ESAB ESABMig C300i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per

Valid for serial no. 535--xxx--xxxx0459 825027 051018
ESABMig C300i
Instruction manual Èíñòðóêöèÿ ïî ýêñïëóàòàöèè

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 15..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 5.......................................................
2.1 Îáîðóäîâàíèå 6...........................................................
2.2 Ïàíåëü óïðàâëåíèÿ 6.......................................................
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ 6................................
4ÓÑÒÀÍÎÂÊÀ 8.......................................................
4.1 Ðàñïîëîæåíèå 8...........................................................
4.2 Ñåòü ýëåêòðîïèòàíèÿ 8.....................................................
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ 9...............................................
5.1 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ 9.....................................
5.2 Óïðàâëåíèå âåíòèëÿòîðàìè 10...............................................
5.3 Çàùèòà îò ïåðåãðåâà 10.....................................................
5.4 Ñâàðêà áåç ãàçà 10..........................................................
5.5 Äàâëåíèå ïîäà÷è ïðîâîëîêè 11..............................................
5.6 Çàìåíà è âñòàâêà ïðîâîëîêè 11..............................................
5.7 Çàìåíà ïîäàþùåãî ðîëèêà 11...............................................
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ 12.................................
6.1 Ïðîâåðêà è î÷èñòêà 12......................................................
7 ÂÛßÂËÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ 13.................................
8 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 14.......................................
ÑÕÅÌÀ 26..............................................................
ÍÎÌÅÐ ÇÀÊÀÇÀ 28.....................................................
ÁÛÑÒÐÎÈÝÍÀØÈÂÅÌÛÅ ÄÅÒÀËÈ 30...................................
ÄÎÏÎËÍÈÒÅËÜÍÛÅ ÏÐÈÍÀÄËÅÆÍÎÑÒÈ 32...........................

bc19d1ra -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
Ïîëüçîâàòåëè ñâàðî÷íîãî îáîðóäîâàíèÿ ESAB îòâå÷àþò çà âûïîëíåíèå ïðàâèë òåõíèêè
áåçîïàñíîñòè ëèöàìè, ðàáîòàþùèìè íà îáîðóäîâàíèè è ðÿäîì ñ íèì. Ïðàâèëà òåõíèêè
áåçîïàñíîñòè äîëæíû îòâå÷àòü òðåáîâàíèÿì ê áåçîïàñíîé ýêñïëóàòàöèè ñâàðî÷íîãî
îáîðóäîâàíèÿ ýòîãî òèïà. Ïîìèìî ñòàíäàðòíûõ ïðàâèë òåõíèêè áåçîïàñíîñòè è îõðàíû
òðóäà íà ðàáî÷åì ìåñòå ðåêîìåíäóåòñÿ ñëåäóþùåå.
Âñå ðàáîòû äîëæíû âûïîëíÿòüñÿ ïîäãîòîâëåííûìè ëèöàìè, çíàêîìûìè ñ ýêñïëóàòàöèåé
ñâàðî÷íîãî îáîðóäîâàíèÿ. Íåïðàâèëüíàÿ ýêñïëóàòàöèÿ îáîðóäîâàíèÿ ìîæåò âûçâàòü
îïàñíûì ñèòóàöèè, ïðèâîäÿùèå ê òðàâìèðîâàíèþ ïåðñîíàëà è ïîâðåæäåíèþ
îáîðóäîâàíèÿ.
1. Bñå ëèöà, èñïîëüçóþùèå ñâàðî÷íîå îáîðóäîâàíèå, äîëæíû çíàòü:
S èíñòðóêöèè ïî ýêñïëóàòàöèè
S ðàñïîëîæåíèå îðãàíîâ àâàðèéíîãî îñòàíîâà
S íàçíà÷åíèå îáîðóäîâàíèÿ
S ïðàâèëà òåõíèêè áåçîïàñíîñòè
S òåõíîëîãèþ ñâàðêè
2. Îïåðàòîð îáåñïå÷èâàåò:
S óäàëåíèå ïîñòîðîííèõ ëèö èç ðàáî÷åé çîíû îáîðóäîâàíèÿ ïðè åãî çàïóñêå
S çàùèòó âñåõ ëèö îò âîçäåéñòâèÿ ñâàðî÷íîé äóãè
3. Ðàáî÷åå ìåñòî äîëæíî:
S îòâå÷àòü óñëîâèÿì ýêñïëóàòàöèè
S íå èìåòü ñêâîçíÿêîâ
4. Ñðåäñòâà çàùèòû ïåðñîíàëà
S Âî âñåõ ñëó÷àÿõ ðåêîìåíäóåòñÿ èñïîëüçîâàòü èíäèâèäóàëüíûå ñðåäñòâà çàùèòû,
íàïðèìåð, çàùèòíûå î÷êè, îãíåñòîéêóþ ñïåöîäåæäó è çàùèòíûå ðóêàâèöû.
S Ïðè ñâàðêå çàïðåùàåòñÿ íîñèòü ñâîáîäíóþ îäåæäó, óêðàøåíèÿ è ò.ä., íàïðèìåð,
øàðôû, áðàñëåòû, êîëüöà, êîòîðûå ìîãóò ïîïàñòü â ñâàðî÷íîå îáîðóäîâàíèå èëè
âûçâàòü îæîãè.
5. Îáùèå ìåðû ïðåäîñòîðîæíîñòè
S Ïðîâåðüòå íàäåæíîñòü ïîäêëþ÷åíèÿ îáðàòíîãî êàáåëÿ.
S Ðàáîòû íà îáîðóäîâàíèè ñ âûñîêèì íàïðÿæåíèåì äîëæíû ïðîèçâîäèòüñÿ
òîëüêî êâàëèôèöèðîâàííûì ýëåêòðèêîì.
S Â ïðåäåëàõ äîñòóïà äîëæíû íàõîäèòüñÿ ñîîòâåòñòâóþùèå ñðåäñòâà
ïîæàðîòóøåíèÿ, èìåþùèå ÿñíóþ ìàðêèðîâêó.
S Çàïðåù àåòñÿ ïðîâîäèòü ñìàçêó è òåõíè÷åñêîå îáñëóæèâàíèå îáîðóäîâàíèå âî
âðåìÿ ýêñïëóàòàöèè.
ÂÍÈÌÀÍÈÅ!
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè âíèìàòåëüíî
èçó÷èòå ñîîòâåòñòâóþùèå èíñòðóêöèè.
Êîìïàíèÿ ESAB ãîòîâà ïðåäîñòàâèòü âàì âñå çàùèòíîå ñíàðÿæåíèå è
ïðèíàäëåæíîñòè, íå îáõîäèìûå äëÿ âûïîëíåíèÿ ñâàðî÷íûõ ð àáîò.
Çàïðåùàåòñÿ èñïîëüçîâàòü èñòî÷íèê ïèòàíèÿ äëÿ îòòàèâàíèÿ òðóá.
ÂÍÈÌÀÍÈÅ!
Äàííîå èçäåëèå ïðåäíàçíà÷åíî òîëüêî äëÿ äóãîâîé ñâàðêè.
RU

