ESAB Aristo®Mig U500 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

Valid for serial no. 304--xxx--xxxx, 445--xxx--xxxx,
524--xxx--xxxx
0459 291 027 060228
AristoMig U500
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 15..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 5.......................................................
2.1 Îáîðóäîâàíèå 6...........................................................
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ 6................................
4ÓÑÒÀÍÎÂÊÀ 7.......................................................
4.1 Èíñòðóêöèè ïî ïîäúåìó 8..................................................
4.2 Ðàçìåùåíèå 8.............................................................
4.3 Ñåòü ýëåêòðîïèòàíèÿ 8.....................................................
4.4 Íàãðóçî÷íûé ðåçèñòîð 9...................................................
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ 10...............................................
5.1 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ 10.....................................
5.2 Âêëþ÷åíèå èñòî÷íèêà ïèòàíèÿ 11............................................
5.3 Óïðàâëåíèå âåíòèëÿòîðàìè 11...............................................
5.4 Çàùèòà îò ïåðåãðåâà 11.....................................................
5.5 Áëîê îõëàæäåíèÿ 11........................................................
5.6 Ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ 12........................................
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ 12.................................
6.1 Î÷èñòêà âîçäóøíîãî ôèëüòðà 13.............................................
6.2 Ïîïîëíåíèå îõëàæäàþùåé æèäêîñòè 13.....................................
7 ÂÛßÂËÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ 13.................................
8 ÈÍÔÎÐÌÀÖÈß ÄËß ÇÀÊÀÇÀ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 14.................
ÑÕÅÌÀ 26..............................................................
ÍÎÌÅÐ ÇÀÊÀÇÀ 29.....................................................
ÑÏÈÑÎÊ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 30........................................
ÄÎÏÎËÍÈÒÅËÜÍÛÅ ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 31...........................

bu15d1ra -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
Ïîëüçîâàòåëè ñâàðî÷íîãî îáîðóäîâàíèÿ ESAB îòâå÷àþò çà âûïîëíåíèå ïðàâèë òåõíèê è
áåçîïàñíîñòè ëèöàìè, ðàáîòàþùèìè íà îáîðóäîâàíèè è ðÿäîì ñ íèì. Ïðàâèëà òåõíèêè
áåçîïàñíîñòè äîëæíû îòâå÷àòü òðåáîâàíèÿì ê áåçîïàñíîé ýêñïëóàòàöèè ñâàðî÷íîãî
îáîðóäîâàíèÿ ýòîãî òèïà. Ïîìèìî ñòàíäàðòíûõ ïðàâèë òåõíèêè áåçîïàñíîñòè è îõðàíû
òðóäà íà ðàá î÷åì ìåñòå ðåêîìåíäóåòñÿ ñëåäóþùåå.
Âñå ðàáîòû äîëæíû âûïîëíÿòüñÿ ïîäãîòîâëåííûìè ëèöàìè, çíàêîìûìè ñ ýêñïëóàòàöèåé
ñâàðî÷íîãî îáîðóäîâàíèÿ. Íåïðàâèëüíàÿ ýêñïëóàòàöèÿ îáîðóäîâàíèÿ ìîæåò âûçâàòü
îïàñíûì ñèòóàöèè, ïðèâîäÿùèå ê òðàâìèðîâàíèþ ïåðñîíàëà è ïîâðåæäåíèþ
îáîðóäîâàíèÿ.
1. Bñå ëèöà, èñïîëüçóþùèå ñâàðî÷íîå îáîðóäîâàíèå, äîëæíû çíàòü:
S èíñòðóêöèè ïî ýêñïëóàòàöèè
S ðàñïîëîæåíèå îðãàíîâ àâàðèéíîãî îñòàíîâà
S íàçíà÷åíèå îáîðóäîâàíèÿ
S ïðàâèëà òåõíèêè áåçîïàñíîñòè
S òåõíîëîãèþ ñâàðêè
2. Îïåðàòîð îáåñïå÷èâàåò:
S óäà ëåíèå ïîñòîðîííèõ ëèö èç ðàá î÷åé çîíû îáîðóäîâàíèÿ ïðè åãî çàïóñêå
S çàùèòó âñåõ ëèö îò â îçäåéñòâèÿ ñâàðî÷íîé äóãè
3. Ðàáî÷åå ìåñòî äîëæíî:
S îòâå÷àòü óñëîâèÿì ýêñïëóàòàöèè
S íå èìåòü ñêâîçíÿêîâ
4. Ñðåäñòâà çàùèòû ïåðñîíàëà
S Âî âñåõ ñëó÷àÿõ ðåêîìåíäóåòñÿ èñïîëüçîâàòü èíäèâèäóàëüíûå ñðåäñòâà çàùèòû,
íàïðèìåð, çàùèòíûå î÷êè, îãíåñòîéêóþ ñïåöîäåæäó è çàùèòíûå ðóêàâèöû.
S Ïðè ñâàðêå çàïðåùàåòñÿ íîñèòü ñâîáîäíóþ îäåæäó, óêðàøåíèÿ è ò.ä., íàïðèìåð,
øàðôû, áðàñëåòû, êîëüöà, êîòîðûå ìîãóò ïîïàñòü â ñâàðî÷íîå îáîðóäîâàíèå èëè
âûçâàò ü îæîãè.
5. Îáùèå ìåðû ïðåäîñòîðîæíîñòè
S Ïðîâåðüòå íàäåæíîñòü ïîäêëþ÷åíèÿ îáðàòíîãî êàáåëÿ.
S Ðàáîòû íà îáîðóäîâàíèè ñ âûñîêèì íàïðÿæåíèåì äîëæíû ïðîèçâîäèòüñÿ
òîëüêî êâàëèôèöèðîâàííûì ýëåêòðèêîì.
S Â ïðåäåëàõ äîñòóïà äîëæíû íàõîäèòüñÿ ñîîòâåòñòâóþùèå ñðåäñòâà
ïîæàðîòóøåíèÿ, èìåþùèå ÿñíóþ ìàðêèðîâêó.
S Çàïðåù àåòñÿ ïðîâîäèòü ñìàçêó è òåõíè÷åñêîå îáñëóæèâàíèå îáîðóäîâàíèå âî
âðåìÿ ýêñïëóàòàöèè.
Êîìïàíèÿ ESAB ãîòîâà ïðåäîñòàâèòü âàì âñå çàùèòíîå ñíàðÿæåíèå è
ïðèíàäëåæíîñòè, íå îáõîäèìûå äëÿ âûïîëíåíèÿ ñâàðî÷íûõ ð àáîò.
ÂÍÈÌÀÍÈÅ!
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè âíèìàòåëüíî
èçó÷èòå ñîîòâåòñòâóþùèå èíñòðóêöèè.
Çàïðåùàåòñÿ èñïîëüçîâàòü èñòî÷íèê ïèòàíèÿ äëÿ îòòàèâàíèÿ ò ðóá.
ÂÍÈÌÀÍÈÅ!
Äàííîå èçäåëèå ïðåäíàçíà÷åíî òîëüêî äëÿ äóãîâîé ñâàðêè.
RU

