GYS DIGITAL REMOTE CONTROL RC-HD2 Manuale del proprietario
- Categoria
- Sistema di saldatura
- Tipo
- Manuale del proprietario
Questo manuale è adatto anche per

73502_V1_22/01/2020
FR
2-3 / 4-21 / 96-98
RC-HD2
Commande déportée numérique
Remote control digital
Digital-Fernsteuerung
Control externo digital
Afstandsbediening
EN
2-3 / 23-39 / 96-98
NL
2-3 / 77-95 / 96-98
DE
2-3 / 40-57 / 96-98
ES
2-3 / 58-76 / 96-98

2
RC-HD2
FIG-1
1
2
4
3
5
OPTION
2.8 m 063907
6 m 063914
11 m 036925
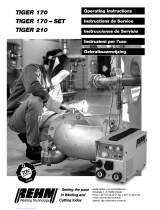
BRANCHEMENT / CONNECTION / CONEXIÓN / ПОДКЛЮЧЕНИЕ / CONNECTIE / COLLEGAMENTO
option (064935)
option (063938)
NEOFEED/PULSFEED
NEOPULSE/PULSEMIG
400/500 G
NEOPULSE/PULSEMIG
320 C

3
RC-HD2
1ÈRE UTILISATION / ERSTE VERWENDUNG / FIRST USE / ПЕРВОЕ ИСПОЛЬЗОВАНИЕ / I° UTILIZZO /
EERSTE GEBRUIK / PRIMERA UTILIZACIÓN / 1º USO / 首次使用 / 初めてご使用になる前に
1
- Avant la première utilisation de votre appareil, merci de vérier la présence de nouvelles mises à jour.
- Before using your device for the rst time, please check for new updates.
- Vor der ersten Anwendung des Gerätes bitte prüfen Sie, ob neue Softwareaktualisierungen verfügbar sind.
- Перед тем как использовать аппарат проверьте нет обновлений программного обеспечения.
- Prima di utilizzare per la prima volta il vostro apparecchio, vogliate vericare se ci sono nuovi aggiornamenti.
- Voordat u het apparaat voor de eerste keer gebruikt, moet u de aanwezigheid van nieuwe updates controleren.
- Antes del primer uso de su aparato, compruebe la presencia de nuevas actualizaciones.
- Antes de utilizar o seu dispositivo pela primeira vez, verique se existem novas atualizações.
- 首次使用设备前,请检查是否存在更新。
- 初めて使用する前に、デバイスが最新にアップデートされているか確認してください。
- Insérer la clé usb fournie dans son port dédié puis démarrer l’appareil.
- Insert the supplied USB ash drive into its dedicated port and start the
device.
- Den mitgelieferten USB-Datenträger im vorgesehenen Anschluss
einstecken und das Gerät einschalten.
- Вставьте входящую в комплект USB флешку в предназначенный для
этого порт и включите аппарат.
- Inserire la chiavetta USB fornita nella porta dedicata e avviare l’appa-
recchio.
- Breng de meegeleverde USB-stick in en start het apparaat.
- Inserte la tarjeta USB incluida en el puerto USB e inicie el aparato.
- Insira o pendrive USB fornecida no slot dedicado e inicie o dispositivo.
- 插入专用USB设备,然后启动设备。
- 付属のUSBキーを専用ポートに挿入してデバイスを起動します。
- L’écran ci-dessus apparait si une nouvelle version est détectée.
- The above screen appears if a new version is detected.
- Wenn eine neue Software-Version erkannt ist, erscheint die obige
Anzeige.
- Указанный ниже экран отобразится если есть в наличии новая
версия программы.
- Sullo schermo si potrà vedere se è stata rilevata una nuova ver-
sione.
- Het hierboven getoonde scherm verschijnt indien een nieuwe versie
is gedetecteerd.
- La pantalla inferior aparece si se detecta una nueva versión.
- A tela acima aparece se uma nova versão ser detectada.
- 若检测到新版本,显示以上屏幕。
- 新しいバージョンが検出されると上記の画面が表示されます。

