
IT
Valid for serial no. 620-xxx-xxxx, 917-xxx-xxxx0459 162 101 IT 20120904
Origo™ M13
Feed 304
Feed 484
Istruzioni per l'uso

- 2 -

- 3 -
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Apparecchiatura 6...........................................................
3 DATI TECNICI 6.....................................................
4 INSTALLAZIONE 7...................................................
4.1 Istruzioni di sollevamento 8...................................................
5 FUNZIONAMENTO 8.................................................
5.1 Collegamenti e dispositivi di controllo 9.........................................
5.2 Collegamento per l'acqua 10...................................................
5.3 Procedura d'avvio 10.........................................................
5.4 Spiegazione delle funzioni 10..................................................
5.5 Pressione di trascinamento del filo 11...........................................
5.6 Sostituzione / caricamento del filo in Feed 304 12................................
5.7 Sostituzione / caricamento del filo in Feed 484 12................................
5.8 Sostituzione dei rulli di trascinamento in Feed 304 12.............................
5.9 Sostituzione dei rulli di trascinamento in Feed 484 13.............................
6 MANUTENZIONE 13...................................................
6.1 Controllo e pulizia 13.........................................................
7 ORDINAZIONE DEI PEZZI DI RICAMBIO 14.............................
SCHEMA 16.............................................................
NO. DI CODICE 21.......................................................
PARTI DI USURA 22.....................................................
ACCESSORI 26..........................................................

© ESAB AB 2002
- 4 -
bm34d1ia
1 SICUREZZA
L'utilizzatore dell'apparecchiatura ESAB è responsabile delle misure di sicurezza per il personale
che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le
norme previste per questo tipo di apparecchiatura. Queste indicazioni sono da considerarsi un
complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l'attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all'operatore o all'impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l'uso e il funzionamento dell'apparecchiatura
S la posizione dell'arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l'attività di saldatura e taglio
2. L'operatore deve accertarsi:
S che nessun estraneo si trovi all'interno dell'area di lavoro dell'impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l'arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d'aria
4. Abbigliamento protettivo
S Usare sempre le attrezzature di protezione consigliate, come occhiali di sicurezza, abiti
ignifughi e guanti di sicurezza.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchiatura quando è
in esercizio.
AVVERTENZA!
Leggere attentamente le istruzioni prima
dell'installazione e dell'uso.
AVVERTENZA!
L'apparecchiatura di Class A non è destinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica di
alimentazione a bassa tensione. A causa di disturbi sia condotti che
radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi luoghi.
IT

© ESAB AB 2002
- 5 -
bm34d1ia
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
ATTENZIONE
Leggere attentamente le istruzioni prima dell'installazione e dell 'uso.
I lavori effettuati con la saldatura ad arco e la fiamma ossidrica sono pericolosi. Procedere con cau
tela. Seguire le disposizioni di sicurezza basate sui consigli del fabbricante.
CHOCK ELETTRICO - Può essere mortale
S Installare e mettere a terra la saldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione ba
gnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS - Possono essere dannosi
S Tenere il volto lontano dai fumi.
S Ventilare l'ambiente e allontanare i fumi dall'ambiente di lavoro.
IL RAGGIO LUMINOSO - Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l'ambiente circostante con paraventi o schermature adeguate.
PERICOLO D'INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal luo
go.
RUMORE - Un rumore eccessivo può comportare lesioni dell'udito
S Proteggere l'udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO - Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
Lo smaltimento delle apparecchiature elettroniche deve essere effettuato presso
la struttura di riciclaggio.
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono a fine vita operativa devono
essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad informarsi sulle stazioni di
raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
IT