bu15d1ra -- 5 --
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè âíèìàòåëüíî èçó÷èòå ñîîòâåòñòâóþùèå èíñòðóêöèè.
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÄÐÓÃÈÕ!
ÎÑ ÒÎÐÎÆÍÎ!
ÄÓÃÎÂÀß ÑÂÀÐÊÀ È ÐÅÇÊÀ ÎÏÀÑÍÛ ÊÀÊ ÄËß ÈÑÏÎËÍÈÒÅËß ÐÀÁÎÒ, ÒÀÊ È ÄËß
ÏÎÑÒ ÎÐÎÍÍÈÕ ËÈÖ. ÒÐÅÁÓÉÒÅ ÑÎÁËÞÄÅÍÈÅ
ÂÑÅÕ ÏÐÀÂÈË ÁÅÇÎÏÀÑÍÎÑÒÈ,
ÄÅÉÑÒ
ÂÓÞÙÈÕ ÍÀ ÎÁÚÅÊÒÅ, ÊÎÒÎÐÛÅ ÄÎËÆÍÛ Ó×ÈÒÛÂÀÒÜ ÑÂÅÄÅÍÈß ÎÁ ÎÏÀÑÍÎÑÒßÕ,
ÏÐÅÄÑÒÀ
ÂËÅÍÍÛÅ ÈÇÃÎÒÎÂÈÒÅËÅÌ ÑÂÀÐÎ×ÍÎÃÎ ÎÁÎÐÓÄ ÎÂÀÍÈß.
ÎÏÀÑÍÎÑÒÜ ÑÌÅÐÒÅËÜÍÎÃÎ ÏÎÐÀÆÅÍÈß ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ.
S Ñâàðî÷íûé àãðåãàò óñòàíàâëèâàåòñÿ è çàçåìëÿåòñÿ â ñîîòâåòñòâèè ñ äåéñòâóþùèìè íîðìàìè è
ïðàâèëàìè.
S Íå äîïóñêàéòå ê îíò àêòà íàõîäÿùèõñ ÿ ïîä íàïðÿæåíèåì äåòàëåé è ýëåêòðîäîâ ñ íåçàùèùåííûìè
÷àñòÿìèòåëà,ìîêðûìèðóêàâèöàìèèìîêðîéîäåæäîé.
S Îáåñïå÷üòå ýëåêòðè÷åñêóþ èçîëÿöèþ î ò çåìëè è ñâàðèâàåìûõ äåòàëåé.
S Îáåñïå÷üòå ñîáëþäåíèå áåçîïàñíûõ ðàáî÷èõ ðàññò îÿíèé.
ÄÛÌÛ È ÃÀÇÛ ìîãóò áûòü îïàñíû äëÿ ÷åëîâåêà
S Èñêëþ÷èòå âîçìî æíîñòü âîçäåéñòâèÿ äûìîâ.
S Äëÿ èñêëþ÷åíèÿ âäûõàíèÿ äûìîâ âî âðåìÿ ñâàðêè îðãàíèçóåòñÿ îáùàÿ âåíòèëÿöèÿ ïîìåùåíèÿ, à
òàêæåâûòÿæíàÿâåíòèëÿöèÿèççîíûñâàðêè.
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ âûçûâàåò ïîðàæ åíèå ãëàç è îæîãè êîæè.
S Çàùèòèòå ãëàçà è êîæó. Äëÿ ýòîãî èñïîëüçóéòå çàùèòíûå ùèòêè, öâåòíûå ëèíçû è çàùèòíóþ
ñïåöîäåæäó.
S Äëÿ çàùèòû ïîñò îðîííèõ ëèö ïðèìåíÿþòñÿ çàùèòíûå ýêðàíû èëè çàíàâåñè.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû (áðûçãè ìåòàëëà) ìîãóò âûçâàòü ïîæàð. Óáåäèòåñü â îòñóòñòâèè ãîðþ÷èõ ìàòåðèàëîâ
ïîáëèçîñòè îò ìåñòà ñâàðêè.
ØÓÌ - ×ðåçìåðíûé øóì ìîæåò ïðèâåñòè ê ïîâðåæäåíèþ îðãàíîâ ñëóõà
S Ïðèìèòå ìåðû äëÿ çàùèòû ñëóõà. Èñïîëüçóéòå çàòû÷êè äëÿ óøåé èëè äðóãèå ñðåäñòâà çàùèòû
ñëóõà.
S Ïðåäóïðåäèòå ïîñòîðîííèõ ëèö îá îïàñíîñòè.
ÍÅÈÑÏÐÀÂÍÎÑÒÈ -- Ïðè íåèñïðàâíîñòè îáðàòèòåñü ê ñïåöèàëèñòàì ïî ñâàðî÷íîìó
îáîðóäîâàíèþ
2 ÂÂÅÄÅÍÈÅ
Áëîê AristoMig U500 ïðåäñòàâëÿåò ñîáîé èñòî÷íèê ïèòàíèÿ äëÿ
ýëåêòðîäóãîâîé ñâàðêè â ñðåäå çàùèòíîãî ãàçà îáû÷íîé ñâàðî÷íîé
ïðîâîëîêîé (MIG), ëèáî áåç ãàçà ñ èñïîëüçîâàíèåì ïðîâîëîêè ñ ôëþñîì
(MAG), ëèáî âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå èíåðòíîãî ãàçà (TIG), íî
ìîæåò áûòü òàêæå èñïîëüçîâàí äëÿ ñâàðêè ïîêðûòûì ýëåêòðîäîì (MMA).
Ïîñòàâëÿþòñÿ äâà âàðèàíòà ýòîãî èñòî÷íèêà ïèòàíèÿ:
S AristoMig 500 áåç áëîêà îõëàæäåíèÿ
S AristoMig 500 ñ áëîêîì îõëàæäåíèÿ
Ïðèìå÷àíèå:  äàííîì Ðóêîâîäñòâå îïèñûâàåòñÿ AristoMig 500 ñ áëîêîì
îõëàæäåíèÿ.
Èñòî÷íèê ïèòàíèÿ ïðåäíàçíà÷åí äëÿ èñïîëüçîâàíèÿ ñ áëîêàìè ïîäà÷è
ïðîâîëîêè AristoFeed 30 èëè AristoFeed 48.
Âñå óñòàâêè çàäàþòñÿ â áëîêå ïîäà÷è ïðîâîëîêè èëè â áëîêå óïðàâëåíèÿ Aristo
Pendant U8.
Àêñåññóàð² îò ä ëÿ èçäåëÿ ìîæíî íàéòè íà ñòðíèöå 31.
RU

