîé
ñâàðêè (ÌÌÀ), Ïîëóàâ òîìàòè÷åñê îé ñâàðêè â çàùèòíûõ ãàçàõ (MIG/MAG),
ðó÷íîé àðãîíî-äóãîâîé ñâàðêè íåïëàâÿùèìñÿ ýëåêòðîäîì (TIG) è
âîçäóøíî-äóãîâîé ñòðîæêè. Ýòè âûïðÿìèòåëè ìîãóò áûòü èñïîëüçîâàíû â
êîìáèíàöèè ñ áëîêîì óïðàâëåíèÿ è ðàçëè÷íûìè ïîäàþùèìè ìåõàíèçìàìè,
òàêèìè êàê MEK 4C, MEK 44C, MEK 20C, MLC 30C.
Åûïðÿìèòåëü èìååò âåíòèëÿòîð âîçäóøíîãî îõëàæäåíèÿ è òåðìîðåëå äëÿ
çàùèòû îò ïåðåãðåâà. Åûïðÿìèòåëü àâòîìàòè÷åñêè âêëþ÷àåòñÿ âíîâü ïîñëå
îõëàæäåíèÿ äî òðåáóåìîã î óðîâíÿ.
Ïîäðîáíûå ñâåäåíèÿ î ïðèíàäëåæíîñòÿõ ESAB äëÿ äàííîãî èñòî÷íèêà
ïèòàíèÿ ïðèâåäåíû íà ñòð. 42.
2.1 ÓÑÒÀÍÎÅÊÀ ÏÀÐÀÌÅÒÐÎÅ
Óñòàíîâêà ïàðàìåòðîâ ïðîèçâîäèòñÿ ñ ïîìîùüþ ï óëüòà óïðàâëåíèÿ PUA 1.
Èíñòðóêöèè ïî ïðîãðàììèðîâàíèþ 456 685-005.
3 ÒÅÕÍÈ÷ÅÑÊÀß ÕÀÐÀÊÒÅÐÈÑÒÈÊÀ
LUD 320/320 W LUD 320/320 W
Íàïðÿæåíèå ceòè 400V 3~50/60 Hz 230/400/500V 3~50Hz
208/230/460/475V 3~60 Hz
Äîïóñòèìàÿ íàãðóçêà
100% ïðè ÏÅ
60% ïðè ÏÅ
270A / 30,8V
320A / 32,8V
270A / 30,8V
320A / 32,8V
Äèàïàçîí ðåãóëèðîâàíèÿ
ñâàðêà MIG/MAG
15A/15V(8V)--320A/30V 30A/15V(8V)--320A/30V
Äèàïàçîí
ðåãóëèðîâàíèÿ<
câàðêà MMA
16A/20V--320A/32,8V 10A/20V--320A/32,8V
Äèàïàçîí ðåãóëèðîâàíèÿ
ñâàðêà TIG
4A/10V--320A/22,7V 10A/10V--320A/22,7V
Íàïðÿæåíèå
õîëîñòîãî õîäà
ñâàðêà MIG/MAG
65--80 V 65--80 V
Íàïðÿæåíèå
õîëîñòîãî õîäà
ñâàðêà MMA/TIG
50--60 V 50--60 V
Ìîùíîñòü õîëîñòîãî õîäà
ÊÏÄ
520 W 520 W
ïðè ìàêñ. íàãðóçêå
câàðêà
câàðêà
câàðêà
MIG/MAG 82%
MMA 84,5%
TIG 82%
MIG/MAG 82%
MMA 84,5%
TIG 84,5%
Êîýôôèöèåíò ìîùíîñòè
ïðè ìàêñ. íàãðóçêå ñâàðêà
câàðêà
câàðêà
MIG/MAG 0,85
MMA 0,85
TIG 0,80
MIG/MAG 0,85
MMA 0,85
TIG 0,80
Êëàññ çàùèòû IP 23 IP 23
Ååñ, Êã 96/110 143/157
Ãàáàðèòíûå ðàçìåðû 910x642x835 910x642x835
Ê ëàññ ïðèìåíåíèÿ
RU

