
IndicePagina:
Parte 4: Istruzioni per la programmazione DAC. Classe 841-27
Versione del programma 841A01
1. Informazioni generali
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2. Pannello di comando per l’operatore
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di programmi . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3.2 Sostituzione della batteria della scheda di memorizzazione . . . . . . . . . . . . . . . . . . . . 5
4. Superficie di guida per l’operatore
4.1 Struttura dei menù dei programmi di cucitura e di controllo . . . . . . . . . . . . . . . . . . . . 6
4.2 Variazione dei valori dei parametri . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
5. Programmi di cucitura
5.1 Avvio del programma della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
5.2 Richiamare la visualizzazione sullo schermo dei parametri dei programmi di cucitura . . . . . 9
6. Visualizzazione principale dello schermo
6.1 Scelta della sequenza delle asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
6.2 Scegliere il programma delle asole nell’attuale sequenza delle asole . . . . . . . . . . . . . . 10
6.3 Funzione dei tasti numerici da "1" fino a "6" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
6.3.1 Azzeramento del contapezzi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
6.3.2 Sostituzione della spolina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
6.3.3 Annullamento del ciclo di posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.3.4 Estrazione dall’impilatore dei capi cuciti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.3.5 Cucitura di ripresa di singole asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.4 Indicazione d’avviso "Unità di cucitura in ciclo di posizionamento del capo" . . . . . . . . . . . 13
6.5 Richiamare le visualizzazioni dei parametri . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7. Parametri globali
7.1 Inserimento e disinserimento del dispositivo di controllo del filo dell’ago . . . . . . . . . . . . 14
7.2 Modo di lavoro dell’impilatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
7.3 Inserimento e disinserimento dell’avvio della cucitura in marcia lenta "Softstart" . . . . . . . . 15
7.4 Regolazione della velocità di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
7.5 Regolazione della capienza di cucitura di una spolina piena . . . . . . . . . . . . . . . . . . . 16
7.6 Modo di lavoro dell’interruttore a ginocchiera . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
8. Programma delle asole
8.1 Scelta del programma delle asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
8.2 Impostazione del nome del programma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
8.3 Commutazione del punto di posizionamento del capo . . . . . . . . . . . . . . . . . . . . . . . 18
8.4 Regolazione del numero di asole che devono essere eseguite . . . . . . . . . . . . . . . . . . 19
8.5 Disposizione delle asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
8.6 Distanza tra le asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
8.7 Distanza della prima asola rispetto al punto di posizionamento . . . . . . . . . . . . . . . . . . 20
4

IndicePagina:
8.8 Regolazione della lunghezza dell’asola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.9 Regolazione del numero di punti dell’asola . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.10 Copiare il programma delle asole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.11 Rimessa a zero dei parametri del programma . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
9. Sequenza dei programmi delle asole
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
10. Cucitura di una singola asola
10.1 Funzione di taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
10.2 Sollevamento del telaietto premistoffa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
10.3 Cucitura di un’asola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
11. Programmi di controllo e di regolazione
11.1 Richiamare i programmi di controllo e di regolazione . . . . . . . . . . . . . . . . . . . . . . . 23
12. Parametri della macchina
12.1 Parametro di posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
13. Programmi di controllo e di regolazione specifici per la macchina
13.1 Inizializzazione della memoria per il programma . . . . . . . . . . . . . . . . . . . . . . . . . 25
13.2 Regolazione dell’impilatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
13.2.1 Funzioni dei tasti "F2" ed "F3" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
13.2.2 Controllo dell’orientamento degli interruttori S10 e S11 . . . . . . . . . . . . . . . . . . . . . . 27
13.3 Regolazione dell’unità di alimentazione e trasporto del materiale . . . . . . . . . . . . . . . . 28
13.3.1 Funzioni dei tasti "F2" ed "F3" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
13.3.2 Controllo dell’orientamento degli interruttori S5, S9, S15, S16 e S18 . . . . . . . . . . . . . . 29
13.4 Regolazione dell’unità di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
13.4.1 Controllo dell’orientamento degli interruttori S25, S26, S27 . . . . . . . . . . . . . . . . . . . 30
13.5 Regolazione del coltello, sincronizzazione dell’unità di trasporto . . . . . . . . . . . . . . . . 30
13.5.1 Controllo dell’orientamento degli interruttori S01, S02, S03, S04 e S17 . . . . . . . . . . . . 31
13.5.2 Impostazione del parametro per la sincronizzazione . . . . . . . . . . . . . . . . . . . . . . . 31
14. Sistema "Multitest"
14.1 Indicazione della versione del programma e della somma "Check" . . . . . . . . . . . . . . . 32
14.2 Controllo della memoria di lavoro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
14.3 Scelta degli elementi d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
14.4 Controllo degli elementi d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
14.5 Scelta degli elementi d’uscita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
14.6 Controllo del motore della macchina per cucire . . . . . . . . . . . . . . . . . . . . . . . . . . 38
14.6.1 Indicazione della versione del programma del motore . . . . . . . . . . . . . . . . . . . . . . 38
14.6.2 Scelta del posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
14.6.3 Scelta della velocità . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
14.7 Indicazione degli avvisi d’errore che sono stati emessi . . . . . . . . . . . . . . . . . . . . . . 39
15. Autocontrollo del terminale
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
16. Avvisi operativi ed avvisi d’errore
16.1 Avvisi operativi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
16.2 Avvisi d’errore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41