bu15d1ra -- 6 --
2.1 Îáîðóäîâàíèå
Èñòî÷íèê ïèòàíèÿ AristoMig U500 ïîñò àâëÿåòñÿ â ê îìïëåêòå ñ íàãðóçî÷íûì
ðåçèñòîðîì, 5m îáðàòíîãî êàáåëÿ è Ðóêîâîäñòâîì ïî ýêñïëóàòàöèè.
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ
AristoMig U500
Íàïðÿæåíèå ñåòè ïèòàíèÿ 400 Â, ±10%, 3∼ 50/60 Ãö
Ïåðâè÷íûé òîê
I
ìàêñ.
MIG/MAG
I
max
(MA
I
ìàêñ.
TIG
39 À
40 À
31 À
Ïîòðåáëÿåìàÿ ìîùíîñòü õîëîñòîãî õîäà â ðåæèìå
ýíåðãîñáåðåæåíèÿ, 6,5 ìèí ï îñëå ñâ àðêè
50 Âò
Äèàïàçîí íàïðÿæåíèÿ/òîêà
MIG/MAG
MMA
TIG
8-60 Â / 16-500 À
16-500 À
4-500 À
Äîïóñòèìàÿ íàãðóçêà ïðè MIG/MAG
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 60 %
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 100%
500 À / 39 Â
400 À / 34 Â
Äîïóñòèìàÿ íàãðóçêà ïðè äóãîâîé ñâàðêå ïîêðûòûì
ýëåêòðîäîì MMA
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 60 %
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 100%
500 À / 40 Â
400 À / 36 Â
Äîïóñòèìàÿ íàãðóçêà ïðè TIG.
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 60 %
êîýôôèöèåíò íàãðóçêè ðàáî÷åãî öèêëà 100%
500 À / 30 Â
400 À / 26 Â
Êîýôôèöèåíò ìîùíîñòè ïðè ìàêñèìàëüíîì òîêå 0.85
Êïä ïðè ìàêñèìàëüíîì òîêå 86 %
Íàïðÿæåíèå õîëîñòîãî õîäà
MIG/MAG
MMA
TIG
72 -88 Â
68 -80 Â
72 -88 Â
Ðàáî÷àÿ òåìïåðàòóðà îò -10 äî +40˚C
Ãàáàðèòíûå ðàçìåðû, ÄxØxÂ
ñ á ëîêîì îõëàæäåíèÿ
625 x 394 x 496 ìì
625 x 394 x 776 ìì
Íåïðåðûâíî äåéñòâóþùåå ñðåäíåâçâåøåííîå
çâóêîâîå äàâëåíèå
<70 äÁ
Ìàññà
ñ á ëîêîì îõëàæäåíèÿ
69 êã
89 êã
Êëàññ èçîëÿöèè òðàíñôîðìàòîðà H
Ê ëàññ çàùèòû êîðïóñà IP 23
Êëàññ ïðèìåíåíèÿ
Áëîê îõëàæäåíèÿ
Ìîùíîñòü îõëàæäåíèÿ 2500 Âò ïðè ðàçíèöå òåìïåðàòóð 40˚Cèðàñõîäå1,5
ë/ìèí
Îõëàæäàþùàÿ æèäêîñòü 50% âîäà / 50% ãëèêîëü
Êîëè÷åñòâî îõëàæäàþùåé
æèäêîñòè
5,5 ë
RU

bu15d1ra -- 7 --
Áëîê îõëàæäåíèÿ
Ìàêñèìàëüíûé ðàñõîä âîäû 2,0 ë/ìèí
Ìàêñèìàëüíîå êîëè÷åñòâî
ñâàðî÷íûõ ïèñòîëåòîâ / ãîðåëîê
ñ âîäÿíûì îõëàæäåíèåì,
êîòîðîå ìîæå ò áûòü
ïîäñîåäèíåíî
äâà ñâàðî÷íûõ ïèñòîëåòà MIG (äóãîâàÿ ñâàðêà
ïëàâÿùèìñÿ ìåòà ëëè÷åñêèì ýëåêòðîäîì â ñðåäå
èíåðòíîãî ãàçà) èëè îäíà ñâàðî÷íàÿ ãîðåëêà TIG
(äóãîâàÿ ñâàðêà âîëüôðàìîâûì ýëåêòðîäîì â ñðåäå
èíåðòíîãî ãàçà) è îäèí ñâàðî÷íûé ïèñòîëåò MIG
Ðàáî÷èé öèêë
Ðàáî÷èé öèêë ïðåäñòàâëÿåò ñîáîé äîëþ (â %%) äåñÿòèìèíóòíîãî èíòåðâàëà, â òå÷åíèå
êîòîðîé ìîæíî ïðîèçâîäèòü ñâàðêó ïðè îïðåäåëåííîé íàãðóçêå áåç ïåðåãðóçêè.
Êëàññ êîæóõà
Íîðìû IP óêàçûâàþò êëàññ êîæóõà, ò.å., ñòåïåíü çàùèòû îò ïðîíèêíîâåíèÿ òâåðäûõ
îáúåêòîâ è âîäû. Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷åíî äëÿ íàðóæíîé è
âíóòðåííåé óñòàíîâêè.
Ê ëàññ çîíû óñòàíîâêè
Ýòîò ñèìâîë îçíà÷àåò, ÷òî èñòî÷íèê ïèòàíèÿ ïðåäíàçíà÷åí äëÿ èñïîëüçîâàíèÿ â çîíàõ
ñ ïîâûøåííîé îïàñíîñòüþ ïîðàæåíèÿ ýëåêòðî òîê îì.
4ÓÑÒÀÍÎÂÊÀ
Ââîä â ýêñïëóàòàöèþ äîëæåí ïðîèçâîäèòüñÿ êâàëèôèöèðîâàííûì
ñïåöèàëèñòîì.
ÂÍÈÌÀÍÈÅ!
Íàñòîÿùåå èçäåëèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ. Ïðè
èñïîëüçîâàíèè â áûòîâûõ óñëîâèÿõ îíî ìîæåò ñîçäàâàòü ðàäèî÷àñòîòíûå ïîìåõè.
Ïîëüçîâàòåëü îòâå÷àåò çà ïðèíÿòèå ñîîòâåòñòâóþùèõ ìåð ïðåäîñòîðîæíîñòè.
Âíèìàíèå!
Ïðèñîåäèíèòü èñòî÷íèê ïèòàíèÿ ê ýëåêòðè÷åñêîé ñåòè ñ ïîëíûì ñîïðîòèâëåíèåì 0.190 Îì
èëè íèæå. Åñëè ïîëíîå ñîïðîòèâëåíèå ñåòè âûøå, âîçíèêàåò ðèñê ìèãàíèÿ îñâåòèòåëüíûõ
ïðèáîðîâ.
RU

