
IT
Valid for serial no. 606-xxx-xxxx0461 066 001 IT 20120828
Aristo
®
FeedMech 4804/
FeedControl
Istruzioni per l'uso

- 2 -

- 3 -
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Apparecchiatura 6...........................................................
3 DATI TECNICI 6.....................................................
4 INSTALLAZIONE 7...................................................
4.1 Resistenze terminali 7.......................................................
4.2 Esempio di un sistema di saldatura robotizzato 8................................
5 FUNZIONAMENTO 9.................................................
5.1 Collegamenti 10..............................................................
5.2 Protezione del flusso di gas (se previsto) 12.....................................
5.3 Pressione di trascinamento del filo 13...........................................
5.4 Sostituzione e inserimento del filo 13............................................
5.5 Sostituzione dei rulli di trascinamento 14........................................
6 MANUTENZIONE 14...................................................
6.1 Controllo e pulizia 15.........................................................
7 ORDINAZIONE DEI PEZZI DI RICAMBIO 15.............................
SCHEMA 16.............................................................
NO. DI CODICE 18.......................................................
PARTI DI USURA 20.....................................................
ACCESSORI 22..........................................................

© ESAB AB 2006
- 4 -
bm49d1ia
1 SICUREZZA
L'utilizzatore dell'apparecchiatura ESAB è responsabile delle misure di sicurezza per il personale
che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le
norme previste per questo tipo di apparecchiatura. Queste indicazioni sono da considerarsi un
complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l'attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all'operatore o all'impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l'uso e il funzionamento dell'apparecchiatura
S la posizione dell'arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l'attività di saldatura e taglio
2. L'operatore deve accertarsi:
S che nessun estraneo si trovi all'interno dell'area di lavoro dell'impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l'arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d'aria
4. Abbigliamento protettivo
S Usare sempre le attrezzature di protezione consigliate, come occhiali di sicurezza, abiti
ignifughi e guanti di sicurezza.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchiatura quando è
in esercizio.
IT

© ESAB AB 2006
- 5 -
bm49d1ia
ATTENZIONE
Leggere attentamente le istruzioni prima dell'installazione e dell 'uso.
I lavori effettuati con la saldatura ad arco e la fiamma ossidrica sono pericolosi. Procedere con cau
tela. Seguire le disposizioni di sicurezza basate sui consigli del fabbricante.
CHOCK ELETTRICO - Può essere mortale
S Installare e mettere a terra la saldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione ba
gnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS - Possono essere dannosi
S Tenere il volto lontano dai fumi.
S Ventilare l'ambiente e allontanare i fumi dall'ambiente di lavoro.
IL RAGGIO LUMINOSO - Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l'ambiente circostante con paraventi o schermature adeguate.
PERICOLO D'INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal luo
go.
RUMORE - Un rumore eccessivo può comportare lesioni dell'udito
S Proteggere l'udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO - Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
AVVERTENZA!
L'apparecchiatura di Class A non è destinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica di
alimentazione a bassa tensione. A causa di disturbi sia condotti che
radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi luoghi.
Lo smaltimento delle apparecchiature elettroniche deve essere effettuato presso
la struttura di riciclaggio.
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono a fine vita operativa devono
essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad informarsi sulle stazioni di
raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
IT

© ESAB AB 2006
- 6 -
bm49d1ia
AVVERTENZA!
Leggere attentamente le istruzioni prima
dell'installazione e dell'uso.
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
2 INTRODUZIONE
Il gruppo trainafilo è composto da un dispositivo di avanzamento ( Feedmech 4804)
e da un' unità elettronica separata (FeedControl).
Il gruppo trainafilo è adatto per eseguire una saldatura MIG/MAG in abbinamento a
un apparecchio robotizzato.
NOTA!
Il gruppo trainafilo utilizza il sistema di sicurezza del robot per ottenere la massima protezione
contro le interferenze.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina 22.
2.1 Apparecchiatura
Il gruppo trainafilo è fornito con un manuale di istruzioni, mentre l'unità di
avanzamento presenta un adesivo contenente le raccomandazioni riguardanti i
componenti soggetti ad usura.
3 DATI TECNICI
FeedMech 4804 FeedControl
Alimentazione elettrica 42 V 50-60 Hz 42 V 50-60 Hz
Potenza richiesta 378 VA 378 VA
Corrente motore I
max
9,0 A 9,0 A
Dati di regolazione
Velocità di trascinamento
del filo
0,8 - 25,0 m/min
Collegamento della pistola EURO
Dimensioni del filo
Fe
Ss
Al
Filo animato
0,6- 2,4 mm
0,6- 2,4 mm
1,0-1,6 mm
0,8- 2,4 mm
Temperatura di esercizio da -10 a +40° C da -10 a +40° C
Peso 9,7 kg 4,9 kg
Dimensioni (l x p x h) 383 x 161 x 287 mm 330 x 118 x 320 mm
Gas di protezione
pressione max
Gas per la saldatura MIG/MAG
5 Bar
Gas per la saldatura MIG/MAG
5 Bar
Massimo carico ammesso con
tempo caldo di saldatura
60%
tempo caldo di saldatura
100%
500 A
280 A
500 A
280 A
Classe di protezione IP2X IP2X
IT