1. Informazioni generali
Codeste istruzioni sommarie contengono dei consigli importanti per
permettere all’utente una gestione sicura, economica ed adeguata allo
scopo della nuova generazione di pannelli di comando "
DAC
"
(Dürkopp Adler Control).
Raffigurazioni dello schermo contenute in codeste istruzioni sommarie
Le comunicazioni tramite simboli nelle diverse visualizzazioni sullo
schermo dipendono dalle regolazioni, dalla sottoclasse e
dall’equipaggiamento dell’unità di cucitura.
Perciò le raffigurazioni dello schermo contenute in codesta descrizione
sommaria sono parzialmente aleatorie e possono differire dalle
rappresentazioni effettive visibili sul "Display" del pannello di comando.
Terminale per l’operatore con guida per l’operatore a simbologia grafica
Il terminale per l’operatore è dotato di un "LCD-Display" e di una tastiera.
La guida per l’operatore a simbologia grafica avviene utilizzando
esclusivamente simboli di comprensione internazionale.
I diversi simboli sono raggruppati all’interno della struttura del menù dei
programmi di cucitura e di controllo.
Una gestione molto semplice permette dei brevi tempi d’apprendimento.
Conforto di programmazione
Per l’utilizzatore sono disponibili 99 programmi di cucitura liberamente
programmabili.
Per la cucitura delle sequenze sono disponibili 6 sequenze delle asole.
Ogni sequenza delle asole può essere realizzata con una sequenza a
piacere composta al massimo da 3 programmi delle asole.
Programmi di controllo e di regolazione
Nel sistema
DAC
è integrato l’ampio sistema di prova e di controllo
"MULTITEST"
.
Un microcomputer assume i compiti di comando degli azionamenti,
controlla il processo di cucitura ed indica le manipolazioni errate e le
avarie sul "Display".
Errori e risultati di controllo vengono indicati sul "LCD-Display".
Durante il normale ciclo di lavoro, senza anomalie, sul "Display"
appaiono informazioni per l’operatore riguardanti l’utilizzazione
dell’unità di cucitura ed il ciclo di cucitura.
In caso di un errore gestionale oppure di un’avaria, il ciclo funzionale
viene interrotto e la causa viene indicata sul "Display" tramite il
corrispondente simbolo rappresentante l’errore.
Nella maggior parte dei casi, il simbolo sparisce dopo l’eliminazione
della causa dell’errore.
In alcuni casi, per ragioni di sicurezza, per eliminare l’avviso d’errore
si deve disinserire l’interruttore principale.
Una parte delle segnalazioni d’errore è riservata esclusivamente al
personale d’assistenza tecnica.
Una serie di programmi speciali facilita le regolazioni meccaniche e
rende possibile un veloce controllo della funzionalità degli elementi
d’entrata e d’uscita senza aver bisogno d’ulteriori strumenti di misura.
Scheda di memorizzazione RAM
La scheda di memorizzazione RAM ha il compito di custodire per lungo
tempo tutti i dati programmati.
Tramite codesta scheda i dati possono essere trasferiti su altre unità di
cucitura.
Il pannello di comando trasferisce i dati sulla scheda di memorizzazione.
I dati così memorizzati a loro volta possono essere trasferiti dalla scheda
di memorizzazione nuovamente in un pannello di comando DAC.
Codesta operazione è ripetibile a piacere durante tutto il tempo di
custodia dei dati della scheda di memorizzazione (ca. 4 anni).
4
3

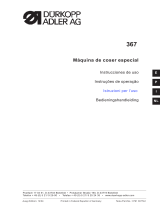
2. Pannello di comando per l’operatore
L’immissione e l’emissione dei dati avviene tramite un terminale per
l’operatore dotato di un "LC-Display" e di una confortabile tastatura.
Tasto "Stop"
"Display"
Tastatura
Tasti decimale
funzionali
Tasto Tasto
"Escape" d’immissione
dati
Tasti per il cursore
Tasto/Gruppo di tasti Funzione
Tasti funzionali
Per richiamare le visualizzazioni dei parametri dei programmi di cucitura
(dalla visualizzazione principale dello schermo).
Per richiamare i programmi di controllo (durante l’apparizione
nell’indicazione d’avviso del logogramma (DA) della Dürkopp-Adler).
Per inserire e disinserire delle funzioni.
Per abbandonare i programmi di controllo e le visualizzazioni dei parametri (F1).
Tasti per il cursore
Per variare i valori dei parametri.
Õ, Ö : Per scegliere il simbolo del parametro desiderato
×, Ø : Per inserire oppure disinserire la funzione del parametro,
Per scegliere la soglia precedente oppure prossima del
valore del parametro.
Tastatura decimale
Per impostare i valori dei parametri.
: Per cambiare il segno del valore del parametro
Tasto "Escape"
Per ottenere nuovamente il vecchio valore di parametro.
Tasto d’immissione dati
Per aprire la finestra di regolazione del parametro che è stato scelto.
Per memorizzare il valore di parametro che è stato impostato.
Per attivare il programma di controllo
Tasto "STOP"
Per abbandonare il programma della macchina.
Per interrompere il programma in corso.
STOP
ESC
DURKOPP
ADLER AG
4