bu15d1ra -- 8 --
4.1 Èíñòðóêöèè ïî ïîäúåìó
Ñ èñòî÷íèêîì ïèòàíèÿ Ñ òåëåæêîé è èñòî÷íèêîì
ïèòàíèÿ
Ñòåëåæêîé2èèñòî÷íèêîì
ïèòàíèÿ
4.2 Ðàçìåùåíèå
Ðàçìåñòèòå ñâàðî÷íûé èñòî÷íèê ïèòàíèÿ òàêèì îáðàçîì, ÷òîáû åãî
âîçäóõîçàáîðíûå è âûïóñêíûå îòâåðñòèÿ íå áûëè çàãðàæäåíû.
4.3 Ñåòü ýëåêòðîïèòàíèÿ
Óáåäèò åñü â òîì, ÷ò î áëîê ïîäêëþ÷åí ê ñåòè
ýëåêòðîïèòàíèÿ ñ òðåáóåìûì íàïðÿæåíèåì è çàùèùåí
ïðåäîõðàíèòåëÿìè òðåáóåìîãî íîìèíàëà. Íåîáõîäèìî
îáåñïå÷èòü çàùèòíîå çàçåìëåíèå â ñîîòâåòñòâèè ñ
äåéñòâóþùèìè íîðìàìè.
Ïàñïîðòíàÿ òàáëè÷êà ñ ïàðàìåòðàìè ñåòè ýëåêòðîïèòàíèÿ.
RU

bu15d1ra -- 9 --
Ðåêîìåíäóåìûå íîìèíàëû ïðåäîõðàíèòåëåé è ìèíèìàëüíàÿ ïëîùàäü
ïîïåðå÷íîãî ñå÷åíèÿ êàáåëåé
AristoMig U500 400 V 3µ 50 Hz
Íàïðÿæåíèå ñåòè ïèòàíèÿ 400 Â
Ïëîùàäü ïîïåðå÷íîãî ñå÷åíèÿ
ñèëîâîãî êàáåëÿ ïèòàíèÿ, ìì
2
4G6
Ôàçíûé òîê, I ñðåäíåêâàäðàòè÷íîå
äåéñòâóþùåå çíà÷åíèå
31 À
Ïðåäîõðàíèòåëü
Óñòîé÷èâûé ê ïåðåíàïðÿæåíèÿì
Òèï C, ìèíèàòþðíûé âûêëþ÷àòåëü
35 À
40 À
Ïðèìå÷àíèå:
Ïðèâåäåííûå âûøå çíà÷åíèÿ ïëîùàäè ïîïåðå÷íîãî ñå÷åíèÿ ñèëîâûõ êàáåëåé è íîìèíàëû
ïðåäîõðàíèòåëåé ñîîòâåòñòâóþò øâåäñêèì íîðìàì. Îíè ìîãóò îêàçàòüñÿ íåïðèìåíèìû â
äðóãèõ ñòðàíàõ: óáåäèòåñü â òîì, ÷òî ïëîùàäü ïîïåðå÷íîãî ñå÷åíèÿ êàáåëåé è íîìèíàëû
ïðåäîõðàíèòåëåé ñîîòâåòñòâóþò ñîîòâåòñòâóþùèì íàöèîíàëüíûì íîðìàì.
4.4 Íàãðóçî÷íûé ðåçèñòîð
×òîáû èçáåæàòü âîçíèêíîâåíèÿ ïîìåõ, êîíöû øèíû
öåïè óïðàâëåíèÿ (CAN) äîëæíû áûòü ñíàáæåíû íàãðóçî÷íûìè
ðåçèñòîðàìè.
Îäèí êîíåö øèíû CAN ïîäêëþ÷åí ê ïàíåëè óïðàâëåíèÿ,
êîò îðàÿ ñíàáæåíà îáÿçàòåëüíûì íàãðóçî÷íûì ðåçèñòîðîì.
Äðóãîé êîíåö ïîäê ëþ÷åí ê èñòî÷íèêó ïèòàíèÿ è äîëæåí áûòü
ñíàáæ åí íàãðóçî÷íûì ðåçèñòîðîì, êàê ïîêàçàíî íà ðèñóíêå ñïðàâà.
RU