© ESAB AB 2006
- 7 -
bm49d1ia
Fattore di intermittenza
Il fattore d'intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare o tagliare con un carico specifico. Il tempo caldo di saldatura è valido per una tem
peratura ambiente di 40° C.
Il tempo caldo di saldatura è valido a 40° C.
Classe di protezione
Il codice IPdefinisce la classe di protezione, vale a dire il grado di protezione dalla penetrazione di
corpi solidi e acqua. Gli apparecchi contrassegnati con IP 2X sono destinati all'uso al coperto.
4 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente ad
destrato.
Nota!
Requisiti dell'alimentazione elettrica di rete
A causa della corrente primaria prelevata dall'alimentazione di rete, l'apparecchiatura ad elevato
assorbimento potrebbe influenzare la qualità di alimentazione della rete. Pertanto, per alcuni tipi di
apparechiatura, potrebbero applicarsi restrizioni o requisiti di connessione relativi all'impedenza di
rete massima ammessa o alla capacità di alimentazione minima richiesta nel punto di
interfacciamento con la rete pubblica (vedere i dati tecnici). In questo caso, è di responsabilità
dell'installatore o dell'utente dell'apparecchiatura assicurare, previa consultazione con l'operatore
della rete di distribuzione, se necessario, che l'apparecchiatura possa essere di fatto collegata.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso
dal punto di vista elettrico, utilizzare solo generatori adeguati a tale ambiente.
Tali generatori possono essere identificati mediante il simbolo .
4.1 Resistenze terminali
Per evitare interferenze di comunicazione, le estremità del bus
CAN devono essere dotate di resistenze terminali.
La resistenza terminale viene fornita con il generatore.
Un'estremità del CAN bus si trova nel panello di controllo ed è
dotata di una resistenza terminale integrata.
L'altra estremità si trova nel FeedControl e deve essere dotata di
una resistenza terminale, come indicato nel disegno a destra.
IT

© ESAB AB 2006
- 8 -
bm49d1ia
4.2 Esempio di un sistema di saldatura robotizzato
A
H 0934
IT

© ESAB AB 2006
- 9 -
bm49d1ia
5 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attentamente prima dell'uso dell'impianto.
A
H 0935
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
ATTENZIONE!
Rischio di schiacciamento durante la sostituzione della bobina!
Non utilizzare guanti di sicurezza quando si inserisce il filo di saldatura tra i
rulli di trascinamento.
IT

© ESAB AB 2006
- 10 -
bm49d1ia
5.1 Collegamenti
FeedMech 4804
1 Interruttore per per la spurgo del gas 9 Collegamento al dispositivo di
avanzamento, 4 pin
2 Interruttore per inversione avanzamento
filo
10 Collegamento al dispositivo di
avanzamento, 8 pin
3 Interruttore per l'avanzamento a freddo del
filo
11 Collegamento per il refrigerante dal
generatore (gruppo di raffreddamento) -
BLU
4 Collegamento per il refrigerante diretto alla
pistola saldatrice - BLU
12 Collegamento per il refrigerante diretto al
generatore (gruppo di raffreddamento) -
ROSSO
5 Collegamento per il refrigerante
proveniente dalla pistola saldatrice -
ROSSO
13 Entrata getto d'aria per rimozione gocce di
saldatura
6 Uscita getto d'aria per rimozione gocce di
saldatura
14 Entrata del gas di protezione
7 Collegamento per i segnali da/verso la
pistola saldatrice
15 Collegamento per la corrente di saldatura
fornita dall'unità elettronica (OKC)
8 Collegamento per la pistola saldatrice 16 Targa
IT

