ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
- Tipo
- Manuale utente

ISTRUZIONI
RELATIVI ALLA
SICUREZZA E
ALL'USO
ATTREZZATURA PER
TAGLIO ESOTERMICO
SLICE®
Italian
TORCIA SLICE®
CONFEZIONE SLICE®
PERCUSSORE SLICE®
Art# A-13635
Revisione: AC Data di emissione: 24-01-2019 Manuale N.: 89250840IT

NOI APPREZZIAMO LA VOSTRA ATTIVITÀ!
Congratulazioni per il vostro nuov
o
prodotto Arcair®. Siamo orgogliosi di avervi come cliente
e ci impegneremo per fornirvi la miglior assistenza e supluceo del settore. Questo prodotto
è sostenuto dalla nostra ampia garanzia e da una rete di assistenza mondiale. Per individuare
il distributore o l'agenzia di assistenza più vicina, visita il nostro sito web all'indirizzo www.
esab.com/arcair.
Questo Manuale è stato progettato per fornirvi le informazioni sull'installazione e sull’uso corretti
del vostro prodotto Arcair. La vostra soddisfazione con questo prodotto e il suo uso sicuro hanno
il nostro più grande interesse. Vi preghiamo, quindi, di prendervi il tempo che serve per leggere
l’intero Manuale, specialmente le "Istruzioni relative alla sicurezza". Così potrete evitare i rischi
potenziali che possono esistere quando si lavora con questo prodotto.
SIETE IN BUONA COMPAGNIA!
La marca scelta dagli appaltatori e dai costruttori di tutto il mondo.
Arcair è un marchio globale di prodotti per il taglio per ESAB. Produciamo e riforniamo i principali
settori industriali di saldatura in tutto il mondo, tra cui l'industria di produzione, l'edilizia,
l'industria mineraria, l'industria Automobilistica, aerospaziale, ingegneristica, il settore rurale
e il fai da te/hobbistica.
Ci distinguiamo dai nostri concorrenti perché abbiamo prodotti affidabili che primeggiano nel
mercato, e che hanno superato la prova del tempo. Andiamo fieri delle innovazioni tecniche dei
nostri prodotti, dei prezzi competitivi, dell’eccellenza nei tempi di consegna, del livello superiore
della nostra assistenza ai clienti e del nostro supluceo tecnico, che si coniugano con l’eccellenza
nelle vendite e con la perizia nel marketing.
Soprattutto, siamo impegnati a sviluppare prodotti tecnologicamente avanzati per ottenere un
ambiente di lavoro più sicuro nell industria della saldatura.

i
!
Avvertenza
Leggere e comprendere l’intero Manuale e le Procedura di sicurezza
locali prima di installare, usare o effettuare la manutenzione dell’appa-
recchiatura. Il Costruttore non assume alcuna responsabilità per l’uso
di questo Manuale, benché le informazioni ivi contenute ne rappresen-
tino il miglior avviso.
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE®
ISTRUZIONI RELATIVI ALLA SICUREZZA E ALL'USO
Numero manuale: 89250840IT
Pubblicato da:
ESAB Group Inc.
2800 Airluce Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
Assistenza clienti Stati Uniti: (800) 426-1888
Assistenza clienti internazionale: (940) 381-1212
Copyright © 2018 ESAB. Tutti i diritti riservati.
È proibita la riproduzione di quest’opera, in tutto o in parte, senza il permesso scritto dell’editore.
L’editore non assume alcuna responsabilità, e qui le respinge, nei confronti di qualunque parte per
qualunque perdita o danno provocato da qualunque errore o omissione di questo Manuale, sia che
tale errore dipenda da negligenza, incidente, o qualsiasi altra causa.
Per le specifiche dei materiali di stampa nelle Americhe, fare riferimento al documento 47X1920
Per le specifiche dei materiali di stampa in Europa, fare riferimento al documento 47X1953
Data di pubblicazione: 08-03-2018
Data di Revisione: 24-01-2019
Annotare le seguenti informazioni utili per la Garanzia:
Luogo di acquisto:
Data di acquisto :

ii
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono
perfettamente i principi di funzionamento e le indicazioni per la sicurezza delle
apparecchiature per la saldatura e il taglio ad arco, è necessario leggere l’opuscolo
“Precauzioni e indicazioni per la sicurezza per la saldatura, il taglio e la scriccatura
ad arco,” Modulo 52-529. L’installazione, l’uso e la manutenzione devono essere
effettuati SOLO da persone adeguatamente addestrate. NON tentare di installare
o utilizzare questa attrezzatura senza aver letto e compreso Totalemente queste
istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di
installare o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo Manuale e nelle etichette e/o gli allegati,
se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa attrezzatura deve
essere controllata periodicamente. Non utilizzareattrezzature malfunzionanti o sottoposte a manutenzione insufciente. Sostituire
immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel caso in cui tale riparazione o sostituzione
diventi necessaria, il produttore raccomanda di richiedere telefonicamente o per iscritto assistenza al distributore Autorizzato
presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore. L’utente di
questo dispositivo sarà il solo responsabile di un eventuale funzionamento errato derivante da uso non corretto, manutenzione
erronea, danni, riparazione non corretta o modica da parte di un soggetto diverso dal produttore o dal centro di assistenza
ndicato dal produttore.
!
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COM-
PRESO IL Manuale DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