bc19d1ra -- 5 --
Ïåðåä íà÷àëîì ìîíòàæà è ýêñïëóàòàöèè âíèìàòåëüíî èçó÷èòå ñîîòâåòñòâóþùèå èíñòðóêöèè.
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÄÐÓÃÈÕ!
ÎÑ ÒÎÐÎÆÍÎ!
ÄÓÃÎÂÀß ÑÂÀÐÊÀ È ÐÅÇÊÀ ÎÏÀÑÍÛ ÊÀÊ ÄËß ÈÑÏÎËÍÈÒÅËß ÐÀÁÎ Ò, ÒÀÊ È ÄËß
ÏÎÑÒ ÎÐÎÍÍÈÕ ËÈÖ. ÒÐÅÁÓÉÒÅ ÑÎÁËÞÄÅÍÈÅ
ÂÑÅÕ ÏÐÀÂÈË ÁÅÇÎÏÀÑÍÎÑÒÈ,
ÄÅÉÑÒ
ÂÓÞÙÈÕ ÍÀ ÎÁÚÅÊÒÅ, Ê ÎÒÎÐÛÅ ÄÎËÆÍÛ Ó×ÈÒÛÂÀÒÜ ÑÂÅÄÅÍÈß ÎÁ ÎÏÀÑÍÎÑÒßÕ,
ÏÐÅÄÑÒÀ
ÂËÅÍÍÛÅ ÈÇà ÎÒÎÂÈÒÅËÅÌ ÑÂÀÐÎ×ÍÎÃÎ ÎÁÎÐÓÄÎÂÀÍÈß.
ÎÏÀÑÍÎÑÒÜ ÑÌÅÐÒÅËÜÍÎÃÎ ÏÎÐÀÆÅÍÈß ÝËÅÊÒÐÈ×ÅÑÊÈÌ Ò ÎÊÎÌ.
S Ñâàðî÷íûé àãðåãàò óñòàíàâëèâàåòñÿ è çàçåìëÿåòñÿ â ñîîòâåòñòâèè ñ äåéñòâóþùèìè íîðìàìè è
ïðàâèëàìè.
S Íå äîïóñêàéòå êîíòàêòà íàõîäÿùèõñÿ ïîä íàïðÿæåíèåì äåòàëåé è ýëåêòðîäîâ ñ íåçàùèùåííûìè
÷àñòÿìèòåëà,ìîêðûìèðóêàâèöàìèèìîêðîéîäåæäîé.
S Îáåñïå÷üòå ýëåêòðè÷åñêóþ èçîëÿöèþ îò çåìëè è ñâàðèâàåìûõ äåòàëåé.
S Îáåñïå÷üòå ñîáëþäåíèå áåçîïàñíûõ ðàáî÷èõ ðàññòîÿíèé.
ÄÛÌÛ È ÃÀÇÛ ìîãóò áûòü îïàñíû äëÿ ÷åëîâåêà
S Èñêëþ÷èòå âîçìîæíîñòü âîçäåéñòâèÿ äûìîâ.
S Äëÿ èñêëþ÷åíèÿ âäûõàíèÿ äûìîâ âî âðåìÿ ñâàðêè îðãàíèçóåòñÿ îáùàÿ âåíòèëÿöèÿ ïîìåùåíèÿ, à
òàêæåâûòÿæíàÿâåíòèëÿöèÿèççîíûñâàðêè.
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ âûçûâàåò ïîðàæåíèå ãëàç è îæîãè êîæè.
S Çàùèòèòå ãëàçà è êîæó. Äëÿ ýòîãî èñïîëüçóéòå çàùèòíûå ùèòêè, öâåòíûå ëèíçû è çàùèòíóþ
ñïåöîäåæäó.
S Äëÿ çàùèòû ïîñòîðîííèõ ëèö ïðèìåíÿþòñÿ çàùèòíûå ýêðàíû èëè çàíàâåñè.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû (áðûçãè ìåòàëëà) ìîãóò âûçâàòü ïîæàð. Óáåäèòåñü â îòñóòñòâèè ãîðþ÷èõ ìàòåðèàëîâ
ïîáëèçîñòè îò ìåñòà ñâàðêè.
ØÓÌ - ×ðåçìåðíûé øóì ìîæåò ïðèâåñòè ê ïîâðåæäåíèþ îðãàíîâ ñëóõà
S Ïðèìèòå ìåðû äëÿ çàùèòû ñëóõà. Èñïîëüçóéòå çàòû÷êè äëÿ óøåé èëè äðóãèå ñðåäñòâà çàùèòû
ñëóõà.
S Ïðåäóïðåäèòå ïîñòîðîííèõ ëèö îá îïàñíîñòè.
ÍÅÈÑÏÐÀÂÍÎÑÒÈ -- Ïðè íåèñïðàâíîñòè îáðàòèòåñü ê ñïåöèàëèñòàì ïî ñâàðî÷íîìó
îáîðóäîâàíèþ
Ìçí áðïññßðôåôå åßäç çëåêôñéêïý åîïðëéóìïý ìáæß ìå êïéíÜ áðïññßììáôá!
Ôçñþíôáò ôçí ÅõñùðáÚêÞ ïäçãßá 2002/96/EK ó÷åôéêÜ ìå ôá áðüâëçôá åéäþí
çëåêôñéêïý êáé çëåêôñïíéêïý åîïðëéóìïý êáé ôçí åöáñìïãÞ ôçò óýìöùíá ìå ôçí
åèíéêÞ íïìïèåóßá, ôá åßäç çëåêôñéêïý åîïðëéóìïý ðïõ Ý÷ïõí ïëïêëçñþóåé ôïí êýêëï
ôçò æùÞò ôïõò ðñÝðåé íá óõëëÝãïíôáé ÷ùñéóôÜ êáé íá åðéóôñÝöïíôáé óå
ðåñéâáëëïíôéêÜ óõìâáôÞ åãêáôÜóôáóç áíáêýêëùóçò. Ùò éäéïêôÞôçò ôïõ åîïðëéóìïý,
èá ðñÝðåé íá åíçìåñþíåóôå áðü ôïí ôïðéêü áíôéðñüóùðü ìáò ôó åãêåêñéìÝíá
óõóôÞìáôá óõëëïãÞò.
Ìå ôçí åöáñìïãÞ áõôÞò ôçò ÅõñùðáúêÞò ïäçãßáò âåëôþíåôáé ôï ðåñéâÜëëïí êáé ç
õãåßá ôïõ áíèñþðïõ!
2 ÂÂÅÄÅÍÈÅ
ESABMig C300i - ýòî èñòî÷íèê ñâàðî÷íîãî òîêà, ïðåäíàçíà÷åííûé äëÿ
âûïîëíåíèÿ ñâàðêè ìåòîäàìè MIG/MAG, ñ èñïîëüçîâàíèåì ñïëîøíîé
ïðîâîëîêè èç ñòàëè, íåðæàâåþùåé ñòàëè, àëþìèíèÿ, à òàêæå ïðîâîëîêè ñ
ñåðäå÷íèêîì, êàê ñ ïðèìåíåíèåì çàùèòíîãî ãàçà, òàê è áåç íåãî. Ìîæíî
òàêæå âûïîëíÿòü ñâàðêó ïîêðûòûìè ýëåêòðîäàìè (ñâàðêà ìåòîäîì MMA).
Èñòî÷íèêè ñâàðî÷íîãî òîêà ïîñòàâëÿþòñÿ â ðàçëè÷íûõ èñïîëíåíèÿõ, ñì.
ñòðàíèöó 28
RU