4
RC-HD2
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
FONCTIONNEMENT
Cette commande à distance est destinée aux procédés de soudage MIG/MAG, MMA et TIG. Elle permet de régler à distance le poste à souder. Un
bouton ON/OFF permet d’éteindre ou d’allumer la commande à distance numérique. Lorsque la commande à distance numérique est allumée, l’IHM
du dévidoir est désactivée. Un visuel de la commande à distance est représenté sur l’IHM du dévidoir. Dès que l’IHM est éteinte ou déconnectée,
l’IHM du dévidoir est réactivée.
Postes compatibles : TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Interface Homme-Machine (IHM) 4- Connecteur USB
2- Connecteur de commande et d’alimentation 5- Câble de commande et d’alimentation (option).
3- Bouton ON/OFF
INTERFACE HOMME-MACHINE (IHM)
2 3
1
1- Boutons d’accès aux différents menus et paramètres
2- Molette de réglages écran gauche
3- Molette de réglages écran droite
SUPPORT DE FIXATION (OPTION)
Le support (ref. 037779) de la commande à distance numérique peut
être xé sur le chariot T/M 400 (option, ref. 037328).
MAGNETIX 50 (option, ref 029637)

5
RC-HD2
FR
ORGANISATION GÉNÉRALE DE L’INTERFACE
1
Paramétrage :
• Information : l’ensemble des informations produit y sont réunies (Modèle, S/N …..)
• Procédé : permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA.
• Paramètres : les paramètres avancés du produit y sont réunis (mode d’afchage, nom
de l’appareil, langue…)
• Calibration : permet de lancer la calibration de la vitesse du motodévidoir et des acces-
soires de soudage.
• Portabilité : permet de charger ou télécharger à partir d’une clé USB les JOBS
utilisateurs ainsi que la conguration machine.
• Traçabilité : permet de lancer la sauvegarde de tous les cordons de soudure ainsi que
son exportation sur clé USB.
2
Procédé : correspond à l’interface du procédé du soudage en cours :
1
Paramètre procédé : permet les réglages du procédé,
2
Aux différentes fenêtres de réglages,
3
JOB : donne accès aux différents modes de rappel de JOB.
1 2 3
3
Paramètres procédés : correspond à la fenêtre de paramétrage du procédé :
• MIG-MAG : Couple matériau/gaz (Paramètres de soudage synergique), diamètre de l,
procédé de soudage (Manuel, Dynamic STD, etc), mode de gâchette.
• TIG : procédé de soudage (Standard ou Pulsé), diamètre d’électrode, etc.
• MMA : procédé de soudage (Standard ou Pulsé), type d’électrode, anti-sticking, etc.
Énergie : conguration du mode énergie, développé pour le soudage avec contrôle
énergétique encadré par un DMOS (voir chapitre «MODE ENERGIE»).
4
: correspond à la fenêtre des modes de rappel programme :
• JOB : création, sauvegarde, suppression et rappel de JOB.
• QUICKLOAD : rappel de JOB à la gâchette hors soudage.
SOUDAGE SEMI-AUTOMATIQUE (MODE MIG / MAG)
LES PARAMÉTRES DU PROCÉDÉ MIG / MAG
Paramètres Désignation Réglages Manuel
Dynamic STD
(Standard)
Pulse Conseils
Couple
matériau/gaz
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Choix de la matière à souder.
Paramètres de soudage synergique