bu09d2r
-- 6 --
LUD 450/450 W LUD 450/450 W
Íàïðÿæåíèå ceòè 400V 3~50/60 Hz 230/400/500V 3~50Hz
208/230/460/475V 3~60 Hz
Äîïóñòèìàÿ íàãðóçêà
100% ïðè ÏÅ
360A / 34,4V 360 / 34,4V
60% ïðè ÏÅ 425A / 37V 425A / 37V
45% ïðè ÏÅ 450A / 38V 450A / 38V
Äèàïàçîí ðåãóëèðîâàíèÿ
ñâàðêà MIG/MAG
15A/15V (8V)-450A/36,5V 30A/15V (8V)-450A/36,5V
Äèàïàçîí
ðåãóëèðîâàíèÿ<
câàðêà MMA
16A / 20V-450A / 38V 10A / 20V-450A / 38V
Äèàïàçîí ðåãóëèðîâàíèÿ
ñâàðêà TIG
4A/10V-450A/28V 10A/10V-450A/28V
Íàïðÿæåíèå
õîëîñòîãî õîäà
ñâàðêà MIG/MAG
65 - 80 V 65 - 80 V
Íàïðÿæåíèå
õîëîñòîãî õîäà
ñâàðêà MMA/TIG
50 - 60 V 50 - 60 V
Ìîùíîñòü õîëîñòîãî õîäà
ÊÏÄ
520 W 520 W
ïðè ìàêñ. íàãðóçêå
câàðêà
câàðêà
câàðêà
MIG/MAG 82%
MMA 83%
TIG 83%
MIG/MAG 82%
MMA 83%
TIG 83%
Êîýôôèöèåíò ìîùíîñòè
ïðè ìàêñ. íàãðóçêå ñâàðêà
ñâàðêà
ñâàðêà
MIG/MAG 0,92
MMA , 0,92
TIG 0,90
MIG/MAG 0,92
MMA 0,92
TIG 0,90
Êëàññ çàùèòû IP 23 IP 23
Ååñ, Êã 96/110 143/157
Ãàáàðèòíûå ðàçìåðû 910x642x835 910x642x835
Ê ëàññ ïðèìåíåíèÿn
Äàííîå ñâàðî÷íîå îáîðóäîâàíèå ñîîòâåòñòâóåò òðåáîâàíèÿì ñòàíäàðòà IEC 974-1.
Ðàáî÷èé öèêë
Ðàáî÷èé öèêë ïðåäñòàâëÿåò ñîáîé äîëþ (â %%) äåñÿòèìèíóòíîãî èíòåðâàëà, â òå÷åíèå
êîòîðîé ìîæíî ïðîèçâîäèòü ñâàðêó ïðè îïðåäåëåííîé íàãðóçêå áåç ïåðåãðóçêè
èñòî÷íèêà ïèòàíèÿ ñâàðî÷íîãî àãðåãàòà.
Êëàññ êîæóõà
Íîðìû IP óêàçûâàþò êëàññ êîæóõà, ò.å. , ñòåïåíü çàùèòû îò ïðîíèêíîâåíèÿ òâåðäûõ
îáúåêòîâ è âîäû. Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷åíî äëÿ íàðóæíîé è
âíóòðåííåé óñòàíîâêè.
Ê ëàññ çîíû óñòàíîâêè
Ýòîò ñèìâîë îçíà÷àåò, ÷òî èñòî÷íèê ïèòàíèÿ ïðåäíàçíà÷åí äëÿ èñïîëüçîâàíèÿ â çîíàõ
ñ ïîâûøåííîé îïàñíîñòüþ ïîðàæåíèÿ ýëåêòðîòîêîì.
4ÓÑÒÀÍÎÂÊÀ
Ââîä â ýêñïëóàòàöèþ äîëæåí ïðîèçâîäèòüñÿ êâàëèôèöèðîâàííûì
ñïåöèàëèñòîì.
RU

