
I -MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 8
D -ANLEITUNGSHANDBUCH FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 14
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 21
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 28
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 34
SF -KÄYTTÖOPAS KAARIHITSAUSLAITTEELLE sivu. 41
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side. 47
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag. 53
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid. 59
GR -ODHGOS CRHSEWS GIA SUSKEU V TOXOEIDO V" SUGK VLLHSH" sel 65
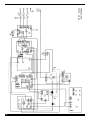
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediav-
gramma
Pagg. Seiten sel.: 72÷77
28/11/013.300.825/B

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'u-
tilizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod.3.300758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secondo
le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evitare
la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
· Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utilizzare
idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore superio-
ri a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
PACE MAKER
· I campi magnetici derivanti da correnti elevate possono inci-
dere sul funzionamento di pacemaker. I portatori di apparec-
chiature elettroniche vitali (pacemaker) dovrebbero consul-
tare il medico prima di avvicinarsi alle operazioni di saldatu-
ra ad arco, di taglio, scriccatura o di saldatura a punti.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione o
in presenza di polveri, gas o vapori esplosivi. ·
Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazioni
contenute nella norma armonizzata EN50199 e deve esse-
re usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONI GENERALI
Questa saldatrice è un generatore di corrente costante
realizzata con tecnologia INVERTER, per saldare gli elet-
trodi rivestiti (con esclusione del tipo cellulosico) e con pro-
cedimento TIG con accensione a contatto e con alta fre-
quenza. Il modello Art. 340 eroga corrente continua mentre
il modello Art. 350 eroga sia corrente continua che alternata.
Selezionando il procedimento TIG AC si può saldare
l'Alluminio, le leghe di alluminio, l'ottone ed il magnesio men-
tre selezionando TIG DC si può saldare l'acciaio inos-
sidabile, il ferro ed il rame.
2.2 SPIEGAZIONE DEI DATI TECNICI
IEC 60974.1 La saldatrice è costruita secondo queste norme
EN 50199 internazionali.
N°. Numero di matricola da citare per qualsiasi
richiesta relativa alla saldatrice.
Convertitore statico di frequenza trifase
Trasformatore-raddrizzatore.
Caratteristica discendente.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale
Il fattore di servizio esprime la percentuale di
10 minuti in cui la saldatrice può lavorare ad
una determinata corrente senza surriscaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz
I
1
Max Corrente max. assorbita alla corrispondente
corrente I
2
e tensione U
2
.
I
1
eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23 C. Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia. La lettera addiziona
le Csignifica che l’apparecchio è protetto contro
l’accesso di un utensile (Ø2,5 mm) alle parti in
tensione del circuito di alimentazione.
Idonea a lavorare in ambienti con rischio
accresciuto.
N.B: La saldatrice è inoltre stata progettata per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 664).
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Quando il termostato interviene la macchina smette di ero-
gare corrente ma il ventilatore continua a funzionare.
L’intervento del termostato è segnalato dall’accensione del
led AM posto sul pannello di controllo.
S
MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO

2.3.2 Protezione di blocco
Questa protezione è segnalata dal led AN posto sul pannel-
lo di controllo.
3 INSTALLAZIONE
3.1 SISTEMAZIONE
La saldatrice deve essere disposta in un locale adeguata-
mente ventilato, possibilmente non polveroso facendo
attenzione a non ostruire l’entrata e l’uscita dell’aria dalle
asole di raffreddamento.
ATTENZIONE: UN RIDOTTO FLUSSO DI ARIA causa
surriscaldamento e possibili danni alle parti interne.
• Mantenere almeno 200 mm di spazio libero attorno all’ap-
parecchio.
• Non collocare nessun dispositivo di filtraggio sui pas-
saggi di entrata aria di questa saldatrice.
La garanzia è nulla qualora venga utilizzato un qualsiasi
tipo di dispositivo di filtraggio.
3.2 MESSA IN OPERA
L’installazione della macchina deve essere fatta da per-
sonale esperto. I collegamenti devono essere eseguiti
secondo le vigenti norme e nel pieno rispetto della legge
antinfortunistica (norma CEI 26-10 - CENELEC HD 427)
3.3 DESCRIZIONE DELL’APPARECCHIO (fig. 1-1a)
A) Morsetto di uscita negativo (-).
B) Morsetto di uscita positivo (+).
N.B: Nell'art. 350, durante la saldatura (in A.C.), sui
morsetti A e B è presente una tensione alternata.
C) Connettore per il pulsante della torcia TIG, per il
pedale o per il gruppo di raffreddamento.
Collegare i fili del pulsante torcia ai pin 1 e 9.
D) Raccordo (1/4 gas).
Vi si connette il tubo gas della torcia di saldatura TIG.
E) Interruttore generale.
F) Spia rete.
G) Cavo di alimentazione.
H) Raccordo alimentazione gas.
3
3.4 DESCRIZIONE DEI PANNELLI
L’art. 340, è fornito completo del pannello Art.216.
L’art. 350, è fornito completo del pannello Art.220.
Vedere disegni da pag. 78 a pag. 79
Tasto di processo A.
La selezione è evidenziata dalla accensione di uno
del led D, E, F, oppure G.
Led D Led E Led F Led G
Tasto di modo B.
La selezione è evidenziata dalla accensione di uno
del led H, I, L, M, N, oppure O:
Led H "HOT START"
Attivo in saldatura MMA e TIG AC.
Questa selezione permette di regolare, mediante i tasti W
e W1 , il valore di "HOT START" per facilitare
l' accensione.
In TIG AC consigliamo di regolare il valore da 0 a 30 per elet-
trodo di diametro 1,6 mm, da 25 a 50 per elettrodo di dia-
metro 2,4 mm e da 30 a 60 per elettrodo di diametro 3,2 mm.
Led I“ARC FORCE”:
-In MMA, questa selezione permette di regolare, mediante i
tasti W e W1 , il valore di sovracorrente per
facilitare il trasferimento delle gocce di metallo fuso.
Il valore è in percentuale ed è visualizzato dai display V.
Led L:
Saldatura TIG CONTINUO con accensione
mediante dispositivo ad alta tensione/frequenza.
Led M:
Saldatura TIG PULSATO con accensione
mediante dispositivo ad alta tensione/frequenza.
ø
mm
ø
mm
®
I
V
A
D
B
C
H
G
E
F
0
fig. 1
®
V
I
A
D
B
C
H
G
E
F
0
fig. 1a

