ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
- Tipo
- Manuale utente

SAFETY AND
OPERATING
INSTRUCTIONS
SLICE
®
EXOTHERMIC
CUTTING EQUIPMENT
English
French
Spanish
Italian
SLICE
®
TORCH
SLICE
®
PACKAGE
SLICE
®
STRIKER
Art# A-13635
Revision: AC Issue Date: 24-01-2019 Manual No.: 89250840

WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Arcair
®
product. We are proud to have you as our customer and
will strive to provide you with the best service and support in the industry. This product is
backed by our extensive warranty and world-wide service network. To locate your nearest
distributor or service agency visit us on the web at www.esab.com/arcair.
This Manual has been designed to instruct you on the correct installation and use of your Arcair
product. Your satisfaction with this product and its safe operation is our ultimate concern.
Therefore, please take the time to read the entire manual, especially the Safety Precautions.
They will help you to avoid potential hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Arcair is a Global Brand of cutting Products for ESAB. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing, Construction, Mining, Automotive,
Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading, dependable products
that have stood the test of time. We pride ourselves on technical innovation, competitive prices,
excellent delivery, superior customer service and technical support, together with excellence
in sales and marketing expertise.
Above all, we are committed to develop technologically advanced products to achieve a safer
working environment within the welding industry.

i
!
WARNING
Read and understand this entire Manual and your employer’s safety
practices before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manu-
facturer's best judgment, the Manufacturer assumes no liability for its
use.
SLICE
®
Exothermic Cutting Equipment
Safety and Operating Instructions
Manual Number: 89250840
Published by:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
U.S. Customer Care: (800) 426-1888
International Customer Care: (940) 381-1212
Copyright © 2018 ESAB. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage
caused by any error or omission in this Manual, whether such error results from negligence, accident,
or any other cause.
For Printing Material Specification in the Americas refer to document 47X1920
For Printing Material Specification in Europe refer to document 47X1953
Publication Date: 08-03-2018
Revision Date: 24-01-2019
Record the following information for Warranty purposes:
Where Purchased:
Purchase Date:

ii
Be sure this information reaches the operator.
You can get extra copies through your supplier.
CAUTION
These INSTRUCTIONS are for experienced operators. If you are not fully familiar
with the principles of operation and safe practices for arc welding and cutting equip-
ment, we urge you to read our booklet, "Precautions and Safe Practices for Arc
Welding, Cutting, and Gouging," Form 52-529. Do NOT permit untrained persons to
install, operate, or maintain this equipment. Do NOT attempt to install or operate this
equipment until you have read and fully understand these instructions. If you do not
fully understand these instructions, contact your supplier for further information. Be
sure to read the Safety Precautions before installing or operating this equipment.
USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and accompanying labels and/
or inserts when installed, operated, maintained and repaired in accordance with the instructions provided. This equipment must
be checked periodically. Malfunctioning or poorly maintained equipment should not be used. Parts that are broken, missing,
worn, distorted or contaminated should be replaced immediately. Should such repair or replacement become necessary, the
manufacturer recommends that a telephone or written request for service advice be made to the Authorized Distributor from
whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the manufacturer. The user of this
equipment shall have the sole responsibility for any malfunction which results from improper use, faulty maintenance, damage,
improper repair or alteration by anyone other than the manufacturer or a service facility designated by the manufacturer.
!
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR
OPERATING.
PROTECT YOURSELF AN D OTHERS!

iii
ASSUREZ-VOUS QUE CE DOCUMENT D’INFORMATION EST DISTRIBUÉ À L’OPÉRATEUR.
DES COPIES SUPPLÉMENTAIRES SONT DISPONIBLES CHEZ VOTRE FOURNISSEUR.
MISE EN GARDE
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité applicables au soudage à l’arc et à l’équipement de
coupage, nous vous suggérons de lire notre brochure « Précautions et pratiques
de sécurité pour le soudage à l’arc, le coupage et le gougeage », Formulaire 52-
529. Ne permettez PAS aux personnes non qualiées d’installer, d’utiliser ou
d’effectuer des opérations de maintenance sur cet équipement cet équipement. Ne
tentez PAS d’installer ou d’utiliser cet équipement avant d’avoir lu et bien compris
ces instructions. Si vous ne comprenez pas bien les instructions, renseignez-vous
auprès de votre fournisseur. Assurez-vous de lire les Règles de Sécurité avant
d’installer ou d’utiliser cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement fonctionnera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information à condition d’être installé, utilisé, entretenu et réparé selon les instructions fournies. L’équipement
doit être contrôlé de manière périodique. Ne jamais utiliser un équipement qui ne fonctionne correctement bien ou n’est pas
bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiatement. Dans
le cas où une réparation ou un remplacement est nécessaire, e fabricant recommande de faire une demande de conseil de
service écrite ou par téléphone auprès du distributeur agréé où l’équipement a été acheté.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite du fabricant. L’utilisateur de
l’équipement sera le seul responsable de toute défaillance résultant de toute utilisation, maintenance, réparation incorrectes,
de dommages ou encore de modication apportées par une personne autre que le fabricant ou un centre de service désigné
par ce dernier.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’UTILISER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

