ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
- Tipo
- Manuale utente
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...

PT-36
Torcia da taglio meccanizzato Plasmarc
Manuale di istruzioni (IT)
0558005239

384
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a ma-
nutenzione insuciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere eettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
ATTENZIONE
RESPONSABILITÀ DELL’UTENTE
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

385
INDICE
1.0 Indicazioni per la sicurezza .........................................................................387
2.0 Descrizione ........................................................................................389
2.1 Informazioni generali...........................................................................389
2.2 Finalità ........................................................................................389
2.3 Kit disponibili ..................................................................................389
2.4 Accessori opzionali: ...........................................................................390
2.5 Speciche tecniche dell’unità PT-36 ........................................................... 393
3.0 Installazione .......................................................................................395
3.1 Collegamento della torcia al sistema al plasma................................................. 395
3.2 Montaggio della torcia sulla macchina ........................................................396
4.0 Funzionamento ....................................................................................397
4.1 Installazione ..................................................................................399
4.2 Qualità di taglio ..............................................................................399
4.3 Condotti di passaggio dei ussi della torcia ....................................................404
5.0 Manutenzione .....................................................................................405
5.1 Introduzione ................................................................................405
5.2 Smontaggio dell’estremità anteriore della torcia ...............................................406
5.3 Smontaggio dell'estremità anteriore della torcia (per produzione di piastre spesse) .............409
5.4 Montaggio dell’estremità anteriore della torcia ................................................412
5.5 Montaggio dell'estremità anteriore della torcia (per produzione di piastre spesse)................413
5.6 Corpo torcia .................................................................................415
5.7 Rimozione e sostituzione del corpo della torcia ................................................ 416
5.8 Durata ridotta dei materiali di consumo .......................................................419
Sezione/Titolo Pagina
La pagina sta caricando ...

387
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
1.0 Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che
chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza
devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma.
Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento
dell’attrezzatura per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare
situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso.
1. Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in
funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere
intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere eettuato sono da parte di tecnici qualicati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non eettuare lavori di lubricazione e manutenzione.

388
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI
SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE
SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI
DAL PRODUTTORE.
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria
zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con
ltro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali inammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cue antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVERTENZA

389
2.2 Finalità
Questo manuale è stato realizzato per fornire all’operatore tutte le informazioni necessarie per eseguire
l’installazione e provvedere alla manutenzione della torcia da taglio meccanizzato Plasmarc PT-36. Viene fornito
anche materiale tecnico di riferimento come supporto per l’individuazione e la risoluzione dei problemi del kit
per taglio.
2.3 Kit disponibili
Kit della torcia PT-36 disponibili attraverso il proprio distributore ESAB. Consultare la sezione Pezzi di ricambio
per i numeri di codice dei componenti.
2.1 Informazioni generali
La torcia da taglio meccanizzato Plasmarc PT-36 è una torcia ad arco al plasma assemblata in fabbrica per garan-
tire la concentricità dei componenti dell’unità e per orire una precisione di taglio costante. Per questo motivo,
non è possibile ricostruire in loco il corpo della torcia. Soltanto l’estremità anteriore della torcia presenta compo-
nenti sostituibili.
SEZIONE 2 DESCRIZIONEON
DESCRIZIONE DEI GRUPPI TORCIA PT-36 NUMERO DI CODICE
GRUPPO TORCIA PT-36 4,5 piedi (1,3 m) 0558003849
GRUPPO TORCIA PT-36 6 piedi (1,8 m) 0558003850
GRUPPO TORCIA PT-36 12 piedi (3,7 m) 0558003852
GRUPPO TORCIA PT-36 15 piedi (4,6 m) 0558003853
GRUPPO TORCIA PT-36 17 piedi (5,2 m) 0558003854
GRUPPO TORCIA PT-36 25 piedi (7,6 m) 0558003856
GRUPPO TORCIA PT-36 MINI-SMUSSO 14 piedi (4,3 m) 0558005741