4
Led N:
Saldatura TIG CONTINUO con accensione a
contatto (striscio).
Led O:
Saldatura TIG PULSATO con accensione a con-
tatto (striscio).
Tasto di programma C.
La selezione è evidenziata dalla accensione di uno
del led P Q, R, S, T, oppure U.
Led P:
Puntatura TIG MANUALE. In questa posizione l'operatore
preme il pulsante della torcia, si accende l'arco, e dopo un
tempo regolabile da 10 millisecondi a 3 secondi mediante la
manopola AF l'arco si spegne automaticamente. L'arco si
spegne prima del tempo impostato se l'operatore rilascia il
tasto. In tutti i casi, dopo aver eseguito il punto, per eseguire
il successivo, occorre rilasciare il pulsante e ripremerlo. Il
valore della corrente deve essere regolato mediante la
manopola AC.
Led Q:
In questa posizione è possibile la saldatura TIG 2 tempi.
Premendo il pulsante della torcia la corrente inizia ad aumen-
tare ed impiega un tempo corrispondente allo “SLOPE UP”,
preventivamente regolato, per raggiungere il valore
regolato con la manopola AC. Quando si lascia il pulsante la
corrente inizia a diminuire ed impiega un tempo corrispon-
dente allo “SLOPE DOWN”, preventivamente regolato, per
ritornare a zero.
Led R (tig 4 tempi):
Questo programma differisce dal precedente perchè sia l'ac-
censione che lo spegnimento vengono comandati premendo
e rilasciando il pulsante della torcia.
Led S:
Per accendere l'arco premere il pulsante della torcia; la cor-
rente inizia ad aumentare con un incremento fisso. Se si rila-
scia il pulsante la corrente sale istantaneamente al valore
massimo impostato con la manopola AC. Per terminare la
saldatura premere il pulsante; la corrente inizia a diminuire
con decremento fisso. Se si rilascia il pulsante la corrente si
azzera istantaneamente.
Led T:
Premere il pulsante della torcia.
La corrente di saldatura si predispone al valore regolato con
la manopola AB ed il led APsi illumina. L'operatore può man-
tenere questa corrente fino a quando lo desidera ( per esem-
pio fino a che non si sia riscaldato il pezzo). Spingendo e
rilasciando immediatamente il pulsante torcia, la corren-
te passa al valore impostato con la manopola AC in un tempo
scelto mediante il tasto AH. Quando si raggiunge la corrente
di saldatura massima il led AQ si accende. Se durante l'ese-
cuzione vi è la necessità di diminuire la corrente senza spe-
gnere l'arco ( Es. cambio del materiale d'apporto, cambio di
posi-zione di lavoro, passaggio da una posizione orizzontale
ad una verticale ecc..) spingere e rilasciare immediata mente
il pulsante torcia, la corrente si porta al valore selezionato con
la manopola AD, il led AR si accende e AQ si spegne.
Per tornare alla precedente corrente massima ripetere l'azio-
ne di pressione e di rilascio del pulsante torcia, il led AQ si
accende mentre il led AR si spegne. In qualsiasi momento si
voglia interrompere la saldatura spingere il pulsante torcia
per un tempo maggiore di 0,7 secondi poi rilasciarlo; la
corrente comincia a scendere fino al valore di zero nel tempo
stabilito mediante il tasto AI.
Durante la fase di "slope down", se si preme e rilascia imme-
diatamente il pulsante della torcia, si ritorna in "slope up" se
questo è regolato ad un valore maggiore di zero, oppure alla
corrente minore tra i valori regolati dalle manopole AB o AD.
N.B. il termine " PREMERE E RILASCIARE IMMEDIATA-
MENTE" fa riferimento ad un tempo massimo di 0,5 secondi.
Led U:
Questo ciclo differisce dal precedente per la mancanza della
corrente di inizio saldatura regolata dalla manopola AB.
Tasti di regolazione.
Tasti W / W1.
Mediante questi tasti è possibile regolare tutti
parametri relativi al tasto di selezione in quel
momento attivo.
I valori scelti saranno visualizzati dal display V.
Tasti di selezione.
Il tasto è attivo quando il led corrispondente è acceso
Tasto AG.
Tempo di pre-gas (0÷10 sec.) - Tempo di uscita del
gas prima dell’inizio della saldatura.
Tasto AH.
Slope-up (0 ÷ 10 sec.) Tempo necessario per rag-
giungere la corrente di saldatura massima regolata.
Tasto AI.
Slope-down (0 ÷ 10 sec.) Tempo necessario alla cor-
rente di saldatura per ritornare a zero.
Tasto AL.
Tempo di post-gas (0 ÷ 30 sec.) - Tempo di uscita del
gas al termine della saldatura.
Quando si premono i tasti AG, AH, AI, AL si accendono
anche i corrispondenti led.
Durante la saldatura, quando i led dei suddetti tasti sono
accesi, è possibile regolare i valore mediante i tasti W e W1.
Manopole di regolazione.
Manopola X.
Regola la frequenza della corrente, in saldatura TIG AC (50
÷ 120 Hz)
Manopola AA.
Controllo di bilanciamento
Regola i semiperiodi dell’onda quadra quando
si lavora in TIG. A.C. saldando l’alluminio.
Se si vuole aumentare la penetrazione ruotare la
manopola in senso orario, viceversa se si vuole
ottenere piu’ pulizia e minor penetrazione girare la manopo-
la in senso antiorario.
1
1
2
2
3
3
4
4
5
5

