ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
- Tipo
- Manuale utente

PT-36
Torcia da taglio meccanizzato Plasmarc
Manuale di istruzioni (IT)
0558006970 03/2009

2
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a ma-
nutenzione insuciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere eettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
ATTENZIONE
RESPONSABILITÀ DELL’UTENTE
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


3
INDICE
1.0 Indicazioni per la sicurezza ............................................................................5
2.0 Descrizione ...........................................................................................7
2.1 Informazioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.2 Finalità ..........................................................................................7
2.3 Kit disponibili ...................................................................................7
2.4 Accessori opzionali: ..............................................................................7
2.5 Speciche tecniche dell’unità PT-36 .............................................................11
3.0 Installazione .........................................................................................13
3.1 Collegamento della torcia al sistema al plasma...................................................13
3.2 Montaggio della torcia sulla macchina ..........................................................15
4.0 Funzionamento ......................................................................................17
4.1 Installazione ..................................................................................19
4.2 Qualità di taglio ................................................................................19
4.3 Condotti di passaggio dei ussi della torcia ......................................................24
5.0 Manutenzione ...................................................................................... 25
5.1 Introduzione ................................................................................. 25
5.2 Smontaggio dell’estremità anteriore della torcia ................................................ 26
5.3 Smontaggio dell'estremità anteriore della torcia (per produzione di piastre spesse) .............. 29
5.4 Montaggio dell’estremità anteriore della torcia .................................................32
5.5 Montaggio dell'estremità anteriore della torcia (per produzione di piastre spesse).................33
5.6 Corpo torcia ..................................................................................35
5.7 Rimozione e sostituzione del corpo della torcia ................................................. 36
5.8 Durata ridotta dei materiali di consumo ....................................................... 38
Sezione/Titolo Pagina

4
INDICE

5
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
1.0 Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che
chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza
devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma.
Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento
dell’attrezzatura per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare
situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso.
1. Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in
funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere
intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere eettuato sono da parte di tecnici qualicati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non eettuare lavori di lubricazione e manutenzione.

6
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI
SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE
SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI
DAL PRODUTTORE.
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria
zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con
ltro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali inammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cue antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVERTENZA

7
2.2 Finalità
Questo manuale è stato realizzato per fornire all’operatore tutte le informazioni necessarie per eseguire
l’installazione e provvedere alla manutenzione della torcia da taglio meccanizzato Plasmarc PT-36. Viene fornito
anche materiale tecnico di riferimento come supporto per l’individuazione e la risoluzione dei problemi del kit
per taglio.
2.3 Kit disponibili
Kit della torcia PT-36 disponibili attraverso il proprio distributore ESAB. Consultare la sezione Pezzi di ricambio
per i numeri di codice dei componenti.
2.1 Informazioni generali
La torcia da taglio meccanizzato Plasmarc PT-36 è una torcia ad arco al plasma assemblata in fabbrica per garan-
tire la concentricità dei componenti dell’unità e per orire una precisione di taglio costante. Per questo motivo,
non è possibile ricostruire in loco il corpo della torcia. Soltanto l’estremità anteriore della torcia presenta compo-
nenti sostituibili.
SEZIONE 2 DESCRIZIONEON
DESCRIZIONE DEI GRUPPI TORCIA PT-36 NUMERO DI CODICE
GRUPPO TORCIA PT-36 4,5 piedi (1,3 m) 0558006745
GRUPPO TORCIA PT-36 6 piedi (1,8 m) 0558006746
GRUPPO TORCIA PT-36 12 piedi (3,7 m) 0558006747
GRUPPO TORCIA PT-36 MINI-SMUSSO 14 piedi (4,3 m) 0558006748
GRUPPO TORCIA PT-36 15 piedi (4,6 m) 0558006749
GRUPPO TORCIA PT-36 17 piedi (5,2 m) 0558006750
GRUPPO TORCIA PT-36 20 piedi (6,1 m) 0558006779
GRUPPO TORCIA PT-36 25 piedi (7,6 m) 0558006751
2.4 Accessori opzionali:
Flussometro di prova (questo prezioso strumento di diagnostica consente di misurare
il usso eettivo di gas plasma attraverso la torcia).........................................................21317
Silenziatore a bolla (crea una bolla d'aria in modo tale che la torcia da taglio Plasmar-
cPT-36 possa essere utilizzata sott'acqua con un minimo sacricio della qualità di ta-
glio. Questo sistema consente anche il funzionamento sopra l'acqua in quanto il usso
d'acqua attraverso il silenziatore riduce fumi, rumore e radiazioni UV dell'arco). 37439
Cortina d'aria (dispositivo utilizzato per migliorare le prestazioni della torcia da taglio
PlasmarcPT-36 durante il taglio sott'acqua. Questo dispositivo si monta sulla torcia e
produce una cortina d'aria. Ciò consente all'arco al plasma di operare in una zona re-
lativamente asciutta anche se la torcia è stata sommersa per ridurre il rumore, i fumi e
le radiazioni dell'arco). ................................................................................................................37440