6
RC-HD2
FR
Diamètre de l Ø 0.6 > Ø 1.6 mm
Choix du diamètre l
Procédé de
soudage
- Manuel
- Dynamic STD
- Pulse
- Cold Pulse
ModulArc OFF - ON
Active ou non la modulation du courant de
soudage (aspect d’un cordon de soudure TIG)
Comportement
gâchette
2T, 4T
Choix du mode de gestion du soudage à la
gâchette.
Mode de pointage Spot, Délai Choix du mode de pointage
Réglage
Épaisseur
Vitesse
Courant
Choix du paramètre principal à afcher (Épais-
seur de la pièce à souder, vitesse du l, courant
moyen de soudage).
Énergie
Hold
Coef. thermique
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE MIG-MAG
• MIG-MAG Manuel
Paramètres Désignation Réglages Description & conseils
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• MIG-MAG Standard (Dynamic STD)
Le mode Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et
ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre opération de soudage,
de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Vitesse 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 10 - Imax Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à souder.
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.

7
RC-HD2
FR
Vitesse d’approche 50 - 200 %
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Hot Start
50 - 200 %
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
0 - 5 secs.
Crater Filler 50 - 100 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• MIG-MAG Pulsé
Le principe est de faire pulser le courant de soudage à fort ampérage pour faire fusionner le l en nes gouttes avant que le l ne rentre en contact
avec la pièce. La fréquence de dépôt de gouttes et l’énergie diffusée sont parfaitement contrôlées. Ceci permet de maitriser la température du bain,
d’améliorer l’aspect des cordons tout en éliminant les projections et d’améliorer le mouillage et la pénétration.
Le pulsé est avantageux pour le soudage des alliages légers et les aciers inoxydables. Pour les aciers au carbone, le pulsé sera justié uniquement
lors de contraintes supplémentaires du type ; forte pénétration ou élimination du parachèvement. De plus, le pulsé facilite le soudage en position.
• Module Arc Pulsé
Ce mode de soudage Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire difcile. Grâce au mode de soudage Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement
droit vers le haut peut sufre. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suft.
Dans ce cas, vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maitrise de l’opération de
soudage vertical.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Vitesse 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 10 - Imax Courant de soudage.
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Self -4 > +4
Lisse plus ou moins le courant de soudage. À régler en fonction de la position de sou-
dage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Vitesse d’approche 50 - 200 %
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Soft Start 0 - 2 secs.
Montée du courant progressive. An d’éviter les amorçages violents ou les à-coups, le
courant est maitrisé entre le premier contact et le soudage.
Hot Start
50 - 200 %
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à sou-
der. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
0 - 5 secs.
Uplsope 0 - 2 secs. Rampe de montée de courant.
Courant froid 50 - 100 % Deuxième courant de soudage dit «froid»
ModulArc ON
Fréquence du Pulse 0.1 - 2 Hz Fréquence de pulsation
Rapport cyclique 20 - 80 %
En pulsé, règle le temps de courant chaud par rapport au temps de courant
froid.
Evanouisseur 0 - 2 secs. Rampe de descente en courant.
Crater ller 50 - 100 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.

8
RC-HD2
FR
LE POINTAGE ( Manuel ou Standard (Dynamic STD))
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Point 0.1 - 10 secs. Durée dénie.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épais-
seur paramètre automatiquement la tension et la vitesse de l adaptée.
Standard
uniquement
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Courant 10 - Imax
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• DÉLAI
C’est un mode de pointage semblable au SPOT, mais enchainant pointages et temps d’arrêt déni tant que la gâchette est appuyée.
Paramètres Désignation Réglages Description & conseils
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Point 0.1 - 10 secs. Durée dénie.
Durée entre 2 points 0.1 - 10 secs.
Durée entre la n d’un point (hors Post gaz) et la reprise d’un nouveau point (Pré-Gaz
compris).
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
Épaisseur 0.1 - 5.5 mm
La synergie permet un paramétrage totalement automatique. L’action sur l’épais-
seur paramètre automatiquement la tension et la vitesse de l adaptée.
Standard
uniquement
Longueur d’arc -6 > +6
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Courant 10 - Imax
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.

