
Valid for serial no. 0607--xxx--xxxx0460 072 001 2006--05--08
Frametrac
t
112101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò
Instrukcja obs³ugi

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
Zastrzegamy sobie prawo do wprowadzenia zmian.
SVENSKA 5..............................................
DANSK 29................................................
NORSK 53................................................
SUOMI 77................................................
ENGLISH 101..............................................
DEUTSCH 125.............................................
FRANÇAIS 149.............................................
NEDERLANDS 173.........................................
ESPAÑOL 197..............................................
ITALIANO 221..............................................
PORTUGUÊS 245..........................................
ÅËËÇÍÉÊÁ 269.............................................
POLSKI 293.................................................

-- 3 --
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sverige, försäkrar under eget ansvar att svetsauto-
mat Frametrac från serienummer 0607 är i överensstämmelse med standard EN 12100--2 och EN
60204--1 enligt villkoren i direktiv (73/27/EG) och standard EN 61000--2--2 samt EN 61000--6--3 enligt
villkoren i direktiv (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
OVERENSSTEMMELSEERKLÆRING
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sverige, erklærer på eget ansvar, at svejseautomat
Frametrac fra serienummer 0607 er i overensstemmelse med standarden EN 12100--2 og
EN 60204--1 ifølge betingelserne i direktiv (73/27/EØF) og standard EN 61000--2--2 samt
EN 61000--6--3 ifølge betingelserne i direktiv (89/336/EØF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
FORSIKRING OM SAMSVAR
Esab Welding Equipment AB, SE--695 81 Laxå, Sverige, forsikrer på eget ansvar at sveiseautomat
Frametrac fra serienummer 0607 er i overensstemmelse med standard EN 12100--2 og EN 60204--1
i følge vilkårene i direktiv (73/27/EF) og standard EN 61000--2--2 samt EN 61000--6--3 i følge vilkårene
i direktiv (89/336/EF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
VAATIMUSTENMUKAISUUSVAKUUTUS
ESAB AB, Welding Equipment, SE--695 81 Laxå, Ruotsi, vakuuttaa omalla vastuullaan, että
hitsausautomaatti Frametrac alkaen sarjanumerosta 0607 täyttää standardin EN 12100--2 ja
EN 60204--1 vaatimukset direktiivin (73/27/ETY) ehtojen mukaisesti sekä standardin EN 61000--2--2
sekä EN 61000--6--3 vaatimukset direktiivin (89/336/ETY).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DECLARATION OF CONFORMITY
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sweden, gives its unreserved guarantee that
automatic welding machine Frametrac from serial number 0607 complies with standard
EN 12100--2 and EN 60204--1, in accordance with the requirements of directive (73/27/EEC) and with
standard EN 61000--2--2 and also EN 61000--6--3, in accordance with the requirements of directive
(89/336/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
ZULASSUNGSNACHWEIS
ESAB AB, Welding Equipment, SE--695 81 Laxå Schweden, bestätigt hiermit in Eigenverantwortung,
daß der Schweißautomat Frametrac ab Seriennummer 0607 dem Standard EN 12100--2 und
EN 60204--1 gemäß den Bedingungen der Direktive (73/27/EEG) und dem Standard EN 61000--2--2
und EN 61000--6--3 gemäß den Bedingungen der Direktive (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suède, certifie que la appareil de soudage
automatique Frametrac à partir du numéro de série 0607 est conforme à la norme EN 12100--2 et
EN 60204--1 selon les conditions de la directive (73/27/CEE) et à la norme EN 61000--2--2 et EN
61000--6--3 selon les conditions de la directive (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
VERKLARING VAN OVEREENSTEMMING
ESAB AB, Welding Equipment, SE--695 81 Laxå Zweden, verklaart geheel onder eigen verantwoor-
delijkheid dat lasautomaat Frametrac van het serienummer 0607 in overeenstemming is met norm
EN 12100--2 en EN 60204--1 conform de bepalingen in richtlijn (73/27/EEG) en met norm
EN 61000--2--2 en EN 61000--6--3 conform de bespalingen in richtlijn (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DECLARACIÓN DE CONFORMIDAD
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que
la equipo para soldadura automática Frametrac a partir del número de serie 0607 concuerda con la
norma EN 12100--2 y EN 60204--1 conforme a la directiva (73/27/CEE) y con la norma
EN 61000--2--2 y EN 61000--6--3 según los requisitos de la directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå Svezia, dichiara sotto la propria responsabilità che la
saldatrice automatica Frametrac con numero di serie a partire da 0607 è conforme alla norma
EN 12100--2 e EN 60204--1 come previsto dalla direttiva (73/27/CEE) ed alla norma EN 61000--2--2 e
EN 61000--6--3 come previsto dalla direttiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------