8
Kit di riparazione e accessori per torcia PT-36 ..........................................................0558005221
SEZIONE 2 DESCRIZIONE
2.4.1 KIT DI MATERIALE DI CONSUMO PER TORCIA PT36
Gruppo caricatore, portatile .........................................................................................0558006164
Gruppo caricatore, 5 componenti ..............................................................................0558006165
Numero di codice Quantità Descrizione
0558003804 1 Corpo torcia PT-36 con O-ring
996528 10 O-ring 1,614 ID x ,070
0558002533 2 Deettore, 4 fori x ,032
0558001625 2 Deettore, 8 fori x 0,047
0558002534 1 Deettore, 4 fori x ,032 Inverso
0558002530 1 Deettore, 8 fori x 0,047 Inverso
0558005457 2 Deettore, 4 fori x ,022
0558003924 3 Portaelettrodo PT-36 con O-ring
86W99 10 O-ring 0,364 ID x ,070
37082 2 Tappo di ritegno ugello, standard
21796 1 Diusore di gas di schermatura, bassa corrente
21944 5 Diusore di gas di schermatura, standard
22496 1 Diusore di gas di schermatura, inverso
37081 2 Sostegno schermo, standard
0558003858 2 Anello di contatto con vite
37073 6 Vite, anello di contatto
93750010 2 Chiave esagonale da ,109”
996568 1 Chiave per dadi da 7/16” (strumento per elettrodo)
0558003918 1 Strumento per portaelettrodo PT-36
77500101 1 Grasso al silicone DC-111 5,3oz

9
SEZIONE 2 DESCRIZIONE
Kit di avvio da 200A per torcia PT-36 ..........................................................................0558005222
Numero di codice Quantità Descrizione
0558003914 8 Elettrodo O2 UltraLife, standard
0558003928 3 Elettrodo N2/H35, standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 3 Ugello PT-36 1,0 mm (0,040")
0558006014 3 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006130 3 Schermo PT-36 3,0 mm (0,120")
0558006141 3 Schermo PT-36 4,1 mm (0,160")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006023 3 Schermo PT-36 2,3mm (0, 090")
0558006166 3 Ugello PT-36 6,6mm (0,259")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")
Kit di avvio da 400A per torcia PT-36 ..........................................................................0558005223
Numero di codice Quantità Descrizione
0558003914 8 Elettrodo O2 UltraLife, standard
0558003928 3 Elettrodo N2/H35, Standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 2 Ugello PT-36 1,0 mm (0,040")
0558006014 2 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006023 3 Ugello PT-36 2,3 mm (0,090")
0558006025 3 Ugello PT-36 2,5 mm (0,080")
0558006036 3 Ugello PT-36 3,6 mm (0,141")
0558006130 3 Schermo PT-36 3,0 mm (0,120")
0558006141 3 Schermo PT-36 4,1 mm (0,160")
0558006166 3 Schermo PT-36 6,6 mm (0,259")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006199 3 Ugello PT-36 9,9 mm (1,390")
0558006030 3 Schermo PT-36 3,0mm (0,120")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")