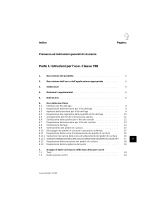
3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di programmi
La scheda di memorizzazione (RAM-Card) ha il compito di custodire per
lungo tempo tutti i programmi di cucitura. Tramite codesta scheda di
memorizzazione i programmi di cucitura, le raffigurazioni di cucitura ed i
parametri della macchina possono essere trasferiti su altre unità di cucitura.
Protezione contro la scrittura
Campo d’annotazione
–
Quando sullo schermo è visibile la visualizzazione principale dello
schermo, inserire lateralmente ed in direzione della freccia la scheda di
memorizzazione nel pannello di comando. Il campo d’annotazione
dev’essere rivolto verso l’operatore.
–
Il pannello di comando commuta nel modo di memorizzazione. La freccia
indicata al centro del "Display" segnala la direzione di trasferimento dei dati:
I dati
vengono caricati
dalla scheda
di memorizzazione nel pannello di comando
I dati
vengono memorizzati
dal pannello
di comando sulla scheda di memorizzazione
(tener conto della protezione contro la scrittura!)
–
Regolazione della direzione di trasferimento dati desiderata.
Caricare i dati
: Premere il tasto per il cursore "Ö".
Memorizzare i dati
: Premere il tasto per il cursore "Õ".
–
Premere il tasto funzionale "
F4
" ("Start").
Il trasferimento dei dati viene avviato. Sopra la freccia indicata nel
centro del "Display" appaiono i simboli dei dati che devono essere
trasferiti. Alla fine del trasferimento dei dati tutti i simboli vengono
nuovamente cancellati dallo schermo.
–
Estrarre la scheda di memorizzazione. L’indicazione sul "Display" ritorna
nuovamente indietro sulla visualizzazione principale dello schermo.
–
Dopo il caricamento
dei dati premere il tasto "
STOP
".
Il pannello di comando viene nuovamente inizializzato. Codesta
operazione è assolutamente necessaria poichè durante il caricamento
di programmi vengono anche caricati i nuovi parametri della macchina.
3.2 Sostituzione della batteria della scheda di memorizzazione
Tempo di custodia dei dati della scheda di memorizzazione senza
sostituzione della batteria: ca. 4 anni.
ATTENZIONE IMPORTANTE !
All’atto della sostituzione della batteria tutti i programmi memorizzati sulla scheda di
memorizzazione vengono irrimediabilmente cancellati. Prima d’effettuare la
sostituzione della batteria caricare previamente i programmi in un pannello di comando!
STOP
ESC
DURKOPP
ADLER AG
Start
4
5

4. Superficie di guida per l’operatore
4.1 Struttura dei menù dei programmi di cucitura e di controllo
Per la struttura della superficie di guida per l’operatore vengono
utilizzati esclusivamente simboli di comprensione internazionale.
I singoli parametri ed i programmi di regolazione e di controllo sono
raggruppati in diversi gruppi.
Inserire
l’interruttore
principale
Visualizzazione
principale dello
schermo
Menù dei parametri dei programmi di cucitura Programmi di regolazione e di controllo
Richiamo del menù dei parametri dei programmi di cucitura
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato. Nell’indicazione d’avviso
appare brevemente il logogramma (DA) della Dürkopp-Adler.
–
L’indicazione sul "Display" commuta sulla visualizzazione principale
dello schermo.
Premendo uno dei tasti funzionali da "
F1
" fino a "
F4
" viene richiamato
il corrispondente menù dei parametri dei programmi di cucitura.
Richiamo dei programmi di regolazione e di controllo
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato. Nell’indicazione d’avviso
appare brevemente il logogramma (DA) della Dürkopp-Adler.
–
Durante l’apparizione
nell’indicazione d’avviso del logogramma
(DA) della Dürkopp-Adler azionare uno dei tasti da "
F1
" fino a "
F4
".
L’indicazione d’avviso commuta sul corrispondente gruppo dei
programmi di regolazione oppure di controllo.
6