© ESAB AB 2006
- 11 -
bm49d1ia
FeedControl
1 Spia di segnalazione bianca -
Alimentazione elettrica INSERITA
9 Targa
2 Collegamento dall'unità elettronica al
dispositivo di avanzamento
10 Collegamento per la resistenza terminale o
per avanzamento al gruppo trainafilo
successivo
3 Collegamento dall'unità elettronica al
dispositivo di avanzamento
11 Collegamento per il cavo di comando
proveniente dal generatore
4 Uscita getto d'aria per rimozione gocce di
saldatura
12 Entrata del gas di protezione
5 Collegamento per il refrigerante diretto alla
pistola saldatrice - BLU
13 Entrata getto d'aria per rimozione gocce di
saldatura
6 Collegamento per la corrente di saldatura)
fornita dal dispositivo di avanzamento
(OKC)
14 Collegamento per il refrigerante dal
generatore (gruppo di raffreddamento) -
BLU
7 Collegamento per il refrigerante
proveniente dalla pistola saldatrice -
ROSSO
15 Collegamento per la corrente di saldatura
fornita dal generatore (OKC)
8 Uscita del gas di protezione 16 Collegamento per il refrigerante diretto al
generatore (gruppo di raffreddamento) -
ROSSO
IT

© ESAB AB 2006
- 12 -
bm49d1ia
Simboli e funzioni
Spurgo dei gas
Per misurare il flusso del gas o spurgare i tubi flessibili del gas dall'aria e dall'umidità
prima di dare inizio alla saldatura. Lo spurgo dei gas si effettua dopo aver disattivato
la tensione e l'alimentazione del filo.
Inversione alimentazione filo
Per invertire il filo, ad esempio durante la sostituzione di una bobina.
Avanzamento
Per fare avanzare il filo senza attivare la tensione di saldatura.
Entrata getto d'aria per rimozione gocce di saldatura
Uscita getto d'aria per rimozione gocce di saldatura
Per pulire a spruzzo la punta di contatto della pistola di saldatura.
Entrata gas di protezione
Uscita gas di protezione
5.2 Protezione del flusso di gas (se previsto)
L'apparecchio di controllo del flusso di gas interrompere il processo di saldatura in
corso se il flusso di gas scende al di sotto di 3,5 l/min. Se ciò dovesse accadere, il
gruppo di comando causa la visualizzazione di un messaggio di errore.
IT

© ESAB AB 2006
- 13 -
bm49d1ia
5.3 Pressione di trascinamento del filo
Iniziare controllando che il filo sia ben teso nel guidafilo. Impostare quindi la
pressione sui rulli di pressione del dispositivo di alimentazione. E' importante che
la pressione non sia troppo elevata.
Figura 1 Figura 2
Per controllare che la pressione di alimentazione sia impostata correttamente,
svolgere il filo contro un oggetto isolato, ad esempio un pezzo di legno.
Tenendo la pistola a circa 5 mm dal pezzo di legno (figura 1), i rulli di
alimentazione slittano.
Tenendo la pistola a circa 50 mm dal pezzo di legno, il filo si piega (figura 2).
5.4 Sostituzione e inserimento del filo
S Aprire il pannello laterale.
S Scollegare il sensore di pressione piegandolo all'indietro in modo da far scorrere
i rulli di pressione verso l'alto.
S Svolgere e tendere 10-20 cm di nuovo filo. Con una lima eliminare dall'estremità
del filo le eventuali sbavature e gli spigoli vivi prima di inserire il filo stesso nel
dispositivo di avanzamento.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell'ugello di uscita o nella guida del filo.
S Fissare il sensore di pressione.
S Chiudere il pannello laterale.
IT

© ESAB AB 2006
- 14 -
bm49d1ia
5.5 Sostituzione dei rulli di trascinamento
S Spingere in basso il dispositivo di pressione (1) e
tirarlo verso di sé e verso l'alto.
S Estrarre il carrello (2).
S Rimuovere i bulloni a brugola (3) dell'ugello
intermedio e rimuovere l'ugello stesso.
S Allentare il bullone che fissa l'ugello di uscita
(4) e spingere indietro l'ugello.
S Rimuovere il bullone a brugola centrale (5).
S Allentare i due bulloni a brugola (6) di metà
giro.
S Estrarre i rulli di trascinamento (7).
Rimontare nell'ordine inverso.
Selezione della corretta scanalatura
dei rulli di trascinamento.
Non posizionare o posizionare una o
due rondelle del trascinatore tra la
rondella esterna e i rulli di
trascinamento. NB: Sostituire l'intero
carrello quando si sostituiscono i rulli di
pressione (8).
6 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
AVVERTENZA!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l'acquirente tenti
di intervenire sul prodotto durante il periodo di garanzia al fine di correggere eventuali
difetti.
IT

