
IT
Valid for serial no. 222-xxx-xxxx0461 314 001 IT 20130531
Aristo
Retrofit I/O Interface
Universal 255
Istruzioni per l'uso

- 2 -

- 3 -
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Equipaggiamento 6..........................................................
3 DATI TECNICI 6.....................................................
4 INSTALLAZIONE 6...................................................
4.1 Collocazione 7..............................................................
4.2 Istruzioni per il collegamento 8................................................
Altro 8...........................................................................
5 FUNZIONAMENTO 9.................................................
5.1 Attacchi e dispositivi di controllo 9.............................................
6 MANUTENZIONE 10...................................................
6.1 Controllo e pulizia 10.........................................................
7 INDIVIDUAZIONE DEI GUASTI 10......................................
8 ORDINAZIONE DEI PEZZI DI RICAMBIO 10.............................
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS 11..........
9.1 Connection table for I/O signals on robot side 11.................................
9.2 Input data I/O signals from robot controller to welding equipment 13.................
9.3 Output data I/O signals from the welding equipment to the robot controller 15........
SCHEMA 16.............................................................
NO. DI CODICE 18.......................................................
ACCESSORI 19..........................................................

© ESAB AB 2013
- 4 -
br08d1i
1 SICUREZZA
L'utilizzatore dell'apparecchiatura ESAB è responsabile delle misure di sicurezza per il personale
che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le
norme previste per questo tipo di apparecchiatura. Queste indicazioni sono da considerarsi un
complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l'attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all'operatore o all'impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l'uso e il funzionamento dell'apparecchiatura
S la posizione dell'arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l'attività di saldatura e taglio
2. L'operatore deve accertarsi:
S che nessun estraneo si trovi all'interno dell'area di lavoro dell'impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l'arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d'aria
4. Abbigliamento protettivo
S Usare sempre le attrezzature di protezione consigliate, come occhiali di sicurezza, abiti igni
fughi e guanti di sicurezza.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchiatura quando è
in esercizio.
IT

© ESAB AB 2013
- 5 -
br08d1i
ATTENZIONE
Leggere attentamente le istruzioni prima dell'installazione e dell 'uso.
I lavori effettuati con la saldatura ad arco e la fiamma ossidrica sono pericolosi. Procedere con cau
tela. Seguire le disposizioni di sicurezza basate sui consigli del fabbricante.
CHOCK ELETTRICO - Può essere mortale
S Installare e mettere a terra la saldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione ba
gnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS - Possono essere dannosi
S Tenere il volto lontano dai fumi.
S Ventilare l'ambiente e allontanare i fumi dall'ambiente di lavoro.
IL RAGGIO LUMINOSO - Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l'ambiente circostante con paraventi o schermature adeguate.
PERICOLO D'INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal luo
go.
RUMORE - Un rumore eccessivo può comportare lesioni dell'udito
S Proteggere l'udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO - Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
AVVERTENZA!
Leggere attentamente le istruzioni prima
dell'installazione e dell'uso.
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
Lo smaltimento delle apparecchiature elettroniche deve essere effettuato presso
la struttura di riciclaggio.
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono a fine vita operativa devono
essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad informarsi sulle stazioni di
raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
IT

© ESAB AB 2013
- 6 -
br08d1i
2 INTRODUZIONE
Retrofit I/O Interface Universal 255 controlla e converte i segnali CAN bus
dall'alimentatore al robot di saldatura ed è utilizzata con gli alimentatori controllati
mediante CAN bus quali Mig 4000i o Mig 5000i con I/O
U8
2
.
Retrofit I/O Interface Universal 255 converte i segnali analogici e digitali in
comunicazione field bus (CAN) e i segnali field bus in segnali digitali ed analogici.
2.1 Equipaggiamento
Retrofit I/O Interface Universal 255 è fornita con manuale di istruzioni, un cavo di
comando con connettore a spina a 48 poli e cavo 0 che collega l'interfaccia e
l'armadio del robot.
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
3 DATI TECNICI
Retrofit I/O Interface Universal 255
Tensione di rete (dal robot) 24 V CC
Fusibile 1 A
Collegamento del robot Presa di collegamento a 48 pin
Peso 6,1 kg
Dimensioni (l x p x a) 365 x 351 x 110 mm
Classe di protezione IP23
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l'infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
4 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente ad
destrato.
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti
domestici questo prodotto può provocare interferenze radio. É responsabilità dell'utente
adottare precauzioni adeguate.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso
dal punto di vista elettrico, utilizzare solo generatori adeguati a tale ambiente. Tali
generatori possono essere identificati mediante il simbolo .
IT