4.2 Variazione dei valori dei parametri
I valori di parametro vengono cambiati nelle singole visualizzazioni dei
parametri.
–
Tramite i tasti del cursore scegliere il parametro desiderato.
–
Il simbolo del parametro scelto appare in risalto negativo.
–
Premere il tasto d’immissione dati.
Appare la finestra d’impostazione dati con l’invito all’impostazione
oppure con gli attuali valori.
–
Variare il valore di parametro come descritto dal punto
1.
fino al
punto
4
.
–
Premere il tasto d’immissione dati.
La nuova impostazione del valore di parametro viene memorizzata.
Durante la modifica dei valori dei parametri si deve effettuare una
distinzione tra quattro gruppi di parametri:
1. Funzioni che vengono inserite e disinserite
–
Inserire oppure disinserire la funzione del parametro tramite i tasti
per il cursore "×" oppure "Ø".
(Inserito) (Disinserito)
2. Parametri con diverse funzioni
–
Impostare la funzione desiderata del parametro tramite i tasti per il
cursore "×" oppure "Ø".
3. Parametri per i quali i valori vengono variati a soglie
–
Scegliere la soglia precedente oppure la prossima soglia del
valore del parametro tramite i tasti per il cursore "×" oppure "Ø".
Impostazione: 08, 12, 14, 16, 20
4. Parametri per i quali i valori vengono impostati tramite la
tastatura decimale
–
Impostare il valore di parametro desiderato tramite la tastatura decimale.
Attenzione importante!
Il valore impostato deve giacere entro i limiti dei valori ammessi.
Se viene impostato un valore troppo piccolo oppure troppo grande,
dopo aver premuto il tasto d’immissione dei dati, appare il limite di
valore inferiore oppure superiore.
–
Se davanti al valore di parametro appare un segno matematico,
quest’ultimo può essere cambiato tramite il tasto " ".
Impostazione: -99,9 ... +99,9
4
7

5. Programmi di cucitura
Nella classe
841-27
possono essere programmati 99 diversi
programmi di cucitura.
I singoli programmi di cucitura possono essere liberamente
programmati.
Per la cucitura di sequenze delle asole sono disponibili 6 sequenze
indipendenti l’una dall’altra. Ogni singola sequenza può essere
composta da una sequenza a piacere composta da un massimo di 3
programmi delle asole.
5.1 Avvio del programma della macchina
Per ottenere l’abilitazione al lavoro dell’unità di cucitura, il dispositivo
di alimentazione dev’essere portato per una volta nella sua
"Posizione di riferimento"
.
La posizione di riferimento è indispensabile per ottenere una
posizione di partenza ben definita del dispositivo di alimentazione.
Attenzione pericolo di ferimento !
Durante la corsa di riferimento non agire nel campo di movimento
dell’unità di trasporto del materiale.
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
–
Nell’indicazione d’avviso appare brevemente il logogramma (DA)
della Dürkopp-Adler.
Se durante l’apparizione nell’indicazione d’avviso del logogramma
(DA) della Dürkopp-Adler viene azionato uno dei tasti da
F1
fino a
F4
, la visualizzazione cambia sul corrispondente gruppo dei
programmi di regolazione oppure di controllo.
–
Il pannello di comando controlla se l’unità di trasporto del
materiale si trova nella sua posizione finale posteriore.
Se ciò non fosse, l’operatore viene invitato ad avviare la corsa di
riferimento tramite l’avviso sul "Display" "
<==== REF
" (corsa di
riferimento).
Avviare la corsa di riferimento azionando il tasto d’avvio.
–
L’indicazione sul "Display" commuta sulla visualizzazione
principale dello schermo dell’unità di cucitura.
Dalla visualizzazione principale dello schermo, tramite i tasti
funzionali da
F1
fino a
F4
si può commutare la visualizzazione
sullo schermo sui diversi schermi di parametro dei programmi di
cucitura.
<==== REF
8

5.2 Richiamare la visualizzazione sullo schermo dei parametri dei programmi di cucitura
Dalla visualizzazione principale dello schermo, tramite i tasti funzionali
da
F1
fino a
F4
si può commutare la visualizzazione sullo schermo sui
diversi schermi di parametro dei programmi di cucitura.
Parametri globali Programma delle asole Sequenze 1 X cucire
GP PP PS 1X
Visualizzazioni sullo schermo dei parametri dei programmi di cucitura
Parametri globali (GP): Parametri che sono validi per tutti
i programmi delle asole
Programma delle asole (PP): Parametri che servono per la programmazione
della distribuzione delle asole
Sequenza delle asole (PS): Per la programmazione di sequenze delle asole
1 x cucire (1X): Funzioni per la cucitura di una singola asola
4
9

6. Visualizzazione principale dello schermo
Nella parte superiore sinistra della visualizzazione principale dello
schermo viene indicata la sequenza che è stata scelta. La situazione
attuale del contapezzi appare accanto al simbolo del contapezzi.
In alto, a destra, appaiono le indicazioni riguardanti l’attuale
programma delle asole che è stato impostato.
Il numero di asole che verrà cucito nel prossimo ciclo di cucitura
appare accanto al segno Σ. Inoltre se vengono eseguite delle asole
disposte in maniera uniforme appare anche la distanza tra le asole.
6.1 Scelta della sequenza delle asole
Nell’angolo superiore sinistro del "Display" appare la sequenza delle
asole che è stata scelta.
Se è stato inserito il cambio automatico dei programmi delle asole, tra
i singoli programmi della sequenza dei programmi delle asole
appaiono delle frecce.
–
Cambiare la sequenza delle asole tramite i tasti per il cursore "×"
oppure "Ø".
Tasto "×": Scegliere la precedente sequenza delle asole
Tasto "Ø": Scegliere la prossima sequenza delle asole
6.2 Scegliere il programma delle asole nell’attuale sequenza delle asole
Una sbarretta nella sequenza delle asole contraddistingue il
programma delle asole che è stato scelto.
–
Scegliere programma delle asole tramite i tasti per il cursore "Õ"
oppure "Ö".
Tasto "Õ": Scegliere il precedente programma delle asole della
sequenza delle asole.
Tasto "Ö": Scegliere il prossimo programma delle asole della
sequenza delle asole.
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
01
03
02
10