bc19d1ra -- 6 --
Àêñåññóàð² îò ä ëÿ èçäåëÿ ìîæíî íàéòè íà ñòðíèöå 32.
2.1 Îáîðóäîâàíèå
Èñòî÷íèê ñâàðî÷íîãî òîêà êîìïëåêòóåòñÿ ñëåäóþùèì:
S Ðóêîâîäñòâî ïî ýêñïëóàòàöèè èñòî÷íèêà ñâàðî÷íîãî òîêà
S Ðóêîâîäñòâî ïî ðàáîòå ñ ïàíåëüþ óïðàâëåíèÿ íà àíãëèéñêîì
S ßðëûê ñ ïåðå÷íåì ðåêîìåíäîâàííûõ ñìåííûõ äåòàëåé
S 5-ìåòðîâûé îáðàòíûé êàáåëü
2.2 Ïàíåëü óïðàâëåíèÿ
Èñòî÷íèê ïèòàíèÿ ïîñòàâëÿåòñÿ â êîìïëåêòå ñ îäíîé èç ñëåäóþùèõ ïàíåëåé
óïðàâëåíèÿ:
MA23
Ñ âðàùàåìûìè ðó÷êàìè óïðàâëåíèÿ,
ïðåäíàçíà÷åííûìè äëÿ óñòàíîâêè íàïðÿæåíèÿ è
ñêîðîñòè ïîäà÷è ïðîâîëîêè / ñèëû òîêà. Îñòàëüíûå
íàñòðîéêè âûïîëíÿþòñÿ ñ ïîìîùüþ êíîïîê.
MA23A
Ñ âðàùàåìûìè ðó÷êàìè óïðàâëåíèÿ,
ïðåäíàçíà÷åííûìè äëÿ óñòàíîâêè íàïðÿæåíèÿ /
QSett èñêîðîñòèïîäà÷èïðîâîëîêè/ñèëûòîêà.
Îñòàëüíûå íàñòðîéêè âûïîëíÿþòñÿ ñ ïîìîùüþ
êíîïîê.
Ïîäðîáíîå îïèñàíèå ïàíåëè óïðàâëåíèÿ âû ìîæåòå â îòäåëíîì ðóêîâîäñòâå
ïî ýêñïëóàòàöèè.
3 ÒÅÕÍÈ×ÅÑÊÈÅ ÕÀÐÀÊÒÅÐÈÑÒÈÊÈ
ESABMig C300i
Íàïðÿæåíèå ñåòè 400 Â, ±10%, 3∼ 50/60 Ãö
Ïåðâè÷íûé òîê
I
ìàêñ.
(MIG/MAG)
I
ìàêñ.
(MMA)
21 A
23 A
Ïîòðåáëÿåìàÿ ìîùíîñòü õîëîñòîãî õîäà â
ðåæèìå ýíåðãîñáåðåæåíèÿ, 6,5 ìèí ïîñëå
ñâàðêè
30 Âò
Äèàïàçîí óñòàâîê
Ñâàðêà MIG/MAG
MMA
8-48 Â / 16-300 À
16 -300 A
Äîïóñòèìàÿ íàãðóçêà ïðè (MIG/MAG)
ðàáî÷åì öèêëå 35%
ðàáî÷åì öèêëå 60%
ðàáî÷åì öèêëå 100%
300 À / 29 Â
240À/26Â
200 À / 24 Â
Äîïóñòèìàÿ íàãðóçêà ïðè MMA
ðàáî÷åì öèêëå 30%
ðàáî÷åì öèêëå 60%
ðàáî÷åì öèêëå 100%
300 À / 32 Â
230 À / 29,2 Â
190À/27,6Â
RU