5
QUESTA FUNZIONE E’ INCLUSA SOLAMENTE QUANDO
SI SELEZIONA LA SALDATURA T.I.G. IN A.C.
Manopola AB.
Regola la corrente di inizio saldatura. Questa corrente è
sempre una percentuale del valore impostato con la mano-
pola AC.
Manopola AC.
Regola la corrente di saldatura principale o di picco.
Manopola AD.
Regola la corrente di pausa o di base. Questa manopola
regola la corrente di pausa quando la macchina è predispo-
sta per la saldatura TIG CONTINUO oppure regola la cor-
rente di base se è predisposta per la saldatura TIG PULSA-
TO. E’ sempre una percentuale del valore impostato con la
manopola AC.
Manopola AE.
Regola la frequenza di pulsazione da 0,1 a 500 Hz quando
la macchina è predisposta per la saldatura TIG PULSATO.
Manopola AF.
Regola il rapporto t/T (0 ÷ 1, vedi fig. 2) oppure per la regola-
zione del tempo di punto.
Led di indicazione.
Led AM:
Led termostato. Si accende quando l’operatore supera il fat-
tore di servizio ammesso e quando, con il gruppo di raffred-
damento collegato, il pressostato segnala una pressione del-
l'acqua insufficente. In queste condizioni la macchina blocca
l'erogazione di corrente ed i tasti A, B e C non sono abilitati.
Led AN:
Led di blocco.
Si accende quando viene rilevata una condizione di errore;
contemporaneamente si accende in modo lampeggiante, sul
display V il codice di errore.
Led AO:
Led indicazione del corretto funzionamento del dispositivo
che riduce il rischio di scosse elettriche.
Led AP:
Questo led è acceso quando la macchine eroga la corrente
regolata con la manopola AB oppure, durante la predisposi-
zione dei parametri di saldatura.
Led AQ:
Questo led è acceso quando la macchine eroga la corrente
regolata con la manopola AC oppure, durante la predisposi-
zione dei parametri di saldatura.
Led AR:
Questo led è acceso quando la macchine eroga la corrente
regolata con la manopola AD oppure, durante la predisposi-
zione dei parametri di saldatura.
< 48V AC
Display Y:
Indica: 1) la corrente di inizio saldatura regolata dalla mano-
pola AB quando il led AP è acceso;
2) corrente di saldatura regolata dalla manopola AC
quando il led AQ è acceso;
3) corrente di saldatura di pausa regolata dalla mano-
pola AD quando il led AR è acceso.
Display Z:
Indica la tensione ai morsetti di saldatura.
Display V:
Indica i valori regolati mediante i tasti W e W1.
3.4.1 IMPOSTAZIONE/CONTROLLO
Premendo il tasto AH e contemporaneamente il tasto AI sul
display V appare, in modo lampeggiante, la scritta ed
in questa situazione si possono preimpostare o semplice-
mente controllare, premendo il pulsante della torcia, tutti i
valori dei parametri che, per il processo scelto, si possono
regolare.
In questa situazione la macchina non eroga corrente,
non produce alta frequenza/tensione ed non apre la val-
vola del gas.
Dopo l’impostazione o il controllo, premendo nuovamente i
tasti AH ed AI il display V termina di lampeggiare e la mac-
china è di nuovo pronta ad eseguire il ciclo di saldatura scelto.
3.5 NOTE GENERALI
Prima dell’uso di questa saldatrice leggere attentamente le
norme CEI 26/9 - CENELEC HD 407 e CEI 26.11 - CENE-
LEC HD 433 inoltre verificare l’integrità dell’isolamento dei
cavi, delle pinze porta elettrodi, delle prese e delle spine e
che la sezione e la lunghezza dei cavi di saldatura siano
compatibili con la corrente utilizzata.
3.6 SALDATURA DI ELETTRODI RIVESTITI
• Utilizzare pinze porta elettrodi rispondenti alle vigenti
norme di sicurezza e senza viti di serraggio sporgenti.
• Assicurarsi che l’interruttore generale sia su posizione 0
o che la spina del cavo di alimentazione non sia inserita nella
presa di alimentazione, quindi collegare i cavi di saldatura
rispettando la polarità richiesta dal costruttore di elettrodi
che andrete ad utilizzare.
• Il circuito di saldatura non deve essere posto delibera-
tamente a contatto diretto o indiretto con il conduttore di
protezione se non nel pezzo da saldare.
• Se il pezzo in lavorazione viene collegato deliberatamente
a terra attraverso il conduttore di protezione, il collegamen-
to deve essere il più diretto possibile ed eseguito con un
conduttore di sezione almeno uguale a quella del condutto-
re di ritorno della corrente di saldatura e connesso al
pezzo in lavorazione nello stesso punto del conduttore
di ritorno, utilizzandone il morsetto oppure utilizzando un
secondo morsetto di massa posto immediatamente vicino.
• Ogni precauzione deve essere presa per evitare cor-
renti vaganti di saldatura.
• Controllare che la tensione di alimentazione corrispon-
da alla tensione indicata sulla targa dei dati tecnici della
saldatrice.
• Collegare il cavo di alimentazione verificando che i condut-
tori marron, nero, blu corrispondano alle tre fasi e che quello
giallo /verde corrisponda al morsetto di terra dell’impianto
• Se la macchina è abbinata al gruppo di raffreddamento Art.
t
T
T = 1/f
(Hz)
fig. 2