iv
DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2014/35/EU, entering into force 20 April 2016
The EMC Directive 2014/30/EU, entering into force 20 April 2016
The RoHS Directive 2011/65/EU, entering into force 2 January 2013
Type of equipment
EXOTHERMIC CUTTING SYSTEM
Type designation etc.
SLICE Exothermic Torch Cutting System
Brand name or trade mark
Arcair SLICE
Manufacturer or his authorised representative
Name, address, telephone No:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Phone: +01 800 426 1888, FAX +01 603 298 7402
The following harmonised standard in force within the EEA has been used in the
design:
IEC/EN 60974-11:2010 Arc Welding Equipment Part II: Electrode Holders
IEC/EN 60974-10:2014 + AMD 1:2015 Published 2015-06-19 Arc Welding Equipment - Part
10: Electromagnetic compatibility (EMC) requirements
Additional Information: Restrictive use, Class A equipment, intended for use in location
other than residential.
By signing this document, the undersigned declares as manufacturer, or the
manufacturer’s authorised representative, that the equipment in question complies
with the safety requirements stated above.
Date Signature Position
15 September, 2016
Flavio Santos General Manager
Accessories and Adjacencies
2018

v
Table of Contents
SECTION 1: INTRODUCTION ........................................................................................1
1.01 How to Use this Manual ............................................................1
1.02 Receipt of Equipment ................................................................1
1.03 Description ...............................................................................1
SECTION 2: SAFETY PRECAUTIONS ...........................................................................2
SECTION 3: PROCESS FUNDAMENTALS .....................................................................5
SECTION 4: EQUIPMENT .............................................................................................6
4.01 SLICE Torch ..............................................................................6
4.02 SLICE Striker ............................................................................6
4.03 SLICE Packs .............................................................................6
4.04 Cutting Rods ............................................................................. 7
4.05 SLICE Components ...................................................................8
4.06 Charging the Ignition Source .....................................................9
SECTION 5: CUTTING DATA ......................................................................................10
5.01 Material Cutting Rates ............................................................10
5.02 Cutting Electrode Types ..........................................................11
5.03 SLICE Cutting Torches .............................................................11
SECTION 6: OPERATION ............................................................................................12
6.01 Cutting without Power ............................................................12
6.02 Cutting with Power .................................................................13
6.03 Hole Piercing ..........................................................................14
6.04 Copper and Copper Alloys ....................................................... 15
SECTION 7: IMPORTANT PROCESS VARIABLES .......................................................16
7.01 Oxygen Pressure.....................................................................16
7.02 Amperage ...............................................................................17
7.03 Travel Speed ...........................................................................17
7.04 Electrode-To-Work Angle ........................................................17
SECTION 8: APPLICATIONS ......................................................................................18
SECTION 9: TROUBLESHOOTING ..............................................................................19
9.01 General troubleshooting ..........................................................19
9.02 Ignition source led display guide ............................................. 20
SECTION 10: PARTS LISTING ....................................................................................22
SECTION 11: STATEMENT OF WARRANTY ................................................................25

vi
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
This Page Intentionally Blank