iii
Dichiarazione di conformità
Ai sensi
La direttiva bassa tensione 2014/35/UE, entrata in vigore il 20 aprile 2016
La direttiva compatibilità elettromagnetica 2014/30/UE, entrata in vigore il 20 aprile 2016
La direttiva compatibilità elettromagnetica 2014/30/UE, entrata in vigore il 20 aprile 2016
Tipo di apparecchiatura
SISTEMA DI TAGLIO ESOTERMICO
Designazione tipo ecc.
Sistema di taglio a torcia esotermica SLICE
Nome commerciale o marchio
Arcair SLICE
Produttore o del suo rappresentante autorizzato:
Nome, indirizzo e numero di telefono
ESAB Group Inc.
2800 Airluce Rd
Denton TX 76207
Phone: +01 800 426 1888, FAX +01 603 298 7402
Nella progettazione è stata applicata la seguente norma armonizzata in vigore
all’interno del SEE:
IEC/EN 60974-11:2010 Apparecchiature per la saldatura ad arco Parte II: Pinza
portaelettrodo
IEC/EN 60974-10:2014 + AMD 1:2015 Pubblicato il 19/06/2015 Apparecchiatura
per saldatura ad arco - Parte 10: Requisiti di compatibilità elettromagnetica (EMC,
Electromagnetic Compatibility)
Informazioni aggiuntive: uso restrittivo, apparecchiatura di classe A, per uso in ambienti non
a uso residenziale.
Firmando il presente documento, il sottoscritto dichiara in qualità di fabbricante,
o di rappresentante autorizzato del fabbricante in vigore all’interno del SEE, che
l’apparecchiatura in questione soddisfa i requisiti di sicurezza di cui sopra.
Data Firma Posizione
15 Settembre, 2016
Flavio Santos Direttore generale
Accessori y adyacencias
2018

iv
Indice
SEZIONE 1: INTRODUZIONE ........................................................................................1
1.01 Come usare questo Manuale ....................................................1
1.02 Ricezione dell'apparecchiatura .................................................1
1.03 Descrizione ...............................................................................1
SEZIONE 2: MISURE DI SICUREZZA ........................................................................... 2
SEZIONE 3: PRINCIPI FONDAMENTALI DEL PROCESSO .............................................5
SEZIONE 4: APPARECCHIATURA .................................................................................6
4.01 Torcia SLICE .............................................................................6
4.02 Percussore SLICE .....................................................................6
4.03 Confezioni SLICE .......................................................................6
4.04 Bacchette di taglio ....................................................................7
4.05 Componenti della SLICE ............................................................8
4.06 Carica della sorgente di accensione ........................................ 10
SEZIONE 5: DATI RELATIVI AL TAGLIO ....................................................................11
5.01 Velocità di taglio del materiale ................................................11
5.02 Tipi di elettrodi per il taglio .....................................................12
5.03 Torce per taglio SLICE .............................................................12
SEZIONE 6: OPERAZIONE ..........................................................................................13
6.01 Taglio senza alimentazione .....................................................13
6.02 Taglio con corrente .................................................................14
6.03 Perforazione di fori .................................................................15
6.04 Rame e leghe di rame .............................................................16
SEZIONE 7: IMLUCEANTI VARIABILI DI PROCESSO ..................................................17
7.01 Pressione ossigeno .................................................................17
7.02 Amperaggio ............................................................................ 18
7.03 Velocità di taglio .....................................................................18
7.04 Angolo dell'elettrodo con il lavoro ...........................................18
SEZIONE 8: APPLICAZIONI ........................................................................................19
SEZIONE 9: RISOLUZIONE DEI PROBLEMAI ..............................................................20
9.01 Risoluzione dei problemi generali............................................20
9.02 Guida del display a led della sorgente di accensione ............... 22
SEZIONE 10: ELENCO PARTI .....................................................................................24
SEZIONE 11: DICHIARAZIONE DI GARANZIA ............................................................27

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
1
89250840IT
SEZIONE 1: INTRODUZIONE
1.01 Come usare questo Manuale
Al fine di garantire il funzionamento sicuro, leggere attentamente l'intero Manuale, incluso il capitolo
sulla sicurezza le istruzioni e le avvertenze.
In tutto il Manuale, possono essere visualizzati i termini AVVERTENZA, ATTENZIONE e NOTA. Prestare
particolare attenzione alle informazioni fornite in queste intestazioni. Queste annotazioni speciali si
riconoscono in modo semplice come indicato di seguito
NOTA!
Una operazione, procedura, o informazione di base che richiede un
risalto aggiuntivo o è utile per l’uso efciente del sistema.
!
ATTENZIONE
Una procedura che, se non seguita in modo appropriato, può danneg-
giare l’attrezzatura.
!
Avvertenza
Una procedura che, se non seguita in modo appropriato, può provo-
care lesioni all’operatore o ad altri ella zona di utilizzo.
Avvertenza
Offre informazioni su possibili danni causati da scosse elettriche. Le
avvertenze saranno racchiuse in una casella di questo tipo.
1.02 Ricezione dell'apparecchiatura
Quando si riceve l'apparecchiatura, verificare confrontando con la fattura per accertarsi che sia
completa e ispezionare l'apparecchiatura per eventuali danni dovuti alla spedizione. In caso di eventuali
danni, avvisare immediatamente il corriere per inoltrare un reclamo. Fornire informazioni complete
relative a richieste di risarcimento danni o a errori di spedizione alla propria sede di riferimento,
riportata sulla copertina posteriore del presente manuale. Includere una descrizione completa delle
parti interessate dall'anomalia.
Se si desiderano copie aggiuntive o sostitutive di questo Manuale, contattare Arcair all'indirizzo e al
numero di telefono della propria area riluceato sulla terza di copertina di questo Manuale. Includere
il numero del Manuale (Pagina i).
1.03 Descrizione
I sist
e
mi SLICE® Arcair® possono tagliare, bruciare o perforare quasi tutti i materiali metallici, non
metallici o compositi. La torcia esotermica SLICE taglia materiali duri come acciaio dolce, inossidabile
e legato, ghisa, alluminio, magnesio e altri metalli non ferrosi, sfridi e materiali refrattari, calcestruzzo
o mattoni.