9
RC-HD2
FR
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
LES CYCLES DE SOUDAGE MIG/MAG
Procédé 2T Standard :
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc, puis le cycle de soudage démarre. Au relâché de
la gâchette, le dévidage s’arrête et un pulse de courant permet de couper le l proprement suivi du Post gaz. Tant que le Post gaz n’est pas terminé,
l’appui de la gâchette permet un redémarrage rapide de la soudure (point chainette manuel) sans passer par la phase de HotStart. Un HotStart et
(ou) un Crater ller peuvent être ajoutés dans le cycle.
Procédé 4T Standard :
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T standard, la durée du HotStart ou du Crater ller est gérable par la gâchette.

10
RC-HD2
FR
Procédé 2T Pulsé :
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc. Puis, la machine commence par le HotStart, le
Upslope et enn, le cycle de soudage démarre. Au relaché de la gâchette, le Downslope commence jusqu’à atteindre ICrater ller. Puis le pic d’arrêt
coupe le l suivi du Post gaz. Comme en « Standard», l’utilisateur a la possibilité de redémarrer rapidement le soudage pendant le Post gaz sans
passer par la phase de HotStart.
Procédé 4T Pulsé :
Istart
Dstart
I hot start
T hotstart
T upslope
T downslope
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
En 4T pulse, la gâchette gère la durée du HotStart. Lors de l’arrêt, elle permet de gérer le Crater ller.

11
RC-HD2
FR
SOUDAGE A L’ÉLECTRODE TUNGSTÈNE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
• Le soudage TIG DC requiert une protection gazeuse (Argon).
• Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher la torche TIG (réf. 046108) dans le connecteur EURO du
générateur et le cable d’inversion dans le connecteur de raccordement négatif (-).
• S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
AFFUTAGE DE L’ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d’utiliser une électrode affutée de la manière suivante :
d
L
a
a = Ø 0.5 mm
L = 3 x d pour un courant faible.
L = d pour un courant fort.
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
Ø Électrode
(mm)
TIG DC
Tungstène pur Tungstène avec oxydes
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
~ 80 A par mm de Ø
AMORÇAGE TIG LIFT
1 2
3
1- Positionner la buse de la torche et la pointe de l’électrode sur la pièce et actionner le
bouton de la torche.
2- Incliner la torche jusqu’à ce qu’un écart d’environ 2-3 mm sépare la pointe de l’élec-
trode de la pièce. L’arc s’amorce.
3- Remettre la torche en position normale pour débuter le cycle de soudage.
Le dispositif d’amorçage et de stabilisation de l’arc est conçu pour un fonctionnement manuel et à guidage mécanique.
Avertissement: Une augmentation de la longueur de la torche ou des câbles de retour au-delà de la longueur maximale prescrite par le fabricant
augmentera le risque de choc électrique.
LES PARAMÉTRAGES DU PROCÉDÉ TIG
• Le TIG DC est dédié au courant des métaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et ses alliages et le titane.
• Le TIG Synergic ne fonctionne plus sur le choix d’un type de courant DC et les réglages des paramètres du cycle de soudage, mais intègre des règles/
synergies de soudage basées sur l’expérience. Ce mode restreint donc le nombre de paramétrages à trois réglages fondamentaux :
- Le type de matière.
- L’épaisseur à souder.
- La position de soudage.
Paramètres Désignation Réglages
TIG
DC
TIG Synergic Conseils
Standard Courant lisse - -
Pulsé Courant pulsé - -
Spot Pointage lisse - -
Tack Pointage pulsé - -

