Elektra Beckum MIG MAG 232 EP Operating Instructions Manual
- Categoria
- Sistema di saldatura
- Tipo
- Operating Instructions Manual
Questo manuale è adatto anche per
La pagina si sta caricando...

D DEUTSCH ENG ENGLISH
KONFORMITÄTSERKLÄRUNG DECLARATION OF CONFORMITY
Wir erklären in alleiniger Verantwortlichkeit, dass dieses Produkt mit
den folgenden Normen übereinstimmt* gemäß den Bestimmungen der
Richtlinien**
We herewith declare in our sole repsonsibility that this product
complies with the following standards* in accordance with the
regulations of the undermentioned Directives**
F FRANÇAIS NL NEDERLANDS
DECLARATION DE CONFORMITE CONFORMITEITSVERKLARING
Nous déclarons, sous notre seule responsabilité, que ce produit est en
conformité avec les normes ou documents normatifs suivants* en vertu
des dispositions des directives **
Wij verklaren als enige verantwoordelijke, dat dit product in
overeenstemming is met de volgende normen*
conform de bepalingen van de richtlijnen**
IT ITALIANO ES ESPAÑOL
DICHIARAZIONE DI CONFORMITÀ DECLARACION DE CONFORMIDAD
Noi dichiariamo sotto la nostra esclusiva responsabilità che il presente
prodotto è conforme alle seguenti norme* in conformità con le
disposizioni delle normative **
Declaramos bajo nuestra exclusiva responsabilidad, que el presente
producto cumple con las siguientes normas* de acuerdo a lo dispuesto
en las directrices**
PT PORTUGU
Ê
S SV SVENSKA
DECLARAÇÃO DE CONFORMIDADE
F
Ö
RS
Ä
KRAN OM
Ö
VERENSST
Ä
MMELSE
Declaramos sob nossa responsabilidade que este produto está de
acordo com as seguintes normas* de acordo com as directrizes dos
regulamentos **
Vi försäkrar på eget ansvar att denna produkt överensstämmer med
följande standarder* enligt bestämmelserna i direktiven**
FIN SUOMI NO NORGE
VAATIMUKSENMUKAISUUSVAKUUTUS SAMSVARSERKLÆRING
Vakuutamme, että tämä tuote vastaa seuraavia normeja* on
direktiivien määräysten mukainen**
Vi erklærer under eget ansvar at dette produkt samsvarer med
følgende normer* henhold til bestemmelsene i direktiv**
DA DANSK POL POLSKI
OVERENSSTEMMELSESATTEST OŚWIADCZENIE O ZGODNOŚCI
Hermed erklærer vi på eget ansvar, at dette produkt stemmer overens
ed følgende standarder* iht bestemmelserne i direktiverne**
Oświadczamy z pełną odpowiedzialnością, że niniejszy produkt
odpowiada wymogom następujących norm* według ustaleń
wytycznych **
EL ΕΛΛHNIKA HU MAGYAR
∆ΗΛΩΣΗ ΑΝΤΙΣΤΟΙΧΕΙΑΣ MEGEGYEZŐSÉGI NYILATKOZAT
∆ηλώνουµε µε ιδία ευθύνη ότι το προϊόν αυτό αντιστοιχεί στις
ακόλουθες προδιαγραφές*
σύµφωνα µε τις διατάξεις των οδηγιών**
Kizárólagos felelősségünk tudatában ezennel igazoljuk, hogy ez a
termék kielégíti az alábbi szabványokban lefektetett követelményeket*
megfelel az alábbi irányelvek előírásainak**
MIG MAG 232 EP, MIG MAG 302 EP, MIG MAG 402 EP, MIG MAG 502 EP
* EN 60974-1
** 98/37/EG, 73/23/EWG, 89/336/EWG, 93/68/EWG
Jürgen Kusserow
Vorstand
ELEKTRA BECKUM AG – Daimlerstraße 1 – 49716 Meppen
1001004/ 01
U2S0021.fm
2
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

38
ITALIANO
1. Prima di tutto leggere!..............38
2. Sicurezza....................................38
2.1 Uso conforme allo scopo di
destinazione................................38
3. Comandi.....................................39
3.1 Powerbox
(fonte di corrente di saldatura) ....39
3.2 SDV
(Avanzamento filo separato) .......39
3.3 SWK
(Raffreddamento ad acqua
separato).....................................40
3.4 Elemento di comando .................40
3.5 Elemento di comando per
le impostazioni di base
dell’apparecchio ..........................40
4. Montaggio..................................40
5. Trasporto ...................................41
5.1 Movimentazione mediante gru....41
6. Operazioni precedenti alla
messa in funzione.....................41
6.1 Saldatura con elettrodi................41
6.2 Saldatura sotto gas interte..........41
6.3 Inserimento filo d’apporto............42
6.4 Collegare la bombola del gas......42
7. Impostazioni di base
dell’apparecchio........................42
7.1 Elemento di comando per
impostazioni di base
dell’apparecchio ..........................42
7.2 Curve caratteristiche...................42
7.3 Tipo di gas...................................43
7.4 MIG/MAG-pulsed arc ..................43
7.5 MIG/MAG....................................43
7.6 Saldatura con elettrodi................43
7.7 FBZ Tempo di accensione
libera ...........................................43
8. Comando....................................43
8.1 Elemento di comando .................43
8.2 Saldatura sotto gas interte..........44
8.3 Saldatura con elettrodi................44
8.4 Disattivazione..............................44
9. Manutenzione ordinaria............44
10. Accessori disponibili su
richiesta .....................................44
11. Riparazione................................44
12. Tutela dell’ambiente..................45
13. Difetti e anomalie ......................45
13.1 Segnalazioni di anomalia............45
13.2 Anomalie generiche ....................45
14. Caratteristiche tecniche ...........46
15. Accessori disponibili su
richiesta .....................................59
• È opportuno leggere il presente
manuale d’uso prima della messa in
funzione dell’apparecchiatura. Pre-
stare particolare attenzione alle pre-
scrizioni sulla sicurezza.