6.3 Funzione dei tasti numerici da "1" fino a "6"
Tramite i tasti numerici da "
1
" fino a "
6
" della tastatura decimale
l’operatore può attivare cinque funzioni partendo direttamente dalla
visualizzazione principale dello schermo.
Le funzioni vengono rappresentate tramite simboli nella metà sinistra
del "Display". La cifra a destra accanto ad ogni simbolo indica quale
tasto numerico dev’essere premuto per poter attivare la funzione.
Al momento i 6 tasti numerici non sono tutti occupati con una funzione.
I tasti ancora liberi sono previsti per futuri ampliamenti del programma.
6.3.1 Azzeramento del contapezzi
A destra vicino al simbolo per l’azzeramento del contapezzi appare
l’attuale situazione del contapezzi.
Il contapezzi indica la quantità dei capi da cucire che sono stati finiti a
partire dall’ultimo azzeramento del contapezzi.
Azzeramento del contapezzi
–
Premere il tasto "
1
".
–
Premere il tasto d’immissione dati.
Il contapezzi viene riazzerato.
–
Se il contapezzi non dev’essere riazzerato, premere il tasto "
ESC
".
6.3.2 Sostituzione della spolina
Tramite il tasto numerico "
2
" appare il valore preimpostato (numero
delle asole).
–
Se l’indicazione d’avviso deve rimanere invariata, premere il tasto
"
ESC
".
–
Nell’indicazione d’avviso appare il simbolo riportato a lato
Ora tramite la tastatura decimale può essere impostato un nuovo
valore d’esecuzione.
–
Per riportare nuovamente il contatore per numero di punti
eseguibili con una spolina piena sul valore d’esecuzione oppure
sul valore impostato, azionare il tasto d’immissione dati.
Avvolgimento del filo del crochet sulla spolina
–
Tramite i tasti a freccia "×" e "Ø" scegliere il simbolo riportato a lato.
–
Quando viene scelto codesto simbolo appare la visualizzazione
visibile a lato.
–
Tramite il tasto
"F2"
viene avviato il motore della macchina per
cucire.
–
Tramite il tasto
"F3"
il motore della macchina per cucire viene
fermato.
–
Tramite il tasto
"F1"
si ritorna indietro nel menù principale.
4
11

6.3.3 Annullamento del ciclo di posizionamento
Tramite il tasto numerico "
3
" l’operatore annulla il ciclo di
posizionamento (per esempio per effettuare delle correzioni del
posizionamento del capo da cucire).
Dopo il primo azionamento dell’interruttore a ginocchiera il campo
d’aspirazione a vuoto spinto viene inserito. Tramite codesta funzione il
campo d’aspirazione a vuoto spinto può essere nuovamente disinserito
per permettere un nuovo posizionamento del materiale da cucire.
–
Premere il tasto numerico "
3
".
Il campo d’aspirazione a vuoto spinto viene disinserito.
–
Posizionare nuovamente il materiale da cucire.
–
Se l’interruttore a ginocchiera viene azionato per una volta, il
campo d’aspirazione a vuoto spinto viene nuovamente inserito.
6.3.4 Estrazione dall’impilatore dei capi cuciti
Tramite il tasto numerico "
4
" l’operatore può aprire l’impilatore ed
estrarre i capi già cuciti.
–
Premere il tasto numerico "
4
".
Il braccio dell’impilatore si apre.
–
Estrarre i capi già cuciti.
–
Eseguire il prossimo cilo di cucitura.
–
Alla fine del ciclo di cucitura il braccio dell’impilatore si richiude
nuovamente.
6.3.5 Cucitura di ripresa di singole asole
Tramite la funzione "
Cucitura di ripresa dell’asola
" si può effettuare
una cucitura di ripresa di singole asole di una finta delle asole.
Il modo di lavoro "Cucitura di ripresa dell’asola" può essere attivato
anche durante il ciclo di cucitura.
–
Azionare il tasto "
5
" nel menù principale.
Il simbolo appare in risalto negativo.
La cucitura di ripresa di singole asole è inserita.
–
Per disinserire la cucitura di ripresa di asole, azionare il tasto "
5
"
nel menù principale.
Il simbolo appare in risalto positivo. Il modo di lavoro "Cucitura di
ripresa dell’asola" è disinserito.
–
Dopo il prossimo ciclo d’impilatura del capo il modo di lavoro
"Cucitura di ripresa dell’asola" viene disinserito automaticamente.
Ciclo di cucitura quando il modo di lavoro "Cucitura di ripresa
dell’asola" è inserito
–
Posizionare il materiale da cucire.
–
Azionare il tasto d’avvio.
Il ciclo di cucitura viene avviato.
Il dispositivo di alimentazione trasporta il materiale da cucire fino
alla prima posizione dell’asola.
–
Nell’indicazione d’avviso appare una finestra di scelta con le
seguenti 4 possibilità: 1. 2. 3. 4.
1. Cucire
–
Tramite i tasti a freccia "×" e "Ø" scegliere il simbolo riportato a
lato.
–
Azionare il tasto d’immissione dati.
L’asola situata nell’attuale posizione viene cucita.
12