bc19d1ra -- 7 --
ESABMig C300i
Êîýôôèöèåíò ìîùíîñòè ïðè
ìàêñèìàëüíîì òîêå
Ñâàðêà MIG/MAG
MMA
0.70
0.73
Êïä ïðè ìàêñèìàëüíîì òîêå
Ñâàðêà MIG/MAG
MMA
84 %
83 %
Íàïðÿæåíèå õîëîñòîãî õîäà
MIG/MAG
MMA
70 - 80 Â
57 -67 Â
Ðàáî÷àÿ òåìïåðàòóðà îò -10 äî +40˚C
Ïîñòîÿííûé ýêâèâàëåíòíûé óðîâåíü
çâóêîâîãî äàâëåíèÿ ïî øêàëå À
<70äÁ
Ðàçìåðû, ä x ø x â 652 x 412 x 423 ìì
Ìàññà 38 êã
Êëàññ èçîëÿöèè òðàíñôîðìàòîðà H
Ê ëàññ çàùèòû êîðïóñà IP 23C
Êëàññ ïðèìåíåíèÿ
Ñîåäèíåíèå ïèñòîëåòà EURO
Ìàêñ. äèàìåòð êàòóøêè ñ ïðîâîëîêîé 300 ìì
Äèàìåòð ïðîâîëîêè
Fe
Ss
Al
Ïðîâîëîêà ñ ñåðäå÷íèêîì
0,6 1,2 ìì
0,6 - 1,2 ìì
1,0 - 1,2 ìì
0,8 - 1,2 ìì
Çàùèòíûé ãàç:
ìàêñèìàëüíîå äàâëåíèå
(Âñåõ òèïîâ, ïðåäíàçíà÷åííûõ äëÿ
ýëåêòðîäóãîâîé ñâàðêè â ñðåäå çàùèòíîãî
ãàçà îáû÷íîé ñâàðî÷íîé ïðîâîëîêîé (MIG)
èëè áåç ãàçà ïðîâîëîêîé ñ ôëþñîì (MAG)).
5áàð
Ìàêñèìà ëüíûé òîê
ýëåêòðîäâèãàòåëÿ
3,5 A
Ðàáî÷èé öèêë
Ðàáî÷èé öèêë ïðåäñòàâëÿåò ñîáîé äîëþ (â %%) äåñÿòèìèíóòíîãî èíòåðâàëà, â òå÷åíèå
êîòîðîé ìîæíî ïðîèçâîäèòü ñâàðêó ïðè îïðåäåëåííîé íàãðóçêå áåç ïåðåãðóçêè.
Êëàññ êîæóõà
Íîðìû IP óêàçûâàþò êëàññ êîæóõà, ò.å., ñòåïåíü çàùèòû îò ïðîíèêíîâåíèÿ òâåðäûõ
îáúåêòîâ è âîäû. Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷åíî äëÿ íàðóæíîé è
âíóòðåííåé óñòàíîâêè.
Ê ëàññ çîíû óñòàíîâêè
Ýòîò ñèìâîë îçíà÷àåò, ÷òî èñòî÷íèê ïèòàíèÿ ïðåäíàçíà÷åí äëÿ èñïîëüçîâàíèÿ â çîíàõ
ñ ïîâûøåííîé îïàñíîñòüþ ïîðàæåíèÿ ýëåêòðîòîêîì.
RU

bc19d1ra -- 8 --
4ÓÑÒÀÍÎÂÊÀ
Ââîä â ýêñïëóàòàöèþ äîëæåí ïðîèçâîäèòüñÿ êâàëèôèöèðîâàííûì
ñïåöèàëèñòîì.
ÂÍÈÌÀÍÈÅ!
Íàñòîÿùåå èçäåëèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ. Ïðè
èñïîëüçîâàíèè â áûòîâûõ óñëîâèÿõ îíî ìîæåò ñîçäàâàòü ðàäèî÷àñòîòíûå ïîìåõè.
Ïîëüçîâàòåëü îòâå÷àåò çà ïðèíÿòèå ñîîòâåòñòâóþùèõ ìåð ïðåäîñòîðîæíîñòè.
4.1 Ðàñïîëîæåíèå
Ðàçìåñòèòå ñâàðî÷íûé èñòî÷íèê ïèòàíèÿ òàêèì îáðàçîì, ÷òîáû åãî
âîçäóõîçàáîðíûå è âûïóñêíûå îòâåðñòèÿ íå áûëè çàãðàæäåíû.
4.2 Ñåòü ýëåêòðîïèòàíèÿ
Óáåäèòåñü â òîì, ÷òî áëîê ïîäêëþ÷åí ê ñåòè
ýëåêòðîïèòàíèÿ ñ òðåáóåìûì íàïðÿæåíèåì è çàùèùåí
ïðåäîõðàíèòåëÿìè òðåáóåìîãî íîìèíàëà. Íåîáõîäèìî
îáåñïå÷èòü çàùèòíîå çàçåìëåíèå â ñîîòâåòñòâèè ñ
äåéñòâóþùèìè íîðìàìè.
Ïàñïîðòíàÿ òàáëè÷êà ñ ïàðàìåòðàìè ñåòè ýëåêòðîïèòàíèÿ.
Ðåêîìåíäóåìûå íîìèíàëû ïðåäîõðàíèòåëåé è ìèíèìàëüíàÿ ïëîùàäü
ïîïåðå÷íîãî ñå÷åíèÿ êàáåëåé
ESABMig C300i MIG/MAG MMA
Íàïðÿæåíèå ñåòè 400 Â 3µ 50 Ãö 400 Â 3µ 50 Ãö
Ïëîùà äü ïîïåðå÷íîãî
ñå÷åíèÿ ñèëîâîãî êàáåëÿ
ïèòàíèÿ, ìì
2
4G2.5 4G2.5
Ôàçíûé òîê, I
ñðåäíåêâàäðàòè÷íîå
äåéñòâóþùåå çíà÷åíèå
13 A 14 A
Ïðåäîõðàíèòåëü
Óñòîé÷èâûé ê
ïåðåíàïðÿæåíèÿì
Òèï C, ìèíèàòþðíûé
âûêëþ÷àòåëü
16 A
20 A
16 A
20 A
Âíèìàíèå!Ïðèâåäåííûå âûøå çíà÷åíèÿ ïëîùàäè ïîïåðå÷íîãî ñå÷åíèÿ ñèëîâûõ êàáåëåé è
íîìèíàëû ïðåäîõðàíèòåëåé ñîîòâåòñòâóþò øâåäñêèì íîðìàì. Ýêñïëóàòàöèÿ èñòî÷íèêà
ñâàðî÷íîãî òîêà äîëæíà îñóùåñòâëÿòüñÿ â ñîîòâåòñòâèè ñ äåéñòâóþùèìè íàöèîíàëüíûìè
íîðìàòèâíûìè äîêóìåíòàìè.
Âíèìàíèå! Ýòîò èñòî÷íèê ñâàðî÷íîãî òîêà ðàññ÷èòàí íà ïîäêëþ÷åíèå ê
÷åòûðåõïðîâîäíîé ñèñòåìå íàïðÿæåíèåì 230/400 Âîëüò.
Åñëè èñòî÷íèê ïèòàíèÿ ïðåäïîëàã àåòñÿ èñïîëüçîâàòü â ñòðàíå ñ áîëåå
âûñîêèì ñåòåâûì íàïðÿæåíèåì, èñòî÷íèêà ïèòàíèÿ íóæíî ïîäêëþ÷àòü ÷åð åç
çàùèòíûé òðàíñôîðìàòîð.
RU