-- 4 --
DECLARAÇÃO DE CONFORMIDADE
ESAB AB, Welding Equipment, SE--695 81 Laxå Suécia, garante sob responsabilidade própria que, o
equipamento automático para soldadura Frametrac a partir do número de série 0607 está em con-
formidade com a norma EN 12100--2 e EN 60204--1 segundo os requisitos da directiva (73/27/CEE) e
com a norma EN 61000--2--2 e EN 61000--6--3 segundo os requisitos da directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
ÄÇËÙÓÇ ÓÕÌÌÏÑÖÙÓÇÓ
ÇåôáéñåßáESAB AB, Welding Equipment, SE--695 81 Laxå, Óïõçäßá, äçëþíåé üôé ôá ìç÷áíÞìáôá
áõôüìáôò óõãêïëëçôÞò Frametrac áðü ôïí áñéèìü óåéñÜò 0607 êáé Ýðåéôá, óõììïñöþíïíôáé ìå
ôï ðñüôõðï EN 12100--2 êáé EN 60204--1 óýìöùíá ìå ôéò áðáéôÞóåéò ôçò ïäçãßáò (73/27/EEG)
êáé ôï ðñüôõðï EN 61000--2--2 êáé EN 61000--6--3 óýìöùíá ìå ôéò áðáéôÞóåéò ôçò ïäçãßáò
(89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
CERTYFIKAT ZGODNO¦CI
Firma ESAB AB, Welding Equipment, SE-695 81 Laxå, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci,
¿e automat spawalniczy Frametrac od numeru seryjnego 0607 spe³nia wymagania normy EN 12100-2 i
EN 60204-1 wed³ug dyrektywy (73/27/EG) oraz normy EN 61000-2-2 i EN 61000-6-3 wed³ug
dyrektywy (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--19

PORTUGUÊS
-- 2 4 5 --
TOCp
1 SEGURANÇA 246......................................................
2 DESCRIÇÃO TÉCNICA 248.............................................
2.1 Generalidades 248............................................................
2.2 Função ACC 249..............................................................
2.3 Máquina 250..................................................................
2.4 Componentes 251.............................................................
2.5 Dados técnicos 251............................................................
3 INSTALLAÇÃO 252....................................................
3.1 Generalidades 252............................................................
3.2 Conexão do Frametrac ao dispositivo de alimentação 252..........................
3.3 Outras conexões 253..........................................................
3.4 Ligação 257..................................................................
3.5 Montagem 258................................................................
4 FUNCIONAMENTO 262.................................................
4.1 Geral 262....................................................................
4.2 Painel frontal -- Carro 262......................................................
4.3 Painel frontal -- Dispositivo de pêndulo 263.......................................
4.4 Controlo remoto 264...........................................................
4.5 Carreta 266...................................................................
4.6 Unidade de comando 266......................................................
5 MANUTENÇÃO 267....................................................
5.1 Geral 267....................................................................
5.2 Diariamente 267..............................................................
6 ACESSÓRIOS 268.....................................................
7 ENCOMENDA DE PEÇAS SOBRESSALENTES 268.......................
ESBOÇO COM DIMENSÕES 317...........................................
ESQUEMA 319...........................................................
LISTA DE PEÇAS SOBRESSALENTES 321..................................

-- 2 4 6 --
Safp
1 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a res-
ponsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de pre-
caução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar--
se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcio-
namento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resul-
tar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipa-
mento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar--se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique--se de que o cabo de retorno está bem ligado.
S O trabalho em equipamento de alta tensão só será executado por um electricista qua-
lificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S Alubrificaçãoeamanutenção não podem ser executadas no equipamento durante o
seu funcionamento.
PT

-- 2 4 7 --
Safp
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNE -
CIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO -- Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole --se a si próprio, e à peça de trabalho, da terra.
S Certifique--se de que a sua posição de trabalho é segura.
FUMOS E GASES -- Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO -- Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique--se de que não existem mate-
riais inflamáveis por perto.
RUÍDO -- O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS -- Peça a assistência de um perito caso surja uma avaria.
PROTEJA--SE A SI E AOS OUTROS!
AVISO
PT

-- 2 4 8 --
fhc2d1pa
2 DESCRIÇÃO TÉCNICA
2.1 Generalidades
Frametrac é um carro de soldadura concebido para a m ecanização eficaz de solda-
dura de alizares em tubos para centrais aeroeléctricas. Ele é constituído de um car-
ro com dispositivo de pêndulo, unidade de comando com telecomando e um disposi-
tivo de carreta para a pistola de soldadura que flutua tanto no sentido horizontal
como no vertical.
O movimento vertical é obtido através de uma carreta eléctrica (ACC) orientada pela
corrente, de forma que a pistola mantenha altura/corrente constantes.
h
h
Quando o alizar tiver uma espessura constante, guia--se o carro directamente sobre
ele. Em alizares com espessura variável usa-- se uma pista separada para o carro.
O carro move--se sob re o alizar. O carro move--se sob re uma pista se-
parada no topo do alizar.
PT