© ESAB AB 2002
- 6 -
bm34d1ia
2 INTRODUZIONE
I gruppi trainafilo Feed 304 e Feed 484 con pannello di
controllo M13 sono adatti per eseguire una saldatura
MIG/MAG-mediante collegamento a generatori
estremamente adattabili.
Sono disponibili in diverse varianti; vedere a pagina 21.
I gruppi trainafilo sono sigillati e includono meccanismi di
traino a quattro rulli e i necessari comandi elettronici.
Possono essere utilizzati unitamente al filo su MarathonPact di ESAB oppure con
bobina di filo (standard Ø 300 mm, accessorio Ø 440 mm).
Il gruppo trainafilo può essere utilizzato in vari modi: installato sul generatore,
sospeso al di sopra della postazione di lavoro, montato su braccio di supporto o su
altro supporto a pavimento con o senza ruote.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina
26.
2.1 Apparecchiatura
Il gruppo trainafilo Feed 304 viene fornito completo di:
S Manuale istruzioni
S Adesivi contenenti raccomandazioni riguardanti i componenti soggetti ad usura.
Il gruppo trainafilo Feed 484 viene fornito completo di:
S Distanziale (4)
S Chiave esagonale (4 mm)
S Manuale istruzioni
S Adesivi contenenti raccomandazioni riguardanti i componenti soggetti ad usura.
3 DATI TECNICI
Feed 304 Feed 484
Alimentazione elettrica 42 V 50 - 60 Hz 42 V 50 - 60 Hz
Potenza richiesta 336 VA 378 VA
Corrente motore I
max
8 A 9 A
Dati di regolazione
Velocità di trascinamento del filo
Tempo di bruciatura finale del filo
Tempo di riempimento crateri
Avvio micrometrico
2/4 tempi
1,9 -25,0 m/min.
0 -0,5 s
0 -5,1 s
OFF oppure ON
a 2 o a 4 tempi
1,9 -25,0 m/min.
0 -0,5 s
0 -5,1 s
OFF oppure ON
a 2 o a 4 tempi
Collegamento della pistola EURO EURO
Diametro max. della bobina del filo 300 mm (*440mm) 300 mm (*440mm)
IT

© ESAB AB 2002
- 7 -
bm34d1ia
Feed 484Feed 304
Dimensioni del filo 0,6 -1,6 mm 0,6 -2,4 mm
Peso
versione base
con portabobina sigillato
11,5 kg
15 kg
14,5 kg
19 kg
Dimensioni (l x p x h)
versione base
con portabobina sigillato
380 x 275 x 400 mm
690 x 275 x 420 mm
380 x 275 x 400 mm
690 x 275 x 420 mm
Gas di protezione
pressione max
Tutti i tipi sono adatti per
eseguire la sald. MIG/MAG
5 bar
Tutti i tipi sono adatti per
eseguire la sald. MIG/MAG
5 bar
Refrigerante
pressione max
50% acqua / 50% glicole
5 bar
50% acqua / 50% glicole
5 bar
Carico ammissibile a
tempo caldo di saldatura 60%
630 A 630 A
Classe di protezione IP23 IP23
* Accessori, vedere pagina 26.
Fattore di intermittenza
Il fattore d'intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare o tagliare con un carico specifico. Il tempo caldo di saldatura è valido per una tem
peratura ambiente di 40° C.
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l'infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
4 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente ad
destrato.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso
dal punto di vista elettrico, utilizzare solo generatori adeguati a tale ambiente.
Tali generatori possono essere identificati mediante il simbolo .
IT

© ESAB AB 2002
- 8 -
bm34d1ia
4.1 Istruzioni di sollevamento
Per il numero di ordinazione della vite ad occhio vedere a pagina 26.
Attenzione! Se viene utilizzato un altro dispositivo di montaggio, è necessario
isolare tale dispositivo dal gruppo trainafilo.
5 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attentamente prima dell'uso dell'impianto.
ATTENZIONE!
Assicurarsi che i pannelli laterali siano chiusi durante il funzionamento.
ATTENZIONE!
Per evitare che la bobina esca dal mozzo. Bloccare la
bobina con il volantino rosso, secondo il cartello (vedi
figura a destra) posizionato accanto al mozzo del freno.
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
ATTENZIONE!
Rischio di schiacciamento durante la sostituzione della bobina!
Non utilizzare guanti di sicurezza quando si inserisce il filo di saldatura tra i
rulli di trascinamento.
IT