© ESAB AB 2013
- 7 -
br08d1i
4.1 Collocazione
Retrofit I/O Interface Universal 255 è installata sopra l'alimentatore. Togliere il
tappetino di gomma (C) posto sull'alimentatore e quindi far scorrere la flangia della
centralina di interfaccia (A) nei profili laterali (B) dell'alimentatore, come illustrato
nella figura sottostante.
IMPORTANTE! Avvitare le 3 viti poste sul frontale della centralina di interfaccia
sufficientemente a fondo da stabilire il collegamento elettrico. Verificare che si sia
stabilito il collegamento elettrico.
IT

© ESAB AB 2013
- 8 -
br08d1i
4.2 Istruzioni per il collegamento
Le descrizioni complete dell'alimentatore / gruppo trainafilo sono disponibili nei
manuali di istruzioni corrispondenti.
1 Cavi di collegamento dall'alimentatore di
saldatura al gruppo trainafilo.
4 Aristo U8
2
2 Collegamento CAN bus (Burndy a 12 poli)
dall'alimentatore di saldatura all'interfaccia
I/O.
5 Collegamento tra l'unità di alimentazione e
l'armadio del robot (cavo potenziale 0V)
3 Cavo di comando tra Retrofit I/O
Interface Universal 255 e controller del ro
bot
Altro
Cavo 0 da 6 mm
2
S Il cavo 0 da 6 mm
2
tra l'alimentatore e l'armadio del robot è lungo 15 m e deve essere
tagliato della lunghezza richiesta per l'installazione.
Tempo di avvio
S Il tempo di avvio della centralina di interfaccia quando la corrente/alimentazione è attivata
può essere ritardato fino a 1 minuto.
IT

© ESAB AB 2013
- 9 -
br08d1i
5 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attentamente prima dell'uso dell'impianto.
5.1 Attacchi e dispositivi di controllo
1 Spia (BIANCA), alimentazione
dal robot.
3 Fusibile / 1A 24 VDC dal robot
2 Attacco per i segnali alla/dalla pistola
saldatrice del robot (connettore spina a 48
poli)
4 Attacco per la stazione di pulizia torcia
5 Attacco per il cavo di alimentazione
dall'alimentatore (CAN bus a 12 pin)
Retrofit I/O Interface Universal 255 è collegata all’armadio del robot e
all'alimentatore.
La targhetta di omologazione si trova sul
retro della centralina di interfaccia.
IT

© ESAB AB 2013
- 10 -
br08d1i
6 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
Le piastre di sicurezza possono essere rimosse solo da personale autorizzato con
adeguate competenze nel settore elettrico.
AVVERTENZA!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l'acquirente tenti
di intervenire sul prodotto durante il periodo di garanzia al fine di correggere eventuali
difetti.
6.1 Controllo e pulizia
Controllare regolarmente che la centralina di interfaccia sia collegata elettricamente
all'alimentatore e che tutti i collegamenti siano eseguiti correttamente e non siano
difettosi.
7 INDIVIDUAZIONE DEI GUASTI
S La spia (bianca) sul frontale è spenta?
Controllare che il fusibile sia intatto.
S Assicurarsi che i cavi siano correttamente inseriti nei relativi connettori.
Le descrizioni complete dell'alimentatore, del gruppo trainafilo e del pannello di controllo sono
disponibili nei manuali di istruzioni corrispondenti.
8 ORDINAZIONE DEI PEZZI DI RICAMBIO
Retrofit I/O Interface Universal 255 sono disignate e collaudate secondo le norme inter
nazionali ed europee 60974-1 ed 60974-10. Dopo l'effettuata assistenza oppure ripara
zione è di responsabilità dell'agenzia di servizio di accertarsi che il prodotto non si dif
ferenzi dalle summenzionate vigenti norme.
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da
tecnici autorizzati dalla ESAB.
Utilizzare solo pezzi di ricambio originali ESAB.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l'ulti
ma pagina di questo documento.
* * *
NOTA! 9. LE DESCRIZIONI DEI COLLEGAMENTI E DELLE FUNZIONI DEI SEGNALI
I/O
sono disponibili solo in inglese e sono rivolte principalmente a chi si occupa
dell’integrazione e dell’installazione della centralina di interfaccia a pagina 11.
IT