2
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 2: MISURE DI SICUREZZA
!
Avvertenza
Se l'installazione, l'impiego e la manutenzione degli apparecchi per salda-
tura e taglio non vengono effettuati in modo corretto, possono vericarsi
LESIONI GRAVI O MORTE. L'utilizzo non conforme di questi apparecchi e
altre pratiche non sicure possono essere pericolosi. Operatori, supervisori e
assistenti devono leggere e comprendere le seguenti avvertenze di sicurezza
e istruzioni prima di installare o utilizzare gli apparecchi per saldatura e taglio
e devono conoscere i pericoli che caratterizzano le Procedura di saldatura o
taglio. La formazione e una corretta supervisione sono elementi imluceanti
per un luogo di lavoro sicuro. Conservare queste istruzioni come riferimento
per il futuro. Ulteriori informazioni relative alla sicurezza e all'uso sono indica-
te in ogni sezione.
!
Avvertenza
Questo prodotto contiene sostanze chimiche, compreso il piombo, o produ-
ce altrimenti sostanze chimiche che per lo Stato della California possono
causare cancri, difetti alla nascita e altri danni agli apparati riproduttivi.
Lavarsi le mani dopo essere entrati in contatto col prodotto.
LE SCOSSE ELETTRICHE POSSONO CAUSARE LESIONI O MORTE
L'acquirente è responsabile per la sicurezza nell'installazione, nel funzionamento e
nell'uso di tutti i prodotti acquistati, inclusa la conformità a tutti gli standard ISO
applicabili e alle norme locali vigenti nel paese di utilizzo. Non eseguire la manutenzione
o una riparazione mentre l'apparecchio è acceso. Non utilizzare l'apparecchio senza
gli isolanti o le coperture protettivi. La manutenzione o riparazione dell'apparecchio
deve essere effettuata solo da personale qualificato e/o competente.
Non collegare elettricamente gli elementi in tensione. Indossare sempre guanti per saldatura asciutti
in buone condizioni. Abbigliamento protettivo albuminizzato può essere integrato nel percorso
elettrico. Tenere bombole di ossigeno, catene, cavi, corde, gru e montacarichi lontano dai componenti
del percorso elettrico. È necessario controllare periodicamente i collegamenti a terra per verificare
che siano meccanicamente solidi ed elettricamente adeguati per la tensione necessaria. In caso di
operazioni di taglio/saldatura con corrente CA in condizioni di bagnato o in cui la traspirazione è
un fattore, si consiglia l'utilizzo di comandi automatici per ridurre la tensione a vuoto ed evitare il
rischio di scosse. Il contatto accidentale può essere evitato quando si utilizza una tensione di circuito
aperto superiore a 80 volt CA o 100 volt CC attraverso un isolamento adeguato o altri mezzi. Quando
occorre sospendere la saldatura per determinati periodi di tempo, ad esempio, durante la pausa
pranzo o la notte, tutti i portaelettrodi e gli elettrodi devono essere rimossi dal portaelettrodi ed è
necessario spegnere l'alimentazione per evitare il contatto accidentale. Tenere pistole di saldatura
MIG, portaelettrodi, torce TIG, torce al PLASMA ed elettrodi lontano da umidità e acqua. Consultare i
riferimenti relativi alla sicurezza e all'uso 1, 2 e 8.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
3
89250840IT
FUMI E GAS POSSONO ESSERE NOCIVI PER LA SALUTE
Durante l'utilizzo deve essere assicurata una ventilazione adeguata per rimuovere fumi
e gas e proteggere gli operatori e le altre persone nell'area. Vapori di solventi clorurati
possono formare il gas tossico "fosgene" se esposti a radiazioni ultraViolate di un arco
voltaico. Tutti i solventi, gli sgrassanti e le possibili fonti di questi vapori devono essere
rimossi dall'area operativa. Utilizzare i respiratori se la ventilazione non è adeguata per
rimuovere fumi e gas. L'ossigeno alimenta e accelera fortemente gli incendi e non deve mai essere
utilizzato per la ventilazione. Consultare i riferimenti relativi alla sicurezza e all'uso 1, 2, 3 e 4.
RADIAZIONI DELL'ARCO, SCORIE CALDE E SCINTILLE POSSONO DANNEGGIARE GLI OCCHI E
USTIONARE LA PELLE
I processi di saldatura e taglio producono calore estremo localizzato e raggi ultraViolati
forti. Non tentare mai di saldare/tagliare senza indossare una maschera per saldatura
con lenti adeguate a norma. Le lenti con indice di protezione tra 12 e 14 offrono la miglior
protezione dalle radiazioni emesse dall'arco. Se ci si trova in un'area limitata, impedire
che i raggi riflessi dall'arco penetrino nella maschera. Cortine schermate approvate e
occhiali appropriati devono essere utilizzati per proteggere le altre persone nell'area circostante. La
pelle va protetta dai raggi dell'arco, dal calore e dal metallo fuso. Indossare sempre guanti e abbigliamento
protettivi. Tutte le tasche devono essere chiuse e i polsini cuciti. Grembiuli, maniche, calze in pelle e
così via devono essere indossati per saldatura e taglio in posizione o per operazioni pesanti con grandi
elettrodi. Le scarpe da lavoro alte forniscono un'adeguata protezione dalle ustioni al piede. Per ulteriore
protezione, utilizzare ghette in pelle. Le persone che si apprestano a saldare o a tagliare non devono
usare prodotti infiammabili per capelli. Indossare tappi per le orecchie per proteggerle dalle scintille. Se
il lavoro lo permette, l'operatore dovrebbe operare in una cabina singola rivestita con materiale
poco riflettente, come ad esempio, l'ossido di zinco. Consultare i riferimenti relativi alla sicurezza
e all'uso 1, 2 e 3.
LE SCINTILLE DI SALDATURA POSSONO CAUSARE INCENDI ED ESPLOSIONI
I combustibili raggiunti da archi, fiamme, scintille volanti, scorie calde e materiali riscaldati
possono causare incendi ed esplosioni. Rimuovere i combustibili dall'area di lavoro e/o
prevedere un sistema di monitoraggio degli incendi. Evitare di indossare indumenti sporchi
di grasso o olio poiché potrebbero prendere fuoco con una scintilla. Tenere a luceata di
mano un estintore e imparare a utilizzarlo. Se il lavoro di saldatura/taglio deve essere eseguito su una
parete, un tramezzo, soffitto o tetto in metallo, devono essere prese precauzioni al fine di prevenire
l'innesco dei combustibili nelle vicinanze. Non saldare/tagliare container in cui sono conservati
combustibili. Tutte le intercapedini, le cavità e i container devono essere ventilati prima della saldatura
o del taglio per permettere la fuga di aria o gas. È raccomandato l'inserimento di gas inerte. Non utilizzare
mai l'ossigeno in una torcia per saldatura. Utilizzare esclusivamente gas inerti o miscele di gas inerti,
come richiesto dal processo. L'utilizzo di gas compressi combustibili può dare luogo a esplosioni che
possono causare lesioni o morte. La formazione di un arco su una bombola di gas compresso può
causare l'esplosione della bombola o danneggiarla. Consultare i riferimenti relativi alla sicurezza
e all'uso 1, 2, 5, 7 e 8.