© ESAB AB 2002
- 9 -
bm34d1ia
ATTENZIONE!
Rischio di ribaltamento in caso di collegamento di un dispositivo di scarico
all'alimentatore dell'elettrodo. Imbracare il trasformatore, specialmente se il suolo
è irregolare oppure in pendenza.
ATTENZIONE! Durante gli spostamenti dell'apparecchio utilizzare l'apposita
maniglia. Non puntare mai la pistola contro qualcuno.
5.1 Collegamenti e dispositivi di controllo
1 Display 9 Attacco per la pistola saldatrice
2 Manopola per la regolazione della tensione 10 Interruttore di selezione 2 tempi / 4 tempi
3 Manopola per regolazione del tempo di
riempimento crateri
11 Manopola per la regolazione del tempo di
bruciatura finale
4 Interruttore di spegnimento / accensione
(OFF / ON) del riempimento dei crateri
12 Collegamento per la corrente di saldatura
fornita dal generatore (OKC)
5 Manopola per la regolazione della velocità
trainafilo.
13 Collegamento per il cavo di comando pro
veniente dal generatore
6 Collegamento per telecomando 14 Collegamento ROSSO per l'acqua di raf
freddamento al generatore (gruppo di raf
freddamento)
7 Collegamento BLU, con ELP* per il refri
gerante diretto alla pistola saldatrice
15 Collegamento BLU per l'acqua di raffred
damento dal generatore (gruppo di raffred
damento)
8 Attacco ROSSO per l'acqua di raffredda
mento proveniente dalla pistola saldatrice
16 Collegamento del gas protettivo
ATTENZIONE! Il display (strumento digitale) e i collegamenti per l'acqua sono disponibili solo in al
cuni modelli.
* ELP = ESAB Logic Pump, vedere punto 5.2.
IT
© ESAB AB 2002
- 10 -
bm34d1ia
5.2 Collegamento per l'acqua
Quando si collega una pistola saldatrice raffreddata ad acqua, l'interruttore
dell'alimentazione elettrica del generatore deve essere posizionato su Off e
l'interruttore del gruppo di raffreddamento deve esse posizionato su “ELP/0”.
Il gruppo trainafilo con il collegamento per l'acqua è dotato di un sistema di
rilevamento per l'acqua, ELP (ESAB Logic Pump), che rileva l'effettivo collegamento
dei tubi dell'acqua. All'avvio, la pompa dell'acqua si accende automaticamente.
Il rilevamento dell'acqua funziona solo con generatori dotati di dispositivo ELP.
5.3 Procedura d'avvio
Quando viene attivata l'alimentazione del filo, il generatore fornisce tensione di
saldatura.
Se entro tre secondi non arriva corrente di saldatura, il generatore arresta la
tensione. L'alimentazione del filo continua fino a quando l'interruttore delle pistola
saldatrice viene spento.
5.4 Spiegazione delle funzioni
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il filo di
apporto inizia a rallentare e quello in cui il generatore disattiva la tensione di
saldatura. Un tempo di bruciatura finale del filo troppo breve causa un inceppamento
del filo di apporto, che rischia di incollarsi nel bagno di fusione mentre si solidifica.
Un tempo di bruciatura finale del filo troppo lungo riduce il rischio di inceppamento
ma aumenta quello relativo alla scarica elettrica dell'arco sulla punta di contatto del
filo.
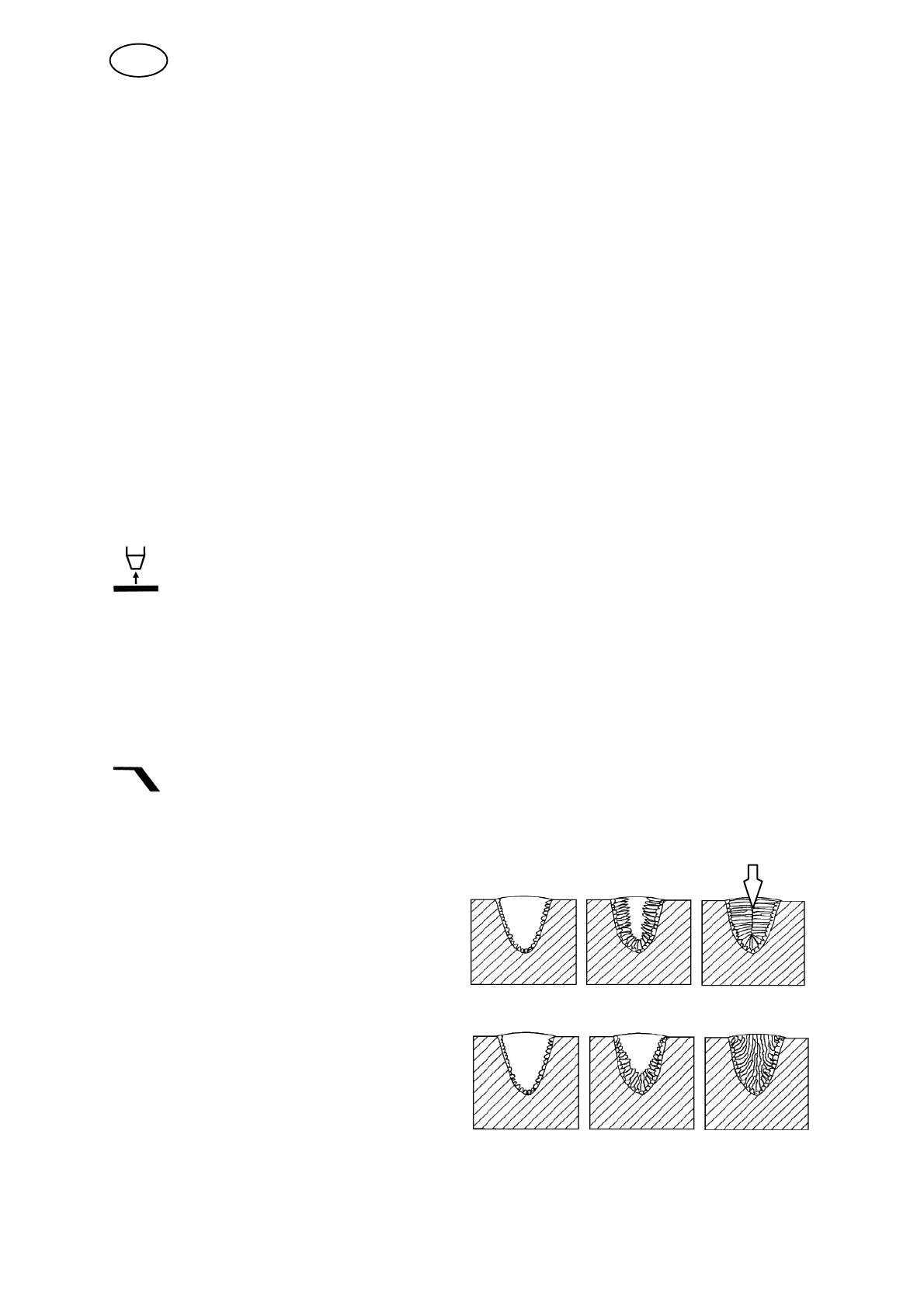
Riempimento crateri
Il riempimento dei crateri evita la porosità, la criccatura e la formazione dei crateri al
termine della saldatura.
La Figura 1 illustra un'interruzione della
saldatura e l'aprirsi di criccature o crateri
nella parte centrale solidificata a causa
della contrazione dovuta al processo di
solidificazione.
Fig. 1. Dopo la saldatura senza riempimento crateri
La Figura 2 mostra che l'arco continua
ad emanare un certo calore mentre il
bagno di saldatura si solidifica. Ciò mo
difica il processo di solidificazione, per
cui la parte del bagno di saldatura che si
solidifica per ultima finisce per trovarsi
sulla parte superiore e in tal modo si evi
ta la formazione di crateri.
Fig. 2. Dopo la saldatura con riempimento crateri
IT