SLICE EXOTHERMIC CUTTING EQUIPMENT
1
89250840
SECTION 1: INTRODUCTION
1.01 How to Use this Manual
To ensure safe operation, read the entire manual, including the chapter on safety instructions and
warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these headings. These special annotations are easily
recognized as follows:
NOTE!
An operation, procedure, or background information which requires
additional emphasis or is helpful in efcient operation of the system.
!
CAUTION
A procedure which, if not properly followed, may cause damage to the
equipment.
!
WARNING
A procedure which, if not properly followed, may cause injury to the
operator or others in the operating area.
WARNING
Gives information regarding possible electrical shock injury. Warnings
will be enclosed in a box such as this.
1.02 Receipt of Equipment
When you receive the equipment, check it against the invoice to make sure it is complete and
inspect the equipment for possible damage due to shipping. If there is any damage, notify the carrier
immediately to file a claim. Furnish complete information concerning damage claims or shipping
errors to the location in your area, listed on the back cover of this manual. Include a full description
of the parts in error.
If you want additional or replacement copies of this manual, please contact Arcair at the address
and phone number in your area listed on the inside back cover of this manual. Include the Manual
number (Page i).
1.03 Description
Arcair
®
SLICE
®
systems can cut, burn or pierce almost any metallic, non-metallic or composite
material. The SLICE exothermic torch cuts right through hard-to-cut materials such as mild, stainless
and alloy steels, cast iron, aluminum, magnesium and other non-ferrous metals, slag and refractory
materials, and concrete or brick.

2
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 2: SAFETY PRECAUTIONS
!
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment
is not properly installed, used, and maintained. Misuse of this equipment
and other unsafe practices can be hazardous. The operator, supervisor, and
helper must read and understand the following safety warnings and instruc-
tions before installing or using any welding or cutting equipment, and be
aware of the dangers of the welding or cutting process. Training and proper
supervision are important for a safe work place. Keep these instructions for
future use. Additional recommended safety and operating information is refer-
enced in each section.
!
WARNING
This product contains chemicals, including lead, or otherwise produces
chemicals known to the State of California to cause cancer, birth defects
and other reproductive harm. Wash hands after handling.
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
The purchaser is responsible for the safe installation, operation, and use of all products
purchased, including compliance with all applicable ISO standards and local codes in
the country of use. Do not service or repair equipment with power on. Do not operate
equipment with protective insulators or covers removed. Service or repair to equipment
must be done by qualified and/or trained personnel only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition.
Aluminized, protective clothing can become part of the electrical path. Keep oxygen cylinders, chains,
wires, ropes, cranes, and hoists away from any part of the electrical path. All ground connections must
be checked periodically to determine if they are mechanically strong, and electrically adequate for the
required current. When engaged in AC welding/cutting under wet conditions or where perspiration
is a factor, the use of automatic controls for reducing the no load voltage is recommended to reduce
shock hazards. Accidental contact must be prevented when using open circuit voltage exceeding 80
volts AC, or 100 volts DC by adequate insulation or other means. When welding is to be suspended for
any length of time, such as during lunch or overnight, all electrode holders and electrodes should be
removed from the electrode holder and the power supply should be turned off to prevent accidental
contact. Keep MIG Guns, electrode holders, TIG torches, Plasma torches, and electrodes away from
moisture and water. See safety and operating references 1, 2, and 8.
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation to
protect operators and others in the area. Vapors of chlorinated solvents can form the
toxic gas "Phosgene" when exposed to ultraviolet radiation from an electric arc. All
solvents, degreasers, and potential sources of these vapors must be removed from the
operating area. Use air-supplied respirators if ventilation is not adequate to remove all
fumes and gases. Oxygen supports, and vigorously accelerates fire and should never be used for
ventilation. See safety and operating references 1, 2, 3, and 4.