390
Kit di riparazione e accessori per torcia PT-36 ..........................................................0558005221
SEZIONE 2 DESCRIZIONE
2.4.1 KIT DI MATERIALE DI CONSUMO PER TORCIA PT36
Numero di codice Quantità Descrizione
0558003804 1 Corpo torcia PT-36 con O-ring
996528 10 O-ring 1,614 ID x ,070
0558002533 2 Deettore, 4 fori x ,032
0558001625 2 Deettore, 8 fori x 0,047
0558002534 1 Deettore, 4 fori x ,032 Inverso
0558002530 1 Deettore, 8 fori x 0,047 Inverso
0558005457 2 Deettore, 4 fori x ,022
0558003924 3 Portaelettrodo PT-36 con O-ring
86W99 10 O-ring 0,364 ID x ,070
37082 2 Tappo di ritegno ugello, standard
21796 1 Diusore di gas di schermatura, bassa corrente
21944 5 Diusore di gas di schermatura, standard
22496 1 Diusore di gas di schermatura, inverso
37081 2 Sostegno schermo, standard
0558003858 2 Anello di contatto con vite
37073 6 Vite, anello di contatto
93750010 2 Chiave esagonale da ,109”
996568 1 Chiave per dadi da 7/16” (strumento per elettrodo)
0558003918 1 Strumento per portaelettrodo PT-36
77500101 1 Grasso al silicone DC-111 5,3oz
2.4 Accessori opzionali:
Flussometro di prova (questo prezioso strumento di diagnostica consente di misurare
il usso eettivo di gas plasma attraverso la torcia).........................................................21317
Silenziatore a bolla (crea una bolla d'aria in modo tale che la torcia da taglio Plasmar-
cPT-36 possa essere utilizzata sott'acqua con un minimo sacricio della qualità di ta-
glio. Questo sistema consente anche il funzionamento sopra l'acqua in quanto il usso
d'acqua attraverso il silenziatore riduce fumi, rumore e radiazioni UV dell'arco). 37439
Cortina d'aria (dispositivo utilizzato per migliorare le prestazioni della torcia da taglio
PlasmarcPT-36 durante il taglio sott'acqua. Questo dispositivo si monta sulla torcia e
produce una cortina d'aria. Ciò consente all'arco al plasma di operare in una zona re-
lativamente asciutta anche se la torcia è stata sommersa per ridurre il rumore, i fumi e
le radiazioni dell'arco). ................................................................................................................37440

391
SEZIONE 2 DESCRIZIONE
Kit di avvio da 200A per torcia PT-36 ..........................................................................0558005222
Numero di codice Quantità Descrizione
0558003914 8 Elettrodo O2 UltraLife, standard
0558003928 3 Elettrodo N2/H35, standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 3 Ugello PT-36 1,0 mm (0,040")
0558006014 3 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006130 3 Schermo PT-36 3,0 mm (0,120")
0558006141 3 Schermo PT-36 4,1 mm (0,160")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006023 3 Schermo PT-36 2,3mm (0, 090")
0558006166 3 Ugello PT-36 6,6mm (0,259")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")
Kit di avvio da 400A per torcia PT-36 ..........................................................................0558005223
Numero di codice Quantità Descrizione
0558003914 5 Elettrodo O2 UltraLife, standard
0558007791 5 Elettrodo
0558003928 3 Elettrodo N2/H35, Standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 2 Ugello PT-36 1,0 mm (0,040")
0558006014 2 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006023 3 Ugello PT-36 2,3 mm (0,090")
0558006025 3 Ugello PT-36 2,5 mm (0,080")
0558006036 3 Ugello PT-36 3,6 mm (0,141")
0558006130 3 Schermo PT-36 3,0 mm (0,120")
0558006141 3 Schermo PT-36 4,1 mm (0,160")
0558006166 3 Schermo PT-36 6,6 mm (0,259")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006199 3 Ugello PT-36 9,9 mm (1,390")
0558006030 3 Schermo PT-36 3,0mm (0,120")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")