4
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
RIFERIMENTI RELATIVI ALLA SICUREZZA E ALL'USO
1. Codice di errore of Federal Regulations (Codice dei Regolamenti Federali) (OSHA) Sezione 29,
Parte 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 e 1000. U.S. Government Printing
Office, Washington, DC 20402.
2. ANSI Z49.1-2012 "SICUREZZA in Saldatura, TAGLIO, and Allied Processes".
3. ANSI Z87.1-2015 "American National Standard for Occupational and Educational Personal
Eye and Face Protection Devices".
4. ANSI/ASSE Z88.2-2015 "American National Standard Practices for Respiratory Protection".
American National Standards Institute Inc., 1430 Broadway, New York, NY 10018.
5. AWS F4.1:2017. "Safe Practices for the Preparazione of Containers and Piping for Saldatura,
TAGLIO, and Allied Processes"
6. AWS C5.3:2000 (R2011) "Raccomandato Practices For Air Carbon Arc Incisione And TAGLIO".
American Saldatura Society, 8669 NW 36 Street, PO Box 130, Miami, Florida 33166-6672
7. NFPA 51B:2014 "Standard for Fire Prevention During Saldatura, TAGLIO, and Other Hot Work"
National Fire Protection Association (NFPA), 1 Batterymarch Park, Quincy, Massachusetts,
USA 02169-7471
8. NFPA-70:2017 "National Electrical Codice di errore". National Fire Protection Association
(NFPA), 1 Batterymarch Park, Quincy, Massachusetts, USA 02169-7471
9. CAN/CSA-W117.2-12 (R2017) "SICUREZZA in Saldatura BGV D1, taglio e processi affini".
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
5
89250840IT
SEZIONE 3: PRINCIPI FONDAMENTALI DEL
PROCESSO
Il processo di taglio esotermico SLICE utilizza una reazione chimica esotermica che brucia, fonde o
vaporizza la maggior parte del materiale. La reazione ha inizio con un arco elettrico o con una fonte di
energia alternata che fa accendere una bacchetta per taglio in acciaio. L'ossigeno fluisce attraverso
il centro della bacchetta.
Il design della bacchetta fa in modo che la combustione produca calore in eccesso ("esotermico")
che taglia il pezzo in lavorazione. Una volta avviata, la combustione proseguirà fPolliceé l'ossigeno
fluisce attraverso la bacchetta. Il calore che si crea fonde il materiale che viene tagliato. La velocità
dell'ossigeno attraverso la bacchetta rimuove il materiale fuso creando il solco o la LINEAa di taglio.
Questo processo di accensione ad arco ha luceato all'invenzione della torcia ossi-arco e alla
progettazione di apparecchiature destinate ad attività di costruzione e recupero subacquee.
L'arco elettrico che avvia la combustione può derivare da una fonte di alimentazione di saldatura che
fornisce almeno 100 amp, da una batteria da 12 volt al piombo acido o con una bassa impedenza
simile. Il processo di taglio può avvenire senza alimentazione, utilizzando solo il calore della reazione,
o con alimentazione, tagliando con un arco elettrico da una fonte di alimentazione di saldatura che
fornisce più calore.
STORIA
La bacchetta per taglio esotermico è una piccola lancia per ossigeno. Un esempio ottimale del triangolo
di combustione è dato considerando un lato essere il carburante (la lancia di acciaio), la sorgente di
ossigeno (l'ossigeno puro è propulsato attraverso la lancia), il calore di combustione (una fonte esterna
di calore). Tuttavia, quando la lancia perfora il bagno di sfridi, il bagno diventa la sorgente del calore
fino al momento in cui viene ritirata la lancia e allora la combustione si arresta.
Nel 1888 in un documento pubblicato veniva descritto il passaggio dell'ossigeno attraverso un tubo di
acciaio e il riscaldamento del tubo fino a diventare rosso vivo. Ciò che ne risultò fu il calore. Nel 1901
Ernst Henner deposita un brevetto tedesco relativo a un primo MODALITÀllolo di lancia per ossigeno
costituita da due tubi concentrici. Nel 1902 i documenti attestano che la lancia per ossigeno ha
sostituito le torce a olio e gas per l'apertura delle colate negli altiforni in acciaio. Da allora la lancia
per ossigeno è stata utilizzata per tagliare le strutture in pietra e calcestruzzo. Un esempio è dato
dal taglio di strutture in cemento armato come i bunker e le trappole anticarro costruiti in Europa
durante la Seconda Guerra Mondiale.
Un modo ideale per accendere la lancia, hanno scoperto gli operatori, era quello di utilizzare una
fonte di alimentazione di saldatura su un materiale conduttivo per far scoccare un arco e avviare la
combustione. Questo processo dava ottimi risultati nell'edilizia, anche nel fango e nell'acqua.
Intorno al 1940 la barra termica o lancia esotermica è stata COMMercializzata per la prima volta
come utensile per il taglio. Intorno al 1960 è stata introdotta una versione flessibile di cavo isolato.
Solo all'inizio del 1980 furono progettate barre termiche più piccole per essere utilizzate con torce
Manualei sia in superficie che sott'acqua. Adesso un'unità monopezzo consente un'esposizione
adeguata della superficie della bacchetta a un sistema di fornitura di ossigeno per eseguire un taglio
esotermico. Arcair, un marchio ESAB, è un'azienda Nicheler nella rimozione e nel taglio dei metalli
e distribuisce questa apparecchiatura per taglio esotermico con il nome COMMerciale Arcair SLICE.