SLICE EXOTHERMIC CUTTING EQUIPMENT
3
89250840
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong ultraviolet
rays. Never attempt to weld/cut without a federally compliant welding helmet with the
proper lens. A number 12 to 14 shade filter lens provides the best protection against arc
radiation. When in a confined area, prevent the reflected arc rays from entering around
the helmet. Approved shielding curtains and appropriate goggles should be used to
provide protection to others in the surrounding area. Skin should be protected from arc rays, heat, and
molten metal. Always wear protective gloves and clothing. All pockets should be closed and cuffs sewn
shut. Leather aprons, sleeves, leggings, etc. should be worn for out-of-position welding and cutting, or
for heavy operations using large electrodes. Hightop work shoes provide adequate protection from foot
burns. For added protection, use leather spats. Flammable hair preparations should not be used when
welding/cutting. Wear ear plugs to protect ears from sparks. Where work permits, the operator should
be enclosed in an individual booth painted with a low reflective material such as zinc oxide. See safety
and operating references 1, 2, and 3.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, flame, flying sparks, hot slag, and heated materials can
cause fire and explosions. Remove combustibles from the work area and/or provide a fire
watch. Avoid oily or greasy clothing as a spark may ignite them. Have a fire extinguisher
nearby, and know how to use it. If welding/cutting is to be done on a metal wall, partition,
ceiling, or roof, precautions must be taken to prevent ignition of nearby combustibles on the other side.
Do not weld/cut containers that have held combustibles. All hollow spaces, cavities, and containers
should be vented prior to welding/cutting to permit the escape of air or gases. Purging with inert gas is
recommended. Never use oxygen in a welding torch. Use only inert gases or inert gas mixes as required
by the process. Use of combustible compressed gases can cause explosions resulting in personal injury
or death. Arcing against any compressed gas cylinder can cause cylinder damage or explosion. See
safety and operating references 1, 2, 5, 7, and 8.

4
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251, 252,
253, 254 and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1-2012 "Safety in Welding, Cutting, and Allied Processes".
3. ANSI Z87.1-2015 "American National Standard for Occupational and Educational Personal
Eye and Face Protection Devices".
4. ANSI/ASSE Z88.2-2015 "American National Standard Practices for Respiratory Protection".
American National Standards Institute Inc., 1430 Broadway, New York, NY 10018.
5. AWS F4.1:2017. "Safe Practices for the Preparation of Containers and Piping for Welding,
Cutting, and Allied Processes"
6. AWS C5.3:2000 (R2011) "Recommended Practices For Air Carbon Arc Gouging And Cutting".
American Welding Society, 8669 NW 36 Street, PO Box 130, Miami, Florida 33166-6672
7. NFPA 51B:2014 "Standard for Fire Prevention During Welding, Cutting, and Other Hot Work"
National Fire Protection Association (NFPA), 1 Batterymarch Park, Quincy, Massachusetts,
USA 02169-7471
8. NFPA-70:2017 "National Electrical Code". National Fire Protection Association (NFPA), 1
Batterymarch Park, Quincy, Massachusetts, USA 02169-7471
9. CAN/CSA-W117.2-12 (R2017) "Safety in Welding, Cutting and Allied Processes". Canadian
Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

SLICE EXOTHERMIC CUTTING EQUIPMENT
5
89250840
SECTION 3: PROCESS FUNDAMENTALS
The SLICE Exothermic Cutting process uses an exothermic chemical reaction that burns, melts or
vaporizes most materials. The reaction begins with an electrical arc or alternate energy source that
causes a steel cutting rod to burn. Oxygen flows through the center of the rod.
Because of the rod’s design, the burning makes excess heat ("exo - thermic") which cuts the
workpiece. Once started, the burn will continue as long as oxygen flows through the rod. The heat
created melts the material being cut. The velocity of oxygen through the rod blows the molten material
away, creating the kerf or cut line.
This arc ignition process led to invention of the oxy-arc torch and design of equipment for underwater
construction and salvage.
The electrical arc that starts the burn can be from a welding power source that delivers at least 100
amps, a 12-volt lead acid or similar low-impedance battery. The cutting process can run without
power, using the heat of the reaction only, or with power, cutting with an electrical arc from a welding
power source providing more heat.
HISTORY
The exothermic cutting rod is a small oxygen lance. A prime example of the combustion triangle is one
side being fuel (the steel lance); the oxygen source (pure oxygen being forced through the lance); the
heat of combustion (some external source of heat). However, when the lance pierces a slag puddle,
the puddle becomes the source of heat until the lance is withdrawn, at which time burning stops.
In 1888, a published paper described passing oxygen through a steel tube and heating the tube to
a bright red. Heat resulted. In 1901, Ernst Henner filed a German patent on an early oxygen lance
made of two concentric tubes. In 1902, documentation shows that the oxygen lance replaced oil
and gas torches for opening furnace taps in steel blast furnaces. The oxygen lance has since been
used to cut rocks and concrete structures. An example is cutting up reinforced concrete structures
such as bunker emplacements and tank traps built in Europe during World War II.
An ideal way to start the lance, workers found, was to use a welding power source on conductive
material to strike an arc and start the burn. This process worked well in construction, even in mud
and water.
Around 1940, the burning bar or exothermic lance was first marketed as a cutting tool. A flexible
version made of an insulated cable was introduced around 1960. Not until the early 1980’s were
smaller burning bars designed for hand torch use, above and below water. A one-piece unit now
allows for adequate rod surface exposure to an oxygen supply for exothermic cutting. Arcair, an ESAB
brand, is a world leader in metal removal and cutting and sells this exothermic cutting equipment
under the trade name Arcair SLICE.