bu09d2r
-- 7 --
ÂÍÈÌÀÍÈÅ!
Íàñòîÿùåå èçäåëèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ. Ïðè
èñïîëüçîâàíèè â á ûòîâûõ óñëîâèÿõ îíî ìîæåò ñîçäàâàòü ðàäèî÷àñòîòíûå ïîìåõè.
Ïîëüçîâàòåëü îòâå÷àåò çà ïðèíÿòèå ñîîòâåòñòâóþùèõ ìåð ïðåäîñòîðîæíîñòè.
Ïðè ïîäúåìå èñòî÷íèê ïèòàíèå êðåïèòñÿ ñ
ïîìîùüþ ñïåöèàëüíîé ïîäúåìíîé ñêîáû. Ðó÷êà
ïðåäíàçíà÷åíà òîëüêî äëÿ ïåðåìåùåíèÿ ïî
ïîâåðõíîñòè.
Èíñòðóêöèÿ ïî âûïîëíåíèþ
ïîäúåìíî-òðàíñïîðòíûõ ðàáîò
ÂÀÆÍÎ !
S ÷àñïîëîæèòü èñòî÷íèê ïèòàíèÿ â óäîáíîì ä ëÿ ðàáîòû ìåñòå, óáåäèâøèñü,
÷òî íå ïåðåêðûò äîñòóï âîçäóõà â ñèñòåìó âîçäóøíîãî îõëàæäåíèÿ.
S Óáåäèòåñü â ïðàâèëüíîñòè ïîäêëþ÷åíèÿ ïèòàþùåé ñåòè.
RU

bu09d2r
-- 8 --
4.1 ÏÀÐÀÌÅÒÐÛ ÏÈÒÀÞÙÅÉ ÑÅÒÈ
S Ñåòåâîå ïèòàíèå ïîäê ëþ÷àòü ÷åðåç ñîîòâåòñòâóþùèé ïðåäîõðàíèòåëüíûé
áëîê.Êîìïëåêòíûé ñåòåâîé êàáåëü óäîâëåòâîðÿåò ñîîòâåòñòâóþùèì
íîðìàì, ïðèíÿòûì â jâåöèè.
LUD 320 3-50 Hz 3-50 Hz 3-50 Hz 3-60 Hz 3-60Hz 3-60 Hz 3-60 Hz
Íàïðÿæåíèå, V 230 400 500 208 230 460 475
Òîê, À 100% 27 16 13 30 27 13,5 13
60% 37 21 15 38 34,5 17 16,5
Ñåòåâîé ïðîâîä 4õ10 4õ4 4õ4 4õ10 4õ10 4õ4 4õ4
Ïðåäîõðàíèòåëü, A 25 16 16 35 25 16 16
LUD 450 3-50 Hz 3-50 Hz 3-50 Hz 3-60 Hz 3-60Hz 3-60 Hz 3-60 Hz
Íàïðÿæåíèå, V 230 400 500 208 230 460 475
Òîê, À 100 % 40 24,5 18,5 45 41 20 19,5
60 % 51 30,5 23 57,5 51,5 25 24,5
45 % 55,5 34 25 62 56,5 27,5 26,5
Ñåòåâîé ïðîâîä 4õ10 4õ4 4õ4 4õ10 4õ10 4õ4 4õ4
Ïðåäîõðàíèòåëü, À 50 20 20 50 50 20 20
4.2 Ñîãëàñóþùåå ñîïðîòèâëåíèå
Ñîãëàñóþùèå ñîïðîòèâëåíèÿ äîëæíû áûòü óñòàíîâëåíû ñ îáîèõ êîíöîâ
êàáåëÿ óïðàâëåíèÿ ñèñòåìû «CAN-BUS» âî èçáåæàíèè ïðîáëåì ñ
êîììóòàöèåé. Áëîê óïðàâëåíèÿ PUA-1 èìååò âñòðîåííîå ñîïðîòèâëåíèå. Íà
ïîäàþùèé ìåõàíèçì è âûïðÿìèòåëü îíî óñòàíàâëèâàåòñÿ îòäåëüíî.
Ñîãëàñóþùåå ñ îïðîòèâëåíèå äîëæíî áûòü óñòàíîâëåíî òàê, êàê ýòî
ïîêàçàíî íèæå â çàâèñèìîñòè îò òðåáóåìîé ñõå ìû ïîäêëþ÷åíèÿ
ñâàðî÷íîãî îáîðó äîâàíèÿ.
1.
Áëîê óïðàâëåíèÿ PUA-1 ïîäêëþ
÷
åí ê ïîäàþùåìó ìåõàíèçìó.
Ñîãëàñóþùåå ñîïðîòèâëåíèå äîëæíî áûòü
ïîäêëþ÷åíî ê ðàçúåìó íà çàäíåé ïàíåëè
âûïðÿìèòåëÿ.(ßâëÿåòñÿ còàíäàðòíî
óñòàíîâëåííûì â ñîñòîÿíèè ïîñòàâêè).
2.
Áëîê óïðàâëåíèÿ PUA-1 ïîäêëþ
÷
åí ê âûïðÿìèòåëþ
.
Ñîãëàñóþùåå ñîïðîòèâëåíèå äîëæíî
áûòü ïîäêëþ÷åíî ê ðàçúåìó íà ïåðåäíåé
ïàíåëè ïîäàþùåãî ìåõàíèçìà.
RU