• Se, al momento dell’apertura
dell’imballo, si notano dei danni pro-
vocati dal trasporto, mettersi imme-
diatamente in contatto col rivendi-
tore. Non si deve mettere in
funzione l’apparecchiatura!
• Il materiale d’imballaggio deve
essere eliminato correttamente,
senza inquinare. Metterlo nel bidone
dei rifiuti adeguato o portarlo ad un
apposito punto di raccolta rifiuti.
• Conservare con cura il presente
manuale d'uso e tenerlo a portata di
mano per poterlo consultare.
• Se si presta o si vende l’apparec-
chiatura, non dimenticarsi di inclu-
dere il presente manuale d'uso.
In linea di principio vanno osservate le
disposizioni di legge relative alla mani-
polazione degli apparecchi per saldatura
ad arco.
Per manipolare e manovrare l'apparec-
chio in modo sicuro e senza alcun peri-
colo si consiglia di seguire anche le
seguenti istruzioni
Pericolo! Tensione elettrica.
− L'apparecchio va utilizzato esclusi-
vamente in ambienti chiusi e
asciutti.
− L'apparecchio va collegato esclusi-
vamente a fonti di energia elettrica
dotate di dispositivi di sicurezza per-
fettamente efficienti.
In caso di dubbio consultare un elet-
tricista.
Pericolo! Tensione elettrica.
Gli interventi di riparazione e/o d'altro
tipo sull'apparecchio vanno affidati
esclusivamente a elettricisti e tecnici
specificatamente addestrati.
Prima di aprire l'apparecchio occorre
estrarre la spina dall'attacco di collega-
mento alla rete.
Pericolo!
Durante le operazioni di saldatura
occorre indossare indumenti in grado di
garantire una protezione sufficiente.
Utilizzare assolutamente lo scudo protet-
tivo e i guanti per evitare di essere colpiti
da eventuali scintille volanti nonché per
schermare l'irradiamento dell'arco vol-
taico.
Pericolo!
Tutti i vapori metallici sono nocivi!
Quando si lavora in ambienti chiusi
occorre provvedere sempre ad un'aera-
zione e un'aspirazione sufficienti, in
modo da escludere la possibilità di un
superamento della concentrazione di
sostanze tossiche massima consentita
presso la postazione di lavoro.
I vapori di piombo, cadmio, rame, zinco
e berillio sono particolarmente perico-
losi!
Attenzione!
Evitare sempre di operare saldature su
materiale di apporto a massa, in modo
da escludere il pericolo che eventuali
correnti di saldatura vaganti possano
provocare danni ai conduttori di prote-
zione (corti circuiti di potenziale).
Attenzione!
Fissare il morsetto del conduttore di
ritorno della corrente di saldatura sem-
pre direttamente sul materiale da
apporto e più vicino possibile al punto da
saldare.
Attenzione!
Quando si utilizza l'apparecchio in pros-
simità di computer, impianti a comando
elettronico o supporti dati magnetici
(nastri magnetici, dischetti, nastri dati,
check-card, ecc.) occorre procedere con
la massima prudenza,
in quanto l'accensione dell'arco potrebbe
provocare disturbi al funzionamento
degli impianti oppure una perdita di dati.
2.1 Uso conforme allo scopo
di destinazione
Gli apparecchi
− powerbox (fonte di corrente per sal-
datura)
− SDV (avanzamento filo separato)
− SWK (raffreddamento ad acqua
separato, disponibile come optional
per gli apparecchi 232/302 EP)
combinati insieme formano un apparec-
chio per saldatura completo per uso
industriale o artigianale.
Avvertenza:
Nel presente fascicolo di istru-
zioni gli apparecchi collegati fra loro e in
grado di funzionare vengono definiti con
il termine collettivo di
"
apparecchio per
saldatura“.
Caratteristiche principali:
− invertitore a cadenza secondaria per
saldatura sotto gas inerte
− funzione saldatura con elettrodi inte-
grata
Sommario 1. Prima di tutto leggere!
2. Sicurezza
Xs0014i.fm Betriebsanleitung DEUTSCH

39
ITALIANO
− saldatura sotto gas inerte con curve
caratteristiche programmate in
modo fisso
− Curva caratteristica brasatura MIG
integrata
− Comando a 4 rulli con motore a
regolazione tachimetrica per un
movimento del filo preciso e senza
intoppi
− Avviamento soft integrato per i modi
di funzionamento MIG/MAG e MIG/
MAG-pulsed arc
− Raffreddamento ad acqua per sal-
datura sotto gas inerte ad alta
potenza.
L’apparecchio per saldatura serve per
saldare metalli ferrosi e non, acciai legati
e alluminio.
Al momento della consegna presenta
condizioni conformi alle disposizioni
vigenti in materia.
L’uso del presente apparecchio per sal-
datura va affidato esclusivamente a sal-
datori esperti in fatto di processi di sal-
datura ad arco o ad altri tecnici in
possesso di qualifiche adeguate.
Metodi di saldatura consentiti:
− MIG e MIG-pulsed arc (metallo - gas
inerte),
per alluminio e relative leghe
− MAG e MAG-pulsed arc (metallo -
gas attivo),
per acciaio legato e non
− Saldatura con elettrodi
per acciaio
− Brasatura MIG
per lamiere trattate con zincatura
elettrolitica.