bc19d1ra -- 9 --
5 ÏÎÐßÄÎÊ ÐÀÁÎÒÛ
Îáùèå ïðàâèëà òåõíèêè áåçîïàñíîñòè ïðè ðàáîòå ñ îáîðóäîâàíèåì
ïðèâîäÿòñÿ íà ñòð. 4. Ïðî÷òèòå èõ äî èñïîëüçîâàíèÿ îáîðóäîâàíèÿ!
Ïðè ïåðåìåùåíèè îáîðóäîâàíèÿ èñïîëüçóéòå ñïåöèàëüíóþ ðóêîÿòêó.
Âíèìàíèå! Íå íàäàâëèâàéòå íà ñâàðî÷íûé ïèñòîëåò.
Ïðåäóïðåæäåíèå!
Óáåäèòåñü, ÷òî áîêîâûå ïàíåëè çàêðûòû âî âðåìÿ ðàáîòû.
Äëÿ ïðåäîòâðàùåíèÿ ñîñêàëüçûâàíèÿ êàòóøêè ñ ïðîâîëîêîé ñî
âòóëêè çàôèêñèðóéòå åå ïîâîðîòîì êðàñíîé êíîïêè êàê ïîêàçàíî
íà ðèñóíêå ðÿäîì ñî âòóëêîé.
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
ÎÑÒÎÐÎÆÍÎ !
Ñîáëþäàéòå îñòîðîæíîñòü! Âðàùàþùèåñÿ äåòàëè ìîãóò íàíåñòè
òðàâìû!
5.1 Ñîåäèíåíèÿ è óñòðîéñòâà óïðàâëåíèÿ
1 Ïàíåëü óïðàâëåíèÿ,
(ñì. ñîîòâåòñòâóþùåå Ðóêîâîäñòâî ïî
ýêñïëóàòàöèè)
5 Ïîäñîåäèíåíèå ñâàðî÷íîãî ïèñòîëåòà
2 Ïîäñîåäèíåíèå CAN äëÿ áëîêà
îõëàæäåíèÿ èëè áëîêà äèñòàíöèîííîãî
óïðàâëåíèÿ
6 Ïåðåêëþ÷àòåëü ñåòåâîãî íàïðÿæåíèÿ
3 Ñîåäèíèòåëü îáðàòíîãî êàáåëÿ (-) 7 Ïîäñîåäèíåíèå çàùèòíîãî ãàçà
4 Ñîåäèíèòåëü ñâàðî÷íîãî êàáåëÿ (+)
(Ñâàðêà ìåòîäîì ÌMA)
RU

bc19d1ra -- 1 0 --
5.2 Óïðàâëåíèå âåíòèëÿòîðàìè
Âåíòèëÿòîðû èñòî÷íèêà ïèòàíèÿ ïðîäîëæàþò ðàáîòàòü â òå÷åíèå 6,5 ìèí
ïîñëå ïðåêðàùåíèÿ ñâàðêè, è áëîê ïåðåêëþ÷àåòñÿ â ðåæèì
ýíåðãîñáåðåæåíèÿ. Ïðè âîçîáíîâëåíèè ñâàðêè âåíòèëÿòîðû âíîâü íà÷íóò
ðàáîòàòü.
Âåíòèëÿòîðû ðàáîòàþò íà ïîíèæåííûõ îáîðîòàõ ïðè ñâàðî÷íûõ òîêàõ äî 110 A
èíàïîëíûõîáîðîòàõïðèáîëüøèõòîêàõ.
5.3 Çàùèòà îò ïåð åãðåâà
Èñòî÷íèê ñâàðî÷íîãî òîêà ñíàáæåí çàùèòîé îò ïåðåãðåâà, êîòîðàÿ
ñðàáàòûâàåò, êîãäà òåìïåðàòóðà óñòðîéñòâà ñòàíîâèòñÿ ñëèøêîì âûñîêîé. Â
ýòîì ñëó÷àå ïðåêðàùàåòñÿ ïîäà÷à ñâàðî÷íîãî òîêà, à íà äèñïëåå ïàíåëè
óïðàâëåíèÿ áëîêà ïîäà÷è ïðîâîëîêè âûñâå÷èâàåòñÿ êîä îòêàçà.
Êîãäà òåìïåðàòóðà ñíèçèòñÿ, ðåëå âíîâü àâòîìàòè÷åñêè âêëþ÷àòñÿ.
5.4 Ñâàðêà áåç ãàçà
Ìîæíî ïåðåêëþ÷èòüñÿ îò ðåæèìà ñâàðêè ñïëîøíîé ïðîâîëîêîé â ñðåäå
çàùèòíîãî ãàçà, ê ðåæèìó ñâàðêè ñàìîçàùèòíîé ïðîâîëîêîé áåç ãàçà.
Ñïëîøíàÿ
ïðîâîëîêà
Çàìîçàùèòíàÿ ïðîâîëîêà ñ
ñåðäå÷íèêîì, áåç ãàçà
S
Îòñîåäèíèòå èñòî÷íèê ñâàðî÷íîãî òîêà îò èñòî÷íèêà ñåòåâîãî íàïðÿæåíèÿ.
S
Îòêðîéòå áîêîâóþ ïàíåëü. Ñíèìèòå çàùèòíóþ êðûøêó.
S
Ïîâòîðíî çàæìèòå ïîëîæèòåëüíóþ êëåììó (+) è îòðèöàòåëüíóþ ê ëåììó (-) íà êëåììíîé
êîëîäêå íåä ìåõàíèçìîì ïîäà÷è.
S
Óñòàíîâèòå íà ìåñòî çàùèòíóþ êðûøêó. Çàêðîéòå áîêîâóþ ïàíåëü.
S
Ïåðåìåñòèòå îáðàòíûé êàáåëü îò îòðèöàòåëüíîãî âûâîäà (-) ê
ïîëîæèòåëüíîìó âûâîäó (+).
RU