6
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
SEZIONE 4: APPARECCHIATURA
4.01 TORCIA SLICE
La torcia SLICE, con la forma di una pistola, è un utensile che consente di afferrare la bacchetta
e di fornire ossigeno e alimentazione alla bacchetta di taglio. La torcia base include 3,05 m (10
piedi) di cavo elettrico e di tubo flessibile per l'ossigeno. Il cavo elettrico può condurre 200 amp in
un'operazione di taglio con alimentazione. Il tubo flessibile dell'ossigeno include un raccordo per
ossigeno di dimensione Standard ed è pronto per essere collegato al regolatore di ossigeno dell'utente.
Questa torcia standard ha una protezione per le mani flessibile, facilmente sostituibile se danneggiata;
inoltre, la torcia è modellata in una plastica Thermo super resistente.
È disponibile una prolunga opzionale per la bussola di chiusura da 152 mm (6") e una protezione della
prolunga del diametro di 152 mm (6") per ridurre l'usura e il danneggiamento della torcia durante la
perforazione. È, inoltre, disponibile un kit di adattatori da 9,5 mm (3/8") costituito da un mandrino
di serraggio, un dado per bussola di chiusura, una rondella e un parafiamma necessari per poter
adattare la torcia e utilizzare bacchette per taglio del diametro di 9,5 mm (3/8").
4.02 PERCUSSORE SLICE
Un percussore SLICE è disponibile per il taglio senza alimentazione. Il riscontro è un pezzo isolato
di piastra di rame con una superficie dentellata. Da graffiare lo stelo contro la piastra di rame di un
arco è iniziato e il processo di taglio inizia a. Usura di riscontro può essere estesa utilizzando la più
piccola porzione esposta della piastra di rame e aumentando gradualmente.
Percussore SLICE
Aperto 1”
Percussore SLICE
Aperto 2”
Percussore SLICE
Aperto per esteso
Il percussore SLICE è disponibile nella versione Standard con un cavo da 3,05 m (10 piedi).
4.03 CONFEZIONI SLICE
Confezione di servizio SLICE®
Include una custodia robusta per il trasporto. I collegamenti di potenza (solo batteria
da 12 volt), i morsetti della batteria a pinza rendono il collegamento elettrico rapido
e semplice. Il tubo flessibile per l'ossigeno industriale è collegato alla torcia; il tubo
flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia, e i raccordi standard
sono utilizzati per essere collegati a regolatori di ossigeno e collegamenti codificati
in base al colore.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
7
89250840IT
Pacco
batteria SLICE®
Robusta valigetta di alluminio; contiene gli utensili di base necessari per eseguire
un'operazione di taglio. Sistema di taglio autonomo si presta bene alle situazioni di
taglio di emergenza in cui contano i secondi. L'unità completa ha un peso di 34kg
(75 lbs). Vano di stoccaggio con sportello incernierato per lo stoccaggio delle parti
durante il trasporto. Collegamenti di potenza con connessione di tipo twistlock; semplici da collegare al
vano batteria sia per la torcia che per il percussore e i connettori codificati per colori. Il tubo flessibile
per l'ossigeno industriale è collegato alla torcia; il tubo flessibile "verde" standard industriale fornisce
l'ossigeno alla torcia. Raccordi standard utilizzati per collegare i regolatori di ossigeno.
Pacco
industriale SLICE®
Versatilità per applicazioni di tipo industriale. Carrello industriale capace di trasluceare
bombole di ossigeno con un diametro di 9". Confezionato insieme agli utensili di base
necessari per eseguire un'operazione di taglio: gruppo torcia SLICE, connettori da 3
m (10 piedi), gruppo percussore, regolatore dell'ossigeno, caricabatteria e supluceo
per bacchetta di taglio. Il tubo flessibile per l'ossigeno industriale è collegato alla
torcia; il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia, mentre i
raccordi standard sono utilizzati per essere collegati ai regolatori di ossigeno.
Pacco
completo SLICE®
Robusta valigetta di alluminio; contiene gli utensili di base necessari per
eseguire un'operazione di taglio. Il sistema di taglio autonomo si presta
bene alle situazioni di taglio di tipo di emergenza in cui i secondi contano.
L'unità completa ha un peso di 31,75 kg. Vano di stoccaggio con sluceello
incernierato per lo stoccaggio delle parti durante il trasluceo. Collegamenti
di potenza con connessione di tipo twistlock; semplici da collegare al vano
batteria sia per la torcia che per il percussore e i connettori codificati per
colori. il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia;
il tubo flessibile per l'ossigeno standard fornisce l'ossigeno alla torcia.
Raccordi Standard utilizzati per collegare i regolatori di ossigeno.
4.04 BACCHETTE DI TAGLIO
Le bacchette per taglio SLICE sono fatte di acciaio al carbonio, mediante la laminazione di un
nastro di acciaio in una bacchetta, e possono essere rivestite o meno. Il rivestimento è costituiti
da stabilizzatori dell'arco e da un legante. Tra i numerosi vantaggi dati dall'impiego di bacchette
rivestite con corrente, ci sono:
• Velocità di taglio più efficienti (più taglio per ogni pollice della bacchetta bruciata e più taglio
al minuto del tempo di combustione)
• Funzionamento più semplice della bacchetta
• Protezione da bruciature sul lato della bacchetta, soprattutto durante la perforazione