10
SEZIONE 2 DESCRIZIONE
Kit di avvio da 600A per torcia PT-36 ..........................................................................0558005224
Numero di codice Quantità Descrizione
0558003963 5 Elettrodo, Tungsteno 3/16”D
0558003965 5 Ugello per H35 0,198” divergente
0558003964 2 Anello di serraggio elettrodo 3/16”D
0558005689 2 Portaelettrodo/anello di serraggio PT-36
0558003967 2 Corpo anello di serraggio
0558002532 2 Deettore, 32 fori x 0,023
0558006688 5 Schermo, Corrente elevata
0558003918 1 Strumento per portaelettrodo PT-36
0558003962 1 Strumento per elettrodo in tungsteno
0558006690 2 Ugello, Gruppo tappo di ritegno, Corrente elevata
Kit di avvio per lamiera grossa ad H35 per torcia PT-36 ...........................................0558005225
Numero di codice Quantità Descrizione
0558003914 8 Elettrodo O2 UltraLife, standard
0558003928 3 Elettrodo N2/H35, standard
0558005459 3 Elettrodo O2/N2, bassa corrente
0558006010 2 Ugello PT-36 1,0 mm (0,040")
0558006014 2 Ugello PT-36 1,4 mm (0,055")
0558006020 5 Ugello PT-36 2,0 mm (0,080")
0558006023 3 Ugello PT-36 2,3 mm (0,090")
0558006025 3 Ugello PT-36 2,5 mm (0,099")
0558006036 3 Ugello PT-36 3,6 mm (1,141")
0558006041 3 Ugello PT-36 4,1 mm (1,161")
0558006130 3 Ugello PT-36 3,0 mm (1,120")
0558006141 3 SUgello PT-36 4,1 mm (1,160")
0558006166 3 Ugello PT-36 6,6 mm (1,259")
0558006199 3 Ugello PT-36 9,9 mm (1,390")
0558008010 3 Ugello PT-36 1,0mm (0,040") PR
0558007624 3 Schermo PT-36 2,4mm (0,095")
0558006030 3 Schermo PT-36 3,0mm (0,120")
0558006908 3 Schermo PT-36 0,8mm (0,030")
0558006018 3 Schermo PT-36 1,8mm (0,070")

11
2.5 Speciche tecniche dell’unità PT-36
2.5.1 Speciche del gas
SEZIONE 2 DESCRIZIONE
2.5.2 Speciche tecniche della torcia PT-36
Tipo: Torcia da taglio meccanizzato plasmarc, a due gas, rareddata ad acqua
Corrente nominale: 1000 Amp al 100% del fattore di servizio
Diametro di montaggio: 2 pollici (50,8 mm)
Lunghezza della torcia senza i li: 16,7 pollici (42 cm)
Tensione nominale IEC 60974-7: picco 500 volt
Tensione di innesco (valore massimo di tensione ad ALTA FREQUENZA): 8000 vac
Velocità di usso minima del refrigerante: 1,3 USGPM (5,9 l/min)
Pressione minima del refrigerante in entrata: 175 psig (12,1 bar)
Pressione massima del refrigerante in entrata: 200 psig (13,8 bar)
Valore minimo accettabile del dispositivo di ricircolo del refrigerante:
16.830 BTU/HR (4,9 kW) a elevata temperatura del refrigerante - Ambiente = 45
SDgr
F (25
SDgr
C) e 1,6 USGPM (6 l/min)
Valori massimi di sicurezza della pressione del gas in entrata nella torcia: 125 psig (8,6 bar)
Interblocchi di sicurezza:La presente torcia va utilizzata con sistemi di taglio Plasmarc ESAB e comandi provvisti di
un interruttore del usso dell’acqua sulla linea di ritorno del refrigerante proveniente dalla torcia. La rimozione del
tappo di ritegno dell’ugello per eseguire interventi di manutenzione sulla torcia interrompe il circuito di ritorno del
refrigerante.
Requisiti tipici per usso erogato a 125 psig:
Gas plasma massimo: 300 scfh
Gas schermo massimo: 350 scfh
Questi valori non rappresentano ussi reali utilizzati in alcuna condizione, ma sono i valori massimi programmati per il sistema.
Argon 125 PSI (8,6 bar) con 0,25” NPT, purezza 99,995%, ltrato a 25 micron
Azoto 125 PSI (8,6 bar) con 0,25” NPT, purezza 99.99%, ltrato a 25 micron
Ossigeno 125 PSI (8,6 bar) con 0,25” NPT, purezza 99.5%, ltrato a 25 micron
H-35 (Argon/Idrogeno) 75 PSI (5,2 bar) con gas specialità, purezza 99,995%, ltrato a 25 micron
Metano 75 PSI (5,2 bar) con 0,25” NPT, purezza 93%, ltrato a 25 micron
Aria compressa (processo) 80 PSI a 1200cfh (5,5 bar a 35 m
3
h), ltrato a 25 micron