392
SEZIONE 2 DESCRIZIONE
Kit di avvio da 600A per torcia PT-36 ..........................................................................0558005224
Numero di codice Quantità Descrizione
0558003963 5 Elettrodo, Tungsteno 3/16”D
0558003965 5 Ugello per H35 0,198” divergente
0558003964 2 Anello di serraggio elettrodo 3/16”D
0558005689 2 Portaelettrodo/anello di serraggio PT-36
0558003967 2 Corpo anello di serraggio
0558002532 2 Deettore, 32 fori x 0,023
0558006688 5 Schermo, Corrente elevata
0558003918 1 Strumento per portaelettrodo PT-36
0558003962 1 Strumento per elettrodo in tungsteno
0558006690 2 Ugello, Gruppo tappo di ritegno, Corrente elevata
Kit di avvio per lamiera grossa ad H35 per torcia PT-36 ...........................................0558005225
Numero di codice Quantità Descrizione
0558003914 5 Elettrodo O2 UltraLife, standard
0558007791 5 Elettrodo
0558003928 3 Elettrodo N2/H35, standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 2 Ugello PT-36 1,0 mm (0,040")
0558006014 2 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006023 3 Ugello PT-36 2,3 mm (0,090")
0558006025 3 Ugello PT-36 2,5 mm (0,099")
0558006036 3 Ugello PT-36 3,6 mm (1,141")
0558006041 3 Ugello PT-36 4,1 mm (1,161")
0558006130 3 Ugello PT-36 3,0 mm (1,120")
0558006141 3 SUgello PT-36 4,1 mm (1,160")
0558006166 3 Ugello PT-36 6,6 mm (1,259")
0558006199 3 Ugello PT-36 9,9 mm (1,390")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006030 3 Schermo PT-36 3,0mm (0,120")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")

393
2.5 Speciche tecniche dell’unità PT-36
2.5.1 Speciche del gas
SEZIONE 2 DESCRIZIONE
2.5.2 Speciche tecniche della torcia PT-36
Tipo: Torcia da taglio meccanizzato plasmarc, a due gas, rareddata ad acqua
Corrente nominale: 1000 Amp al 100% del fattore di servizio
Diametro di montaggio: 2 pollici (50,8 mm)
Lunghezza della torcia senza i li: 16,7 pollici (42 cm)
Tensione nominale IEC 60974-7: picco 500 volt
Tensione di innesco (valore massimo di tensione ad ALTA FREQUENZA): 8000 vac
Velocità di usso minima del refrigerante: 1,3 USGPM (5,9 l/min)
Pressione minima del refrigerante in entrata: 175 psig (12,1 bar)
Pressione massima del refrigerante in entrata: 200 psig (13,8 bar)
Valore minimo accettabile del dispositivo di ricircolo del refrigerante:
16,830 BTU/HR (4,9 kW) a elevata temperatura del refrigerante - Ambiente = 45
SDgr
F (25
SDgr
C) e 1,6 USGPM (6 l/min)
Valori massimi di sicurezza della pressione del gas in entrata nella torcia: 125 psig (8,6 bar)
Interblocchi di sicurezza:La presente torcia va utilizzata con sistemi di taglio Plasmarc ESAB e comandi provvisti di
un interruttore del usso dell’acqua sulla linea di ritorno del refrigerante proveniente dalla torcia. La rimozione del
tappo di ritegno dell’ugello per eseguire interventi di manutenzione sulla torcia interrompe il circuito di ritorno del
refrigerante.
Requisiti tipici per usso erogato a 125 psig:
Gas plasma massimo: 300 scfh
Gas schermo massimo: 350 scfh
Questi valori non rappresentano ussi reali utilizzati in alcuna condizione, ma sono i valori massimi programmati per il sistema.
Argon 125 PSI (8,6 bar) con 0,25” NPT, purezza 99,995%, ltrato a 25 micron
Azoto 125 PSI (8,6 bar) con 0,25” NPT, purezza 99.99%, ltrato a 25 micron
Ossigeno 125 PSI (8,6 bar) con 0,25” NPT, purezza 99.5%, ltrato a 25 micron
H-35 (Argon/Idrogeno) 75 PSI (5,2 bar) con gas specialità, purezza 99,995%, ltrato a 25 micron
Metano 75 PSI (5,2 bar) con 0,25” NPT, purezza 93%, ltrato a 25 micron
Aria compressa (processo) 80 PSI a 1200cfh (5,5 bar a 35 m
3
h), ltrato a 25 micron
La pagina sta caricando ...