bc19d1ra -- 1 1 --
5.5 Äàâëåíèå ïîäà÷è ïðîâîëîêè
Ïðåæäå âñåãî óáåäèòåñü â òîì, ÷òî ïðîâîëîêà áåñïðåïÿòñòâåííî äâèæåòñÿ
÷åðåç íàïðàâëÿþùèå. Ïîñëå ýòîãî óñòàíîâèòå óñèëèå, ñîçäàâàåìîå
ðîëèêàìè ïîäà÷è ïðîâîëîêè. Ïîìíèòå, ÷òî ýòî óñèëèå íå äîëæíî áûòü
÷ðåçìåðíûì.
Ðèñ. 1 Ðèñ. 2
Äëÿ ïðîâåðêè ïðàâèëüíîñòè óñòàíîâêè óñèëèÿ ïîäà÷è ïîìåñòèòå êàêîé-ëèáî
òâåðäûé ïðåäìåò, íàïðèìåð, äåðåâÿííûé áðóñîê íà ïóòè ïîäà÷è ïðîâîëîêè.
Ïðè ðàññòîÿíèè ïðèìåðíî 5 ìì îò ïèñòîëåòà äëÿ ïîäà÷è ïðîâîëîêè äî
äåðåâÿííîãî áðóñêà (ðèñ. 1) ïîäàþùèå ðîëèêè äîëæíû ïðîñêàëüçûâàòü.
Ïðè ðàññòîÿíèè ïðèìåðíî 50 ìì ïðîâîëîêà äîëæíà ïîäàâàòüñÿ è ñãèáàòüñÿ
ïðè óïîðå â áðóñîê (ðèñ. 2).
5.6 Çàìåíà è âñòàâêà ïðîâîëîêè
S Îòêðîéòå áîêîâóþ ïàíåëü.
S Îòñîåäèíèòå äàò÷èê äàâëåíèÿ, îòêèíóâ åãî íàçàä, ïðè ýòîì íàæèìíûå
ðîëèêè ïåðåäâèíóòñÿ ââåðõ.
S Âûïðÿìèòå íîâóþ ïðîâîëîêó íà äëèíå 10-20 ñì. Ïðåæäå ÷åì ââîäèòü åå â
áëîê ïîäà÷è ïðîâîëîêè, óäàëèòå íàïèëüíèêîì ñ òîðöà ïðîâîëîêè
çàóñåíöû è îñòðûå êðîìêè.
S Óáåäèòåñü â òîì, ÷òî ïðîâîëîêà ïðàâèëüíî ïîäàåòñÿ â êàíàâêó ïîäàþùåãî
ðîëèêà â âûïóñêíóþ íàñàäêó èëè íàïðàâëÿþùóþ äëÿ ïðîâîëîêè.
S Çàêðåïèòå äàò÷èê äàâëåíèÿ.
S Çàêðîéòå áîêîâóþ ïàíåëü.
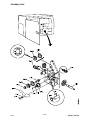
5.7 Çàìåíà ïîäàþùåãî ðîëèêà
S Îòêðîéòå áîêîâóþ ïàíåëü.
S Îòñîåäèíèòå äàò÷èê äàâëåíèÿ (1), îòêèíóâ åãî
íàçàä, ïðè ýòîì íàæèìíûå ðîëèêè
ïåðåäâèíóòñÿ ââåðõ.
S Îòñîåäèíèòå ïðèæèìíûå ðîëèêè (2), ïîâåðíóâ
îñü (3) íà 1/4 îáîðîòà ïî ÷àñîâîé ñòðåëêå è
âûòÿíóâ åå. Îòñîåäèíèòå ïðèæèìíûå ðîëèêè.
S Îòñîåäèíèòå ïîäàþùèå ðîëèêè (4), îòâèíòèâ ãàéêè
(5) è âûòÿíóâ ðîëèêè íàðóæó.
Äëÿ óñòàíîâêè ïîâòîðèòå âûøåîïèñàííûå îïåðàöèè â îáðàòíîì ïîðÿäêå.
RU

bc19d1ra -- 1 2 --
Âûáîð êàíàâîê â ïîäàþùèõ ðîëèêàõ
Ïîâåðíèòå ïîäàþùèé ðîëèê òàê, ÷òîáû ðàçìåðíàÿ ìåòêà òðåáóåìîé êàíàâêè
áûëà îáðàùåíà ê âàì.
6 ÒÅÕÍÈ×ÅÑÊÎÅ ÎÁÑËÓÆÈÂÀÍÈÅ
Ðåãóëÿðíîå òåõíè÷åñêîå îáñëóæèâàíèå èìååò âàæíîå çíà÷åíèå äëÿ
îáåñïå÷åíèÿ áåçîïàñíîñòè è íàäåæíîñòè.
Ïðèìå÷àíèå:
à àðàíòìèéíûå îáÿçàòåëüñòâà ïîñòàâùèêà òåðÿþò ñèëó, åñëè ïîêóïàòåëú
ñàìîñòîÿòåëúíî ïûòàåòñÿ ïðîèçâåñòè êàêèå-ëèáî ðàáîòû ïî óñòðàíåíèþ
íåèñïðàâíîñòåé èçäåëèÿ â òå÷åíèå ãàðàíòèéíîãî ñðîêà.
Òåõíè÷åñêî å îáñëóæèâàíèå äîëæíî âûïîëíÿòüñÿ ïðîôåññèîíàëüíî
ïîäãîòîâëåííûì ïåðñîíà ëîì.
Òîëüêî ëèöà, èìåþùèå êâàëèôèêàöèþ ýëåêòðèêà (àòòåñòîâàííûé ïåðñîíàë),
èìåþò ïðàâî ñíèìàòü ïàíåëè, îáåñïå÷èâàþùèå áåçîïàñíîñòü ð àáîòû.
6.1 Ïðîâåðêà è î÷èñòêà
Èñòî÷íèê ïèòàíèÿ
Ðåãóëÿðíî ïðîâåðÿéòå, ÷òîáû áëîê ïîäà÷è ïðîâîëîêè íå áûë çàáèò ãðÿçüþ.
Ïåðèîäè÷íîñòü ïðîâåðêè è ïðèìåíÿåìûå ìåòîäû î÷èñòêè çàâèñÿò îò:
òåõíîëîãèè ñâàðêè, äëèòåëüíîñòè ãîðåíèÿ äóãè è óñëîâèé îêðóæàþùåé ñðåäû.
Îáû÷íî äîñòàòî÷íî îñóùåñòâëÿòü ïðîäóâêó èñòî÷íèêà ïèòàíèÿ ñòðóåé ñæàòîãî
âîçäóõà (ïîíèæåííîãî äàâëåíèÿ) îäèí ðàç â ãîä.
Çàñîðåííûå èëè çàêóïîðåííûå îòâåðñòèÿ äëÿ ïîäâîäà è îòâîäà âîçäóõà òàêæå
ìîãóò ñòàòü ïðè÷èíîé ïåðåãðåâà óñòðîéñòâà.
Áëîê ïîäà÷è ïðîâîëîêè
Ðåãóëÿðíî ïðîâåðÿéòå, ÷òîáû áëîê ïîäà÷è ïðîâîëîêè íå áûë çàáèò ãðÿçüþ.
S Äëÿ îáåñïå÷åíèÿ áåñïåðåáîéíîé ïîäà÷è ïðîâîëîêè ñëåäóåò ñ
óñòàíîâëåíîé ïåðèîäè÷íîñòüþ âûïîëíÿòü î÷èñòêó è çàìåíó
èçíàøèâàåìûõ êîìïîíåíòîâ ìåõàíèçìà áëîêà ïîäà÷è. Èìåéòå ââèäó, ÷òî
åñëè ïðåäâàðèòåëüíîå íàòÿæåíèå óñòàíîâëåíî ñëèøêîì ñèëüíûì, òî ýòî
ìîæåò ïðèâåñòè ê ïîâûøåííîìó èçíîñó ïðèæèìíûõ ðîëèêîâ, ïîäàþùèõ
ðîëèêîâ è íàïðàâëÿþùèõ äëÿ ïðîâîëîêè.
RU