12
RC-HD2
FR
Type de matériaux Fe, Al, etc. - Choix de la matière à souder
Diamètre de l’électrode
Tungstène
1 - 4 mm
Choix du diamètre de l’électrode. Permet d’afner les
courants d’amorçage HF et les synergies.
Mode de gâchette 2T - 4T - 4TLOG Choix du mode de gestion du soudage à la gâchette.
Soudage à énergie constante ON - OFF -
Mode de soudage à énergie constante avec correction
des variations de longueur d’arc
Énergie
Hold
Coef. thermique
-
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE TIG DC
• TIG DC Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable,
mais aussi le cuivre et ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre
opération de soudage, de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de démarrage 10 - 200 %
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
Temps de démarrage 0 - 10 secs.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200%
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• TIG DC Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid,
impulsion de refroidissement de la pièce). Ce mode pulsé permet d’assembler les pièces tout en limitant l’élévation en température.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms -> toutes les 100ms, une impulsion à 100A puis une autre à 50A se succède-
ront.

13
RC-HD2
FR
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de démarrage 10 - 200 %
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
Temps de démarrage 0 - 10 secs.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Forme d’onde Forme d’onde de la partie pulsée.
Courant froid 20 - 80% Deuxième courant de soudage dit «froid»
Temps froid 20 - 80% Balance du temps du courant chaud (I) de la pulsation
Fréquence
de pulsation
0.1 - 2500 Hz Fréquence de pulsation
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200 %
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de proté-
ger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
CONSEILS DE RÉGLAGE : Le choix de la fréquence
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
LE POINTAGE TIG DC
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
Spot
, 0 - 60
secs.
Manuel ou une durée dénie.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• TACK
Le mode de soudage permet aussi de préassembler des pièces avant soudage, mais cette fois-ci en en deux phases : une première phase de DC pulsé
concentrant l’arc pour une meilleure pénétration, suivi d’une seconde en DC standard élargissant l’arc et donc le bain pour assurer le point.
Les temps réglables des deux phases de pointage permettent une meilleure reproductibilité et la réalisation de point non oxydé.

14
RC-HD2
FR
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
Durée Pulsé
, 0 - 60
secs.
Phase de pulsation manuelle ou d’une durée dénie
Fréquence
de pulsation
0.1 - 2500 Hz Fréquence de pulsation
Durée non Pulsé
, 0 - 60
secs.
Phase à courant lisse manuelle ou d’une durée dénie
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’afchage sélectionné : Paramètres/Mode d’afchage : Easy, Expert, Avançé.
• Soudage en mode E.TIG
Ce mode permet un soudage à puissance constante en mesurant en temps réel les variations de longueur d’arc an d’assurer une largeur de cordon
et une pénétration constantes. Dans les cas où l’assemblage demande la maitrise de l’énergie de soudage, le mode E.TIG garantit au soudeur de
respecter la puissance de soudage quelle que soit la position de sa torche par rapport à la pièce.
Standard
(courant constant)
E-TIG
(énergie constante)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
COMPORTEMENT GÂCHETTE
MODE 2T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secon-
daire est géré comme le bouton principal.
MODE 4T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double bouton + potentio-
mètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.