395
3.1 Collegamento della torcia al sistema al plasma
Fare riferimento al manuale del sistema.
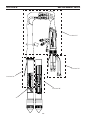
3.1.1 Collegamento alla cassetta di avviamento dell’arco
L’unità PT-36 è dotata di due cavi di alimentazione rareddati ad acqua che vanno collegati all’uscita negativa
dall’alimentazione elettrica. Il raccordo 7/16-20 con lettatura destrorsa si trova sul cavo che fa arrivare il refriger-
ante alla torcia. Il raccordo 7/16-20 con lettatura sinistrorsa si trova sul cavo che fa tornare indietro il refrigerante
dalla torcia.
Il terminale ad anello serve per realizzare il collegamento dell’ugello per innescare l’arco pilota. Il collegamento
fast-on consente la messa a terra dello schermo intrecciato sul cavo dell’arco pilota.
Uno schermo intrecciato alternativo è presente sulla torcia. Il terminale femmina di collegamento fast-on (gen-
Le scosse elettriche possono essere mortali!
sui componenti del sistema.
ritegno, ecc.) senza aver prima provveduto a spegnere l’interruttore di alimentazi-
one principale.
Pericolo di radiazioni. I raggi dell’arco possono provocare lesioni agli occhi e bruciare la pelle.
riferimento alla tabella qui di seguito per identicare la gradazione consigliata
per la lente durante lavori di taglio al plasma:
Corrente dell’arco Gradazione lente
Fino a 100 Amp Gradazione N. 8
100-200 Amp Gradazione N. 10
200-400 Amp Gradazione N. 12
Oltre 400 Amp Gradazione N. 14
-
sentano fessure
a meno che non indossino occhiali protettivi adeguati.
SEZIONE 3 INSTALLAZIONE
AVVERTENZA
PERICOLO
eralmente situato nella cassetta di avviamento dell’arco) può
invece essere accoppiato con un terminale maschio di colle-
gamento fast-on, ssato con nastro adesivo su uno dei cavi
di alimentazione a qualche pollice di distanza dall’estremità
del rivestimento della torcia. Spingere il rivestimento e il
grosso dado in ottone verso la testa della torcia per scoprire
questo collegamento. Una volta eettuato questo collega-
mento, la messa a terra del collegamento dello schermo si
realizza attraverso il grosso dado in ottone.
Terminale femmina del colle-
gamento fast-on
Cavi di alimentazione (2)
Terminale
maschio del
collegamento
fast-on
Dado in ottone

396
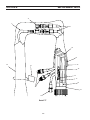
3.2 Montaggio della torcia sulla macchina
Fare riferimento al manuale della macchina.
Montare la torcia su questo manicotto isolato
NON montarla qui
sul corpo della
torcia in acciaio
Non montarla sul corpo della torcia in acciaio inox.•
Il corpo della torcia è isolato elettricamente, tuttavia la •
corrente di innesco ad alta frequenza può formare un arco
elettrico per trovare una messa a terra.
Il ssaggio in prossimità del corpo della torcia può pro-•
vocare la formazione di un arco elettrico tra il corpo e la
macchina.
Se questo arco si forma, può rendere necessaria la sosti-•
tuzione del corpo della torcia, che non sarebbe coperta
dalla garanzia.
I componenti della macchina potrebbero venire danneg-•
giati.
Fissare la torcia unicamente sul manicotto isolato della •
torcia (direttamente sopra l’etichetta) a non meno di 1,25”
(31,75mm) dall’estremità del manicotto della torcia.
3.1.2 Collegamento dei essibili del gas
1 - Dado aria acqua femmina di vecchio tipo per il collega-
mento del gas di schermatura.
2 - Raccordi B-IG per gas plasmogeno e gas di taglio del
plasma. Il collegamento dei essibili nell’una o nell’altra
posizione è indierente.
SEZIONE 3 INSTALLAZIONE
1
2
Il ssaggio sul corpo della torcia può provocare un pericoloso
usso di corrente attraverso il telaio della macchina.
ATTENZIONE