6
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 4: EQUIPMENT
4.01 SLICE Torch
The SLICE Torch, a gun-shaped tool, provides a means of gripping the rod and supplying the oxygen
and power to the cutting rod. The basic torch includes 10 ft. (3.05 m) of power cable and oxygen
hose. The power cable can carry 200 amps in a power cutting operation. The oxygen hose includes
a standard size oxygen fitting and is ready to be connected to the user’s oxygen regulator. This
standard torch has a flexible hand shield which is easily replaceable if damaged, plus the torch is
molded from a super tough Thermo plastic.
An optional 6" (152 mm) collet extension and 6" (152 mm) diameter extension shield is available
to help reduce torch wear or damage when piercing. Also available is a 3/8" (9.5 mm) adapter kit
consisting of a collet chuck, Collet Nut, washer, and flashback arrestor needed to adapt the torch for
using the 3/8" (9.5 mm) diameter cutting rods.
4.02 SLICE Striker
A SLICE Striker is available for cutting without power. The striker is an insulated piece of copper
plate with a serrated surface. By scratching the rod against the copper plate an arc is initiated and
the cutting process begins. Striker wear can be extended by using the smallest exposed portion of
the copper plate and gradually increasing.
SLICE Striker
1” open
SLICE Striker
2” open
SLICE Striker
Full open
The SLICE striker comes standard with a 10 ft. (3.05 m) cable.
4.03 SLICE Packs
SLICE
®
Utility Pack
Includes a rugged carrying case. Power connections (12 volt battery only), tong style
battery clamps makes power connection quick and easy. Industrial oxygen hose
connected to the torch; industry standard Oxygen hose supplies the torch with oxygen
and standard fittings used to connect to oxygen regulators.
SLICE
®
Battery Pack
Includes a rugged carrying case. Power connections twist-lock style connection;
easy to connect to battery ignition source for both torch and striker and color coded
connectors. Industrial oxygen hose connected to the torch; industry standard Oxygen
hose supplies the torch with oxygen, standard fittings used to connect to oxygen
regulators, and color coded connections.

SLICE EXOTHERMIC CUTTING EQUIPMENT
7
89250840
SLICE
®
Industrial Pack
Versatility for industrial type applications. Industrial cart capable of carrying a 9"
diameter oxygen cylinder. Packed with the basic items needed to do a cutting job; SLICE
Torch Assembly - 10 ft leads, striker assembly, oxygen regulator, battery charger, and
cutting rod holder. Industrial oxygen hose connected to the torch; industry standard
Oxygen hose supplies the torch with oxygen and standard fittings used to connect to
oxygen regulators.
SLICE
®
Complete Pack
Rugged aluminum carrying case; packed with the basic items needed to do a
cutting job. Self-contained cutting system lends itself well to the emergency
type cutting situations where seconds count. Complete unit weights 70
lbs (31.75 kg). Storage compartment with hinged door for parts storage
during transportation. Power connections twist-lock style connection; easy
to connect to battery ignition source assembly for both torch and striker
and color coded connectors. Industrial oxygen hose connected to the torch;
industry standard Oxygen hose supplies the torch with oxygen. Standard
fittings used to connect to oxygen regulators.
4.04 Cutting Rods
SLICE Cutting Rods are made of carbon steel, by rolling a steel strip into a rod, and are coated or
uncoated. The coating is made of arc stabilizers and a binder. Several advantages to using the
coated rods with power include:
• More efficient cutting rates (more cut per inch of rod burnt and more cut per minute of burn time)
• Easier rod operation
• Protection from burning out on the side of the rod, especially when piercing
Rod Size Uses
1/4" x 22"
6.4 mm x 558.8 mm
Standard size cutting rods used in a variety of jobs. Recommended for
all straight-line cutting and most general-cutting applications. Coated
or uncoated.
1/4" x 44"
6.4 mm x 1117.6 mm
Used when greater length is needed to reach the cutting area or when
piercing holes in materials thicker than 18" (457,2 mm). Uncoated.
3/8" x 18"
9.5 mm x 457.2 mm
Used for heavy piercing with a large bore. Coated or uncoated.
3/8" x 36"
9.5 mm X 914.4 mm
Used when added length is needed to complete cutting. Uncoated.
NOTE!
All SLICE cutting torches come ready to use the 1/4" (6.4 mm) diameter
rods. Use of the 3/8" (9.5 mm) diameter rods requires the 3/8" (9.5 mm)
conversion kit, Part Number 94-463-032.