Durante il procedimento di saldatura
sotto gas inerte occorre accertare che la
campana di protezione gassosa non
venga rimossa dalla corrente d’aria.
Per maggiori informazioni sulle presta-
zioni dell’apparecchio consultare il para-
grafo "Caratteristiche tecniche".
Ogni eventuale utilizzo per scopi dif-
ferenti verrà considerato come uso
improprio ed è vietato.
Il costruttore non si assume nessuna
responsabilità per eventuali danni che
dovessero verificarsi a causa di un uti-
lizzo non conforme alla destinazione.
3.1 Powerbox
(fonte di corrente di sal-
datura)
3.2 SDV (Avanzamento filo
separato)
3. Comandi
1 Attacco (anteriore) condut-
tore di ritorno della corrente
di saldatura (polo - ).
2 Interruttore principale
utile per attivare o disattivare il
powerbox e gli apparecchi ad
esso collegati.
3 Presa di collegamento alla
rete per apparecchi supple-
mentari
Attacco: 10 A / 230 V.
4 Supporto con catena
per fermare la bombola del gas
onde evitare che possa ribal-
tarsi.
5 Cavo di comando
per SDV.
1
2
3
4
5
9
8
6
7
6 Cavo di allacciamento per
alimentazione corrente
motore
per il SDV. Se è montato un
SWK, il cavo viene collegato all
SDV attraverso quest'ultimo.
Nel presente caso durante
l'avanzamento del filo il SDV
attiva automaticamente il raf-
freddamento ad acqua.
7 Cavo di allacciamento ali-
mentazione corrente di sal-
datura
con giunto (polo + ).
8 Attacco (posteriore) per con-
duttore di ritorno della cor-
rente di saldatura
(polo - ).
9 Cavo di collegamento alla
rete
con spina CEE.
10 Attacco centrale per cannello
per saldatura
idoneo per tutti i cannelli per
saldatura coimunemente repe-
ribili in commercio.
11 Attacco per ritorno acqua dal
cannello per saldatura.
12 Attacco di alimentazione
acqua al cannello per salda-
tura.
13 Presa per il collegamento del
cavo di comando di apparec-
chi esterni.
14 Elemento di comando
per selezionare, visualizzare e
impostare i parametri di funzio-
namento.
L'elemento di comando per le
impostazioni di base dell'appa-
recchio si trova all'interno del
SDV.
A
V
10
11
12
13
14

40
ITALIANO
3.3 SWK (Raffreddamento ad
acqua separato)
Il SWK viene comandato automatica-
mente dal powerbox.
Avvertenza:
Le istruzioni relative alle modalità
di collegamento e manovra del SWK
sono contenute nel manuale d'uso a
parte, compreso nel corredo di fornitura
dell'apparecchio.
3.4 Elemento di comando
3.5 Elemento di comando per
le impostazioni di base
dell’apparecchio
Prima di operare il collegamento alla
rete di corrente elettrica e della prima
messa in funzione, gli apparecchi
devono essere collegati fra loro. Quale
dotazione standard degli apparecchi è
previsto l'allestimento per la saldatura
sotto gas inerte:
1. Sollevare il SWK (dispositivo di raf-
freddamento ad acqua) con
l'attrezzo ausiliario apposito e siste-
marlo sopra il powerbox in modo
tale che da far risultare i piedini tra i
tubi sulla stuoia a scanalature sottili.
2. Sollevare il SDV (dispositivo di
avanzamento filo) con l'attrezzo
ausiliario apposito e sistemarlo sul
SWK.
3. Collegare i tubi flessibili come illu-
strato nelle figure (vedere anche il
manuale di istruzioni per l'uso del
SWK).
4. Collegare i cavi come illustrato nelle
figure.
15 Attacco per conduttore gas
inerte
16 Presa di collegamento per
dispositivo di programma-
zione esterno
17 Presa di collegamento per
alimentazione di corrente
18 Spina di collegamento per
alimentazione corrente di
saldatura
19 Attacco per ritorno acqua nel
SWK.
20 Attacco per alimentazione
acqua dal SWK.
21 Presa di collegamento per
cavo di comando
15
16
17
18
20
19
21
22 Selezione parametri (tasto)
per la selezione dei parametri
che devono essere visualizzati
e/o modificati.
I LED [23-26] segnalano il
parametro selezionato.
23 LED avanzamento filo
[m/min]
24 LED corrente di saldatura [A]
25 LED tensione di saldatura [V]
26 LED lunghezza arco voltaico
[%]
27 Display a 7 segmenti (3 pos.)
Il display visualizza:
− il valore del parametro
selezionato, oppure
− una segnalazione di ano-
malia.
28 Regolazione parametri
per impostare il parametro
selezionato.
29 Tasto inserimento filo
(Manual Wire Feed Drive)
30 Selettore modo di funziona-
mento (Mode Selection)
31 Selettore tempo di accen-
sione libera
(Wire burnback control)
A
V
27
26
25
24
23
28
22
34
33
32
29 30
31
32 Selettore tipo di gas
(Gas-Type)
33 Selettore diametro filo r
(Wire Diameter)
34 Selettore tipo di filo
(Wire Type)
4. Montaggio

41
ITALIANO
Il powerbox è montato su un carrello,
molto utile per spostare agevolmente
l'apparecchio di saldatura completo di
SDV e SWK presso il luogo d'impiego.
Pericolo!
Prima di iniziare il trasporto
chiudere sempre la valvola della bom-
bola.
Pericolo!
Tenere conto del peso elevato
dell’apparecchio per saldatura. In
caso di movimantazione su fondo
dirupato è infatti molto facile perdere
il controllo.
Prima di trasportare l'apparecchio per
saldatura è si consiglia di sondare il
percoso
Chiedere all'occorrenza l'aiuto di
un'altra persona.