bu15d1ra -- 1 0 --
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ
Îáùèå ïðàâèëà òåõíèêè áåçîïàñíîñòè ïðè ðàáîòå ñ îáîðóäîâàíèåì
ïðèâîäÿòñÿ íà ñòð. 4. Ïðî÷òèòå èõ äî èñïîëüçîâàíèÿ îáîðóäîâàíèÿ!
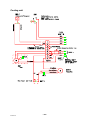
5.1 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ
1 Ñîåäèíèòåëü äëÿ ïîäà÷è
îõëàæäàþùåé âîäû îò ñâàðî÷íîé
ãîðåëêè TIG - ÊÐÀÑÍÛÉ
10 Áåëàÿ èíäèêàòîðíàÿ ëàìïà - Èñòî÷íèê
ïèòàíèÿ ÂÊË. (ON)
2 Ñîåäèíèòåëü ñ âîäÿíûì çàòâîðîì äëÿ
îõëàæäàþùåé âîäû ê ñâàðî÷íîé
ãîðåëêå TIG - Ã Î ËÓÁÎÉ
11 Îðàíæåâàÿ èíäèêàòîðíàÿ ëàìïà -
Ïåðåãðåâ
3 Çàëèâíîå î òâåðñòèå äëÿ îõëàæäàþùåé
âîäû
12 Ïðåäîõðàíèòåëü
4 Ñîåäèíèòåëü äëÿ ê àáåëÿ ñâàðî÷íîãî
òîêà (+) â ðåæèìå ñâàðêè MMA èëè
äëÿ îáðàòíîãî êàáåëÿ â ðåæèìå
ñâàðêè TIG
13 Ñîåäèíèòåëü äëÿ êà áåëÿ óïðàâëåíèÿ ê
áëîêó ïîäà÷è ïðîâîëîêè èëè
íàãðóçî÷íîìó ðåçèñòîðó
5 Ñîåäèíèòåëü ïóëüòà äèñòàíöèîííîãî
óïðàâëåíèÿ
14 Ñîåäèíèòåëü ãàçîâîãî øëàíãà
6 Ñîåäèíèòåëü äëÿ îáðàòíîãî êàáåëÿ (-)
èëè äëÿ êàáåëÿ ñâàðî÷íîãî òîêà â
ðåæèìå ñâàðêè TIG
15 Ñîåäèíèòåëü äëÿ ê àáåëÿ ñâàðî÷íîãî
òîêà ê áëîêó ïîäà÷è ïðîâîëîêè
7 Ñîåäèíèòåëü äëÿ ïîäà÷è ñèãíàëà ïóñêà
îò ñâàðî÷íîé ãîðåëêè
16 Ïîäêëþ÷åíèå îõëàæäàþùåé âîäû ê
áëîêó ïîäà÷è ïðîâîëîêè - ÃÎËÓÁÎÉ
8 Ñîåäèíèòåëü äëÿ ïîäà÷è ãàçà ê
ñâàðî÷íîé ãîðåëêå TIG
17 Ñîåäèíèòåëü äëÿ ïîäà÷è
î õëàæäàþùåé âîäû îò áëîêà ïîäà÷è
ïðîâîëîêè - ÊÐÀÑÍÛÉ
9 Ñåòåâîé âûêëþ÷àòåëü, 0 / 1 / ÏÓÑÊ
* ELP = Íàñîñ ñ ëîãè÷åñêèì óïðàâëåíèåì ESAB, ñì. ïóíêò 5.5
RU

bu15d1ra -- 1 1 --
5.2 Âêëþ÷åíèå èñòî÷íèêà ïèòàíèÿ
Âêëþ÷èòå ïèòàíèå, ïîâåðíóâ âûêëþ÷àòåëü (7) â ïîëîæåíèå START (ÏÓÑÊ).
Îòïóñòèòå âûê ëþ÷àòåëü, è îí âåðíåòñÿ â ïîëîæåíèå «1».
Åñëè òðåáóåòñÿ âðåìåííî îòêëþ÷èòü ïèòàíèå â ïðîöåññå ñâàðêè, à çàòåì
âíîâü âêëþ÷èòü åãî, òî èñòî÷íèê ïèòàíèÿ áóäåò îñòàâàòüñÿ îáåñòî÷åííûì äî
òåõ ïîð, ïîêà âûêëþ÷àòåëü ñíîâà íå áóäåò âðó÷íóþ ïîâåðíó ò â ïîëîæåíèå
ST ART (ÏÓ ÑÊ).
×òîáû âûê ëþ÷èòü èñòî÷íèê ïèòàíèÿ, ïîâåðíèòå âûêëþ÷àòåëü â ïîëîæåíèå «0».
Åñëè èñòî÷íèê ïèòàíèÿ îòêëþ÷èòñÿ â ðåçóëüòàòå ñáîÿ ïî ïèòàíèþ èëè
îáû÷íîãî âûêëþ÷åíèÿ âðó÷íóþ, òî ïàðàìåòðû ñâàðêè áóäóò ñîõðàíåíû, òàê
÷òî èõ ìîæíî áóäåò èñïîëüçîâàòü ïðè ñëåäóþùåì âêëþ÷åíèè óñòðîéñòâà.
5.3 Óïðàâëåíèå âåíòèëÿòîðàìè
Âåíòèëÿòîðû èñòî÷íèêà ïèòàíèÿ ïðîäîëæàþò ðàáîòàòü â òå÷åíèå 6,5 ìèí
ïîñëå ïðåêðàùåíèÿ ñâàðêè, è áëîê ïåðåêëþ÷àåòñÿ â ðåæèì
ýíåðãîñáåðåæåíèÿ. Ïðè âîçîáíîâëåíèè ñâàðêè âåíòèëÿòîðû âíîâü íà÷íóò
ðàáîòàòü.
Âåíòèëÿòîðû ðàáîòàþò íà ïîíèæåííûõ îáîðîòàõ ïðè ñâàðî÷íûõ òîêàõ äî 180 A
èíàïîëíûõîáîðîòàõïðèáîëüøèõòîêàõ.
5.4 Çàùèòà îò ïåðåãðåâà
Èñòî÷íèê ïèòàíèÿ èìååò òðè öåïè çàùèòû îò òåïëîâîé ïåðåãðóçêè, êîòîðûå
ñðàáàòûâàþò ïðè íåäîïóñòèìîì âîçðàñòàíèè âíóòðåííåé òåìïåðàòóðû. Ïðè
ýòîì ïðåêðàùàåòñÿ ïîäà÷à ñâàðî÷íîãî òîêà è çàãîðàåòñÿ îðàíæ åâàÿ
èíäèêàòîðíàÿ ëàìïà íà ëèöåâîé ïàíåëè óñòðîéñòâà. Êîãäà òåìïåðàòóðà
ñíèçèò ñÿ, ðåëå âíîâü àâòîìàòè÷åñêè âêëþ÷àòñÿ.
5.5 Áëîê îõëàæäåíèÿ
Ïîäñîåäèíåíèå ëèíèè ïîäà÷è âîäû (ñâàðêà TIG)
Áëîê îõëàæäåíèÿ îáîðóäîâàí ñèñòåìîé ïðîâåðêè ELP (ESAB Logic Pump)
ïîäñîåäèíåíèÿ øëàíãîâ ïîäà÷è âîäû.
Âûê ëþ÷àòåëü «Âê ë./Âûê ë.» (On/Off) èñòî÷íèêà ïèòàíèÿ äîëæåí íàõîäèòüñÿ â
ïîëîæåíèè «0» (Off) ïðè ïîäñîåäèíåíèè ñâàðî÷íîé ãîðåëêè TIG ñ âîäÿíûì
îõëàæäåíèåì.
Åñëè ïîäñîåäèíåíà ñâàðî÷íàÿ ãîðåëêà TIG, òî âîäÿíîé íàñîñ àâòîìàòè÷åñêè
íà÷èíàåò ðàáîòàòü, êîãäà ãëàâíûé âûêëþ÷àòåëü «Âêë./Âûêë.» ïîâåðíó ò â
ïîëîæåíè å START (ÏÓÑÊ) è (èëè) êîãäà íà÷àò ïðîöåññ ñâàðêè. Ïîñëå
ïðåêðàùåíèÿ ñâàðêè íàñîñ ïðîäîëæàåò ðàáîòàòü â òå÷åíèå 6,5 ìèí, à çàòåì
ïåðåêëþ÷àåòñÿ â ðåæèì ýíåðãîñáåðåæåíèÿ.
RU