15
RC-HD2
FR
MODE 4T log
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 – Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
LOG : ce mode de fonctionnement est utilisé en phase de soudage :
- un appui bref sur le bouton principal (<0.5s), le courant bascule le
courant de I soudage à I froid et vice et versa.
- le bouton secondaire est maintenu appuyé, le courant bascule le
courant de I soudage à I froid
- le bouton secondaire est maintenu relâché, le courant bascule le
courant de I froid à I soudage
T3 – Un appui long sur le bouton principal (>0.5s), le cycle passe
en DownSlope et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché le cycle se termine par le
PostGaz.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
SOUDAGE À L’ÉLECTRODE ENROBÉE (MODE MMA)
BRANCHEMENT ET CONSEILS
• Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement.
• Respecter les polarités et intensités de soudage indiquées sur les boites d’électrodes.
• Enlever l’électrode enrobée du porte-électrode lorsque la source de courant de soudage n’est pas utilisée.
• Les appareils sont munis de 3 fonctionnalités spéciques aux Inverters :
- Le Hot Start procure une surintensité en début de soudage.
- L’Arc Force délivre une surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
- L’Anti-Sticking permet de décoller facilement l’électrode sans la faire rougir en cas de collage.
CHOIX DES ÉLECTRODES ENROBÉES
• Électrode Rutile : très facile d’emploi en toutes positions.
• Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
• Électrode Cellulosique : arc très dynamique avec une grande vitesse de fusion, son utilisation en toutes positions la dédie spécialement pour les
travaux de pipeline.
LES PARAMÉTRAGES DU PROCÉDÉ À ÉLECTRODE ENROBÉE (MMA)
Paramètres Désignation Réglages Standard Pulsé Conseils
Type d’électrode
Rutile
Basique
Cellulosique
Le type d’électrode détermine des paramètres spéciques en fonc-
tion du type d’électrode utilisée an d’optimiser sa soudabilité.
Anti-Sticking OFF - ON
L’anti-collage est conseillé pour enlever l’électrode en toute sécu-
rité en cas de collage sur la pièce à souder (le courant est coupé
automatiquement).
Énergie
Hold
Coef. thermique
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE À ÉLECTRODE ENROBÉE (MMA)
• MMA Standard
Ce mode de soudage MMA Standard convient pour la plupart des applications. Il permet le soudage avec tous les types d’électrodes enrobées, rutile,
basique, cellulosique et sur toutes les matières : acier, acier inoxydable et fontes.

16
RC-HD2
FR
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
0 - 100 %
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée du Hot Start 0 - 2 secs.
Courant de soudage 10 - Imax.
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
Arc Force -10 > +10%
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
• MMA Pulsé
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire difcile. Grâce au MMA Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement droit vers
le haut peut sufre. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suft. Dans ce cas,
vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maitrise de l’opération de soudage vertical.
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
0 - 100 %
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée du Hot Start 0 - 2 secs.
Courant de soudage 10 - Imax
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
Courant froid 20 - 80% Deuxième courant de soudage dit «froid».
Fréquence de
pulsation
0.4 - 20 Hz Fréquence de PULSATION du mode PULSE (Hz).
Arc Force -10 > +10%
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
• Réglage de l’intensité de soudage
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode
(mm)
Rutile E6013
(A)
Basique E7018
(A)
Cellulosique E6010
(A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
• Réglage de l’Arc Force
Il est conseillé de positionner l’Arc force en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.

17
RC-HD2
FR
MÉMORISATIONS ET RAPPELS DES JOBS
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours, il est possible de sauvegarder et rappeler des congurations dites « JOB ».
Les JOBS sont au nombre de 100 par procédé de soudage, la mémorisation concerne :
- Le paramètre principal,
- Le paramètre secondaire,
- Les sous-procédés et modes de bouton.
MODE JOB
Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB.
QUICK LOAD – Rappel des JOB à la gâchette hors soudage.
Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu’en procédé MIG-MAG et TIG.
À partir d’une liste Quickload constituée de JOB préalablement créés, les rappels de JOB se font par appuis brefs à la gâchette. Tous les modes de
gâchette (2T/4T) et modes de soudage (SPOT/STD/PLS) sont supportés.
PARAMÉTRAGE PRODUIT
INFORMATION
Ce menu permet d’accéder aux numéros de version des cartes et logiciels.
PROCÉDÉ
Ce menu permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA

18
RC-HD2
FR
PARAMÈTRES
Le mode d’afchage donne accès à plus ou moins de paramètres et congurations de soudage.
- Easy : afchage et fonctionnalité réduite : pas d’accès au cycle de soudage.
- Expert : afchage complet, permet d’ajuster les durées et temps des différentes phases du cycle de soudage.
- Avancé : afchage intégral, permet d’ajuster la totalité des paramètres du cycle de soudage.
Le nom de l’appareil et la possibilité de le personnaliser.
Les langues supportées : Français, Anglais, etc
Les Unités de mesure : International (SI) ou Impérial (USA).
Nommage des matériaux : EN (Européen) ou AWS (USA)
Exemple : Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Heure, date et format.
Luminosité de l’écran
Le groupe froid (AUTO / ON / OFF) et la fonction PURGE du groupe froid :
- AUTO : activation au soudage et désactivation du groupe froid 10 minutes après la n du soudage.
- ON : le groupe froid est commandé en permanence.
- OFF : le groupe est désactivé.
- PURGE : fonction dédiée à la purge du groupe froid ou le remplissage de faisceaux, les protections sont alors inhibées.
Reset produit (Partiel / Total) :
- Partiel (valeur par défaut du cycle de soudage).
- Total (conguration sortie d’usine).
CALIBRATION
Ce mode est dédié à la calibration de la vitesse du motodévidoir. Le but de la calibration est de compenser les variations de la vitesse du
dévidoir an d’ajuster la mesure de tension afchée et d’afner le calcul d’énergie. La procédure une fois lancée est expliquée avec une
animation sur l’écran.
Ce mode est également dédié à la calibration des accessoires de soudage tels que la torche, câble + porte-électrode et câble + pince de
masse. Le but de la calibration est de compenser les variations de longueurs des accessoires an d’ajuster la mesure de tension afchée
et d’afner le calcul d’énergie. La procédure une fois lancée est expliquée avec une animation sur l’écran.
Important: La calibration câble est à refaire à chaque changement de torche, faisceau ou câble de masse pour assurer un soudage optimal.
PORTABILITÉ
Cette fonctionnalité permet la sauvegarde de la conguration de soudage de la machine.
Elle permet aussi de charger une conguration récupérée sur une autre machine et de l’injecter dans une autre.

19
RC-HD2
FR
Import Cong. : importation d’une clé USB ou des congurations « USER » et ses JOBS.
Export Cong. : exportation sur une clé USB de la conguration « USER » en cours et ses JOBS (PORTABILITY\CONFIG)
Import JOB : importation des JOBS présents sous le répertoire USB\Portability d’une clé USB.
Export JOB : exportation sur une clé USB des JOBS selon les procédés, dans le répertoire USB\PORTABILITY\JOB.
TRAÇABILITÉ
Cette interface de gestion de soudage permet de tracer/enregistrer toutes les étapes de l’opération de soudage, cordon par cordon, lors d’une
fabrication industrielle. Cette démarche qualitative assure une qualité de soudage post-production permettant l’analyse, l’évaluation, le reporting
et la documentation des paramètres de soudage enregistrés. Cette fonctionnalité permet la collecte précise et rapide ainsi que la sauvegarde des
données demandées dans le cadre de la norme EN ISO 3834. La récupération de ces données est possible via une exportation sur clé USB.
1- Création de la traçabilité 2- Création du chantier 3-
Traçabilité simple - OFF
Sélectionner «START» Sélectionner «REC»
Nom du chantier
Intervalle d’échantillonnage :
- Hold : Pas d’enregistrement des valeurs
Courant/Tension.
- 250 ms, 500 ms, etc. : Enregistrement des
valeurs Courant/Tension tous les X temps.
4-
Traçabilité complète - ON
Dénition :
• Un CORDON de soudage correspond à un cycle de soudage.
• La PASSE correspond au soudage sur l’ensemble du périmètre de la pièce à souder.
• La SOUDURE correspond à la jonction nie de deux pièces assemblées. La soudure est
donc constituée de une ou plusieurs passes.
• Le CHANTIER est composé d’une ou plusieurs soudures nies.
• Température
*
ON : Température de la pièce à souder en début de cordon.
• Longueur
*
ON : Longueur du cordon
*
les unités de mesure s’afchent en fonction du choix déni dans PARAMÈTRES/Unités de mesure.
Passe (ON/OFF)
Soudure (ON/OFF)
Température (ON/OFF)
Longueur (ON/OFF)