-- 2 4 9 --
fhc2d1pa
2.2 Função ACC
”ACC” (Automatic Current Control) é uma unidade de regulação construída para
manter constante a corrente em soldadura MIG/MAG mecanizada. Isto realiza--se
regulando--se automaticamente a altura d a pistola para cima/para baixo durante o
processo de soldadura, para se poder seguir uma base variável, pressuposto que a
velocidade de alimentação de fio seja constante.
O sistema é constituído de uma carreta motorizada, unidade de shunt e unidade de
comando. O sistema é concebido como uma unidade separada, independente do
tipo de fonte de corrente. A ligação à corrente é feita com uma ficha Burndy de 12
pinos. Há também uma ficha de 23 pinos na unidade de comando para alimentar a
unidade de comando do Frametra c, possibilitando--se o uso de fios standard.
Antes do arranque regula--se a saída de fi oeaalturadepistoladesejadasguiando--
se a carreta manualmente para cima e para baixo. Inicie a soldadura e acabe de
ajustaraalturadapistolaeavelocidade de alimentação de fio para a corrente des-
ejada (normalmente lida no mecanismo de alimentação). Quando isso estiver pron-
to, prima a tecla SET (existe tanto na carreta como na unidade de comando). A uni -
dade de comando indica então a corrente de soldadura (lê--se na unidade de shunt
separada), e uma luzinha indicadora azul n o painel frontal cintila. Para a unidade de
comando indicar um valor, a corrente tem de ser entre 150 e 300 A.
A altura da pistola de soldadura também pode ser ajustada posteriormente premin -
do--se as teclas para cima/para baixo na carreta. Cada pressão provoca uma altera-
ção. Um aumento da altura resulta numa diminuição da corrente e vice versa.
A velocidade de alimentação de fio é regulada antes de se premir a tecla SET. Que-
rendo--se fazer o ajuste posteriormente é melhor manter a tecla SET premida en-
quanto se faz o ajuste. Isso bloqueia a regulação ACC, a qual impede todas as alte -
rações de corrente de soldadura.
A unidade de comando mantém a corrente de soldadura indicada durante 10 m inu-
tos após a conclusão do processo de soldadura. A luzinha indicadora azul está ace-
sa. Passados 10 minutos os valores são repostos e a luzinha azul apaga--se. Se
quizer que a reposição se faça mais cedo, mantenha a tecla SET premida durante
10 segundos. Depois dessa medida a luzinha azul apaga--se.
IMPORTANTE: Se usar uma fonte de soldadura Aristo deve desligar a função ”Si -
nergia”..
PT

-- 2 5 0 --
fhc2d1pa
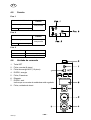
2.3 Máquina
1. Interruptor para regulação de altura
2. Dispositivo de pêndulo
3. Telecomando (x2)
4. Roda superior (x2)
5. Consola para alívio do conjunto de m angueiras
6. Cilindros guias, carro
7. Roda da carreta para carreta horizontal flutuante
8. Volante para ajuste do ângulo da pistola
9. Ajuste impreciso da altura
10. Carreta ACC (regulação da altura)
11. Regulação horizontal imprecisa da pistola de soldadura
12. Consola de bloqueio para regulação da altura da roda da carreta
13. Alizar
14. Roda motriz (x4)
15.Volanteparaalíviodapressãodamola
16. Consola da mola
PT

-- 2 5 1 --
fhc2d1pa
2.4 Componentes
U1 Unidade de comando
Frametrac
U2 Telecomando
W1 Fr ametrac
U3 Unidade PLC, ACC
R1 Unidade de Shunt
S1 Carreta do ACC
2.5 Dados técnicos
Frametrac
Tensão de conexão 36--46VAC
Potência 80W
Peso 30kg
Espessura do alizar 20--50mm
Raio mínimo do alizar R 150mm
Altura mínima do alizar 40mm
Diferença máxima de altura, alizar 120mm
Diferença máxima de espessura, alizar 3mm
Desfasamento vertical da carreta +/--40mm
Desfasamento horizontal da carreta +/--20mm
Carga máxima da carreta 3kg
Velocidade de soldadura 10--99cm/min
Velocidade de pêndulo 10--60mm/s
Amplitude de pêndulo 0--29mm
Desfasamento da linha 0 +/--12,5mm
Temperatura máxima de operação 70ºC
PT