- 11 -
br08d2e
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O Interface Universal is the interface between the welding robot and the
welding equipment. The Retrofit I/O Interface Universal converts the robot's I/O signals to
field bus signals to the welding equipment. The Retrofit I/O Interface Universal also
converts the field bus signals from the welding equipment to I/O signals to the welding
robot.
9.1 Connection table for I/O signals on robot side
Connection Cable number
Robot side
I/O Signals
H 8 Weld on
J 9 Gas purge
K 10 Inching wire
L 11 Reverse inching
wire
M 12 Air purge
N 13 0V = Quick stop
P 14 analogue active
R 15 Touch sense
S 16 Memory 1
T 17 Memory 2
U 18 Memory 4
V 19 Memory 8
X 21 Memory 16
W 20 Memory 32
Y 22 Memory 64
Z 23 Memory 128
E 5 Voltage reference
F 6 Wirefeed reference
G 7 0V reference to
robot
a 24 Arc acknow.
b 25 Touch sense resp.
c 26 0V = Machine error
d 27 Collision detect
e 28 Weld busy
f 29 Remote active
A 1 24V supply from
robot
B 2 0V supply from
robot
Shield Shield Ground
Input
Output
Power
General
Torch
Analogue
supply
Equipment
Equipment
cleaning
Input
stop
Equipment
Welding
Welding
Welding

- 12 -
br08d2e
v 30 G-Stop
u 31 G-Stop
p 32 G-Stop
q 33 G-Stop
g 34 Lubrication
h 35 Lubrication clea
ning
i 36 Lubrication finish

- 13 -
br08d2e
9.2 Input data I/O signals from robot controller to welding
equipment
Weld ON (Cable no 8)
The signal starts the welding process, but before the welding process starts the
quick stop and stop signals are checked to ensure that they are not active.
Quick stop (Cable no 13)
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop (low signal
0V) is required but it gives a normal burnback time to prevent the wire sticking in the
weld pool. The signal also blocks the start command.
Wire inching (Cable no 10)
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit is ramping up the wire feed speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas purge (Cable no 9)
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the gas pre-flow and gas post-flow functions. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.
Air purge (Cable no 12)
The signal controls the valve for air cleaning welding spatter.
Touch sense (Cable no 15)
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited, idle
voltage to see if the wire is in contact with the workpiece. On contact, the output
signal ”Touch sense response” is activated.

- 14 -
br08d2e
Analogue Active (Not availabe for the moment)
The signal is used to switch between the analogue and digital remote modes.
Analogue Active allows analogue control of the welding parameters, voltage, arc
voltage and the wire feed speed.
If the welding method SuperPulse is to be used, the ”analogue active” signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
”analogue active” is activated the robot controls arc voltage and wire feed speed
using analogue signals.
With the analogue active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters.
The pre-programmed welding data (schedules) is requested from the control box
U8
2
welding data memory.
Welding data (Memory) (Cable 16-23)
With the signals memory 1, 2, 4, 8, 15, 32, 64, 128 one accesses saved welding data
(schedules) in U8
2
I/O.
The binary coded combinations of these signals can be used to recall the memories
1-255 in the U8
2
I/O memory bank.
A complete set of welding data includes all settings that can be made in U8
2
I/O, see
the instruction manual for U8
2
.
Voltage reference (Cable no 5 - Not available at the moment)
This signal is used by the robot for analogue control of the welding voltage if
analogue active is selected. It stretches from 0-10V and corresponds to welding
voltage socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V
Wire feed speed reference signal (Cable no 6 - Not available at the moment)
The signal is used by the robot to make analogue adjustments to the wire feed
speed. The internal solution is 0.1 m/min.
Input voltage
0 V Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V Max. value for wire feed (normally 30 m /min)

- 15 -
br08d2e
9.3 Output data I/O signals from the welding equipment to the
robot controller
Arc acknowledge (Cable no 25)
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that only a short circuit is not sufficient to meet the
criteria. Normal delay from the first contact, which is acknowledged by the welding
arc (wire feed time for this after the first contact is established ) is in the range of 2 to
20 ms. If there is a poor start to the welding arc the ”Arc acknowledge” is further
delayed.
Touch sense response (Cable no 26)
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain ”touch sense response” the ”touch sense” input signal must
be activated.
Collision detect (Cable no 26)
The signal comes via the internal CAN bus from the feeding mechanism (RoboFeed).
The signal indicates that the robot's breaker has activated. The interface activates a
relay which breaks two safety loops from the robot, at which the robot orders a quick
stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine error (Cable no 27)
The signal is low (0V) when an error has been detected in the welding equipment.
Weld busy (Cable no 28)
This signal indicates when the welding equipment is occupied with welding. The
signal can be configurated in the U82 I/O configuration menu.
Remote active (Cable no 29)
Remote active is activated when remote is chosen in U8
2
.
General stop (Cable no 30-33)
Can be used as an electrical stop, to stop the servo motors on the robot, when
collision detect signal is low (0V).