bc19d1ra -- 1 3 --
Òîðìîçíàÿ âòóëêà.
Òîðìîçíàÿ âòóëêà ðåãóëèðóåòñÿ ïåðåä
ïîñòàâêîé èçäåëèÿ. Ïðè íåîáõîäèìîñòè
ïîâòîðíîé ðåãóëèðîâêè ïðèäåðæèâàéòåñü
óêàçàíèé ïðèâåäåííûõ íèæå. Ïðè ïðàâèëüíî
îòðåãóëèðîâàííîé òîðìîçíîé âòóëêå
ïðîâîëîêà äîëæíà íåñêîëüêî
ïðîâèñàòü ïîñëå îñòàíîâêè ïîäà÷è.
S Ðåãóëèðîâêà òîðìîçíîã î óñèëèÿ:
S Óñòàíîâèòü êðàñíóþ ðóêîÿòêó â ïîëîæåíèå áëîêèðîâêè
S Âñòàâèòü îòâåðòêó â ïðóæèíû èìåþùèåñÿ âî âòóëêå.
Äëÿ óìåíüøåíèÿ òîðìîçíîãî óñèëèÿ ïîâåðíóòü ïðóæèíû ïî ÷àñîâîé
ñòðåëêå.
Äëÿ óâåëè÷åíèÿ òîðìîçíîãî óñèëèÿ ïîâåðíóòü ïðóæèíû ïðîòèâ ÷àñîâîé
ñòðåëêè. Ïðèìå÷àíèå: Îáå ïðóæèíû ñëåäóåò ïîâîðà÷èâàòü íà
îäèíàêîâîå ÷èñëî îáîðîòîâ.
Ñâàðî÷íàÿ ãîðåëêà
S Äëÿ îáåñïå÷åíèÿ áåñïåðåáîéíîé ïîäà÷è ïðîâîëîêè ñëåäóåò ñ
óñòàíîâëåííîé ïåðèîäè÷íîñòüþ âûïîëíÿòü ÷èñòêó è çàìåíó
èçíàøèâàåìûõ êîìïîíåíòîâ ñâàðî÷íîé ãîðåëêè. Ðåãóëÿðíî äî÷èñòà
ïðîäóâàéòå íàïðàâëÿþùèå äëÿ ïðîâîëîêè è î÷èùàéòå êîíòàêòíóþ ãóáêó.
7 ÂÛßÂËÅÍÈÅ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ
Ïðåæäå ÷åì âûçûâàòü àòòåñòîâàííîãî ñïåöèàëèñòà ïî îáñëóæèâàíèþ,
ïîïðîáóéòå ñàìîñòîÿòåëüíî âûïîëíèòü ðåêîìåíäóåìûå íèæå ïðîâåðêè.
Òèï íåèñïðàâíîñòè Äåéñòâèÿ:
Îòñóòñòâèå äóãè S Ïðîâåðüòå, âêëþ÷åí ëè âûêëþ÷àòåëü ïèòàíèÿ.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäñîåäèíåíèÿ êàáåëåé
ïîäà÷è ñâàðî÷íîãî òîêà è îáðàòíûõ êàáåëåé.
S Ïðîâåðüòå, ïðàâèëüíî ëè çàäàíà âåëè÷èíà òîêà.
 ïðîöåññå ñâàðêè ïðîïàë
ñâàðî÷íûé òîê.
S Ïðîâåðüòå, íå ñðàáîòàëà ëè çàùèòà îò ïåðåãðåâà (íà
ïàíåëè óïðàâëåíèÿ âûñâå÷èâàåòñÿ êîä îòêàçà E6).
S Ïðîâåðüòå ñåòåâûå ïðåäîõðàíèòåëè.
×àñòî ñðàáàòûâàåò òåïëîâàÿ
çàùèòà.
S Óáåäèòåñü â òîì, ÷òî íå ïðåâûøåíû íîìèíàëüíûå
çíà÷åíèÿ ïàðàìåòðîâ ñâàðî÷íîãî èñòî÷íèêà ïèòàíèÿ (ò.
å. ÷òî óñòðîéñòâî ðàáîòàåò áåç ïåðåãðóçêè).
Íèçêàÿ ýôôåêòèâíîñòü
ñâàðêè.
S Ïðîâåðüòå ïðàâèëüíîñòü ïîäñîåäèíåíèÿ êàáåëåé
ïîäà÷è ñâàðî÷íîãî òîêà è îáðàòíûõ êàáåëåé.
S Ïðîâåðüòå, ïðàâèëüíî ëè çàäàíà âåëè÷èíà òîêà.
S Óáåäèòåñü â òîì, ÷òî èñïîëüçóåòñÿ ïðîâîä òðåáóåìîãî
òèïà.
S Ïðîâåðüòå ñåòåâûå ïðåäîõðàíèòåëè.
RU

bc19d1ra -- 1 4 --
8 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Çàïàñíûå ÷àñòè ìîæíî çàêàçòú ó áëèæàéøåãî ê Âàì ESAB, (ñì. ïåðå÷åíú íà
ïîñëåäíåé ñòðàíèöå äàííîé áðîøþðû).
RU

ENGLISH
-- 1 5 --
TOCe
1 DIRECTIVE 16........................................................
2SAFETY 16...........................................................
3 INTRODUCTION 18...................................................
3.1 Equipment 18................................................................
3.2 Control panel 18.............................................................
4 TECHNICAL DATA 18.................................................
5 INSTALLATION 20....................................................
5.1 Location 20..................................................................
5.2 Mains power supply 20........................................................
6 OPERATION 20.......................................................
6.1 Connections and control devices 21............................................
6.2 Fan control 21...............................................................
6.3 Overheating protection 21.....................................................
6.4 Welding without gas 22.......................................................
6.5 Wire feed pressure 22........................................................
6.6 Replacing and inserting wire 23................................................
6.7 Changing feed rollers 23......................................................
7 MAINTENANCE 23....................................................
7.1 Inspection and cleaning 23....................................................
8 FAULT--TRACING 24..................................................
9 ORDERING SPARE PARTS 25..........................................
DIAGRAM 26............................................................
ORDERING NUMBER 28.................................................
WEAR COMPONENTS 30.................................................
ACCESSORIES 32.......................................................