6
1337 oppure 1338 può essere alimentata dalla presa Eposta
sul gruppo stesso.
• La portata dell’interruttore magnetotermico o dei fusibili
in serie alla alimentazione deve essere uguale alla corrente
I1 assorbita dalla macchina.
• La corrente I1 assorbita si deduce dalla lettura dei dati
tecnici riportati sulla macchina in corrispondenza della
tensione di alimentazione U1 a disposizione.
• Eventuali prolunghe debbono essere di sezione adegua-
ta alla corrente I1 assorbita.
• Accendere la macchina mediante l’interruttore generale E.
• Se la macchina è alimentata dal gruppo di raffreddamento,
l'accensione avviene mediante l'interruttore A del gruppo
stesso.
• Non toccare contemporaneamente la torcia o la pinza porta
elettrodo ed il morsetto di massa.
Sul pannello di controllo selezionare MMA mediante il pul-
sante A e regolare la corrente mediante la manopola AC.
Terminata la saldatura ricordarsi sempre di spegnere
l’apparecchio e di togliere l’elettrodo dalla pinza porta
elettrodo.
SEZIONE DEI CAVI DI SALDATURA IN mm2
3.7 SALDATURA TIG
Selezionando il procedimento TIG AC si può saldare
l'Alluminio, le leghe di alluminio, l'ottone ed il magnesio men-
tre selezionando TIG DC si può saldare l'acciaio inossi-
dabile, il ferro ed il rame.
• Collegare il connettore del cavo di massa al polo posi-
tivo (+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
• Il circuito di saldatura non deve essere posto deliberata-
mente a contatto diretto o indiretto col conduttore di pro-
tezione se non nel pezzo da saldare.
• Se il pezzo in lavorazione viene collegato deliberata-
mente a terra attraverso il conduttore di protezione, il colle-
gamento deve essere il più diretto possibile ed eseguito
con un conduttore di sezione almeno uguale a quella del
conduttore di ritorno della corrente di saldatura e connesso
al pezzo in lavorazione nello stesso punto del condutto-
re di ritorno, utilizzando il morsetto del conduttore di ritor-
no oppure utilizzando un secondo morsetto di massa
posto immediatamente vicino.
• Ogni precauzione deve essere presa per evitare correnti
vaganti di saldatura.
• Utilizzare la torcia TIG idonea alla corrente di saldatura e
collegare il connettore di potenza al polo negativo (-) della
saldatrice.
• Collegare il connettore della torcia al connettore C della
saldatrice.
• Collegare il raccordo del tubo gas della torcia al raccordo D
della macchina ed il tubo gas proveniente dal riduttore di
pressione della bombola al raccordo gas posto sul pannello
posteriore.
• Controllare che la tensione di alimentazione corrispon-
da alla tensione indicata sulla targa dei dati tecnici della
saldatrice.
• Collegare i conduttori marron, nero e blu del cavo di ali-
mentazione alle tre fasi e il conduttore giallo /verde al mor-
setto di terra dell’impianto
• Se la macchina è abbinata al gruppo di raffreddamento Art.
1338 può essere alimentata dalla presa E del gruppo stesso.
• La portata dell’interruttore magnetotermico o dei fusibili
in serie alla alimentazione deve essere uguale alla corrente
I1 assorbita dalla macchina.
• La corrente I1 assorbita si deduce dalla lettura dei dati
tecnici riportati sulla macchina in corrispondenza della
tensione di alimentazione U1 a disposizione.
• Eventuali prolunghe debbono essere di sezione adegua-
ta alla corrente I1 assorbita.
• Accendere la macchina mediante l’interruttore generale E.
• Se la macchina è alimentata dal gruppo di raffreddamento,
l'accensione avviene mediante l'interruttore A del gruppo
stesso.
• Non toccare contemporaneamente la torcia o la pinza porta
elettrodo ed il morsetto di massa.
• Seguire le istruzioni indicate sui manuali dei pannelli di con-
trollo per regolare i parametri di saldatura TIG.
• Il tipo ed il diametro dell'elettrodo da utilizzare deve essere
scelto seguendo la tabella A:
ATTENZIONE: LO SHOCK ELETTRICO PUÒ UCCIDERE
• Terminata la saldatura ricordarsi di spegnere l’apparec-
chio e chiudere la valvola della bombola del gas.
3.7.1 Preparazione dell’elettrodo
E’ necessaria una particolare attenzione nella prepara-
zione della punta dell’elettrodo. Smerigliarla in modo che
presenti una rigatura verticale come indicato in fig.3.
15 20 30 40 45 50 60
100 35 35 35 35 50 50 50
150 35 35 50 50 70 70 90
200 35 50 50 70 70 95 100
250 35 50 70 70 95 100 150
CORRENTE
SALDATURA
IN AMPERE
DISTANZA IN METRI DALLA SALDATRICE
D.C.
A.C.(frequenza 5o Hz)
Pos. Max Penetrazione Pos. Zero bilanciato Pos. Max Pulizia
Elettrodo Tipo
Tungsteno Tungsteno Tungsteno Tungsteno Tungsteno Tungsteno Tungsteno
Torio 2% Puro Zr 0,8% Puro Zr 0,8% Puro Zr 0,8%
ø Rosso Verde Bianco Verde Bianco Verde Bianco
1,6 70A ÷ 150A 50A ÷ 100A 70A ÷ 150A 30A ÷ 60A 50A ÷ 80A 20A ÷ 40A 30A ÷ 60A
2,4 150A ÷ 250A 100A ÷ 160A 140A ÷ 235A 60A ÷ 120A 80A ÷ 140A 40A ÷ 100A 60A ÷ 120A
3,2 200A ÷ 350A 150A ÷ 210A 225A ÷ 325A 80A ÷ 160A 100A ÷ 180A 60A ÷ 140A 80A ÷ 160A
4 300A ÷ 400A 200A ÷ 275A 300A ÷ 400A 100A ÷ 240A 150A ÷ 280A 80A ÷ 200A 150A ÷ 250A
Tabella A