5.1 Movimentazione
mediante gru
L'appareccio può essere trasportato con
una gru.
Pericolo!
Prima di iniziare le operazioni
di spostamento occorre estrarre la
bombola del gas dall’apparecchio per
saldatura.
E’ assolutamente vietato spostare
l’apparecchio completo di bombola
del gas mediante gru!
1. Applicare le cinghie da trasporto
come illustrato nella figura.
Attenzione!
Presso il luogo di installazione
l’apparecchio va fissato contro even-
tuali rotolamenti.
6.1 Saldatura con elettrodi
Durante le operazioni di allestimento per
la saldatura con elettrodi occorre:
1. Controllare il collegamento degli
attacchi.
Scollegare il conduttore di ritorno
della corrente di saldatura presente
(polo - ) e staccare l'alimentazione
della corrente di saldatura (polo + ).
2. Collegare il conduttore di ritorno
della corrente di saldatura al power-
box (polo - ).
3. Collegare il conduttore di saldatura
al cavo di collegamento dell'alimen-
tazione della corrente di saldatura
(polo + ).
6.2 Saldatura sotto gas
interte
1. Controllare il collegamento degli
attacchi. Scollegare il conduttore di
ritorno della corrente di saldatura
disponibile (polo - ).
Il cavo di collegamento dell'alimen-
tazione della corrente di saldatura
(powerbox) deve essere collegato
con la spina di collegamento dell'ali-
mentazione della corrente di salda-
tura (SDV).
2. Collegare il conduttore di ritorno
della corrente di saldatura al power-
box (polo - ).
3. Controllare il livello di riempimento
del SWK.
Avvertenza:
Le relative istruzioni sono conte-
nute nel fascicolo a parte, compreso nel
corredo di fornitura dell'apparecchio.
4. Collegare il cannello di saldatura
all'attacco centrale del SDV.
5. Collegare i tubi flessibili per l'acqua
secondo le marcature a colori.
6. Applicare il rocchetto con la bobina
di filo d'apporto:
− Aprire il coperchio del SDV.
− Togliere il fermo della spina
porta-bobina e applicare il roc-
chetto su quest'ultima.
− Durante l'applicazione il foro del
rocchetto del filo d'apporto deve
far presa sul trascinatore (35).
− Riavvitare il fermo.
Controllare la regolazione del
freno intervenendo all'occor-
renza sulla vite (36) per correg-
gerla. Il freno impedisce al roc-
chetto di continuare a muoversi
una volta terminato il processo di
saldatura.
5. Trasporto
A
V
6. Operazioni precedenti
alla messa in funzione
A
V
35

42
ITALIANO
6.3 Inserimento filo
d’apporto
I rulli guida-filo sono dotati di scanalature
di guida per fili del diametro di 1,0/
1,2 mm o 0,6/0,8 mm. Durante il funzio-
namento il filo viene condotto all’interno
della scanalatura posteriore (lato
motore). Di fabbrica l'unità di avanza-
mento filo viene predisposta per fili
d'apporto del diametro di 1,0 mm.
I rulli guida-filo vanno rispettivamente
girati per lavorare con un filo del diame-
tro di 1,2 mm e sostituiti per la lavora-
zione dei diametri di 0,6/0,8 mm.
1. Ruotare le impugnature verso
l'esterno e spingere la leva pre-
mente verso l'alto.
2. Controllare la posizione dei rulli
guida-filo provvedendo all'occor-
renza a girarli:
− Togliere le viti di sicurezza (37).
− Asportare i rulli guida-filo (38)
insieme all'ingranaggio dagli assi
di innesto.
− Separare i rulli dall'ingranaggio e
reinnestarli dopo averli girati
oppure sostituirli.
− Riapplicare i due pezzi sull'asse
di innesto fermandoli con le viti di
sicurezza.
3. Sbavare il filo d'apporto e farlo pas-
sare
− attraverso la guida a spirale,
− oltre il rullo di avanzamento
posteriore,
− attraverso la guida tubolare,
− oltre il rullo di avanzamento ante-
riore,
− fino a inserirlo nell'attacco cen-
trale.
4. Chiudere la leva premente e ruotare
le impugnature verso l'alto.
Sul rullo di avanzamento anteriore
va regolata una pressione di con-
tatto leggermente maggiore rispetto
a quella del rullo di avanzamento
posteriore.
5. Svitare gli ugelli per gas e corrente
presenti sul collo del cannello.
6. Attivare gli apparecchi e premere il
tasto di inserimento filo (39) del SDV
fin quando il filo d'apporto non spor-
gerà di circa 2 cm sul collo del can-
nello.
7. Riavvitare gli ugelli per gas e cor-
rente.
8. Riapplicare il coperchio del SDV.
6.4 Collegare la bombola del
gas
1. Sistemare la bombola fermandola
con la catena per evitare che possa
ribaltarsi.
2. Collegare il tubo flessibile del gas
(40) all SDV.
Avvertenza:
Il SDV è dotato di valvola elettro-
magnetica, per cui il gas fuoriesce esclu-
sivamente durante il processo di salda-
tura.
3. Collegare il tubo flessibile del gas al
riduttore della pressione.
7.1 Elemento di comando per
impostazioni di base
dell’apparecchio
1. Aprire il coperchio del SDV.
2. Definire le impostazioni utili per il
processo di saldatura attraverso i
selettori:
− Tipo di filo (Wire Type)
− Diametro filo (Wire Diameter)
− Tipo di gas (Gas-Type)
− Modo di funzionamento (Mode
Selection)
− Tempo di accensione libera (Wire
burnback control).