8
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
Dimensione della
bacchetta
Usi
1/4" x 22"
6.4 mm x 558.8 mm
Bacchette per taglio di dimensione Standard utilizzate in diversi tipi
di lavoro. Raccomandato per tutti i tagli lineari e per la maggior parte
delle applicazioni di taglio in generale. Rivestito o non rivestito.
1/4" x 44"
6.4 mm x 1117.6 mm
Utilizzato quando è necessaria una maggiore lunghezza per
raggiungere l'area di taglio o quando si forano in materiali più spessi
di 457,2 mm. Non rivestito.
3/8" x 18"
9.5 mm x 457.2 mm
Utilizzato per perforazioni difficili con un alesaggio grande. Rivestito o
non rivestito.
3/8" x 36"
9.5 mm X 914.4 mm
Utilizzato quando è necessaria lunghezza extra per completare
l'operazione di taglio. Non rivestito.
NOTA!
Tutte le torce per taglio SLICE vengono fornite pronte all'uso con bacchette
del diametro di 6,4 mm (1/4"). L'utilizzo di barre con un diametro di 9,5
mm (3/8") necessita del kit di conversione da 9,5 mm (3/8"), codice parte
94-463-032.
4.05 Componenti della SLICE
Art# A-13635
Figura 1: Torcia SLICE

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
9
89250840IT
Torcia SLICE
Leva della valvola
dell'ossigeno
Tubo essibile
dell'ossigeno
Cavo torcia
Antiritorno di
amma servoassistito
Dado bussola di chiusura
Connettore maschio nero
Cavo del percussore
Percussore SLICE
Art# A-13637IT
Connettore maschio rosso
Figura 2: Torcia e percussore SLICE
Art # A-13638IT
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Cam Lock terminale
femmina F/Torcia
Cam Lock
terminale femmina
F/Percussore
Pulsante di test
Ingresso CC
Indicatore di stato di guasto/carica
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figura 3: Batteria di accensione SLICE