bu09d2r
-- 9 --
4.3 Èíñòðóêöèÿ ïî ïîäêëþ÷åíèþ àïïàðàòà.
400 V 3∼ 50/60 Hz
208 V 60Hz, 230 V 50/60 Hz
LUD 320/320W 4x10 mm@
LUD 450/450W 4x10 mm@
RU

H
E
N
O
P
bu09d2r
-- 1 0 --
5ÝÊÑÏËÓÀÒÀÖÈß
Îáùèå ïðàâèëà òåõíèêè áåçîïàñíîñòè ïðè ðàáîòå ñ îáîðóäîâàíèåì
ïðèâîäÿòñÿ íà ñòð. 4. Ïðî÷òèòå èõ äî èñïîëüçîâàíèÿ îáîðóäîâàíèÿ!
Åíèìàíèå!
Ïðè ñâàðêå â èìïóëüñíîì ð åæèìå óáåäèòåñü â òîì, ÷òî âîçâðà òíûé êàáåëü
(ä ëèíà íå áîëåå 8ì) è ñîåäèíèòåëüíûé êàáåëü ìåæäó âûïðÿìèòåëåì è
ïîäàþùèì ìåõàíèçìîì (ä ëèíà íå áîëåå 8ì) íå ïåðåïëåòåíû äðóã ñ äðóãîì
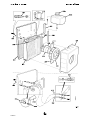
B
A
C
D
GF
J
IF G
J
KF M L
G
TIG--Central connector
TIG--,OKC-- connectorMMA, MIG/MAG
A -- Åûê ë þ÷àòåëü âûïðÿìèòåëÿ
B -- Åûê ëþ÷àòåëü ñèñòåìû îõëàæäåíèÿ
C -- Ëàìïà âêëþ÷åíèÿ âûïðÿìèòåëÿ
D -- Ëàìïà òåðìîðåëå, ñèãíàëèçèðóåò î ï åðåãðåâå âûïðÿìèòåëÿ
E -- (+) ðàçú¸ì íà çàäíåé ïàíåëè
F -- (-)ðàçú¸ì íà ïåðåäíåé ïàíåëè
G -- (+) ðàçú¸ì íà ïåðåäíåé ïàíåëè
H -- Ïðåäî õðàíèòåëü - àâòîìàò 42V ñåòè
ïåðåìåííîãî òîêà
I --(--)ðàçú¸ì(òèïÑÑ)äëÿãîðåëêèTIGñ
âûñîêî÷àñòîòíîé öåïüþ
J -- ðàçú¸ìû cèñòåìû âîäÿíîãî îõëàæäåíèÿ
äëÿ ãîðåëêè TIG.
K --(--)ðàçú¸ì ( òèï ÎÊÑ ) äëÿ ãîðåëêè TIG ñ
âûñîêî÷àñòîòíîé öåïüþ
L -- ðàçú¸ì êàáåëÿ óïðàâëåíèÿ äëÿ
ãîðåëêè TIG ( òèï ÎÊÑ ).
M -- ãàçîâûé ðàçú¸ì äëÿ ãîðåëêè TIG.
N -- ãàçîâûé øòóöåð äëÿ ï îäêëþ÷åíèÿ ê áàëëîí ó.
O -- ñîãëàñóþùå å ñîïðîòèâëåíèå.
P -- ãàçîâûé ðàçú¸ì ä ëÿ ïîäêëþ÷åíèÿ ïîäàþùåãî ìåõàíèçìà
RU