7.2 Curve caratteristiche
Le curve caratteristiche contenute nella
memoria standard vengono selezionate
attraverso le regolazioni dell'elemento di
comando per le impostazioni di base
dell'apparecchio.
36
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
38
37
1
2
3
4
5
1
2
3
4
5
39
7. Impostazioni di base
dell’apparecchio
40

43
ITALIANO
Esempio: Curva caratteristica brasa-
tura MIG
La brasatura MIG è idonea per brasare
lamiere trattate con zincatura galvanica.
Per selezionare la relativa curva caratte-
ristica vanno operate le regolazioni indi-
cate qui di seguito.
Tipo di filo: Cu/CuZn
Tipo di gas: I1 (argon) oppure
M12 (0-5% CO2,
resto argon)
Modo di funzionamento:
MIG/MAG oppure
MIG/MAG-pulsed arc.
Avvertenza:
L'abbinamento delle imposta-
zioni con le relative curve caratteristiche
è indicato sull'etichetta adesiva applicata
sul lato interno del coperchio.
Ogni curva caratteristica può essere
impostata in via opzionale con un PC
attraverso la presa di collegamento per
la programmazione.
Avvertenza:
Per maggiori informazioni sulla
programmazione delle curve caratteristi-
che contattare il Centro di Assistenza
tecnica competente per il Vostro Paese
(vedere l'indirizzo sul retro della distinta
parti di ricambio).
Il modo di funzionamento PROGRAMM
è riservato alla programmazione delle
curve caratteristiche.
7.3 Tipo di gas
I1 = 100% argon
M13 = 0-3% O2, resto argon
M12 = 0-5% CO2, resto argon
M21 = 0-25% CO2, resto argon
7.4 MIG/MAG-pulsed arc
2 tempi = saldatura manuale:
1. Attivare l'interruttore del cannello
per iniziare il processo di saldatura.
2. Rilasciare l'interruttore del cannello
per terminare il processo di salda-
tura.
4 tempi = saldatura continua:
1. Attivare e rilasciare subito l'interrut-
tore del cannello
per iniziare il processo di saldatura.
2. Riattivare e rilasciare subito l'inter-
ruttore del cannello
per terminare il processo di salda-
tura.
4 tempi +H = Saldatura continua +
High-Start:
1. Attivando l'interruttore del cannello
la corrente di saldatura e la velocità
di avanzamento filo vengono
aumentate del 25% rispetto ai valori
impostati.
2. Rilasciando l'interruttore del can-
nello
il processo di saldatura prosegue
con i valori impostati.
3. Riattivando l'interruttore del cannello
il processo di saldatura prosegue
con una corrente di saldatura ridotta
(ABS della corrente nominale).
4. Rilasciando l'interruttore del can-
nello
il processo di saldatura termina.
ABS (Valore di riduzione-riempimento
cratere)
La funzione ABS consente di ridurre in
misura ottimale i parametri delle curve
caratteristiche del processo di saldatura
a impulso, ovvero di saldare la porzione
terminale del giunto a potenza ridotta,
evitando crateri.
La suddetta funzione dipende dal tipo di
filo impostato.
7.5 MIG/MAG
2 tempi = saldatura manuale:
1. Attivare l'interruttore del cannello
per iniziare il processo di saldatura.
2. Rilasciare l'interruttore del cannello
per terminare il processo di salda-
tura.
4 tempi = saldatura continua:
1. Attivare e rilasciare subito l'interrut-
tore del cannello
per iniziare il processo di saldatura.
2. Riattivare e rilasciare subito l'inter-
ruttore del cannello
per terminare il processo di salda-
tura.
Avviamento soft integrato
L'apparecchio è dotato di un avviamento
"soft" integrato per i modi di funziona-
mento MIG/MAG e MIG/MAG-pulsed
arc.
Fin quando non vi sarà scorrimento di
corrente di saldatura, il filo d'apporto
viene alimentato molto lentamente per
impedire che fuoriesca troppo. Non
appena scocca l'arco voltaico, il filo
viene alimentato alla velocità predefinita.
Avvertenza:
Nella posizione EXT (MIG/MAG e
MIG/MAG-pulsed arc) è possibile colle-
gare un controllo esterno.
Impostando questo modo di funziona-
mento senza collegare un controllo
esterno l'apparecchio funziona con un
ciclo in due tempi.
7.6 Saldatura con elettrodi
ELETTRODO:
Dopo l'accesione dell'arco voltaico il
processo di saldatura viene operato
per breve tempo con una corrente di
saldatura maggiore (hot-start inte-
grato).
In particolare la corrente di salda-
tura impostata viene aumentata del
25%.
Esempio:
Corrente di saldatura = 100 A
Aumento corrente = 25%
=> Corrente Hot-Start = 125 A.
7.7 FBZ Tempo di accen-
sione libera
Ammettendo un'impostazione corretta, il
tempo di accensione libera impedisce al
filo di saldatura di bruciare solidifican-
dosi all'interno del bagno di fusione. La
regolazione viene operata attraverso il
selettore apposito. I valori della scala
graduata 1-10 corrispondono ad una
fascia di valori di tempo di accensione
libera di 0…0,4 s.
Attenzione!
Prima di azionare gli apparec-
chi, controllare tutti gli attacchi e i
conduttori di alimentazione.
Attenzione!
Fissare l’apparecchio presso il
punto di intallazione contro eventuali
rotolamenti.
8.1 Elemento di comando
I parametri di funzionamento vengono
segnalati e impostati attraverso l'ele-
mento di comando.
Intervenendo ripetutamente sul tasto di
selezione parametri viene selezionato il
parametro che si desidera visualizzare o
regolare.