2. Proseguimento del trasporto
–
Tramite i tasti a freccia "×" e "Ø" scegliere il simbolo riportato a lato.
–
Tramite il tasti a freccia "Õ" e "Ö" si può scegliere fino a quale
asola il dispositivo di alimentazione deve trasportare il materiale
da cucire.
–
Azionare il tasto d’immissione dati.
Il materiale da cucire viene trasportato fino alla posizione
dell’asola che è stata impostata.
3. Cucire il materiale da cucire fino alla fine
–
Tramite i tasti a freccia "×" e "Ø" scegliere il simbolo riportato a
lato.
–
Azionare il tasto d’immissione dati.
Tutte le asole a partire dall’attuale posizione vengono nuovamente
cucite.
Dopo il ciclo di cucitura il materiale da cucire viene impilato.
4. Impilatura
–
Tramite i tasti a freccia "×" e "Ø" scegliere il simbolo riportato a lato.
–
Tramite i tasti a freccia "Õ" e "Ö" possono essere scelte le
seguenti funzioni:
Estrarre il materiale da cucire
Impilare il materiale da cucire
–
Azionare il tasto d’immissione dati.
6.4 Indicazione d’avviso "Unità di cucitura in ciclo di posizionamento del capo"
L’asterisco nell’angolo inferiore destro della visualizzazione principale
dello schermo indica che momentaneamente l’unità di cucitura si trova
nel programma di lavoro. Accanto all’asterisco appare
supplettivamente il simbolo raffigurato qui accanto.
Quando appare codesto simbolo significa che il prossimo ciclo è già
stato avviato.
Durante il tempo d’apparizione dell’asterisco non possono essere
effettuate delle impostazioni tramite il pannello di comando per
l’operatore !
–
Annullare la soglia momentanea del ciclo di posizionamento del
capo tramite il tasto numerico "
3
".
L’asterisco sparisce.
6.5 Richiamare le visualizzazioni dei parametri
–
Premere il tasto funzionale desiderato da "
F1
" fino a "
F4
".
L’indicazione d’avviso cambia sulla corrispondente visualizzazione
dei parametri.
F1
: GP (Parametri globali)
F2
: PP (Programma delle asole)
F3
: PS (Sequenze)
F4
: 1X (1 x cucire)
–
Per abbandonare le visualizzazioni dei parametri, premere il tasto
funzionale "
F1
".
L’indicazione d’avviso commuta indietro sulla visualizzazione
principale dello schermo.
4
13

7. Parametri globali
I parametri globali sono parametri che sono
validi per tutti
i
programmi delle asole.
–
Quando sullo schermo è visibile la visualizzazione principale dello
schermo premere il tasto funzionale "
F1
".
L’indicazione sullo schermo cambia sulla visualizzazione dei
"Parametri globali".
–
Tramite i tasti del cursore scegliere il parametro desiderato.
Il simbolo del parametro scelto appare in risalto negativo.
–
Variare il parametro scelto come descritto nel capitolo 4.2.
–
Premendo il tasto funzionale
F1
, l’indicazione d’avviso commuta
indietro sulla visualizzazione principale dello schermo.
7.1 Inserimento e disinserimento del dispositivo di controllo del filo dell’ago
Tramite codesto parametro il dispositivo di controllo rottura filo per il
filo dell’ago viene inserito oppure disinserito
Dispositivo di controllo del filo dell’ago inserito
(all’atto della fornitura)
Dispositivo di controllo del filo dell’ago disinserito
–
Se il dispositivo di controllo del filo dell’ago è inserito, l’attuale
asola viene cucita fino alla fine.
–
Nell’indicazione d’avviso appare l’avviso "Rottura del filo dell’ago".
Il proseguimento del ciclo di cucitura nel caso di una rottura del filo
è descritto nella parte 1: Istruzioni per l’uso nel capitolo
"Proseguimento del ciclo di cucitura dopo una rottura del filo".
Attenzione pericolo di ferimento !
Prima d’effettuare l’infilatura del filo dell’ago disinserire l’interruttore
per la testa della macchina per cucire.
14

7.2 Modo di lavoro dell’impilatore
Tramite codesto parametro può essere scelto il modo di lavoro
dell’impilatore oppure l’impilatore può essere disinserito.
Impilatore inserito per capi da cucire normali
Impilatore inserito per capi da cucire stretti
Impilatore disinserito
–
Se l’impilatore è inserito ogni capo cucito viene automaticamente
impilato dopo il ciclo di cucitura.
7.3 Inserimento e disinserimento dell’avvio della cucitura in marcia lenta "Softstart"
Tramite codesto parametro l’avvio della cucitura in marcia lenta
"Softstart" può essere inserito oppure disinserito.
Avvio della cucitura in marcia lenta "Softstart", inserito
Avvio della cucitura in marcia lenta "Softstart", disinserito
–
Tramite la funzione d’avvio della cucitura in marcia lenta
"Softstart" viene limitata la velocità del motore della macchina per
cucire all’inizio della cucitura.
7.4 Regolazione della velocità di cucitura
Tramite codesto parametro può essere regolata la velocità di cucitura.
Impostazione : Minimo: 1000 n/min
: Massimo: 4000 n/min
: All’atto della fornitura: 3500 n/min
4
15