8
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
4.05 SLICE Components
Art# A-13635
Figure 1: SLICE Torch
SLICE Torch
Oxygen Valve Lever
Oxygen Hose
Connection
Torch Cable
Power Assisted Torch End
Collet Nut
Black Male Connector
Striker Cable
SLICE Striker
Art# A-13637
Red Male Connector
Figure 2: SLICE Torch and Striker

SLICE EXOTHERMIC CUTTING EQUIPMENT
9
89250840
Art # A-13638
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Cam Lock Female
Terminal F/ Torch
Cam Lock Female
Terminal F/ Striker
Test Button
DC Input
Fault / Charge Status Gauge
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figure 3: SLICE Battery Ignition Source
4.06 Charging the Ignition Source
There are 3 LEDs on the Ignition Source panel (FAULT, CHARGING, and CHARGED). Fully charged
status will display all LEDs green. For explanation of LED readouts refer to Section 9.2 Ignition Source
LED Display Guide. The AC/DC Power Adapter (p/n 96-076-043) is required to complete these steps.
NOTE!
It is recommended that the unit be recharged after every use or when-
ever the Charge Status LEDs shows 50% or less.
Charging the Ignition Source:
1. Press the TEST button on the Ignition Source panel to check status. If the LEDs do not present
all green LEDs then proceed with the steps below.
2. Insert the AC/DC Power Adapter Output connector into the DC Input socket on the Ignition Source
panel and plug the Power Adapter input cord into a 120 V, 60Hz or 240 V 50Hz wall outlet.
3. Keep the unit plugged in until fully charged. Charging time can be between 2-5 hours. On the
Ignition Source panel amber LEDs will display when fully charged.
4. Disconnect the AC/DC Power Adapter connector from the Ignition Source and push the Test
button to confirm full charge status. All the LEDs will display green.

10
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
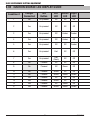
SECTION 5: CUTTING DATA
The following chart helps determine the best settings for a specific use as a result of extensive
laboratory testing of the SLICE Equipment to determine the best cutting rates. Actual cutting results
obtained in the field vary due to conditions and experience of the user. Various usages of SLICE
Equipment return various results. Adjust the settings for any use. Use the following chart as a guide.
Oxygen pressure of 80 psi (551.6 kPa) achieves the best cutting. Some operations may require higher
or lower oxygen pressures - minimum 40 psi (275.8 kPa); maximum 100 psi (689.5 kPa). Amperage
over 200 amps does not improve cutting speed.
Find the right metal and thickness. For composites or unlisted metals, locate the listed type that most
resembles the material to be cut.
NOTE!
All these cutting values are based on 1/4" (6.4 mm) diameter ux-
coated rods. Cutting rates with 1/4" (6.4 mm) bare rods are slightly
less than the values listed in the chart.
5.01 Material Cutting Rates
Material Type Material Thickness
Length of Cut per
Inch Rod Used
Cutting Speed
in(mm) in(cm) in/min cm/min
Carbon Steel
1/8 (3.2) 2.25 (5.7) 72 183
1/4 (6.4) 1.5 (3.8) 52 132
3/8 (9.5) 1.38 (3.5) 42 106
1/2 (12.7) 1.25 (3.2) 35 89
3/4 (19.1) .75 (1.9) 22 56
Stainless
1/8 (3.2) 2.0 (5.1) 65 165
1/4 (6.4) 1.13 (2.9) 36 91
Aluminum
1/4 (6.4) 1.75 (4.4) 58 147
3/8 (9.5) 1.25 (3.2) 38 97
3/4 (19.1) .75 (1.9) 23 58
SAMPLE SELECTIONS:
The approximate cut/inch rod x amount of cut per rod = cut per rod used
Data: Cutting 3/8" (9.5 mm) aluminum with 1/4" (6.4 mm) fluxed rod
1.25" (3.2 cm) x 19" (48.3 cm) = 23.8" (60.5 cm). Approximate cut/min arc time = 38" (97 cm)
Data: Cutting 1/4" (6.4 mm) carbon steel with 1/4" fluxed rod
1.5" (3.8 cm) x 19" (48.3 cm) = 28.5" (72.4 cm). Approximate cut/min arc time = 52" (132 cm)