bu15d1ra -- 1 2 --
Ïîðÿäîê ðàáîòû ïðè ñâàðêå
×òîáû íà÷àòü ñâàðêó, ñâàðùèê íàæèìàåò ïóñêîâîé âûêëþ÷àòåëü ñâàðî÷íîãî
ïèñòîëåòà. Èñòî÷íèê ïèòàíèÿ âêëþ÷àåò áëîê ïîäà÷è ïðîâîëîêè è íàñîñ
ïîäà÷è îõëàæäàþùåé âîäû.
×òîáû îñòàíîâèòü ïðîöåññ ñâàðêè, ñâàðùèê îòïóñêàåò ïóñêîâîé âûêëþ÷àòåëü
ñâàðî÷íîãî ïèñòîëåòà. Ïîäà÷à ñâàðî÷íîãî òîêà ïðåêðàùàåòñÿ, îäíàêî íàñîñ
ïîäà÷è îõëàæäàþùåé âîäû ïðîäîëæàåò ðàáîò àòü â òå÷åíèå 6,5 ìèí, ïîñëå
÷åãî áëîê ïåðåêëþ÷àå òñÿ â ðåæèì ýíåðãîñáåðåæåíèÿ.
Çàùèòíîå óñòðîéñòâî ñ äàò÷èêîì ðàñõîäà âîäû
Çàùèòíîå óñòðîéñòâî ñ äàò÷èêîì ðàñõîäà âîäû îòêëþ÷àåò ñâàðî÷íûé òîê ïðè
îò ñóòñòâèè îõëàæäàþùåé æèäêîñòè è âûâîäèò ñîîáùåíèå îá îøèáêå íà
ïàíåëü óïðàâëåíèÿ. Ýòî çàùèòíîå óñòðîéñòâî ïîñòàâëÿåòñÿ êàê
äîïîëíèòåëüíàÿ ïðèíàäëåæíîñòü.
5.6 Ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ
Âåðñèÿ ïðîãðàììû â AristoPendant U8 äîëæíà áûòü 1.20 èëè âûøå. Äëÿ
íà äëåæàùåãî ôóíêöèîíèðîâàíèÿ äèñòàíöèîííîãî óïðàâëåíèÿ íà ìàøèíàõ
Aristo ñî âñòðîåííûìè ïàíåëÿìè óïðàâëåíèÿ äîëæíà áûòü óñòàíîâëåíà âåðñèÿ
ïðîãðàììíîãî îáåñïå÷åíèÿ 1.21 èëè âûøå.
Åñëè ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ ïîäêëþ÷åí, èñòî÷íèê ïèòàíèÿ è áëîê
ïîäà÷è ïðîâîëîêè íàõîäÿòñÿ â ðåæèìå äèñòàíöèîííîãî óïðàâëåíèÿ; êíîïêè è
ðó÷êè áëîêèðóþòñÿ. Ðåãóëèðîâêó âñåõ ôóíêöèé ìîæíî âûïîëíèòü òîëüêî ïðè
ïîìîùè ïóëüòà äèñòàíöèîííîãî óïðàâëåíèÿ.
Åñëè ïóëüò äèñòàíöèîííîãî óïðàâëåíèÿ íå èñïîëüçóåòñÿ, åãî âìåñòå ñ
à äàïòåðîì ñëåäóåò îòñîåäèíèòü îò èñòî÷íèêà ïèòàíèÿ è áëîêà ïîäà÷è
ïðîâîëîêè, êîòîðûå â ïðîòèâíîì ñëó÷àå áóäóò ïðîäîëæàòü ðàáîòàòü â ðåæèìå
äèñòàíöèîííîãî óïðàâëåíèÿ.
Ïîäðîáíûå ñâåäåíèÿ î ðàáîòå ïóëüòà äèñòàíöèîííîãî óïðàâëåíèÿ ïðèâåäåíû
â èíñòðóêöèÿõ ïî ýêñïëóàòàöèè ïàíåëè óïðàâëåíèÿ.
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆ ÈÂÀÍÈÅ
Ðåãóëÿðíîå òåõíè÷åñêîå îáñëóæèâàíèå èìååò âàæíîå çíà÷åíèå äëÿ
îáåñïå÷åíèÿ áåçîïàñíîñòè è íàäåæíîñòè.
Òåõíè÷åñêîå î áñëóæèâàíèå äîëæíî âûïîëíÿòüñÿ ïðîôåññèîíàëüíî
ïîäãîòîâëåííûì ïåðñîíà ëîì.
Òîëüêî ëèöà, èìåþùèå êâàëèôèêàöèþ ýëåêòðèêà (àòòåñòîâàííûé ïåðñîíàë),
èìåþò ïðàâî ñíèìàòü ïàíåëè, îáåñïå÷èâàþùèå áåçîïàñíîñòü ð àáîòû.
Ïðèìå÷àíèå:
à àðàíòìèéíûå îáÿçàòåëüñòâà ïîñòàâùèêà òåðÿþò ñèëó, åñëè ïîêóïàòåëú
ñàìîñòîÿòåëúíî ïûòàåòñÿ ïð îèçâåñòè êàêèå-ëèáî ðàáîòû ïî óñòðàíåíèþ
íåèñïðàâíîñòåé èçäåëèÿ â òå÷åíèå ãàðàíòèéíîãî ñðîêà.
RU