bu09d2r
-- 11 --
6ÎÁÑËÓÆÈÅÀÍÈÅ
Ïðèìå÷àíèå:
Âñå ãàðàíòèéíûå îáÿçàòåëüñòâà ïîñòàâùèêà ò åðÿþò ñèëó â ñëó÷àå ïîïûòêè
ïîêóïàòåëÿ ñàìîñòîÿòåëüíî óñòðàíèòü êàêóþ-ëèáî íåèñïðàâíîñòü ìàøèíû â
òå÷åíèå ãàðàíòèéíîãî ïåðèîäà.
Ïîäêëþ÷åíèå, îáñëóæèâàíèå è ðåìîíò ñâàðî÷íîãî îáîðóäîâàíèå, ñâÿçàííûå
ñî ñíÿòèåì çàùèòíûõ ùèòêîâ, âûïîëíÿþòñÿ ëèöàìè, ïðîøåäøèìè
ñîîòâåòñòâóþùóþ ýëåêòðîòåõíè÷åñêóþ ïîäãîòîâêó è àòòåñòîâàííûìè íà ïðàâî
âûïîëíåíèÿ òàêèõ ðàáîò.
×èñòêà
Ðåã óëÿðíî ïðîâåðÿéòå, ÷òîáû èñòî÷íèê ïèòàíèÿ íå áûë çàãðÿçíåí.
Íàñêîëüêî ÷àñòî è êàê äîëæíà îñóùåñòâëÿòüñÿ ÷èñòêà çàâèñèò îò: ïðîöåññà
ñâàðêè, ïðîäîëæèòåëüíîñòè ñâàðî÷íîé äóãè, ðàçìåùåíèÿ è îêðóæàþùåé
ñðåäû. Îáû÷íî äîñòàòî÷íî ïðîäóòü èñòî÷íèê ïèòàíèÿ ñæàòûì âîçäóõîì
(ïîíèæåííîå äàâëåíèå) îäèí ðàç â ãîä.
Ïðè ñèëüíîì çàãðÿçíåíèè ðåêîìåíäóåòñÿ ïðîäóâàíèå è ÷èñòêà ïûëåñîñîì.
S Îòêëþ÷èòå ñâàðî÷íîå îáîðóäîâàíèå îò èñòî÷íèêà ïèòàíèÿ.
S Äîñòàíüòå êîíòàêòíûé øòåêåð èç ðàçååìà. Çàìêíèòå ðàçååì,, ÷òîáû íå
ïðîèçîøëî íåïðîèçâîëüíîãî âêëþ÷åíèÿ.
Ïðè ñòàöèîíàðíîé óñòàíîâêå, ïåðåâåäèòå ïðåäîõðàíèòåëüíûé
âûê ëþ÷àòåëü â âûêëþ÷åííîå ïîëîæåíèå. Çàìêíèòå âûêëþ÷àòåëü íà
çàìîê.
S Ñíèìèòå çàùèòíûå ùèòû íà èñòî÷íèêå ïèòàíèÿ, ÷òîáû óëó÷øèòü äîñòóï.
Ïîñëå ÷èñòêè óñòàíîâèòå âñå çàùèòíûå ùèòû íà ìåñòî ïåðåä òåì, êàê áóäåò
ïîäê ëþ÷åíî ïèòàíèå.
6.1
Çàëèâêà î õëàæäàþùåé æèäêîñòè
.
Ðåêîìåíäóåòñÿ èñïîëüçîâàòü ñìåñü èç 50% âîäû è 50% ýòèëåíãëèêîëÿ.
RU

bu09d2r
-- 1 2 --
Ïðè èñïîëüçîâàíèè àãðåãàòà ïîäà÷è ïðîâîëîêè ñ ïðîòèâîâåñîì âîçíèêàåò îïàñíîñòü
îïðîêèäûâàíèÿ.
Çàêðåïèòå îáîðóäîâàíèå, îñîáåííî ïðè óñòàíîâêå íà íåðîâíîé èëè íàêëîííîé
ïîâåðõíîñòè.
Ñ ïîìîùüþ ïðèëàãàåìûõ ëåíò îãðàíè÷üòå óãîë ïîâîðîòà àãðåãàòà ïîäà÷è ïðîâîëîêè.
Çàïðåù àåòñÿ ïåðåìåùàòü îáîðóäîâàíèå, äåðæà åãî çà ãîðåëêó.
ÎÑÒÎÐÎÆÍÎ!
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Çàïàñíûå ÷àñòè çàêàçûâàþòñÿ ÷åðåç áëèæàéøåå ïðåäñòàâèòåëüñòâî ESAB,
à äðåñ êîòîðîãî ìîæíî íàéòè íà ïîñëåäíåé ñòðàíèöå îáëîæêè.
Ïðè çàêàçå çàïàñíûõ ÷àñòåé óêàæèòå òèï ìàøèíû è åå íîìåð, à òàêæå
íàèìåíîâàíèå äåòàëè è åå íîìåð èç ïåðå÷íÿ çàïàñíûõ ÷àñòåé. Ýòî óïðîñòèò
äîñòàâêó è îáåñïå÷èò ïîëó÷åíèå òðåáóåìûõ çàïàñíûõ ÷àñòåé.
RU