397
SEZIONE 4 FUNZIONAMENTO
OLIO E GRASSO POSSONO PRENDERE FUOCO IN MANIERA VIOLENTA!
PERFICI PULITE.
NO IN MANIERA VIOLENTA IN PRESENZA DI OSSIGENO SOT
TO PRESSIONE.
AVVERTENZA
PERICOLO DI ESPLOSIONE DI IDROGENO.
ON TAGLIARE SOTT'ACQUA CON GAS IDROGENO!
NI PERSONALI O MORTE.
NELLA TAVOLA D'ACQUA. QUESTE SACCHE ESPLODONO
ALL'ACCENSIONE DELLE SCINTILLE O DELL'ARCO AL PLA
SMA.
FONTI DI IDROGENO NELLA TAVOLA AD ACQUA, REAZIONI
DI FUSIONE DI METALLO, REAZIONI CHIMICHE LENTE E AL
CUN GAS PLASMOGENI.
PIASTRA DI TAGLIO E LA TAVOLA AD ACQUA.
MODO LE PARTICELLE SOTTILI DAL FONDO DELLA TAVOLA.
RIEMPIRE LA TAVOLA CON ACQUA PULITA.
VERSE ORE, FARLA VIBRARE O SOBBALZARE PER ROMPERE
EVENTUALI SACCHE DI IDROGENO PRIMA DI POSIZIONARLA
SULLA TAVOLA.
GLI PER PER ROMPERE EVENTUALI SACCHE DI IDROGENO.
ALMENO IL DOPPIO DELLA LARGHEZZA KERF PER GARAN
TIRE CHE IL MATERIALE SIA SEMPRE AL DI SOTTO DEL KERF.
QUA, COLLOCARE VENTOLE PER FAR CIRCOLARE L’ARIA TRA
LA LASTRA E LA SUPERFICIE DELL’ACQUA.
AVVERTENZA
PERICOLO DI ESPLOSIONE.
NON TAGLIARE SOTT'ACQUA CON H35! NELLA TAVOLA
AD ACQUA È POSSIBILE L'ACCUMULO PERICOLOSO DI GAS
IDROGENO. IL GAS IDROGENO È ESTREMAMENTE ESPLOSI
VO. RIDURRE IL LIVELLO DELL'ACQUA A 4 POLLICI MINIMO
AL DI SOTTO DEL PEZZO DA LAVORARE. FAR VIBRARE LA
PIASTRA E AGITARE ARIA E ACQUA FREQUENTEMENTE PER
EVITARE ACCUMULO DI IDROGENO.
AVVERTENZA

398
SEZIONE 4 FUNZIONAMENTO
SU UNA TAVOLA ASCIUTTA.
TERIORI INFORMAZIONI DI SICUREZZA RELATIVE A PERICOLI
ASSOCIATI A QUESTE LEGHE.
NON TAGLIARE AL PLASMA LEGHE Al-Li CON ACQUA:
STATUNITENSE
PERICOLO DI ESPLOSIONE.
Al-Li POSSONO
PROVOCARE ESPLOSIONI QUANDO SI TAGLIA AL PLASMA CON
ACQUA.
AVVERTENZA
PERICOLO DI SCINTILLE.
CALORE, SPRUZZI E SCINTILLE PROVOCANO INCENDI E USTIONI.
COMBUSTIBILI.
ACCENDISIGARI AL BUTANO.
RE L'UGELLO TORCIA LONTANO DA SÉ E DAGLI ALTRI
QUANDO SI ATTIVA IL PROCESSO AL PLASMA.
CHI E PER IL CORPO.
DI SICUREZZA.
ESPOSTE.
DIRE L'INGRESSO DI SCINTILLE E SCORIE.
AVVERTENZA