© ESAB AB 2013
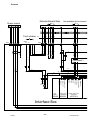
Schema
Com 0V
Com 0V
Wire 0-10V
Voltage 0-10V
0V
CAN HIGH
CAN LOW
24VR
0VR
24VR
0VR
Reserve
Reserve
Remote Active
Weld Busy
Filter board 1
Digital output from
equipment
Bus
resistor
External General Stop
Torch cleaner
C1
D
XS04
24VR
E
0VR
C B A
X1
X2
HL1
024023
3
4
R2
026025
5
6
A1
A2
R1
414
154
KL3062
101
603
102
505
103
401
XP01
A
X5
3
X5
1 2
B K L E G
i
XS03
h g G F E
45
J4
6
J1
1 2 3
53 17
KL9010
Power source
A
XS01
B K L E G
4
XP03
i h g v u p q
v u p q
224 223 221
222114
201
A1
A2
R2
022
G F E
W1
33323130
567
343536
KL2134:2
14 583276
612
711
815
27
d
d
315
613
712
415
615
614
714
713
X6
1 2 3 4
616
715
X7
1
2
Analog input
to equipment
Interface Box
Not available at the moment
- 16 -
br08dia

© ESAB AB 2013
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Memory 128
Memory 64
Memory 32
Memory 16
Reserve
Reserve
Reserve
Reserve
Filter board 2
Filter board 1
Digital input to
equipment
Digital input to
equipment
Digital input to
equipment
Digital output from
equipment
Robot
AP1
KL2134:1
104
304
105205
106
1001
KL1408:2
001
1808
002
1704
003
1607
004
1503
008
1101
KL1408:1
111
3
4
R1
011807
012
703
014
502
015405
016
301
BK5151
017
200
218
A1
A2
FU1
1A
018
124
c b a V U T S R N M K J H B A
123
J5
18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3
J6
2 1
4 5 6
J2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
J3
2 1
-+
24
V
0
V
12 56374812 56374814 583276
W2
4 3 1
Interface Box
7 2 3
N M K J H B Ac b a V U T S R
16171819
242526
606
904
15
13 12 10 9
8
2
1
14
11
LP
LP
010
013
28
e
e
29
f
f
005
1405
220302
12 563748
KL1408:3
AP1
AP2
J2
1
5
1
6
1
7
1
8
J5
4 3 2 1
Z Y X
Z Y X
212223 20
W
W
1504
1603
1701
1801
1806
1702
1605
1501
202
203
Shield
- 17 -
br08dia

Retrofit I/O Interface Universal 255
© ESAB AB 2013
No. di codice
- 18 -
br08o
Ordering no. Denomination Notes
0461 090 884 Retrofit I/O Interface Universal 255 Includes the Control cables, see on
page 19 and a Instruction manual.
0461 314 001 Instruction manual Retrofit I/O Interface Universal 255
0459 839 091 Spare parts list Retrofit I/O Interface Universal 255

Retrofit I/O Interface Universal 255
© ESAB AB 2013
Accessori
- 19 -
br08acc
Aristo
[
U8
2+
I/O ........................... 0460 820 883
Rebuilding kit Incl. Adapter (12 pole to 10 pole) .
Mig 4002, 5002 and 6502
0461 322 880
Extension cable (U8
2
, 7,5 m) ................. 0460 877 891
Control cable
Retrofit I/O to power source (1,7 m) ........... 0461 319 880 *
Control cable (7,5 m, 48-pole) ................. 0461 321 880
* Included in 0461 090 884 Retrofit I/O Interface Universal 255

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Aristo Retrofit I/O Interface Universal 255 Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
Documenti correlati
-
ESAB Retrofit I/O Interface Motoman – Aristo - For Motoman Manuale utente
-
ESAB Retrofit I/O Interface Robot S3 A350 - Aristo® For ABB Manuale utente
-
ESAB Mig 4004i Pulse WeldCloud™ Manuale utente
-
ESAB W82 Manuale utente
-
-
ESAB U82 Aristo Manuale utente
-
-
-