7
ATTENZIONE: PARTI METALLICHE VOLATILI INCAN-
DESCENTI possono ferire il personale, originare incendi e
danneggiare le attrezzature; LA CONTAMINAZIONE DA
TUNGSTENO può diminuire la qualità della saldatura.
• Sagomare l’elettrodo di tungsteno unicamente con una
smerigliatrice provvista di adeguati carter di protezione
indossando protezioni per il viso, le mani ed il corpo.
• Sagomare gli elettrodi di tungsteno con una mola abra-
siva dura a grana fine, utilizzata unicamente per sagomare
il tungsteno.
• Smerigliare l’estremità dell’elettrodo di tungsteno in forma
conica per una lunghezza di 1,5 - 2 volte il diametro del-
l’elettrodo.( fig. 3)
3.7.2 Posizioni consigliate per la saldatura
4 ACCESSORI
4.1 MONTAGGIO DEL CARRELLO E COLLEGA
MENTO AL GRUPPO DI RAFFREDDAMENTO.
Questa saldatrice può essere utilizzata insieme al gruppo di
raffreddamento Art.1338. Vi consigliamo di accquistare il car-
rello Art. 1426 che Vi permetterà di formare un impianto facil-
mente trasportabile assieme alle bombole.
Togliere i piedi N sia dal generatore che dal gruppo di raf-
freddamento quindi posizionarli sul carrello disponendoli
rispettivamente nella parte superiore ed inferiore.
Rimontare i piedi fissando così gli apparecchi al carrello.
Collegare il connettore della torcia o gli eventuali comandi a
distanza alla presa H del gruppo di raffreddamento ed il con-
nettore I alla presa C del generatore.
Collegare il raccordo gas della torcia al raccordo Ddel gene-
ratore.
Collegare i tubi dell’acqua ai raccordi Le L1del gruppo di raf-
freddamento verificando che il tubo blu sia collegato al rac-
cordo L1 mentre il tubo rosso al raccordo L.
Collegare il cavo di alimentazione del generatore alla presa
trifase tipo 3P+N+T da 16A del gruppo di raffreddamento
quindi collegare il cavo del gruppo di raffreddamento ad una
alimentazione trifase.
Ricordare sempre che il conduttore nero, marron e blu
corrispondono alle fasi mentre il giallo/verde alla terra.
N.B. Se il gruppo di raffreddamento è spento oppure se l'ac-
qua non circola un dispositivo di sicurezza impedisce il fun-
zionamento della saldatrice.
4.2 COMANDI A DISTANZA
Questo apparecchio può essere utilizzato con il comando a
pedale Art 193. Se si desidera regolare la corrente median-
te il pedale e l'accensione dell'arco mediante la torcia è
necessario utilizzare la connessione Art 1180. E' possibile
utilizzare anche il comando a distanza Art 187 unitamente al
cavetto di prolunga Art 1192.
Con la selezione di processo MMA il connettore a 10 poli
della prolunga deve essere collegato al connettore C della
macchina. Con la selezione di processo TIG si deve utilizza-
re la connessione art. 1180.
ATTENZIONE! Queste operazioni debbono essere eseguite
nell'ordine descritto affinchè la macchina possa riconoscere
il comando a distanza.
5 MANUTENZIONE E CONTROLLI
La manutenzione deve esser eseguita da personale qua-
lificato.
5.1 NOTE GENERALI
• Non toccare parti elettriche sotto tensione.
• Spegnere la saldatrice e togliere la spina di alimenta-
zione dalla presa prima di ogni operazione di control-
lo e manutenzione.
LE PARTI IN MOVIMENTO possono causare lesioni gravi.
SUPERFICI INCANDESCENTI possono causare brucia-
ture gravi.
• Lasciar raffreddare la saldatrice prima di procedere alle
manutenzioni.
5.2 RIPARAZIONI DELLE SALDATRICI
L’esperienza ha dimostrato che molti incidenti mortali sono
originati da riparazioni non eseguite a regola d’arte. Per
questa ragione un attento e completo controllo su di una
saldatrice riparata è altrettanto importante quanto quello
eseguito su di una saldatrice nuova.
Inoltre in questo modo i produttori possono essere pro-
tetti dall’essere ritenuti responsabili di difetti, quando la colpa
è da imputare ad altri.
• Se le riparazioni non sono eseguite dal produttore, le sal-
datrici riparate nelle quali siano stati sostituiti o modificati
alcuni componenti, devono essere marcate in modo che
possa essere identificato chi ha compiuto la riparazione.
1
,
5
2
d
÷
d
Fig. 3
2
0
°
7
0
°
8
0
°
÷
90°
2
0
°
7
0
°
8
0
°
÷
90°
SI
NO