399
4.1 Installazione
Selezionare una condizione appropriata dai dati del procedimento (le SDP) e installare i componenti •
dell’estremità anteriore raccomandati (ugello, elettrodo, ecc.) Vedere i dati del procedimento per indi-
viduare i componenti e le impostazioni.
Posizionare la torcia sul materiale nel sito di inizio desiderato. •
Consultare il Manuale della sorgente di alimentazione per le impostazioni corrette. •
Consultare il Manuale di controllo del usso per le procedure di comando del gas. •
Consultare i Manuali di controllo e della macchina per le procedure di avvio. •
4.1.1 Taglio speculare
Quando si eseguono lavori di taglio speculare, sono necessari un deettore di gas a vortice inverso e un diusore
inverso. Questi componenti inversi faranno “ruotare” il gas nella direzione opposta, invertendo il lato “buono”
del taglio.
4.2 Qualità di taglio
A. Introduzione
Le cause che incidono sulla qualità del taglio sono interdipendenti. La modica di una variabile inuisce sulle al-
tre. Individuare una soluzione può risultare complicato. La guida seguente espone possibili soluzioni per diversi
risultati di taglio non soddisfacenti. Innanzitutto, selezionare la condizione più rilevante:
4.2.2 Angolo di taglio, negativo o positivo
4.2.3 Planarità del taglio
4.2.4 Finitura della supercie
4.2.5 Scorie
4.2.6 Precisione dimensionale
Generalmente, i parametri di taglio consigliati permettono di ottenere una qualità di taglio ottimale, sporadica-
mente le condizioni possono variare abbastanza da rendere necessari leggere correzioni. In tal caso:
Realizzare le correzioni eseguendo piccole regolazioni incrementali.•
Correggere la tensione dell’arco con incrementi o decrementi di 5 volt, a secondo della necessità.•
Regolare la velocità di taglio modicandola del 5% o meno no a ottenere un miglioramento delle •
condizioni.
SEZIONE 4 FUNZIONAMENTO
Olio e grasso possono prendere fuoco in maniera violenta!
violenta in presenza di ossigeno sotto pressione.
AVVERTENZA
De. a 4 fori inverso P/N 0558002534
De. 8 x ,047 inverso P/N 0558002530
De. 8 x 0,067 inverso P/N 20918
Diusore inverso P/N 22496

400
Angolo di taglio positivo
Le dimensioni della parte superiore sono inferiori di quelle
della parte inferiore.
Torcia allineata male•
Materiale piegato o deformato•
Materiali di consumo usurati o danneggiati•
Elevato stando alto (tensione dell’arco)•
Velocità di taglio eccessiva•
Corrente eccessiva o insuciente. (Vedere i dati •
del procedimento per i livelli di corrente consigli-
ati per ugelli specici).
Pezzo
Scarto
Pezzo
Prima di provvedere a QUALSIASI correzione, controllare le
variabili di taglio confrontandole con le impostazioni consigli-
ate dal produttore e vericare i numeri di codice dei materiali
di consumo elencati nei dati del procedimento.
4.2.2. Angolo di taglio
Angolo di taglio negativo
Le dimensioni della parte superiore sono maggiori
di quelle della parte inferiore.
Torcia allineata male•
Materiale piegato o deformato•
Materiali di consumo usurati o danneggiati•
Stando basso (tensione dell’arco)•
Velocità di taglio insuciente (velocità di corsa •
della macchina)
Pezzo
Pezzo
Scarto
SEZIONE 4 FUNZIONAMENTO
ATTENZIONE

401
4.2.3. Planarità del taglio
Parte superiore e inferiore arrotondate. Generalmente ques-
ta condizione si verica quando lo spessore del materiale è
uguale o inferiore a 0,25” (6,4 mm).
Corrente elevata per determinati spessori del materi-•
ale (Vedere i dati del procedimento per le impostazi-
oni corrette).
Scarto
Pezzo
Sottosquadro del bordo superiore
Stando basso (tensione dell’arco)•
SEZIONE 4 FUNZIONAMENTO
Pezzo
Scarto