© ESAB AB 2002
- 11 -
bm34d1ia
a 2 tempi
Con l'impostazione 2 tempi, l'alimentazione del filo inizia quando si preme il grilletto
della pistola saldatrice e termina quando lo si rilascia.
a 4 tempi
Con l'impostazione 4 tempi, il flusso di gas inizia quando si preme il grilletto e
l'alimentazione del filo inizia quando lo si rilascia. Il processo di saldatura continua
finché l'interruttore viene premuto nuovamente, l'alimentazione del filo si arresta e
quando viene rilasciato l'interruttore cessa il flusso del gas.
Avvio micrometrica
Avvio micrometrica significa che l'alimentazione del filo avviene a velocità limitata
finché non entra in contatto elettrico con il pezzo da saldare, quindi la velocità
aumenta fino a raggiungere il valore preimpostato.
Velocità di trascinamento del filo
Regola la velocità di trascinamento necessaria del filo di apporto espressa in
m/minuto.
5.5 Pressione di trascinamento del filo
Iniziare controllando che il filo sia ben teso nel guidafilo. Impostare quindi la
pressione sui rulli di pressione del dispositivo di alimentazione. E' importante che
la pressione non sia troppo elevata.
Figura 1 Figura 2
Per controllare che la pressione di alimentazione sia impostata correttamente,
svolgere il filo contro un oggetto isolato, ad esempio un pezzo di legno.
Tenendo la pistola a circa 5 mm dal pezzo di legno (figura 1), i rulli di
alimentazione slittano.
Tenendo la pistola a circa 50 mm dal pezzo di legno, il filo si piega (figura 2).
IT