12
SEZIONE 2 DESCRIZIONE

13
Le scosse elettriche possono essere mortali!
sui componenti del sistema.
ritegno, ecc.) senza aver prima provveduto a spegnere l’interruttore di alimentazi-
one principale.
Pericolo di radiazioni. I raggi dell’arco possono provocare lesioni agli occhi e bruciare la pelle.
riferimento alla tabella qui di seguito per identicare la gradazione consigliata
per la lente durante lavori di taglio al plasma:
Corrente dell’arco Gradazione lente
Fino a 100 Amp Gradazione N. 8
100-200 Amp Gradazione N. 10
200-400 Amp Gradazione N. 12
Oltre 400 Amp Gradazione N. 14
-
sentano fessure
a meno che non indossino occhiali protettivi adeguati.
SEZIONE 3 INSTALLAZIONE
AVVERTENZA
PERICOLO
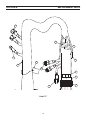
3.1 Collegamento della torcia al sistema al plasma
Fare riferimento al manuale del sistema.
3.1.1 Collegamento alla cassetta del gas plasma
L’unità PT-36 è dotata di due cavi di alimentazione rareddati ad acqua che vanno collegati all’uscita negativa
dall’alimentazione elettrica. Il raccordo 7/16-20 con lettatura destrorsa si trova sul cavo che fa arrivare il refrigerante alla
torcia. Il raccordo 7/16-20 con lettatura sinistrorsa si trova sul cavo che fa tornare indietro il refrigerante dalla torcia. En-
trambi questi cavi hanno un lo giallo/verde da collegare al prigioniero di terra illustrato in basso.
Il cavo dell'arco pilota è collegato alla cassetta di avviamento dell’arco (vedere il manuale cassetta del gas plasma/gas di
schermatura (0558005487). Anche il cavo dell'arco pilota ha un lo giallo/verde da collegare al prigioniero di terra illustrato
in basso.
Collegamento prigioniero di terra
Cavi di terra
Cavi di alimentazione

14
SEZIONE 3 INSTALLAZIONE
3.1.2 Collegamento dei essibili del gas torcia al collettore
1 - Dado aria acqua femmina di vecchio tipo per il collegamento del collettore.
2 - Raccordi B-IG per gas plasmogeno e gas di taglio plasmogeno. Il collegamento dei essibili nell’una o nell’al-
tra posizione è indierente.
Nota:
Il valore della pressione
viene determinato dal-
le condizioni di taglio.
Fare riferimento al ma-
nuale dei dati di taglio,
0558006163 per i valori
della pressione e le im-
postazioni.
2
1
2
1

15
3.2 Montaggio della torcia sulla macchina
Fare riferimento al manuale della macchina.
Montare la torcia su questo manicotto isolato
NON montarla qui
sul corpo della
torcia in acciaio
Non montarla sul corpo della torcia in acciaio inox.•
Il corpo della torcia è isolato elettricamente, tuttavia la •
corrente di innesco ad alta frequenza può formare un arco
elettrico per trovare una messa a terra.
Il ssaggio in prossimità del corpo della torcia può pro-•
vocare la formazione di un arco elettrico tra il corpo e la
macchina.
Se questo arco si forma, può rendere necessaria la sosti-•
tuzione del corpo della torcia, che non sarebbe coperta
dalla garanzia.
I componenti della macchina potrebbero venire danneg-•
giati.
Fissare la torcia unicamente sul manicotto isolato della •
torcia (direttamente sopra l’etichetta) a non meno di 1,25”
(31,75mm) dall’estremità del manicotto della torcia.
Il ssaggio sul corpo della torcia può provocare un pericoloso
usso di corrente attraverso il telaio della macchina.
ATTENZIONE
SEZIONE 3 INSTALLAZIONE