E' possibile selezionare e visualizzare i
seguenti parametri:
− Avanzamento filo [m/min]
− Corrente di saldatura [A]
− Tensione di saldatura [V]
− Lunghezza arco voltaico [%].
Il parametro selezionato viene eviden-
ziato attraverso i LED, mentre il valore
ad esso relativo viene visualizzato sul
display a 7 segmenti.
La funzione di modifica parametri con-
sente di impostare il valore desiderato,
ad eccezione della tensione di saldatura.
8. Comando

44
ITALIANO
Avanzamento filo
Attraverso il parametro avanzamento filo
viene impostata la velocità di avanza-
mento del filo d'apporto. L'apparecchio
calcola il valore ideale per la tensione e
la corrente di saldatura in funzione della
curva caratteristica selezionata.
Fascia di valori di avanzamento filo:
− 1,5...19 m/min.
Il campo di valori impostato per l'avanza-
mento del filo è in funzione del filo
d'apporto e del modo di funzionamento
selezionati.
Nel caso della saldatura con elettrodi il
display è inattivo.
Corrente di saldatura
L'intensità di corrente ottimale viene cal-
colata dall'apparecchio. Una regolazione
della corrente di saldatura non è possi-
bile nel corso della saldatura MIG/MAG,
mentre prima dell'inizio delle operazioni
di saldatura si può modificare il valore
nominale attraverso la regolazione para-
metri.
Prima dell'inizio della saldatura con elet-
trodi è possibile modificare, oltre al
valore nominale, anche la corrente di
saldatura (valore effettivo).
Tensione di saldatura
La tensione di saldatura viene soltanto
segnalata, ovvero non può essere modi-
ficata.
Lunghezza arco voltaico
Nei modi di funzionamento MIG/MAG e
MIG/MAG-pulsed arc il valore regolato
influisce sulla tensione di saldatura.
E' possibile impostare valori del
50%...150%. Il 100% rappresenta il
punto di lavoro ottimale.
Avvertenza:
Se si utilizzano gruppi di flessibili
intermedi, con questo parametro è pos-
sibile compensare le eventuali cadute di
tensione. Nel presente caso occorrerà
impostare valori pari al 110%...120%.
8.2 Saldatura sotto gas
interte
Attenzione!
Prima dell’inizio delle opera-
zioni controllare quanto segue:
− E’ appicato il filo d’apporto cor-
retto?
− E’ collegato il gas inerte corretto?
− Il cannello è accessoriato corret-
tamente (anima, spirale, ugelli e
supporto tubolare)?
1. Fissare il conduttore di ritorno della
corrente di saldatura in un punto
idoneo del pezzo.
2. Aprire la valvola di intercettazione
principale sulla bombola del gas e
regolare la quantità di gas deside-
rata.
All'occorrenza sostituire l'ugello del
cannello.
3. Azionare l'interruttore principale del
powerbox e l'interruttore di rete del
SWK.
4. Procedere con le impostazioni di
base dell'apparecchio. Selezionare
la curva caratteristica.
5. Modificare i parametri se necessa-
rio.
Impostare la corrente di saldatura
desiderata. A questo punto l'appa-
recchio è pronto per funzionare.
8.3 Saldatura con elettrodi
1. Fissare il conduttore di ritorno della
corrente di saldatura in un punto
idoneo del pezzo.
2. Azionare l'interruttore principale del
powerbox.
3. Selezionare il processo di saldatura
ELETTRODO.
Impostare la corrente di saldatura
desiderata. A questo punto l'appa-
recchio è pronto per funzionare.
8.4 Disattivazione
1. Chiudere la valvola di intercetta-
zione principale sulla bombola del
gas.
2. Posizionare l'interruttore principale
su
"0
".
3. Separare il collegamento tra il con-
duttore di ritorno della corrente di
saldatura e il pezzo.
4. Estrarre la spina dalla presa di ali-
mentazione.
Il presente apparecchio per saldature
richiede pochissima manutenzione.
A seconda della presenza di polvere
nell'ambiente il powerbox e il SDV vanno
puliti ogni 4 - 6 mesi con un getto d’aria
compressa senz’acqua.
A intervalli di tempo regolari controllare
se gli apparecchi riportano danni evi-
denti.
In caso di riscontro di eventuali danni ai
cavi consultare un elettricista.
Per gli apparecchi 232/ 302/ 402/ 502
EP si consigliano gli accessori indicati
qui di seguito, i quali sono stati testati
insieme all'apparecchio e quindi consen-
tono di lavorare senza problemi.
A Cannello per saldatura per 232 EP
1) SB 24/3
2) SB 24/4
3) SB 24/5
B Cannello per saldatura per 302 EP
1) SB 36/3
2) SB 36/4
3) SB 36/5
C Cannello per saldatura per 402 EP
e 232/302 EP con raffreddamento
ad acqua
1) SB 41/W3
2) SB 41/W4
3) SB 41/W5
D Cannello per saldatura per 502 EP
1) SB 51/W3
2) SB 51/W4
3) SB 51/W5
E Cavo di massa
1) 5 m, 25 mm
2
per 232 EP
2) 5 m, 50 mm
2
(alette in rame)
per 302/ 402 EP
3) 5 m, 70 mm
2
(alette in rame)
per 502 EP
F Gruppo di flessibili intermedio
per 232/302 EP
1) 5 m, 50 mm
2
, raffreddato a gas
2) 10 m, 50 mm
2
, raffreddato a
gas
G Gruppo di flessibili intermedio per
232/302/402 EP con raffredda-
mento ad acqua
1) 5 m, 50 mm
2
, raffreddato ad
acqua
2) 10 m, 50 mm
2
, raffreddato ad
acqua
H Gruppo di flessibili intermedio
per 402/502 EP
1) 5 m, 70 mm
2
, raffreddato ad
acqua
2) 10 m, 70 mm
2
, raffreddato ad
acqua
I Apparato di misurazione della pres-
sione con 2 manometri e valvola di
intercettazione.