© ESAB AB 2002
- 12 -
bm34d1ia
5.6 Sostituzione / caricamento del filo in Feed 304
S Aprire il pannello laterale.
S Scollegare il sensore di pressione piegandolo all'indietro in modo da far scorrere
i rulli di pressione verso l'alto.
S Estrarre da 10 a 20 cm del nuovo filo, quindi inserirlo nel gruppo trainafilo dopo
avere eliminato dalla sua estremità con una lima le eventuali sbavature e gli
spigoli vivi.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell'ugello di uscita o nella guida del filo.
S Fissare il sensore di pressione.
S Chiudere il pannello laterale.
5.7 Sostituzione / caricamento del filo in Feed 484
S Aprire il pannello laterale.
S Spingere verso il basso il dispositivo di pressione, quindi tirarlo verso di sé e
verso l'alto.
S Estrarre il carrello.
S Estrarre da 10 a 20 cm del nuovo filo, quindi inserirlo nel gruppo trainafilo dopo
avere eliminato dalla sua estremità con una lima le eventuali sbavature e gli
spigoli vivi.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell'ugello di uscita o nella guida del filo.
S Reinstallare il carrello.
S Chiudere il pannello laterale.
5.8 Sostituzione dei rulli di trascinamento in Feed 304
S Aprire il pannello laterale.
S Scollegare il sensore di pressione (1) piegandolo
all'indietro in modo da far scorrere i rulli di
pressione verso l'alto.
S Scollegare i rulli di pressione (2) ruotando l'assale
(3) per 1/4 di giro in senso orario ed estraendo
l'assale. I rulli di pressione si scollegano.
S Scollegare i rulli di trascinamento (4) svitando i dadi
(5) ed estraendo i rulli.
Durante l'installazione, eseguire nell'ordine inverso i passi
descritti sopra.
Scelta delle scanalature dei rulli di trascinamento
Ruotare il rullo di trascinamento in modo che la tacca delle
dimensioni relative alla scanalatura selezionata sia rivolta verso
di sé.
IT