ENGLISH
-- 1 3 --
TOCe
1SAFETY 14...........................................................
2 INTRODUCTION 15...................................................
2.1 Setting control 15............................................................
3 TECHNICAL DATA 15.................................................
4 INSTALLATION 16....................................................
4.1 MAINS SUPPLY 18...........................................................
4.2 Termination resistance 18.....................................................
4.3 Electrical installation 19.......................................................
5 OPERATION 20.......................................................
6 MAINTENANCE 21....................................................
6.1 Topping up coolant 21.........................................................
7 ORDERING OF SPARE PARTS 22......................................
DIAGRAM 24............................................................
SPARE PARTS LIST 27...................................................
ACCESSORIES 42.......................................................

-- 1 4 --
bu09d12e1
1SAFETY
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect y our eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect y our ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
GB

-- 1 5 --
bu09d12e2
2 INTRODUCTION
LUD 320 and LUD 450 are transistorised welding rectifiers intended for MMA (Manu-
al Metal Arc), MIG/MAG (semi--automatic) welding ,T IG welding and arc gouging.
LUD units are used in combination with a controller and wire feed unit
MEK 4C, MEK 44C, MEK 20C and MLC 30C.
The welding rectifiers are fan cooled, and fitted with a thermal cut--out to prevent
overheating.
The cut--out is reset automatically when the welding rectifier has cooled down.
See page 42 for details o f ESAB’s accessories for the po wer sou rce.
2.1 Setting control
All the settings are controlled by the PUA1 setting box.
For operating instructions see the programming manual 456 685--xxx.
3 TECHNICAL DATA
LUD 320/320 W LUD 320/320 W
Voltage 400V 3~50/60 Hz 230/400/500V 3~50Hz
208/230/460/475V 3~60 Hz
Permissible load at
100% duty cycle
60% duty cycle
270A / 30,8V
320A / 32,8V
270A / 30,8V
320A / 32,8V
Setting range
MIG/MAG
15A/15V(8V)--320A/30V 30A/15V(8V)--320A/30V
Setting range
MMA
16A/20V--320A/32,8V 10A/20V--320A/32,8V
Setting range
TIG
4A/10V--320A/22,7V 10A/10V--320A/22,7V
Open circuit voltage
MIG/MAG
65--80 V 65--80 V
Open circuit voltage
MMA/TIG
50--60 V 50--60 V
Open circuit power 520 W 520 W
Efficiency,
at max current
MIG/MAG 82%
MMA 84,5%
TIG 82%
MIG/MAG 82%
MMA 84,5%
TIG 84,5%
Power factor,
at max current
MIG/MAG 0,85
MMA 0,85
TIG 0,80
MIG/MAG 0,85
MMA 0,85
TIG 0,80
Enclosure class IP 23 IP 23
Weight kg 96/110 143/157
Dimensions , lxwxh 910x642x835 910x642x835
Application classification
GB

-- 1 6 --
bu09d12e2
LUD 450/450 W LUD 450/450 W
Voltage 400V 3~50/60 Hz 230/400/500V 3~50Hz
208/230/460/475V 3~60 Hz
Permissible load at
100% duty cycle
360A / 34,4V 360 / 34,4V
60% duty cycle 425A / 37V 425A / 37V
45% duty cycle 450A / 38V 450A / 38V
Setting range
MIG/MAG
15A/15V (8V)--450A/36,5V 30A/15V (8V)--450A/36,5V
Setting range
MMA
16A / 20V--450A / 38V 10A / 20V--450A / 38V
Setting range
TIG
4A/10V--450A/28V 10A/10V--450A/28V
Open circuit voltage
MIG/MAG
65 -- 80 V 65 -- 80 V
Open circuit voltage
MMA /TIG
50 -- 60 V 50 -- 60 V
Open circuit power 520 W 520 W
Efficiency,
at max current
MIG/MAG 82%
MMA 83%
TIG 83%
MIG/MAG 82%
MMA 83%
TIG 83%
Power factor,
at max current
MIG/MAG 0,92
MMA, 0,92
TIG 0,90
MIG/MAG 0,92
MMA 0,92
TIG 0,90
Enclosure class IP 23 IP 23
Weight kg 96/110 143/157
Dimensions , lxwxh 910x642x835 910x642x835
Application classification
These welding rectifier conform to the requirements of IEC 974--1.
Duty cycle
The duty cycle refers to the time as a percentage of a ten--minute period that you can weld at a cer-
tain load without overloading the welding power source.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid
objects or water. Equipment marked IP 23 is designed for indoor and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas with increased
electrical hazard.
4 I NSTALLATION
The in stallatio n must b e executed by a professional.
WARNING!
This product is intended for industrial use. In a domestic environment this product may cause radio
interference. It is the user’s responsibility to take adequate precautions.
GB