bu15d1ra -- 1 3 --
6.1 Î÷èñòêà âîçäóøíîãî ôèëüòðà
S Ðàçáëîêèðóéòå âåðõíþþ êðûøêó ñ
ïûëåóëàâëèâàþùèì ôèëüòðîì
(1).
S Îòêèíüòå âåðõíþþ êðûøêó (2).
S Èçâëåêèòå ïûëåóëàâëèâàþùèé
ôèëüòð (3).
S Ïðîäóéòå åãî íà÷èñò î ñæàòûì
âîçäóõîì íèçêîãî äàâëåíèÿ.
S Óñò àíîâèòå ôèëüòð íà ìåñòî,
ïîâåðíóâ åãî ñåòêîé ñ áîëåå
ìåëêèìè ÿ÷åéêàìè ê âåðõíåé êðûøêå (2).
S Çàêðîéòåâåðõíþþêðûøêóâìåñòåñôèëüòðîì.
6.2 Ïîïîëíåíèå îõëàæäàþùåé æèäêîñòè
Ðåêîìåíäóå òñÿ èñïîëüçîâà òü ñìåñü èç 50% âîäû è 50%
ýòèëåíãëèêîëÿ.
Äîëèâàéòå êàæäûé èç êîìïîíåíòîâ, ïîêà óðîâåíü
îõëàæäàþùåé æèäêîñòè íå äîñòèãíåò çàëèâíîãî
îòâåðñòèÿ.
7 ÂÛßÂËÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ
Ïðåæäå ÷åì âûçûâàòü àòòåñòîâàííîãî ñïåöèàëèñòà ïî îáñëóæèâàíèþ,
ïîïðîáóéòå ñàìîñòîÿòåëüíî âûïîëíèòü ðåêîìåíäóåìûå íèæå ïð îâåðêè.
Òèï íåèñïðàâíîñòè Äåéñòâèÿ:
Îòñóòñòâèå äóãè S Ïðîâåðüòå, âêëþ÷åí ëè âûêëþ÷àòåëü ïèòàíèÿ.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäñîåäèíåíèÿ êàáåëåé
ïîäà÷è ñâàðî÷íîãî òîêà è îáðàòíûõ êàáåëåé.
S Ïðîâåðüòå, ïðàâèëüíî ëè çàäàíà âåëè÷èíà òîêà.
S Ïðîâåðüòå, ïðåäîõðàíèòåëü.
Ïðåðûâàíèå ñâàðî÷íîãî òîêà
âî âðåìÿ ñâàðêè
S Ïðîâåðüòå, íå ñðàáîòàëè ëè ðåëå çàùèòû îò òåïëîâîé
ïåðåãðóçêè (ñðàáàòûâàíèå ðåëå îïðåäåëÿåòñÿ ïî
çàãîðàíèþ îðàíæåâîé ëàìïû íà ëèöåâîé ïàíåëè).
S Ïðîâåðüòå ñåòåâûå ïðåäîõðàíèòåëè.
×àñòî ñðàá àòûâàþò ðåëå
çàùèòû îò òåïëîâîé
ïåðåãðóçêè.
S Ïðîâåðüòå, íå çàñîðåíû ëè âîçäóøíûå ôèëüòðû.
S Óáåäèòåñü â òîì, ÷òî íå ïðåâûøåíû íîìèíàëüíûå
çíà÷åíèÿ ïàðàìåòðîâ èñòî÷íèêà ïèòàíèÿ (ò. å. ÷òî
óñòðîéñòâî ðàáîòàåò áåç ïåðåãðóçêè).
Íèçêàÿ ýôôåêòèâíîñòü
ñâàðêè.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäñîåäèíåíèÿ êàáåëåé
ïîäà÷è ñâàðî÷íîãî òîêà è îáðàòíûõ êàáåëåé.
S Ïðîâåðüòå, ïðàâèëüíî ëè çàäàíà âåëè÷èíà òîêà.
S Óáåäèòåñü â òîì, ÷òî èñïîëüçóþòñÿ ýëåêòðîäû
òðåáóåìîãî òèïà.
S Ïðîâåðüòå ñåòåâûå ïðåäîõðàíèòåëè.
RU

bu15d1ra -- 1 4 --
8 ÈÍÔÎÐÌÀÖÈß ÄËß ÇÀÊÀÇÀ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Ðàáîòû ïî ðåìîíòó è ýëåêòðè÷åñêîìó ìîíòàæó äîëæíû âûïîëíÿòüñÿ
êâàëèôèöèðîâàííûì ñïåöèàëèñòîì ESAB .
Íåîáõîäèìî èñïîëüçîâàòü òîëüêî çàïàñíûå ÷àñòè, âûïóùåííûå ôèðìîé
ESAB.
Çàïàñíûå ÷àñòè ìîæíî çàêàçòú ó áëèæàéøåãî ê Âàì ESAB, (ñì. ïåðå÷åíú íà
ïîñëåäíåé ñòðàíèöå äàííîé áðîøþðû).
RU

ENGLISH
-- 1 5 --
TOCe
1 DIRECTIVE 16........................................................
2SAFETY 16...........................................................
3 INTRODUCTION 18...................................................
3.1 Equipment 18................................................................
4 TECHNICAL DATA 18.................................................
5 INSTALLATION 19....................................................
5.1 Lifting instructions 20.........................................................
5.2 Placing 20...................................................................
5.3 Mains power supply 20........................................................
5.4 Terminating resistor 21........................................................
6 OPERATION 21.......................................................
6.1 Connections and control devices 21............................................
6.2 Turning on the power source 22................................................
6.3 Fan control 22...............................................................
6.4 Overheating protection 22.....................................................
6.5 Cooling unit 22...............................................................
6.6 Remote control unit 23........................................................
7 MAINTENANCE 23....................................................
7.1 Cleaning the air filter 23.......................................................
7.2 Topping up the coolant 24.....................................................
8 FAULT TRACING 24...................................................
9 ORDERING OF SPARE PARTS 24......................................
DIAGRAM 26............................................................
ORDERING NUMBER 29.................................................
SPARE PARTS LIST 30...................................................
ACCESSORIES 31.......................................................