7.5 Regolazione della capienza di cucitura di una spolina piena
Tramite codesta funzione s’effettua l’impostazione di quante asole
possono essere cucite con una spolina piena.
Tramite i tasti a freccia "×" e "Ø" il contatore del filo del crochet può
essere disinserito.
Il numero di punti che può essere cucito con il filo di una spolina piena
dipende principalmente dai seguenti fattori:
–
Lunghezza del punto
–
Spessore del filato
–
Spessore del materiale da cucire
–
Tensione del filo al momento dell’avvolgimento della spolina
7.6 Modo di lavoro dell’interruttore a ginocchiera
Tramite codesto parametro può essere cambiata la funzione
dell’interruttore a ginocchiera durante il posizionamento del capo. A
seconda dello stato di commutazione il ciclo di posizionamento e
d’avvio cambia nella seguente maniera:
–
- Azionare l’interruttore a ginocchiera.
Il dispositivo d’aspirazione a vuoto spinto viene inserito.
- Azionare ancora una volta l’interruttore a ginocchiera.
Il dispositivo d’aspirazione a vuoto spinto viene disinserito.
- Per avviare il ciclo di cucitura azionare il tasto d’avvio.
–
- Azionare l’interruttore a ginocchiera.
Il dispositivo d’aspirazione a vuoto spinto viene inserito.
Il ciclo di cucitura viene avviato automaticamente dopo
il tempo che è stato impostato.
–
Azionare l’interruttore a ginocchiera.
L’aspirazione a vuoto spinto viene inserita.
Rilasciare l’interruttore a ginocchiera.
Il ciclo di cucitura viene avviato.
16

8. Programma delle asole
Sotto questo punto del menù sono distribuiti i parametri per la
programmazione dei diversi programmi delle asole.
Con l’ausilio di codesti parametri vengono determinati sia lo svolgimento
della cucitura che le funzioni supplementari ad esso abbinate.
Le regolazioni che vengono scelte sono valide
solo per il programma
di
cucitura che è stato
scelto
.
–
Quando la visualizzazione principale è attiva sullo schermo
premere il tasto funzionale "
F2
".
L’indicazione d’avviso cambia sulla visualizzazione dei programmi
delle asole.
–
Tramite i tasti del cursore scegliere il parametro desiderato. Il
simbolo del parametro scelto appare in risalto negativo.
–
Premere il tasto d’immissione dati.
Variare il parametro scelto come descritto nel capitolo 4.2.
–
Premendo il tasto funzionale "
F1
", l’indicazione d’avviso commuta
indietro sulla visualizzazione principale dello schermo.
–
Se quando si abbandona codesto menù appare l’indicazione
d’avviso raffigurata qui accanto significa che i parametri che sono
stati impostati per il programma delle asole non son validi.
La lunghezza necessaria per la cucitura delle asole che sono state
impostate supera la lunghezza di cucitura disponibile nell’unità
automatica.
8.1 Scelta del programma delle asole
Tramite codesto parametro viene scelto il programma delle asole che
dev’essere modificato.
–
Impostare il numero di programma desiderato (1...99) tramite la
tastatura decimale.
–
Premere il tasto d’immissione dati.
4
17

8.2 Impostazione del nome del programma
Tramite codesto parametro ad ogni programma di cucitura delle asole
può essere abbinato un proprio nome del programma.
Il nome del programma dev’essere composto al massimo da 8 simboli.
–
Premere il tasto d’immissione dati.
Sul "Display" viene aperta una finestra.
Nella finestra appare il nome del programma dell’attuale
programma delle asole.
Se all’attuale programma delle asole non è ancora stato abbinato
un nome del programma, la finestra rimane vuota.
–
Tramite i tasti funzionali "
F2
" ed "
F3
" viene sfogliato l’alfabeto.
Tramite il tasto "
F4
" possono essere scelte delle cifre.
F2
: Sfogliare in avanti
F3
: Sfogliare indietro
F4
: Scegliere la cifra
–
Premendo i tasti del cursore "Õ" oppure "Ö" il cursore si muove
lateralmente, per una posizione, verso sinistra oppure verso
destra.
–
Azionare il tasto d’immissione dati.
L’impostazione viene chiusa.
Il nome del programma che è stato impostato viene memorizzato.
Premendo il tasto "
ESC
" viene ripristinato il vecchio nome del
programma.
8.3 Commutazione del punto di posizionamento del capo
Tramite codesto parametro si può effettuare la scelta tra la
lavorazione di camicie da uomo e la lavorazione di camicette da
donna.
A seconda del modo di lavoro scelto sulla visualizzazione principale
dello schermo appare un altro schizzo:
Camicia da uomo Camicetta da donna
–
Camicia da uomo
In una camicia da uomo la tacca di posizionamento
è situata a destra e le asole vengono cucite da destra
verso sinistra.
–
Camicetta da donna
In una camicetta da donna la tacca di posizionamento
è situata a sinistra e le asole vengono cucite da sinistra
verso destra.
18