© ESAB AB 2006
- 15 -
bm49d1ia
6.1 Controllo e pulizia
Gruppo trainafilo
Controllare con regolarità che il gruppo trainafilo non sia ostruito da residui di
sporcizia.
S Per un funzionamento senza problemi del gruppo trainafilo, eseguire a intervalli
regolari la pulizia e la sostituzione dei componenti usurati del meccanismo di
avanzamento. Si noti che se si imposta un valore eccessivo di pre-tensiona
mento si può dare origine a un'usura eccessiva dei rulli di pressione, dei rulli di
trascinamento e della guida del filo.
Pistola saldatrice
S Per un funzionamento senza problemi della pistola saldatrice, eseguire a
intervalli regolari la pulizia e la sostituzione dei componenti usurati del
meccanismo di avanzamento. Pulire con regolarità la guida del filo con aria
compressa e pulire la punta di contatto.
7 ORDINAZIONE DEI PEZZI DI RICAMBIO
FeedMech 4804 / FeedControl is designed and tested in accordance with the interna
tional and European standards 60974-1, 60974-5 and 60974-10 . It is the obligation of
the service unit which has carried out the service or repair work to make sure that the
product still conforms to the said standard.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l'ulti
ma pagina di questo documento.
IT

© ESAB AB 2006
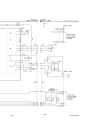
Schema
- 16 -
bm49e
FeedControl & FeedMech 4804

© ESAB AB 2006
- 17 -
bm49e

FeedMech 4804/FeedControl
© ESAB AB 2006
No. di codice
- 18 -
bm40o
Ordering no. Denomination Type Note
0461 070 881
0461 080 880
0459 839 007
Drive unit
Feed box
Spare parts list
Aristo
R
Feed Mech 4804
Aristo
R
Feed Control
12 pole
Technical documentation is available on the Internet at www.esab.com

- 19 -
p

FeedMech 4804/FeedControl
© ESAB AB 2006
Parti di usura
- 20 -
bm49whk1
HD = Heavy Duty
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm
Ø 3.4 mm steel for 2.0-2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6-1.2 0.6-0.8 0.9-1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4-1.6 1.4-1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller Fe, Ss & cored 0.9-1.6 0.9-1.0 1.2 1.4-1.6 V 6
0366 966 882 Feed Roller Cored 1.2-2.0 1.2 1.4-1.6 2.0 V-Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V-Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0-1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø 0.6 - 1.2 mm V 1
0366 902 900 Bogey (HD) Fe, Ss & cored Ø 0.9 - 1.6 mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø 1.4 - 2.4 mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø 1.2 mm V .045 / 7
0366 902 882 Bogey (HD) Cored Ø 1.2 - 2.0 mm V-Knurled 3
0366 902 883 Bogey (HD) Cored Ø 2.4 mm V-Knurled 4
0366 902 899 Bogey (HD) Al Ø 1.0 - 1.6 mm U U4
0366 902 886 Bogey (HD) Al Ø 1.2 mm x 3 U -
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm copper for 1.2-2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm steel for 1.2-2.0 mm
Ø 4 mm steel for 2.4 mm
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB FeedControl - Aristo Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
Documenti correlati
-
ESAB FeedControl - Aristo Manuale utente
-
ESAB Feed 3004, Feed 4804 - Origo™ Feed 3004, Origo™ Feed 4804, Aristo® Feed 3004, Aristo® Feed 4804 Manuale utente
-
-
ESAB Feed 4804 - Aristo Manuale utente
-
-
ESAB Feed 304 M13 Manuale utente
-
ESAB Feed 304 M12 Manuale utente
-
ESAB ESABFeed 48-4 M13 Manuale utente
-
ESAB ESABFeed 30-4 M12 Manuale utente
-
ESAB Feed 30-4 M14, Feed 48-4 M14 Manuale utente