SLICE EXOTHERMIC CUTTING EQUIPMENT
11
89250840
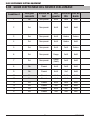
5.02 Cutting Electrode Types
Cutting rates in this chart were obtained using 80 PSI (551.6 kPa) oxygen pressure and 1/4" x 22"
(6.4 mm x 559 mm) cutting rods. These rates are averaged values based on multiple cutting tests.
Actual cutting rates may vary due to parameters used and operator expertise.
Part No.
Diameter
in(mm)
Length
in(mm)
Coated or
Uncoated.
Package
Quantity
Oxygen
Flow Rate
CFM(CMM)
Burn
Time
(sec)
42-049-002 1/4 (6.4) 22 (559) Coated 25 7.5 (.21) 40-45
42-049-003 1/4 (6.4) 22 (559) Coated 100 7.5 (.21) 40-45
43-049-002 1/4 (6.4) 22 (559) Uncoated 25 7.5 (.21) 40-45
43-049-003 1/4 (6.4) 22 (559) Uncoated 100 7.5 (.21) 40-45
43-049-005 1/4 (6.4) 44 (1117) Uncoated 25 7.5 (.21) 80-90
42-049-005 3/8 (9.5) 18 (457) Coated 50 12 (.34) 30-35
43-049-007 3/8 (9.5) 18 (457) Uncoated 50 12 (.34) 30-35
43-049-009 3/8 (9.5) 36 (914) Uncoated 25 12 (.34) 60-70
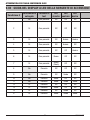
5.03 SLICE Cutting Torches
Part No.
Cable
Size
Power Cable
Length ft(m)
Oxygen
Hose Length
ft(m)
Cutting with
Power
Cutting without
Power
03-003-010 #1
10 (3.05) 10 (3.05)
Recommended Can Be Used
03-003-011 #6 Limited Use Only Recommended
03-003-012 #10 Not Recommended Recommended

12
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840
SECTION 6: OPERATION
SLICE Exothermic Cutting uses heat from a chemical reaction between a consumable steel rod and
oxygen flowing through the rod. Test data show that little or no oxygen remains. The oxygen not
used in the reaction blows the molten material out of the cut area. This action creates the kerf that
allows cut progression.
6.01 Cutting without Power
Cutting without power uses the heat reaction from the rod and the oxygen to cut. To initiate this type
of cutting, ignite the rod from a spark supplied by a 12-volt battery or by a welding power source
capable of delivering a 100-amp surge. Once this spark has ignited the rod, the electrical path is
broken and the heat of the reaction melts the material and cuts it.
Battery
+ -
SLICE Torch
Striker
Oxygen Supply
Art# A-13639
Figure 4: Cutting without Power
Cutting without power can be done in remote areas. Support equipment and bulky power sources
are not needed.
1. Connect the torch to either terminal of a 12-volt battery or constant-current welding power
source, then connect the striker or a strike plate to the other terminal. If using a welding
power source, set output level for 100 amps.
2. Turn ON the oxygen supply and adjust the regulator to the proper working pressure. Insert
the cutting rod into the collet and tighten the Collet Nut.
3. Tap the cutting rod on a hard, ungrounded surface to seat the rod in the torch.
4. Depress the torch oxygen valve lever and check for oxygen leaks around the Collet Nut.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136








































































































































ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
- Tipo
- Manuale utente
in altre lingue
Documenti correlati
-
ESAB SLICE® Exothermic Cutting Equipment Manuale utente
-
ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
-
ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
-
ESAB Mig U5000i Manuale utente
-
ESAB Mig 5000i Manuale utente
-
-
-
-
-
ESAB N7500 Gouging System Manuale utente
Altri documenti
-
Miller LA245667 Manuale del proprietario
-
-
Garmin STRIKER Vivid5cv Istruzioni per l'uso
-
-
-
-
Cannondale Slice Multisport Manuale del proprietario