10
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
4.06 Carica della sorgente di accensione
Ci sono 3 LED sul pannello di accensione (FAULT, CHARGING e CHARGED). Tutti i LED in verde indicano
lo stato di carica completa. Per la spiegazione dei display dei LED, fare riferimento alla Sezione 9.2 della
Guida ai display dei LED della sorgente di accensione. Per completare questi passaggi è necessario
l'alimentatore CA/CC (componente numero 96-076-043).
NOTA!
Si raccomanda che l'unità debba essere ricaricato dopo ogni uso o
quando lo stato di carica LED mostra il 50% o meno.
Carica della sorgente di accensione:
1. Premere il pulsante TEST sul pannello di accensione per verificare lo stato. Se i LED non sono
tutti verdi, eseguire le operazioni qui sotto.
2. IInserire il connettore di uscita dell'adattatore di alimentazione CA/CC nella presa di ingresso
CC sul pannello della sorgente di accensione e collegare il cavo di ingresso dell'adattatore di
alimentazione a una presa a muro da 120 V, 60 Hz o 240 V 50 Hz.
3. Tenere l'unità collegata alla presa fino a quando non è completamente carica. Il tempo di carica
può variare da 2 a 5 ore. Sul pannello della fonte di accensione, i LED ambra si illuminano
quando la carica è completa.
4. Scollegare il connettore dell'adattatore di alimentazione CA/CC dalla sorgente di accensione
e premere il pulsante di prova per confermare lo stato di carica completa. Tutti i LED faranno
una luce verde.

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
11
89250840IT
SEZIONE 5: DATI RELATIVI AL TAGLIO
Lo schema seguente aiuta a determinare le configurazioni ottimali per un impiego specifico come
risultato di approfondite prove di Lavoroatorio dell'apparecchiatura SLICE volte a determinare le
migliori velocità di taglio. GlI effettivi risultati di taglio ottenuti sul campo variano in base alle condizioni
e all'esperienza dell'utilizzatore. Impieghi diversi dell'apparecchiatura SLICE determinano risultati
diversi. Regolare le impostazioni per qualsiasi utilizzo. Utilizzare lo schema seguente come guida.
Una pressione di ossigeno pari a 551,6 kPa (80 psi) conferisce un taglio ottimale. Le stesse operazioni
possono richiedere pressioni di ossigeno maggiori o minori - minimo 275,8 kPa (40 psi); massimo
689,5 kPa (100 psi). Un amperaggio superiore a 200 amp non migliora la velocità di taglio.
Trovare il materiale giusto e lo spessore. Per materiali compositi o non inclusi nell'elenco, individuare
il tipo riluceato nell'elenco che più si avvicina al materiale che deve essere tagliato.
NOTA!
Tutti questi valori di taglio si basano su bacchette rivestite di fondente del
diametro di 6,4 mm (1/4"). Le velocità di taglio con bacchette nude da 6,4
mm (1/4") sono lievemente minori rispetto ai valori riluceati nel diagramma.
5.01 VELOCITÀ DI TAGLIO DEL MATERIALE
Tipo di materiale Spessore materiale
Lunghezza di taglio per pollice
della bacchetta utilizzata
Velocità di taglio
in(mm) in(cm) in/min cm/min
Acciaio al
carbonio
1/8 (3.2) 2.25 (5.7) 72 183
1/4 (6.4) 1.5 (3.8) 52 132
3/8 (9.5) 1.38 (3.5) 42 106
1/2 (12.7) 1.25 (3.2) 35 89
3/4 (19.1) .75 (1.9) 22 56
Inossidabile
1/8 (3.2) 2.0 (5.1) 65 165
1/4 (6.4) 1.13 (2.9) 36 91
Alluminio
1/4 (6.4) 1.75 (4.4) 58 147
3/8 (9.5) 1.25 (3.2) 38 97
3/4 (19.1) .75 (1.9) 23 58
SELEZIONI DI ESEMPI:
Il valore approssimativo di taglio/mm x quantità di taglio per asta = taglio per asta utilizzata.
Dati: taglio di 9,5 mm su alluminio con asta flussata da 6,4 mm
3,2 cm (1,25") x 48,3 cm (19") = 60,5 cm (23,8"). Valore approssimativo della durata di taglio/
arco min 97 cm (38")
Dati: Taglio di acciaio al carbonio da 6,4 mm (1/4") con bacchetta rivestita da 1/4"
1.5" (3.8 cm) x 19" (48.3 cm) = 28.5" (72.4 cm). Valore approssimativo della durata di taglio/arco
min = 52" (132 cm)

12
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
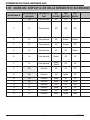
5.02 TIPI DI ELETTRODI PER IL TAGLIO
Le velocità di taglio riluceate in questo schema sono state ottenute utilizzando una pressione di
ossigeno di 551,6 kPa (80 psi) e bacchette per il taglio da 6,4 mm x 559 mm (1/4" x 22"). Queste
velocità rappresentano valori medi basati su diverse prove di taglio. Le effettive velocità di taglio
possono variare in base ai parametri utilizzati e al livello di competenza dell'operatore.
Cod. articolo
Diametro in
(mm)
Lunghezza
in (mm)
Rivestito
o non
rivestito.
Quantità di
confezioni
Ossigeno
Luceata Rate
CFM(CMM)
Tempo di
accensione
(sec)
42-049-002 1/4 (6.4) 22 (559) Rivestito 25 7.5 (.21) 40-45
42-049-003 1/4 (6.4) 22 (559) Rivestito 100 7.5 (.21) 40-45
43-049-002 1/4 (6.4) 22 (559) Non rivestito 25 7.5 (.21) 40-45
43-049-003 1/4 (6.4) 22 (559) Non rivestito 100 7.5 (.21) 40-45
43-049-005 1/4 (6.4) 44 (1117) Non rivestito 25 7.5 (.21) 80-90
42-049-005 3/8 (9.5) 18 (457) Rivestito 50 12 (.34) 30-35
43-049-007 3/8 (9.5) 18 (457) Non rivestito 50 12 (.34) 30-35
43-049-009 3/8 (9.5) 36 (914) Non rivestito 25 12 (.34) 60-70
5.03 TORCE PER TAGLIO SLICE
Cod.
articolo
Dimensione
cavo
Lunghezza
del cavo di
alimentazione
piedi (m)
Lunghezza
del tubo
flessibile
dell'ossigeno
m (piedi)
TAGLIO CON
CORRENTE
TAGLIO SENZA
ALIMENTAZIONE
03-003-010 #1
10 (3.05) 10 (3.05)
Raccomandato
Possono essere
utilizzati
03-003-011 #6 Solo un uso limitato Raccomandato
03-003-012 #10 Non raccomandato Raccomandato

ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
13
89250840IT
SEZIONE 6: OPERAZIONE
Il taglio esotermico SLICE utilizza il calore generato da una reazione chimica tra la bacchetta in
acciaio fusibile e il flusso di ossigeno attraverso la bacchetta. I dati di prova mostrano che l'ossigeno
è esiguo o assente. L'ossigeno non usato nella reazione rimuove il materiale fuso dall'area di taglio.
Questa azione crea il solco che consente l'avanzamento del taglio.
6.01 TAGLIO SENZA ALIMENTAZIONE
Il taglio eseguito senza alimentazione utilizza la reazione di calore generata dalla bacchetta e
dall'ossigeno per il taglio. Per iniziare questo tipo di taglio, accendere la bacchetta con una scintilla
provocata da una batteria da 12 volt o con una fonte di alimentazione di saldatura in grado di fornire
una sovracorrente di 100 amp. Una volta che la scintilla ha acceso la bacchetta, il percorso elettrico
è interrotto e il calore di reazione fonde il materiale tagliandolo.
Batteria
+ -
Torcia SLICE
Percussore
Fornitura dell'ossigeno
Art# A-13639IT
Figura 4: Taglio senza corrente
Il taglio senza alimentazione può essere realizzato in aree remote. Non occorrono apparecchiature
di supluceo e ingombranti fonti di alimentazione elettrica.
1. Collegare la torcia al terminale di una batteria da 12 volt o a una sorgente di saldatura a
corrente costante, quindi collegare il percussore o la piastra di percussione all'altro terminale.
Se si utilizza una sorgente di saldatura, impostare il livello di uscita a 100 amp.
2. Attivare il sistema di fornitura dell'ossigeno e impostare il regolatore secondo un'adeguata
pressione di esercizio. Inserire la bacchetta per il taglio nella bussola di chiusura e stringere
il dado.
3. Picchiettare la bacchetta per il taglio su una superficie dura non collegata a terra per
posizionare la bacchetta nella torcia.
4. Premere la leva della valvola dell'ossigeno della torcia e controllare l'eventuale presenza di
perdite intorno al dado della bussola di chiusura.

14
ATTREZZATURA PER TAGLIO ESOTERMICO SLICE
89250840IT
NOTA!
Se vi sono fuoriuscite di ossigeno, ripetere la procedura fPolliceé non ci
sono più perdite.
5. Tenere la torcia in una mano e il percussore con l'altra. Premere la leva dell'ossigeno e far
toccare la bacchetta per il taglio con il percussore.
6. Una volta che la bacchetta è accesa, rimuovere il percussore, quindi spostare la bacchetta
ardente sul pezzo in lavorazione e iniziare a tagliare.
NOTA!
Tenere la bacchetta per il taglio con un angolo di trascinamento compreso
tra 45° e 80° rispetto alla supercie del pezzo in lavorazione. L'angolo
dipende dallo spessore e dal tipo di materiale che deve essere tagliato.
7. Creare un contatto lieve tra la punta della bacchetta ardente e il pezzo in lavorazione man
mano che il taglio avanza. Questo posizionamento richiede due movimenti:
a. All'interno verso il pezzo in lavorazione man mano che la bacchetta si consuma
b. Nella direzione di taglio
Utilizzare un filtro protettivo per lenti #5 non essendoci alcun arco elettrico.
6.02 TAGLIO CON CORRENTE
Il taglio con corrente richiede un arco elettrico da un generatore per saldatura e aumenta il calore
generato esotermicamente. Per il taglio esotermico con alimentazione possono essere utilizzati quasi
tutti i generatori per saldatura a corrente costante. Il taglio con corrente è più rapido rispetto a quello
eseguito senza corrente.
Art# A-13111IT_AB
Torcia SLICE
Fornitura dell'ossigeno
+
-
Pezzo
Morsetto di terra
Generatore
Figura 5: Taglio con corrente
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34


































ESAB SLICE® NEW Exothermic Cutting Equipment Manuale utente
- Tipo
- Manuale utente
Documenti correlati
-
ESAB SLICE® Exothermic Cutting Equipment Manuale utente
-
-
ESAB 200i Dichiarazione di conformità
-
ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM Dichiarazione di conformità
-
ESAB HandyPlasma 35i Dichiarazione di conformità
-
-
ESAB Air Carbon-Arc Manuale utente
-
ESAB N7500 Gouging System Manuale utente
-
ESAB CSK4000 Air Carbon-Arc Manuale utente
-