72

73

74
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
01 SUPPORTO MANICO HANDLE SUPPORT
02 MANICO HANDLE
03 COPERCHIO COVER
04 CORNICE FRAME
05 PANNELLO ALETTATO FINNED PANEL
06 PANNELLO POSTERIORE BACK PANEL
07 PANNELLO ANTERIORE FRONT PANEL
08 LATERALE SIDE PANEL
09 SUPPORTO CORNICE FRAME SUPPORT
10 CORNICE PANNELLO CONTROL BOARD FRAME
11 GUARNIZIONE GASKET
12 LATERALE COMANDI PANEL, CONTROL SIDE
14 PORTA LAMPADA LAMP HOLDER
15 CIRCUITO ALIMENT. FLY-BACK FLY-BACK SUPPLY CIRCUIT
16 GRUPPO IGBT IGBT UNIT
17 CIRCUITO INTERFACCIA INTERFACE CIRCUIT
18 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
19 SUPPORTO PRIMARIO PRIMARY SUPPORT
20 TRASFORMATORE DI POTENZA POWER TRANSFORMER
21 IMPEDENZA CHOKE
22 ISOLAMENTO INSULATION
23 LAMPADA LAMP
24 INTERRUTTORE SWITCH
25 PROTEZIONE PROTECTION
26 PRESSACAVO STRAIN RELIEFE
27 CAVO RETE POWER CORD
28 RACCORDO FITTING
29 RACCORDO FITTING
30 MOTORE CON VENTOLA MOTOR WITH FAN
31 SUPPORTO SECONDARIO SECONDARY SUPPORT
32 TRASDUTTORE TRANSDUCER
33 GRUPPO PRECARICA PRECHARGE CIRCUIT
34 COPERTURA COVER
35 GRUPPO DIODI DIODES UNIT
36 PIANO INTERMEDIO INSIDE BAFFLE
38 FONDO BOTTOM
39 PIEDE FOOT
40 RACCORDO FITTING
41 PRESA GIFAS GIFAS SOCKET
42 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
43 TAPPO CAP
44 SUPPORTO SUPPORT
46 ELETTROVALVOLA SOLENOID VALVE
47 RACCORDO FITTING
48 RACCORDO FITTING
49 TRASFORMATORE A.T. HV TRANSFORMER
50 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT
51 PROTEZIONE PROTECTION
52 COPERTURA COVER
53 CIRCUITO MICRO MICRO SWITCH CIRCUIT
54 CIRCUITO DISPLAY DISPLAY CIRCUIT
55 CORNICE PANN. COMANDI CONTROL BOARD FRAME
56 CIRCUITO PANNELLO PANEL CIRCUIT
57 PROTEZIONE PROTECTION
58 MANOPOLA KNOB
59 MANOPOLA KNOB
60 PANNELLO COMANDI CONTROL PANEL
When ordering spare parts please always state the machine item
and serial number and its purchase data, the spare part position
and the quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di
articolo, matricola e data di acquisto della macchina, posizione e
quantità del ricambio.
Art. 340