-- 1 6 --
bc19d1ea
1DIRECTIVE
DECLARATION OF CONFORMITY
ESAB AB, W e lding Equipment, SE--695 81 Laxå, Sweden, gives its unreserved guarantee that weld-
ing power source ESABMig C300i from serial number 535 complies with standard IEC/EN 60974--1
/--5, in accordance with the requirements of directive (73/23/EEC) and addendum (93/68/EEC) and
with standard IEC/EN 60974--10 in accordance with the requirements of directive (89/336/EEC) and
addendum (93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Denis Sharp
Technical Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2005--10--17
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions. Safety precautions
must meet the requirements that apply to this type of welding equipment. The following recommen-
dations should be observed in addition to the standard regulations that apply to the workplace.
All work must be carried out by trained personnel well--acquainted with the operation of the welding
equipment. Incorrect operation of the equipment may lead to hazardous situations which can result
in injury to the operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S location of emergency stops
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorized person is stationed within the working area of the equipment when it is
started up.
S no--one is unprotected when the arc is struck
3. The workplace must:
S be suitable for the purpose
S be free from drafts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame--proof
clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment may only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
S Lubrication and maintenance must not be carried out on the equipment during operation.
GB

-- 1 7 --
bc19d1ea
WARNING!
Read and understand the instruction manual before installing
or operating.
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect y our eyes and body. Use the c orrect welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect y our ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
ESAB can provide you with all necessary welding p rotectio n and accessories.
Do not use the power source for thawing frozen pipes.
WARNING!
This product is solely intended for arc welding.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human health!
GB

-- 1 8 --
bc19d1ea
3 INTRODUCTION
ESABMig C300i is a welding power source intended for MIG/MAG welding with solid
wire m ade of steel, stainless steel, aluminium as well as cored wire with o r without
shielding gas. It is also possible to weld with coated electrodes (MMA welding).
The power sources comes in different variants, see page 28
ESAB’s accessories for the product can be found on page 32.
3.1 Equipment
The welding power source is sup p lied with:
S Instruction manual for the welding power source
S Instruction manual in english for the control panel
S Decal with recommended wear parts
S 5 metre return cable
3.2 Control panel
The welding power source is supplied with one of the following control panels:
MA23
With knobs for setting the voltage and wire feed speed /
current. Other settings by pushbuttons.
MA23A
With knobs for setting the voltage / QSett and wire feed
speed / current. Other settings by pushbuttons.
Detailed descriptions of the control panels can be found in separate Instruction
manual.
4 TECHNICAL DATA
ESABMig C300i
Mains voltage 400 V, ±10%, 3∼ 50/60 Hz
Primary current
I
max
MIG/MAG
I
max
MMA
21 A
23 A
No--load power demand when in the
energy--saving mode, 6.5 min. after welding
30 W
Setting range
MIG/MAG
MMA
8-- 48 V / 16--300 A
16 -- 300 A
Permissible load at MIG/MAG
35% duty cycle
60% duty cycle
100% duty cycle
300 A / 29 V
240 A / 26 V
200 A / 24 V
GB

-- 1 9 --
bc19d1ea
ESABMig C300i
Permissible load at MMA
30% duty cycle
60% duty cycle
100% duty cycle
300 A / 32 V
230 A / 29.2 V
190 A / 27.6 V
Power factor at maximum current
MIG/MAG
MMA
0.70
0.73
Efficiency at maximum current
MIG/MAG
MMA
84 %
83 %
Open --circuit voltage
MIG/MAG
MMA
70 -- 80 V
57 -- 67 V
Operating temperature -- 1 0 t o + 4 0 ˚C
Constant A--weighed sound pressure <70dB
Dimensions lxwxh 652 x 412 x 423 mm
Weight 38 kg
Insulation class transformer H
Enclosure class IP 23C
Application class
Gun connection EURO
Max. diameter wire bobbin 300 mm
Wire dimension
Fe
Ss
Al
Cored wire
0.6 -- 1.2 mm
0.6 -- 1.2 mm
1.0 -- 1.2 mm
0.8 -- 1.2 mm
Shielding gas
max pressure
All types intended for MIG/MAG welding
5 bar
Motor current I
max
3.5 A
Duty cycle
The duty cycle refers to t he time as a percentage of a ten--minute period that you can weld at a cer-
tain load without overloading.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid
objects or water. Equipment marked IP23 is designed for indoor and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas with increased
electrical hazard.
GB

-- 2 0 --
bc19d1ea
5 I NSTALLATION
The installatio n must be executed b y a p rofession al.
WARNING!
This product is intended for industrial use. In a domestic environment this product may cause radio
interference. It is the user’ s responsibility to take adequate precautions.
5.1 Location
Position the welding power source such that its cooling air inlets and outlets are not
obstructed.
5.2 Mains power supply
Check that the welding power source is connected to the
correct mains power supply voltage, and that it is protected by
the correct fuse size. A protective earth connection must be
made in accordance with regulations.
Rating plate with supply connection data
Recommend ed fuse sizes an d minimum cable area
ESABMig C300i MIG/MAG MMA
Mains voltage 400 V 3µ 50 Hz 400 V 3µ 50 Hz
Mains cable area mm
2
4G2.5 4G2.5
Phase current, IRMS 13 A 14 A
Fuse
Anti--surge
Type C MCB
16 A
20 A
16 A
20 A
Note! The mains cable areas and fuse sizes as shown above are in accordance with Swedish
regulations. Use the welding power source in accordance with the relevant national regulations.
Note! This welding power source is designed for connection to a four wire 230/400
volt system.
If the power source is to be used in a country with a higher mains voltage, the power
source shall be connected via a safety transformer.
6OPERATION
General safety regulations for the handling of the equipment can be found on
page 16. Read through before you start using the equipment!
When moving the equipment use intended handle. NOTE! Never pull on the gun.
WARNING!
Assure that the side panels are closed during operation.
GB
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB ESABMig C300i Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: ESAB ESABMig C300i User manual
Documenti correlati
-
ESAB Aristo®Mig C300 Manuale utente
-
ESAB Mig C3000i - Origo™ Mig C3000i Manuale utente
-
ESAB Mig L3000i Origo™ Mig L3000i Manuale utente
-
ESAB Feed 30L-4i Manuale utente
-
ESAB YardFeed 2000, Origo™ YardFeed 2000, Aristo® YardFeed 2000 Manuale utente
-
ESAB Aristo YardFeed 200 Manuale utente
-
-
ESAB Mig C300i Manuale utente
-
ESAB ESABMig 300i Manuale utente
-
ESAB Aristo®Mig 300 Manuale utente