16
SEZIONE 3 INSTALLAZIONE

17
SEZIONE 4 FUNZIONAMENTO
OLIO E GRASSO POSSONO PRENDERE FUOCO IN MANIERA VIOLENTA!
PERFICI PULITE.
NO IN MANIERA VIOLENTA IN PRESENZA DI OSSIGENO SOT
TO PRESSIONE.
AVVERTENZA
PERICOLO DI ESPLOSIONE DI IDROGENO.
ON TAGLIARE SOTT'ACQUA CON GAS IDROGENO!
NI PERSONALI O MORTE.
NELLA TAVOLA D'ACQUA. QUESTE SACCHE ESPLODONO
ALL'ACCENSIONE DELLE SCINTILLE O DELL'ARCO AL PLA
SMA.
FONTI DI IDROGENO NELLA TAVOLA AD ACQUA, REAZIONI
DI FUSIONE DI METALLO, REAZIONI CHIMICHE LENTE E AL
CUN GAS PLASMOGENI.
PIASTRA DI TAGLIO E LA TAVOLA AD ACQUA.
MODO LE PARTICELLE SOTTILI DAL FONDO DELLA TAVOLA.
RIEMPIRE LA TAVOLA CON ACQUA PULITA.
VERSE ORE, FARLA VIBRARE O SOBBALZARE PER ROMPERE
EVENTUALI SACCHE DI IDROGENO PRIMA DI POSIZIONARLA
SULLA TAVOLA.
GLI PER PER ROMPERE EVENTUALI SACCHE DI IDROGENO.
ALMENO IL DOPPIO DELLA LARGHEZZA KERF PER GARAN
TIRE CHE IL MATERIALE SIA SEMPRE AL DI SOTTO DEL KERF.
QUA, COLLOCARE VENTOLE PER FAR CIRCOLARE L’ARIA TRA
LA LASTRA E LA SUPERFICIE DELL’ACQUA.
AVVERTENZA
PERICOLO DI ESPLOSIONE.
NON TAGLIARE SOTT'ACQUA CON H35! NELLA TAVOLA
AD ACQUA È POSSIBILE L'ACCUMULO PERICOLOSO DI GAS
IDROGENO. IL GAS IDROGENO È ESTREMAMENTE ESPLOSI
VO. RIDURRE IL LIVELLO DELL'ACQUA A 4 POLLICI MINIMO
AL DI SOTTO DEL PEZZO DA LAVORARE. FAR VIBRARE LA
PIASTRA E AGITARE ARIA E ACQUA FREQUENTEMENTE PER
EVITARE ACCUMULO DI IDROGENO.
AVVERTENZA

18
SEZIONE 4 FUNZIONAMENTO
SU UNA TAVOLA ASCIUTTA.
TERIORI INFORMAZIONI DI SICUREZZA RELATIVE A PERICOLI
ASSOCIATI A QUESTE LEGHE.
NON TAGLIARE AL PLASMA LEGHE Al-Li CON ACQUA:
STATUNITENSE
PERICOLO DI ESPLOSIONE.
Al-Li POSSONO
PROVOCARE ESPLOSIONI QUANDO SI TAGLIA AL PLASMA CON
ACQUA.
AVVERTENZA
PERICOLO DI SCINTILLE.
CALORE, SPRUZZI E SCINTILLE PROVOCANO INCENDI E USTIONI.
COMBUSTIBILI.
ACCENDISIGARI AL BUTANO.
RE L'UGELLO TORCIA LONTANO DA SÉ E DAGLI ALTRI
QUANDO SI ATTIVA IL PROCESSO AL PLASMA.
CHI E PER IL CORPO.
DI SICUREZZA.
ESPOSTE.
DIRE L'INGRESSO DI SCINTILLE E SCORIE.
AVVERTENZA
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
- Tipo
- Manuale utente
Documenti correlati
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
-
-
ESAB PT-36R Mechanized Plasmarc Cutting Torch Manuale utente
-
ESAB M3® Plasma Precision Plasmarc Plasma Gas Box & Shield Gas Box Manuale utente
-
-
-
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Manuale utente
-
-