-- 1 7 --
bu09d12e2
The power supply should be lifted by means of its lifting
eye. The handle is only intended for pulling it along the
ground.
Lifting instructions
IMPORTANT
S Place the welding power source in a suitable place and make sure the welding
rectifier is not covered or set--up so that cooling is prevented.
S Make sure the welding rectifier is connected to the correct mains voltage.
Earth according to applicable directives.
GB

-- 1 8 --
bu09d12e2
4.1 MAINS SUPPLY
S Connect the power supply lead using the appropriate fuse in conformance with
local regulations.
Power supply lead complies to Swedish electrical regulations.
LUD 320 3~50 Hz 3~50 Hz 3~50 Hz 3~60 Hz 3~60 Hz 3~60 Hz 3~60 Hz
Voltage V 230 400 500 208 230 460 475
Current A 100%
60%
27
37
16
21
13
15
30
38
27
34,5
13,5
17
13
16,5
Mains lead rating 4x10 4x4 4x4 4x10 4x10 4x4 4x4
Fuse, slow A 25 16 16 35 25 16 16
LUD 450 3~50 Hz 3~50 Hz 3~50 Hz 3~60 Hz 3~60 Hz 3~60 Hz 3~60 Hz
Voltage V 230 400 500 208 230 460 475
Current A 100% 40 24,5 18,5 45 41 20 19,5
60% 51 30,5 23 57,5 51,5 25 24,5
45% 55,5 34 25 62 56,5 27,5 26,5
Mains lead rating 4x10 4x4 4x4 4x10 4x10 4x4 4x4
Fuse, slow A 50 20 20 50 50 20 20
4.2 Termination resistance
The termination resistance must be connected to the ends of the CAN bus to prevent
communication problems.
The controller has a built--in terminator, but the power source and wire feed unit do
not.
The terminator should be fitted as follows depending on how the units are
connected:
1. Controller connected to wire feed unit.
The termination resistance must be connected to the rear
of the power source.
(Already connected this way on delivery).
2. Controller connected to power so u rce.
The termination resistance must be con-
nected to the front of the wire feed unit.
GB

-- 1 9 --
bu09d12e2
4.3 Electrical installation
400 V 3∼ 50/60 Hz
208 V 60Hz, 230 V 50/60 Hz
LUD 320/320W 4x10 mm@
LUD 450/450W 4x10 mm@
GB

H
E
N
O
P
-- 2 0 --
bu09d12e2
5 OPERATION
General safety regulations for the handling of the equipment can be found on
page 14. Read through before you start using the equipment!
CAUTION!
When pulse welding make sure that the return cable (max. 8 m) and the connecting
cable (max. 8 m) between the power source and wire feed unit are not coiled up.
B
A
C
D
GF
J
IF G
J
KF M L
G
TIG--Central connector
TIG--,OKC-- connectorMMA, MIG/MAG
A -- Power on/off
B -- Cooling unit on/off ( LUD 320W/450W)
C -- Power on light
D -- Thermal cut--out warning light, lights up in case of overheating
E -- Welding terminal, + polarity
F -- Welding terminal, -- polarity
G -- Welding terminal, + polarity
H -- Automatic fuse 42 V AC circuit
I -- Central connector TIG torch, -- polarity HF
J -- Water connection, TIG torch
K -- OKC connector TIG torch, -- polarity HF
L -- Connection for TIG torch trigger switch
M -- Gas connection for TIG torch
N -- Gas nipple ( connection to gas bottle)
O -- Termination resistance
P -- Water connection, wire feed unit
GB
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































ESAB LUD 450 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