402
4.2.4. Finitura della supercie
Irregolarità dovuta al procedimento
La supercie di taglio risulta costantemente irregolare. Può es-
sere limitata o meno a un solo asse.
Miscela di gas di schermatura non corretta (vedi •
i dati di processo).
Materiali di consumo usurati o danneggiati.•
Irregolarità dovuta alla macchina
Può risultare dicile distinguerla dall’irregolarità dovuta al pro-
cedimento. Spesso è limitata a un solo asse. L’irregolarità non
appare costante.
Ruote, binari e/o cremagliera/pignone di coman-•
do sporchi. (Fare riferimento alla sezione Ma-
nutenzione nel manuale di funzionamento della
macchina).
Regolazione delle ruote del carrello.•
o
Irregolarità
dovuta alla
macchina
Irregolarità
dovuta al
procedimento
Supercie di taglio
Vista dall’alto
4.2.5. Scorie
Le scorie rappresentano un sottoprodotto del processo di ta-
glio. Sono costituite dal materiale fastidioso che rimane attac-
cato al pezzo. Nella maggior parte dei casi, è possibile ridurre
o eliminare la formazione di scorie attraverso un’impostazione
corretta della torcia e del processo di taglio. Fare riferimento ai
dati del procedimento.
Scorie da velocità eccessiva
Materiale saldato o ripiegato sulla supercie inferiore lungo il
solco di taglio. Dicile da rimuovere. Può rendere necessaria la
molatura o la bulinatura. Linee di ritardo in forma di “S”.
Stando elevato (tensione dell’arco)•
Velocità di taglio eccessiva•
Scorie da velocità insuciente
Si accumulano sotto forma di globuli sulla supercie inferiore
lungo il solco di taglio. Si eliminano facilmente.
Velocità di taglio insuciente•
Vista laterale
Supercie di
taglio
Materiale ripiegato
Linee di
ritardo
Vista laterale
Globuli
Supercie
di taglio
Linee di
ritardo
SEZIONE 4 FUNZIONAMENTO

403
ATTENZIONE
Scorie sulla parte superiore
Appaiono come schizzi sulla parte superiore del materiale. Generalmente
si eliminano con facilità.
Velocità di taglio eccessiva•
Stando elevato (tensione dell’arco)•
Scorie discontinue
Si formano sulla supercie superiore o inferiore lungo il solco di taglio.
Discontinue. Possono apparire sotto forma di scorie di qualsiasi tipo.
Possono essere dovute a materiali di consumo usurati•
Altri fattori che incidono sulla formazione di scorie;
Temperatura del materiale•
Scaglie di lavorazione pesanti o ruggine•
Leghe ad elevato contenuto di carbonio•
4.2.6. Precisione dimensionale
Generalmente, l’impiego della minore velocità possibile (entro i livelli approvati) consente di ottenere la massima precisione
di taglio sui pezzi. Scegliere materiali di consumo che permettano di ridurre la tensione dell’arco e di diminuire la velocità
di taglio.
Vista laterale
Supercie di
taglio
Schizzi
La velocità di taglio e la tensione dell’arco consigliate consentiranno
di ottenere prestazioni di taglio ottimali nella maggior parte dei casi.
È possibile che si rendano necessarie piccole correzioni incrementali a
causa della qualità e della temperatura del materiale e di leghe partico-
lari L’operatore deve ricordare che tutte le variabili di taglio sono inter-
dipendenti. La modica di un’impostazione inuisce su tutte le altre e
può provocare il peggioramento della qualità di taglio. Iniziare sempre
attenendosi alle impostazioni consigliate.
Prima di provvedere a QUALSIASI correzione, controllare le vari-
abili di taglio confrontandole con le impostazioni consigliate dal
produttore e vericare i numeri di codice dei materiali di con-
sumo elencati nei dati del procedimento.
La velocità di taglio e la tensione dell’arco consigliate consentiranno di ot-
tenere prestazioni di taglio ottimali.
È possibile che si rendano necessarie piccole correzioni incrementali a
causa della qualità e della temperatura del materiale e di leghe particolari
L’operatore deve ricordare che tutte le variabili di taglio sono interdipen-
denti. La modica di un’impostazione inuisce su tutte le altre e può provo-
care il peggioramento della qualità di taglio. Iniziare sempre attenendosi
alle impostazioni consigliate. Prima di provvedere a QUALSIASI correzione,
controllare le variabili di taglio confrontandole con le impostazioni con-
sigliate dal produttore e vericare i numeri di codice dei materiali di con-
sumo elencati nei dati del procedimento.
SEZIONE 4 FUNZIONAMENTO
ATTENZIONE
NOTA

