© ESAB AB 2002
- 10 -
bm34d1ia
5.2 Collegamento per l'acqua
Quando si collega una pistola saldatrice raffreddata ad acqua, l'interruttore
dell'alimentazione elettrica del generatore deve essere posizionato su Off e
l'interruttore del gruppo di raffreddamento deve esse posizionato su “ELP/0”.
Il gruppo trainafilo con il collegamento per l'acqua è dotato di un sistema di
rilevamento per l'acqua, ELP (ESAB Logic Pump), che rileva l'effettivo collegamento
dei tubi dell'acqua. All'avvio, la pompa dell'acqua si accende automaticamente.
Il rilevamento dell'acqua funziona solo con generatori dotati di dispositivo ELP.
5.3 Procedura d'avvio
Quando viene attivata l'alimentazione del filo, il generatore fornisce tensione di
saldatura.
Se entro tre secondi non arriva corrente di saldatura, il generatore arresta la
tensione. L'alimentazione del filo continua fino a quando l'interruttore delle pistola
saldatrice viene spento.
5.4 Spiegazione delle funzioni
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il filo di
apporto inizia a rallentare e quello in cui il generatore disattiva la tensione di
saldatura. Un tempo di bruciatura finale del filo troppo breve causa un inceppamento
del filo di apporto, che rischia di incollarsi nel bagno di fusione mentre si solidifica.
Un tempo di bruciatura finale del filo troppo lungo riduce il rischio di inceppamento
ma aumenta quello relativo alla scarica elettrica dell'arco sulla punta di contatto del
filo.
Riempimento crateri
Il riempimento dei crateri evita la porosità, la criccatura e la formazione dei crateri al
termine della saldatura.
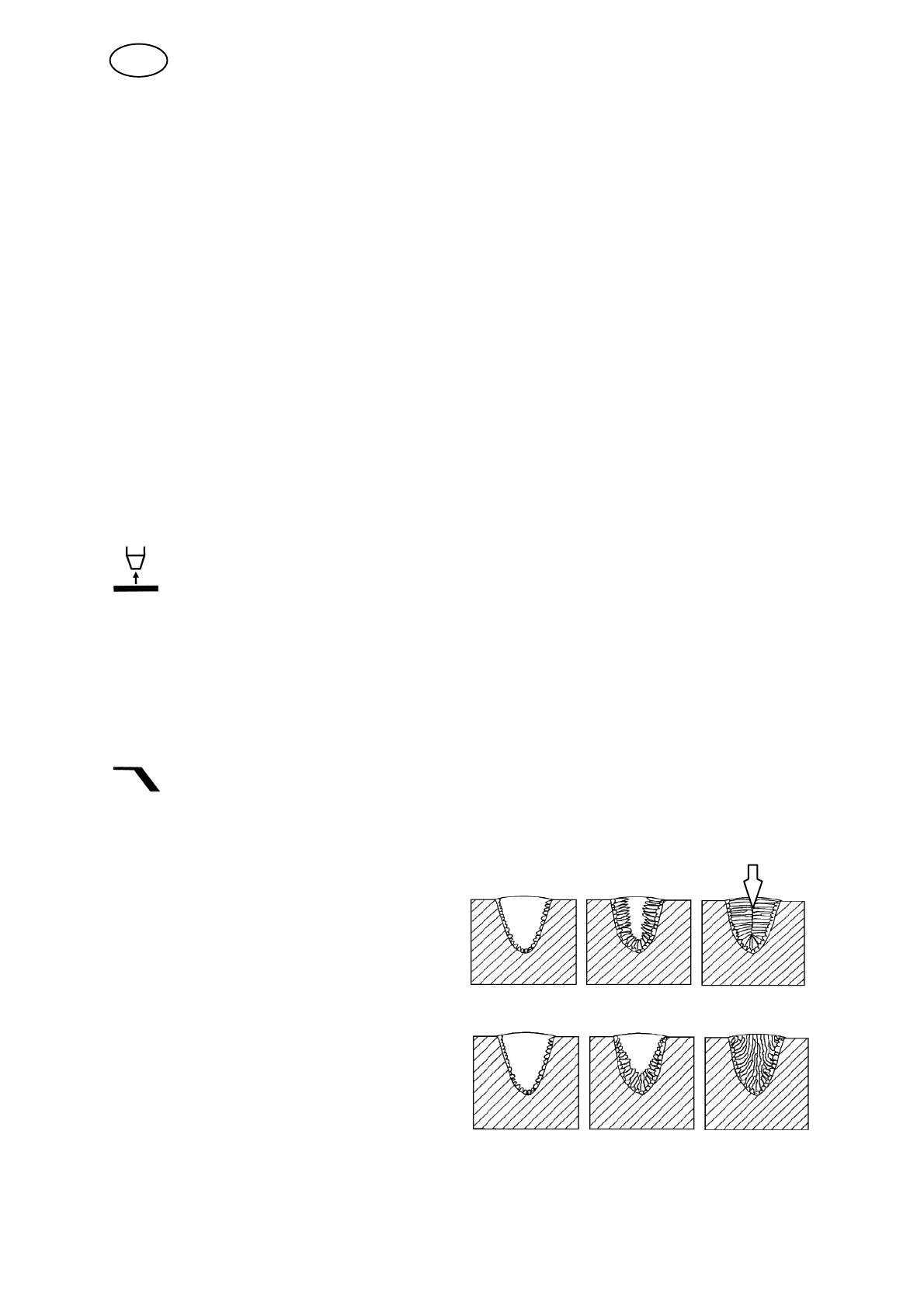
La Figura 1 illustra un'interruzione della
saldatura e l'aprirsi di criccature o crateri
nella parte centrale solidificata a causa
della contrazione dovuta al processo di
solidificazione.
Fig. 1. Dopo la saldatura senza riempimento crateri
La Figura 2 mostra che l'arco continua
ad emanare un certo calore mentre il
bagno di saldatura si solidifica. Ciò mo
difica il processo di solidificazione, per
cui la parte del bagno di saldatura che si
solidifica per ultima finisce per trovarsi
sulla parte superiore e in tal modo si evi
ta la formazione di crateri.
Fig. 2. Dopo la saldatura con riempimento crateri
IT



