20
RC-HD2
FR
5- Afchage Chantier/Cordon 6- Identication 7- Validation
En haut à gauche, le Nom du chantier
et le n° du cordon sont afchés.
(Le n° de cordon s’incrémente de manière
automatique et non modiable)
À chaque n de cordon, une fenêtre
d’identication s’afche : N° de passe,
N° de Soudure, Température de la
pièce et/ou la longueur du cordon.
La validation peut s’effectuer sur l’IHM
ou par appui sur la gâchette.
La fonction «Explorer» permet d’accéder à la liste des sessions de travail créées, de les trier et de les supprimer.
Le pictogramme permet de voir le détail de chacune des sessions avec les informations suivantes : fréquence d’échantillonnage, nombre
de cordons enregistrés, temps de soudage total, énergie de soudage fournie, conguration de chaque cordon (procédé, horodatage, temps
de soudage et U-I de soudage).
La récupération de ces informations se fait par exportation des données sur clé USB.
Les données .CSV sont exploitables grâce à un logiciel tableur (Microsoft Excel
®
,
Calc OpenOfce
®
, etc).
MODE ÉNERGIE
Ce mode développé pour le soudage avec contrôle énergétique encadré par un DMOS permet, en plus de l’afchage énergétique du cordon après
soudage, de régler :
Le coefcient thermique selon la norme utilisée : 1 pour les normes ASME et 0.6 (TIG) ou 0.8 (MMA/MIG-MAG) pour les normes européennes.
L’énergie afchée est calculée en prenant en compte ce coefcient.
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES CAUSES POSSIBLES REMÈDES
Le débit du l de soudage n’est pas constant.
Des grattons obstruent l’orice
Nettoyer le tube contact ou le changer remettre du
produit anti-adhésion.
Le l patine dans les galets. Remettre du produit anti-adhésion.
Un des galets patine. Vérier le serrage de la vis du galet.
Le câble de la torche est entortillé. Le câble de la torche doit être le plus droit possible.
Le moteur de dévidage ne fonctionne pas. Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Mauvais dévidage du l.
Gaine guide-l sale ou endommagée. Nettoyer ou remplacer.
Clavette de l’axe des galets manquante Repositionner la clavette dans son logement
Frein de la bobine trop serré. Desserrer le frein.
Pas de courant ou mauvais courant de soudage.
Mauvais branchement de la prise secteur.
Voir le branchement de la prise et regarder si la prise
est bien alimentée.
Mauvaise connexion de masse.
Contrôler le câble de masse (connexion et état de la
pince).
Pas de puissance. Contrôler la gâchette de la torche.
Le l bouchonne après les galets
Gaine guide-l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98


































































































GYS DIGITAL REMOTE CONTROL RC-HD2 Manuale del proprietario
- Categoria
- Sistema di saldatura
- Tipo
- Manuale del proprietario
- Questo manuale è adatto anche per
in altre lingue
- English: GYS DIGITAL REMOTE CONTROL RC-HD2 Owner's manual
- français: GYS DIGITAL REMOTE CONTROL RC-HD2 Le manuel du propriétaire
- español: GYS DIGITAL REMOTE CONTROL RC-HD2 El manual del propietario
- Deutsch: GYS DIGITAL REMOTE CONTROL RC-HD2 Bedienungsanleitung
- Nederlands: GYS DIGITAL REMOTE CONTROL RC-HD2 de handleiding
Documenti correlati
-
GYS NEOPULSE 320 C Manuale del proprietario
-
GYS WIRE FEEDER AIR/WATER NEOFEED-4W Manuale del proprietario
-
-
GYS TITANIUM 400 AC/DC TRI Manuale del proprietario
-
-
GYS AUTOPULSE 220-M3 (standard UL) - 3 TORCHES INCLUDED Manuale del proprietario
-
-
-
GYS NEOPULSE 400 G Manuale del proprietario
-