404
4.3 Condotti di passaggio dei ussi della torcia
Ingresso gas
plasma
Ingresso gas di
schermatura
Ingresso acqua
Uscita acqua
Rappresentazione che mostra i
condotti di passaggio del gas
Rappresentazione che mostra i
condotti di passaggio dell’acqua
SEZIONE 4 FUNZIONAMENTO
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
 241
241
-
 242
242
-
 243
243
-
 244
244
-
 245
245
-
 246
246
-
 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260
-
 261
261
-
 262
262
-
 263
263
-
 264
264
-
 265
265
-
 266
266
-
 267
267
-
 268
268
-
 269
269
-
 270
270
-
 271
271
-
 272
272
-
 273
273
-
 274
274
-
 275
275
-
 276
276
-
 277
277
-
 278
278
-
 279
279
-
 280
280
-
 281
281
-
 282
282
-
 283
283
-
 284
284
-
 285
285
-
 286
286
-
 287
287
-
 288
288
-
 289
289
-
 290
290
-
 291
291
-
 292
292
-
 293
293
-
 294
294
-
 295
295
-
 296
296
-
 297
297
-
 298
298
-
 299
299
-
 300
300
-
 301
301
-
 302
302
-
 303
303
-
 304
304
-
 305
305
-
 306
306
-
 307
307
-
 308
308
-
 309
309
-
 310
310
-
 311
311
-
 312
312
-
 313
313
-
 314
314
-
 315
315
-
 316
316
-
 317
317
-
 318
318
-
 319
319
-
 320
320
-
 321
321
-
 322
322
-
 323
323
-
 324
324
-
 325
325
-
 326
326
-
 327
327
-
 328
328
-
 329
329
-
 330
330
-
 331
331
-
 332
332
-
 333
333
-
 334
334
-
 335
335
-
 336
336
-
 337
337
-
 338
338
-
 339
339
-
 340
340
-
 341
341
-
 342
342
-
 343
343
-
 344
344
-
 345
345
-
 346
346
-
 347
347
-
 348
348
-
 349
349
-
 350
350
-
 351
351
-
 352
352
-
 353
353
-
 354
354
-
 355
355
-
 356
356
-
 357
357
-
 358
358
-
 359
359
-
 360
360
-
 361
361
-
 362
362
-
 363
363
-
 364
364
-
 365
365
-
 366
366
-
 367
367
-
 368
368
-
 369
369
-
 370
370
-
 371
371
-
 372
372
-
 373
373
-
 374
374
-
 375
375
-
 376
376
-
 377
377
-
 378
378
-
 379
379
-
 380
380
-
 381
381
-
 382
382
-
 383
383
-
 384
384
-
 385
385
-
 386
386
-
 387
387
-
 388
388
-
 389
389
-
 390
390
-
 391
391
-
 392
392
-
 393
393
-
 394
394
-
 395
395
-
 396
396
-
 397
397
-
 398
398
-
 399
399
-
 400
400
-
 401
401
-
 402
402
-
 403
403
-
 404
404
-
 405
405
-
 406
406
-
 407
407
-
 408
408
-
 409
409
-
 410
410
-
 411
411
-
 412
412
-
 413
413
-
 414
414
-
 415
415
-
 416
416
-
 417
417
-
 418
418
-
 419
419
-
 420
420
-
 421
421
-
 422
422
-
 423
423
-
 424
424
-
 425
425
-
 426
426
-
 427
427
-
 428
428
-
 429
429
-
 430
430
-
 431
431
-
 432
432
-
 433
433
-
 434
434
-
 435
435
-
 436
436




















































































































































































































































































































































































































































ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
- Tipo
- Manuale utente
in altre lingue
- English: ESAB PT-36 Mechanized Plasmarc Cutting Torch User manual
- français: ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
- Deutsch: ESAB PT-36 Mechanized Plasmarc Cutting Torch Benutzerhandbuch
- Nederlands: ESAB PT-36 Mechanized Plasmarc Cutting Torch Handleiding
- dansk: ESAB PT-36 Mechanized Plasmarc Cutting Torch Brugermanual
- čeština: ESAB PT-36 Mechanized Plasmarc Cutting Torch Uživatelský manuál
- eesti: ESAB PT-36 Mechanized Plasmarc Cutting Torch Kasutusjuhend
- suomi: ESAB PT-36 Mechanized Plasmarc Cutting Torch Ohjekirja
Documenti correlati
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
-
-
ESAB PT-36R Mechanized Plasmarc Cutting Torch Manuale utente
-
ESAB PT-25 Plasma Arc Cutting Torch Manuale utente
-
-
-
ESAB Precision Plasmarc System Guida d'installazione
-
ESAB EPP-200 Precision Plasmarc Cutting System Manuale utente
-
-