-- 1 6 --
bu15d1ea
1DIRECTIVE
DECLARATION OF CONFORMITY
ESAB Welding Equipment AB, S--695 81 Laxå, Sweden, gives its unreserved guarantee that welding
power source AristoMig U500 from serial number 304 complies with standard IEC/EN 60974--1, in
accordance with the requirements of directive (73/23/EEC) and addendum (93/68/EEC) and with
standard EN 50199 in accordance with the requirements of directive (89/336/EEC) and addendum
(93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Henry Selenius
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2003--04--07
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions. Safety precautions
must meet the requirements that apply to this type of welding equipment. The following recommen-
dations should be observed in addition to the standard regulations that apply to the workplace.
All work must be carried out by trained personnel well--acquainted with the operation of the welding
equipment. Incorrect operation of the equipment may lead to hazardous situations which can result
in injury to the operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S location of emergency stops
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorized person is stationed within the working area of the equipment when it is
started up.
S no--one is unprotected when the arc is struck
3. The workplace must:
S be suitable for the purpose
S be free from drafts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame--proof
clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment may only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
S Lubrication and maintenance must not be carried out on the equipment during operation.
GB

-- 1 7 --
bu15d1ea
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is s afe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect y our eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect y our ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
ESAB can provide you with all necessary welding p rotectio n and accessories.
WARNING!
Read and understand the instruction manual before installing
or operating.
Do not use the power source for thawing frozen pipes.
WARNING!
This product is solely intended for arc welding.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human health!
GB

-- 1 8 --
bu15d1ea
3 INTRODUCTION
The AristoMig U500 is a MIG/MAG / TIG welding power source, which can also be
used for MMA welding.
There are two variants of the power source:
S AristoMig U500 without cooling unit
S AristoMig U500 with cooling unit
NB: These instructions describe an AristoMig U500 with a cooling unit.
The power source is intended for use with the AristoFeed 30 or AristoFeed 48 wire
feed units.
All the settings are made from the wire feed unit or control box AristoPendant U8.
ESAB’s accessories for the product can be found on page 31.
3.1 Equipment
The AristoMig U500 power source is supplied complete with terminating resistor, 5m
return cable and instruction manual.
4 TECHNICAL DATA
AristoMig U500
Mains voltage 400V, ±10%, 3∼ 50/60 Hz
Primary current
I
max
MIG/MAG
I
max
MMA
I
max
TIG
39 A
40 A
31 A
No--load power demand when in the energy--saving mode,
6.5 min. after welding
50 W
Voltage/current range
MIG/MAG
MMA
TIG
8-- 60 V / 16--500 A
16-- 500 A
4 -- 500 A
Permissible load at MIG/MAG
60 % duty cycle
100% duty cycle
500 A / 39 V
400 A / 34 V
Permissible load at MMA
60 % duty cycle
100% duty cycle
500 A / 40 V
400 A / 36 V
Permissible load at TIG
60 % duty cycle
100% duty cycle
500 A / 30 V
400 A / 26 V
Power factor at maximum current 0.85
Efficiency at maximum current 86 %
Open --circuit voltage
MIG/MAG
MMA
TIG
72 -- 88 V
68 -- 80 V
72 -- 88 V
Operating temperature -- 1 0 t o + 4 0 ˚C
Dimensions, lxwxh
with cooling unit
625 x 394 x 496 mm
625 x 394 x 776 mm
GB

-- 1 9 --
bu15d1ea
AristoMig U500
Continual A-- weighted sound pressure <70 db
Weight
with cooling unit
69 kg
89 kg
Insulation class transformer H
Enclosure class IP 23
Application class
Cooling unit
Cooling power 2500 W at 40˚C temp. difference and flow1.5
l/min
Coolant 50 % water / 50% glycol
Coolant quantity 5.5 l
Maximum water flow 2.0 l/min
Maximum number of water--cooled welding
guns/torches that may be connected
two MIG welding guns or
one TIG torch and one MIG welding gun
Duty cycle
The duty cycle refers to the time as a percentage of a ten--minute period that you can weld at a cer-
tain load without overloading.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid
objects or water. Equipment marked IP23 is designed for indoor and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas with increased
electrical hazard.
5 I NSTALLATION
The installatio n must be executed b y a p rofession al.
WARNING!
This product is intended for industrial use. In a domestic environment this product may cause radio
interference. It is the user’ s responsibility to take adequate precautions.
Note!
Connect the power source to the electricity mains with a network impedance of 0.190 ohm or lower. If the
network impedance is higher , there is a risk of flicker in the illuminators.
GB

-- 2 0 --
bu15d1ea
5.1 Lifting instructions
Power source Trolley and power source Trolley2 and power source
5.2 Placing
Position the welding power source such that its cooling air inlets and outlets are not
obstructed.
5.3 Mains power supply
Check that the unit is connected to the correct mains power
supply voltage, and that it is protected by the correct fuse sizes.
A protective earth connection must be made, in accordance
with regulations.
Rating plate with supply connection data
Recommend ed fuse sizes an d minimum cable areas
AristoMig U500 400 V 3µ 50 Hz
Mains voltage 400 V
Mains cable area, mm
2
4G6
Phase current, I RMS 31 A
Fuse
Anti--surge
Type C MCB
35 A
40 A
NB:
The mains cable areas and fuse sizes as shown above are in accordance with Swedish regulations.
They may not be applicable in other countries: make sure that the cable area and fuse sizes comply
with the relevant national regulations.
GB
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB Aristo®Mig U500 Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: ESAB Aristo®Mig U500 User manual
Documenti correlati
-
ESAB Mig U5000i Manuale utente
-
-
ESAB Tig 4300i AC/DC Manuale utente
-
ESAB Aristo®Mig U400 Manuale utente
-
ESAB AristoMig 500 Manuale utente
-
ESAB AristoMig 400 Manuale utente
-
ESAB AristoMig 320 Manuale utente
-
-
-
ESAB Tig 4000i Manuale utente