Pericolo!
Le riparazioni degli utensili
elettrici vanno affidate esclusiva-
mente ad elettricisti specializzati!
Gli apparecchi per saldatura da riparare
possono essere inviati presso il Centro
di Assistenza Tecnica competente per il
Vostro Paese. Per conoscere l'indirizzo
di quest'ultimo cfr. la distinta parti di
ricambio.
9. Manutenzione ordinaria
Quantità gas inerte in l/min
Alluminio
Acciaio
Intensità corrente in A
Diametro ugello gas
in mm
10. Accessori disponibili su
richiesta
11. Riparazione

45
ITALIANO
Quando spedite un utensile per la ripara-
zione descrivete l’errore accertato.
Il materiale dell’imballaggio della mac-
china è riciclabile al 100 %.
Gli utensili elettrici e gli accessori esau-
riti contengono grandi quantità di pre-
ziose materie prime e di altro materiale
che possono essere addotti anch'essi ad
un processo di riciclaggio.
Queste istruzioni sono state stampate su
carta sbiancata senza cloro.
Il powerbox è protetto contro i sovracca-
richi attraverso diversi dispositivi di sicu-
rezza funzionanti indipendentemente
uno dall'altro.
Il suddetto corredo di dispositivi di sicu-
rezza comprende anche alcuni fusibili a
filo sottile montati sulle platine. L'even-
tuale fusione di uno di essi è indice della
presenza di un'anomalia piuttosto seria
all'interno dell'apparecchio.
Pericolo! Tensione elettrica
Evitare di sostituire di propria
iniziativa un fusibile a filo sottile
all’interno dell’apparecchio.
Contattare un elettricista
Prima di sostituire il fusibile, sotto-
porre l’apparecchio ad un controllo
integrale eliminando tutti gli eventuali
danni riscontrati
13.1 Segnalazioni di anomalia
Segnalazione di anomalia 333
Difetto interno generico:
− Spegnere l'apparecchio per 5 sec.
quindi riaccenderlo.
Segnalazione di anomalia 444
Il controllo ha individuato un'anomalia
nel raffreddamento ad acqua (tempera-
tura troppo elevata, mancata risposta al
comando di attivazione, presenza di
difetti):
− Controllare il raffreddamento ad
acqua.
Segnalazione di anomalia 555
Temperatura e/o mancanza di fase.
In caso di superamento del tempo di
inserzione consentito o di temperatura
troppo elevata, l'apparecchio si spegne:
− Non disattivare mai l'apparecchio in
casi del genere.
Così facendo la ventola non può
girare, per cui si allungano i tempi di
raffreddamento.
Segnalazione di anomalia 666
Errore di comunicazione tra SDV e
powerbox:
− Controllare i collegamenti dei cavi e
gli attacchi.
Segnalazioni di anomalia 775 e 776
SDV e powerbox non sintonizzati.
Numeri di rev. differenti (software):
− Contattare il servizio assistenza.
Segnalazione di anomalia 777
Curva carratteristica selezionata non
idonea:
− Selezionare una curva caratteristica
adeguata.
Segnalazione di stato 888
E' stato selezionato il modo di funziona-
mento PROGRAMM, per cui è possibile
programmare la curva caratteristica
(optional):
− Selezionare un modo di funziona-
mento differente.
Avvertenza:
Se non è possibile rimediare
un'anomalia:
− Spegnere l'apparecchio per 5 sec.,
quindi riaccenderlo.
− Se dovessero ricomparire le stesse
segnalazioni di anomalia, spegnere
l'apparecchio e contattare un elettri-
cista
13.2 Anomalie generiche
Avanzamento filo irregolare
Pressione di contatto sull'avanzamento
a rulli?
− Impostare la pressione corretta.
Il motorino di avanzamento non conduce
il filo su percorso lineare?
− Allineare rullo d'avanzamento e
guida filo.
La guida a spirale è intasata o incompa-
tibile con lo spessore del filo?
− Controllare ed eventualmente sosti-
tuire.
Filo avvolto male o con tratti incrociati?
− Sostituire il rocchetto del filo.
Filo arrugginito o di cattiva qualità?
− Sostituire il rocchetto, pulire o even-
tualmente sostituire la guida a spi-
rale.
Il freno della spina viene tirato troppo
forte?
− Allentare.
I rulli d'avanzamento sono sporchi o con-
sumati oppure incompatibili con lo spes-
sore del filo?
− Pulire o sostituire.
Il filo non avanza
L'interruttore del cannello e/o il condut-
tore di comando sono difettosi?
− Far controllare l'interruttore del can-
nello da un elettricista.
Modulo di comando difettoso?
− Sostituire.
Corrente di saldatura assente durante
il funzionamento del dispositivo di
avanzamento del filo.
Il conduttore di ritorno della corrente di
saldatura non fa contatto correttamente?
− Controllare se il contatto del condut-
tore di ritorno della corrente di sal-
datura è corretto.
Modulo di comando difettoso?
− Sostituire.
Giunto saldato fragile o poroso
Attacchi del flessibile del gas anerme-
tici?
− Controllare.
Bombola del gas vuota?
− Sostituire.
Rubinetto del gas chiuso?
− Aprire.
Riduttore della pressione difettoso?
− Controllare.
Valvola elettromagnetica difettosa?
− Fare controllare da un elettricista.
Ugelli per gas del cannello o del gruppo
di flessibili intasati?
− Pulire.
Corrente d'aria in corrispondenza del
punto da saldare?
− Schermare il punto da saldare o
aumentare il flusso del gas.