-- 2 5 2 --
fhc2i1pa
3 INSTALLAÇÃO
3.1 Generalidades
A in stalação deve ser efectuada po r um profissional.
3.2 Conexão do Frametrac ao dispositivo de alimentação
Frametrac pode ser conectado à m aioria dos dispositivos de alimentação da ESAB,
para conectar a alimentadores mais antigos, queira contactar o concessionário
ESAB mais próximo.
Frametrac também pode ser alimentado por outras fontes de corrente através de
um transformador separado, ver pág 256.
Para conectar o dispositivo de alimentação ao F rametrac usa--seumcabode
comando, ver ”acessórios” pág 268.
PT

-- 2 5 3 --
fhc2i1pa
3.3 Outras conexões
Frametrac ! ESABFeed
Frametrac é conectado directamente à tomada do dispositivo de telecomando. Não
é necessário abrir o alimentador.
ESABFeed 30--2 com painel M11.
Frametrac não pode ser conectado a este
dispositivo de alimentação.
ESABFeed 30--4 e 48--4 com pain el M 12.
ESABFeed 30--4 e 48--4 com pain éis M13 e M14.
PT

-- 2 5 4 --
fhc2i1pa
Frametrac ! AristoFeed com painel de comando montado
S Desmonte a tampa e monte a placa indicadora ( 1)
S Monte o interruptor com os cabos (2)
S Abra a tomada do telecomando ( 3).
S Monte os cabos (4).
S Monte a tomada de telecomando na frente (5).
S Ligue os cabos com as placas de circuitos (6).
S Monte a placa no fundo e monte a tampa (7).
PT

-- 2 5 5 --
fhc2i1pa
Frametrac ! AristoFeed com U8
S Demonte a tampa ( 1)
S Abra a tomada do telecomando ( 2)
S Monte os cabos (3)
S Monte a tomada de telecomando na frente (4)
S Monte o interruptor com os cabos na placa de circuitos (5)
S Ligue os cabos com as placas de circuitos (6)
S Monte a placa no fundo e monte a tampa (7)
PT

-- 2 5 6 --
fhc2i1pa
Frametrac ! dispositivos de alimentação de outras marcas
Quando conectar o F rametrac a outros dispositivos de alimentação use o
transformador e o cabo de comandos existente na secção ” Acessórios” na pág 268.
F -- G = Função Arrancar / Parar
A -- B = Alimentação de tensão
PT

-- 2 5 7 --
fhc2i1pa
3.4 Ligação
1. Fonte de corrente de soldadura
2. Unidade de shunt do ACC
3. Dispositivo de alimentação de fio ( 42VAC)
4. Unidade de comando ACC
5. Unidade de comando Frametrac
6. Frametrac
7. Carreta ACC
8. Telecomando
9. Cabo de comando, 0457 360--880
10. Cabo de comando, 0457 360--880
PT

-- 2 5 8 --
fhc2i1pa
3.5 Montagem
1. Alivie os cilindros guias girando o
volante para a direita.
2. O carro, sem pistola, coloca--se
cuidadosamente sobre o alizar
no seu ponto mais baixo.
3. Torne a girar o volante (para a
esquerda) até que a consola da
mola tenha uma m argem de 15 mm.
PT

-- 2 5 9 --
fhc2i1pa
4. Ajuste os braços A para
dentro/para fora de forma que a
distância dos guias das molas
sejam B = 40mm.
5. Conecte Frametrac à unidade de comando
e a carreta ACC à unidade PLC.
Ligue a corrente da ficha Burndy de 12
pinos à unidade PLC.
6. Conduza a carreta de regulação
da altura para cima, até cerca de
20 mm do topo.
PT

-- 2 6 0 --
fhc2i1pa
7. Justera Ajuste a roda da carreta A
para dentro/para fora libertando a
consola B, de forma que a carreta
horizontal fique na posição central. O
dispositivo de pêndulo tem um
movimento “flutuante” para
dentro/para fora que segue a
espessura do alizar. Este é ajustado
para o meio da sua área de trabalho
com a consola B. A roda A deve estar
em contacto com o canto do alizar.
8. Ajuste a roda da carreta em sentido vertical até
cerca de 20 mm acima da extremidade da junta.
Conecte à consola B.
9. Prima a tecla para regular a linha 0.
(Ler o capítulo ”Painel frontal,
Dispositivo de pêndulo”)
PT
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























in altre lingue
- português: ESAB Frametrac Manual do usuário
Documenti correlati
-
ESAB Frametrac Manuale utente
-
-
-
-
-
ESAB A2 Tripletrac Manuale utente
-
ESAB A2 Automatic welding machines Manuale utente
-
-
ESAB A6 Automatic welding machines A6 TF/ A6 TF Manuale utente
-