75
Art. 340

76
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
01 SUPPORTO MANICO HANDLE SUPPORT
02 MANICO HANDLE
03 COPERCHIO COVER
04 CORNICE FRAME
05 PANNELLO ALETTATO FINNED PANEL
06 PANNELLO POSTERIORE BACK PANEL
07 PORTA LAMPADA LAMP HOLDER
08 LAMPADA LAMP
09 INTERRUTTORE SWITCH
10 PROTEZIONE PROTECTION
11 CAVO RETE POWER CORD
12 PRESSACAVO STRAIN RELIEFE
13 RACCORDO FITTING
14 RACCORDO FITTINGE
15 SUPPORTO CORNICE FRAME SUPPORT
16 CORNICE PANN. COMANDI CONTROL BOARD FRAME
17 GUARNIZIONE GASKET
18 LATERALE COMANDI PANEL, CONTROL SIDE
20 CIRCUITO ALIMENT. FLY-BACK FLY-BACK SUPPLY CIRCUIT
21 GRUPPO IGBT IGBT UNIT
22 CIRCUITO INTERFACCIA INTERFACE CIRCUIT
23 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
24 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT
27 RACCORDO FITTING
28 ELETTROVALVOLA SOLENOID VALVE
29 RACCORDO FITTING
30 SUPPORTO SUPPORT
31 PIEDE FOOT
32 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
33 TAPPO CAP
34 FONDO BOTTOM
35 PIANO INTERMEDIO INSIDE BAFFLE
36 PRESA GIFAS GIFAS SOCKET
37 RACCORDO FITTING
38 PANNELLO ANTERIORE FRONT PANEL
39 LATERALE SIDE PANEL
40 GRUPPO DIODI DIODES UNIT
41 COPERTURA COVER
42 GRUPPO PRECARICA PRECHARGE CIRCUIT
43 CIRCUITO SNUBBER SNUBBER CIRCUIT
44 DISTANZIALE SPACER
45 CAVALLOTTO JUMPER
46 CIRCUITO DRIVER DRIVER CIRCUIT
47 PANNELLO CHIUSURA LID
48 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
49 CIRCUITO CONDENSATORI CAPACITORS CIRCUIT
50 SUPPORTO CENTRALE CENTRAL SUPPORT
51 IGBT IGBT
52 DISSIPATORE RADIATOR
53 SUPPORTO CENTRALE CENTRAL SUPPORT
54 RINFORZO REINFORCEMENT
55 GRUPPO RESISTENZA RESISTOR UNIT
56 GRUPPO RESISTENZA RESISTOR UNIT
57 MOTORE CON VENTOLA MOTOR WITH FAN
58 SUPPORTO RESISTENZE RESISTORS SUPPORT
59 SUPPORTO VENTOLA FAN SUPPORT
60 SUPPORTO SECONDARIO SECONDARY SUPPORT
61 ISOLAMENTO INSULATION
62 SUPPORTO PRIMARIO PRIMARY SUPPORT
63 PROTEZIONE PROTECTION
64 TRASFORMATORE DI POTENZA POWER TRANSFORMER
65 IMPEDENZA CHOKE
66 TRASDUTTORE TRANSDUCER
67 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT
68 TRASFORMATORE H.F. HF TRANSFORMER
69 CIRCUITO MICRO MICRO SWITCH CIRCUIT
70 CIRCUITO DISPLAY DISPLAY CIRCUIT
71 CORNICE PANNELLO CONTROL BOARD FRAME
72 CIRCUITO PANNELLO PANEL CIRCUIT
73 PROTEZIONE PROTECTION
74 MANOPOLA KNOB
75 MANOPOLA KNOB
76 PANNELLO COMANDI CONTROL PANEL
77 PROTEZIONE PROTECTION
78 COPERTURA COVER
When ordering spare parts please always state the machine item
and serial number and its purchase data, the spare part position
and the quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di
articolo, matricola e data di acquisto della macchina, posizione e
quantità del ricambio.
Art. 350

77
Art. 350

78
®
PULSE
ø
mm
1
2
3
4
5 6
7
8
9
10
A
A
1
2
3
4
5
6
7
8
9
10
A
1
2
3
4
5
6
7
8
9
10
Hz
Art.
216
A
AG
AH
AE
AC
AF
AR
AL
AM
W
1
V YW
AN
AP
AB
C
B
E
D
AD
Z
AQ
AI
ø
mm
O
N
M
L
I
H
P
Q
R
S
T
U
1
2
3
4
5
6
7
8
9
10
SOUND DIGIBOX TIG DC 3 ART. 216

79
SOUND DIGIBOX TIG AC-DC 3 ART. 220
®
PULSE
ø
mm
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
A
A
AC
1
2
3
4
5
6
7
8
9
10
A
1
2
3
4
5
6
7
8
9
10
Hz
1
2
3
4
5
6
7
8
9
10
< 48V AC
Art.
220
1 1
2 2
3 3
4
4
5 5
10
Hz
A
X
AA
AG
AH
AE
AC
AF
AR
AL
AM
W
1
V YW
AN
AP
AB
C
B
G
F
E
D
AD
Z
AO
AQ
AI
ø
mm
O
N
M
L
I
H
P
Q
R
S
T
U
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15















Cebora 340 TIG Sound DC 2642/T Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
Documenti correlati
-
Cebora 339 TIG Sound DC 2340/T Manuale utente
-
-
-
-
-
-
-
-
-