Pezzo poco pulito?
− Togliere le eventuali tracce di rug-
gine, grasso o vernice.
Filo di cattiva qualità oppure gas inerte
inadeguato?
− Procurare un nuovo filo di apporto
per saldature oppure un gas inerte
idoneo.
Costante fuoriuscita di gas
Valvola elettromagnetica difettosa?
− Sostituire.
Corpi estranei all'interno della valvola
elettromagnetica?
− Pulire.
Il contatto del pezzo con l’ugello del
gas fa scoccare l’arco voltaico
Corto circuito tra gli ugelli per gas e cor-
rente?
− Pulire l'ugello per gas e il collo del
cannello e trattare con spray (appli-
cazione mediante pistola).
12. Tutela dell’ambiente
13. Difetti e anomalie

46
ITALIANO
Cannello troppo caldo
Ugello per la corrente troppo grande o
lento?
− Applicare l’ugello idoneo oppure
avvitare saldamente quello disponi-
bile.
Anomalie nel circuito dell’acqua?
− Far controllare la pompa da un elet-
tricista,
integrare il contenuto d’acqua.
L’apparecchio non funziona
E’ scattato il dispositivo di sicurezza
della rete?
− Attivare o sostituire il dispositivo di
sicurezza della rete.
La protezione contro i sovraccarichi
della pompa si è staccata?
− integrare il contenuto d'acqua,
− far controllare la pompa da un elet-
tricista.
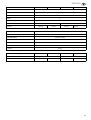
14. Caratteristiche tecniche
Modello di apparecchio 232 EP 302 EP 402 EP 502 EP
Tensione di allacciamento alla rete 3 x 400 V 50-60 Hz
Tensione a vuoto 54 V
Tensione di lavoro MIG/MAG: 15,5...25,5 V 15,5...29 V 15,5...34 V 15,5...39 V
Tensione di lavoro elettrodo: 20,4...29,2 V 20,4...32 V 20,4...36 V 20,4…40 V
Campo di regolazione corrente: Elettrodo
MIG/MAG, MIG/MAG-pulsed arc
10…230 A
30…230 A
10…300 A
30…300 A
10…400 A
30…400 A
10…500 A
30…500 A
Max. potenza di entrata: 6,4 KVA 12,6 KVA 17,8 KVA 23,5 KVA
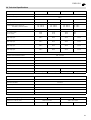
Max. corrente di entrata:
Corrente effettiva:
13 A
10 A
19 A
15 A
26 A
20 A
39 A
30 A
Max. Durata inserzione in MIG/MAG (25°C)
Durata inserzione 100%
230 A / 60%
180 A
300 A / 60%
230 A
400 A / 60%
310 A
500 A / 60%
390 A
Max. Durata inserzione in MIG/MAG (40°C)
Durata inserzione 100%
230 A / 50%
160 A
300 A / 50%
210 A
400 A / 50%
280 A
500 A / 30%
350 A
Max. Durata inserzione con elettrodo (25°C)
Durata inserzione 100%
230 A / 50%
160 A
300 A / 50%
210 A
400 A / 50%
285 A
500 A / 50%
355 A
Max. Durata inserzione con elettrodo (40°C)
Durata inserzione 100%
230 A / 40%
145 A
300 A / 40%
190 A
400 A / 40%
255 A
500 A / 25%
315 A
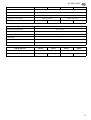
Regolazione con elemento di comando, esterno continua
Saldabilità filo in MIG/MAG 0,8…1,6 mm
Classe di protezione SK I
Tipo di protezione IP 21
Tipo di raffreddamento F
Classe di isolamento F
Dimensioni (lungh. x largh. x h in mm) 1080 x 423 x 533 1080 x 455 x 635
Peso 105 kg 120 kg 191 kg 201 kg
Modello di apparecchio SDV EP
Filo saldabile in MIG/MAG 0,8…1,6 mm
Comando MIG/MAG Comando a 4 rulli
Tipo di protezione IP 21
Classe di isolamento F
Dimensioni (lungh. x largh. x h in mm) 760 x 420 x 290
Peso 22 kg
Apparecchio completo 232 EP 302 EP 402 EP 502 EP
Dimensioni (lungh. x largh. x h in mm) 1080 x 423 x 823 1080 x 455 x 1030
Peso 127 kg 142 kg 241,5 kg 251,5 kg
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































Elektra Beckum MIG MAG 232 EP Operating Instructions Manual
- Categoria
- Sistema di saldatura
- Tipo
- Operating Instructions Manual
- Questo manuale è adatto anche per
in altre lingue
- English: Elektra Beckum MIG MAG 232 EP
- français: Elektra Beckum MIG MAG 232 EP
- español: Elektra Beckum MIG MAG 232 EP
- Deutsch: Elektra Beckum MIG MAG 232 EP
- Nederlands: Elektra Beckum MIG MAG 232 EP
Altri documenti
-
Metabo E 150 Manuale utente
-
Güde 20076 Manuale utente
-
Fronius MTG 250i Istruzioni per l'uso
-
ESAB DTF 180 Manuale utente
-
Silverline 427639 Manuale del proprietario
-
Scheppach WSE3200 Translation Of Original Operating Manual
-
GYS MAG WIRE ECO REEL STEEL HARDFACING Ø1.2 - 16 KG D.300 - TZ Fe2 Scheda dati
-
Abicor Binzel Robot Power Source iROB® Istruzioni per l'uso
-
GYS MAG WIRE EXCELLIUM STEEL Ø1.0 - PLASTIC REEL S300 15kg - ER70S-6 Scheda dati
-