© ESAB AB 2002
- 13 -
bm34d1ia
5.9 Sostituzione dei rulli di trascinamento in Feed 484
S Aprire il pannello laterale.
S Spingere verso il basso il dispositivo di pressione
(1), quindi tirarlo verso di sé e verso l'alto.
S Estrarre il carrello (2).
S Svitare le viti a brugola (3) presenti sul supporto
dell'ugello intermedio e rimuovere il supporto.
S Allentare la vite dell'ugello di uscita (4) e
spingere indietro l'ugello.
S Svitare completamente la vite a brugola centrale
(5).
S Svitare di mezzo giro le due viti a brugola esterne (6).
S Estrarre i rulli di trascinamento (7).
Durante l'installazione, eseguire nell'ordine inverso i passi
descritti sopra.
Scelta delle scanalature dei rulli di trascinamento
Posizionare tra la rondella esterna e il
rullo di trascinamento un numero di
rondelle del trascinatore compreso fra
zero e due. Attenzione! Quando si
sostituiscono i rulli di pressione (8),
occorre sostituire tutto il carrello.
6 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
AVVERTENZA!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l'acquirente tenti
di intervenire sul prodotto durante il periodo di garanzia al fine di correggere eventuali
difetti.
6.1 Controllo e pulizia
Gruppo trainafilo
Controllare con regolarità che il gruppo trainafilo non sia ostruito da residui di
sporcizia.
S Per un funzionamento senza problemi del gruppo trainafilo, eseguire a intervalli
regolari la pulizia e la sostituzione dei componenti usurati del meccanismo di
avanzamento. Si noti che se si imposta un valore eccessivo di pre-tensiona
mento si può dare origine a un'usura eccessiva dei rulli di pressione, dei rulli di
trascinamento e della guida del filo.
IT

© ESAB AB 2002
- 14 -
bm34d1ia
Il mozzo del freno
Il mozzo viene regolato al momento della
consegna da parte del fabbricante; se è
necessario regolarlo nuovamente, procedere
come segue. Regolare il mozzo del freno in modo
che il filo risulti leggermente lento quando si
arresta il trascinamento.
S Regolazione della coppia frenante:
S Ruotare la maniglia rossa in posizione di blocco.
S Inserire un cacciavite nelle molle del mozzo.
Ruotare le molle in senso orario per ridurre la coppia frenante.
Ruotare le molle in senso antiorario per aumentare la coppia frenante.
NB: Regolare entrambe le molle ruotandole dello stesso valore.
Pistola saldatrice
S Per un funzionamento senza problemi della pistola saldatrice, eseguire a
intervalli regolari la pulizia e la sostituzione dei componenti usurati del
meccanismo di avanzamento. Pulire con regolarità la guida del filo con aria
compressa e pulire la punta di contatto.
7 ORDINAZIONE DEI PEZZI DI RICAMBIO
Feed 304, Feed 484 sono disignate e collaudate secondo le norme internazionali ed
europee IEC-/ EN 60974-5 ed IEC- / EN 60974-10. Dopo l'effettuata assistenza oppure
riparazione è di responsabilità dell'agenzia di servizio di accertarsi che il prodotto non
si differenzi dalle summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l'ulti
ma pagina di questo documento.
IT

- 15 -
p

© ESAB AB 2002
Schema
- 16 -
bm34e11a
Feed 304 M13 valid for serial no 620-xxx-xxxx
Feed 484 M13 valid for serial no
620-xxx-xxxx and 917-xxx-xxxx

© ESAB AB 2002
- 17 -
bm34e11a

© ESAB AB 2002
- 18 -
bm34e11a
Feed 304 M13 valid for serial no 917-xxx-xxxx

© ESAB AB 2002
- 19 -
bm34e11a

- 20 -
p
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































ESAB Feed 304 M13 Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
Documenti correlati
-
ESAB Feed 304 M12 Manuale utente
-
ESAB Feed 302 M11 Manuale utente
-
ESAB Feed 30-4 M14, Feed 48-4 M14 Manuale utente
-
-
ESAB Feed 3004, Feed 4804 - Origo™ Feed 3004, Origo™ Feed 4804, Aristo® Feed 3004, Aristo® Feed 4804 Manuale utente
-
ESAB Feed 4804 - Aristo Manuale utente
-
-
-
ESAB FeedControl - Aristo Manuale utente
-
ESAB AristoFeed 30-4 Manuale utente