8.4 Regolazione del numero di asole che devono essere eseguite
Tramite codesto parametro viene impostato il numero di asole che
devono essere eseguite.
8.5 Disposizione delle asole
Tramite codesto parametro si può impostare se la distanza tra le
singole asole è regolare (distanza uguale) oppure se la distanza tra le
singole asole è irregolare (distanza disuguale).
–
Disposizione regolare delle asole
–
Disposizione irregolare delle asole
L’impostazione qui eseguita influisce sulla funzione distanza tra le
asole (consultare il capitolo 8.6).
8.6 Distanza tra le asole
Tramite codesto parametro viene impostata la distanza tra le asole. A
seconda se la distribuzione delle asole è regolare oppure irregolare,
qui devono essere impostati degli altri valori.
Distribuzione regolare
Poichè nel caso di una regolare distribuzione delle asole la distanza
tra le asole è sempre uguale qui dev’essere impostato un unico valore.
–
Tramite i tasti del cursore scegliere la funzione "
Distanza tra le
asole
".
–
Premere il tasto d’immissione dati.
–
Impostare la distanza tra le asole e confermarla tramite il tasto
d’immissione dati.
Distribuzione irregolare
Nel caso di una irregolare distribuzione delle asole devono essere
impostate tutte le distanze tra le asole.
–
Tramite i tasti del cursore scegliere la funzione "
Distanza tra le
asole
".
–
Premere il tasto d’immissione dati.
–
Impostare la distanza tra la prima e la seconda asola e
confermarla tramite il tasto d’immissione dati.
–
Impostare la distanza tra la seconda e la terza asola e confermarla
tramite il tasto d’immissione dati.
–
Ripetere il ciclo d’impostazione fino all’ultima asola.
4
19

8.7 Distanza della prima asola rispetto al punto di posizionamento
Tramite codesto parametro viene definita la distanza della prima asola
rispetto al punto di posizionamento.
Se qui viene impostato il valore "
0
", la prima asola viene cucita senza
che l’unità di trasporto del materiale trasporti il materiale da cucire
(solo per camicia). Se qui viene impostato un altro valore, il materiale
da cucire viene trasportato per un percorso corrispondente a codesto
valore prima che la prima asola venga cucita.
8.8 Regolazione della lunghezza dell’asola
Tramite codesto parametro viene impostata la lunghezza dell’asola. La
lunghezza qui impostata deve corrispondere alla lunghezza
meccanica che è stata impostata sulla testa dell’asolatrice (consultare
anche il capitolo "Regolazione della lunghezza dell’asola" nella parte
1: Istruzioni per l’uso).
Quando s’abbandona codesto punto del menù appare nell’indicazione
d’avviso l’avviso raffigurato qui accanto, ciò per avvertire che la
lunghezza dell’asola dev’essere meccanicamente regolata sullo
stesso valore.
ATTENZIONE IMPORTANTE !
Se qui viene impostato un altro valore la lunghezza dell’asola dev’essere
regolata anche meccanicamente (consultare le istruzioni per l’uso).
8.9 Regolazione del numero di punti dell’asola
Tramite codesto parametro viene impostato il numero dei punti per
un’asola. Il numero di punti che viene qui impostato deve corrispondere
al numero di punti regolato meccanicamente tramite entrambi gli
ingranaggi nella testa dell’asolatrice (consultare anche il capitolo
"Regolazione del numero dei punti" nella parte 1: Istruzioni per l’uso).
Quando s’abbandona codesto punto del menù appare nell’indicazione
d’avviso l’avviso raffigurato qui accanto, ciò per avvisare che il numero
dei punti per un’asola dev’essere meccanicamente regolato sullo
stesso valore.
ATTENZIONE IMPORTANTE !
Se qui viene impostato un altro valore, il numero dei punti dev’essere
regolato anche meccanicamente (consultare le istruzioni per l’uso).
8.10 Copiare il programma delle asole
Tramite codesto parametro
il programma delle asole che è stato
scelto
può essere copiato in un altro programma delle asole.
–
Tramite la tastatura decimale impostare un numero nel quale
l’attuale programma delle asole dev’essere copiato.
8.11 Rimessa a zero dei parametri del programma
Tramite codesto parametro i parametri dell’attuale programma delle
asole possono essere riportati sui valori standard.
20
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Documenti correlati
-
 Duerkopp Adler 841-27 Istruzioni per l'uso
Duerkopp Adler 841-27 Istruzioni per l'uso
-
 Duerkopp Adler 579 Istruzioni per l'uso
Duerkopp Adler 579 Istruzioni per l'uso
-
 Duerkopp Adler 579 Manuale utente
Duerkopp Adler 579 Manuale utente
-
DURKOPP ADLER 745-26 Program
-
-
-
-
 Duerkopp Adler 271 Istruzioni per l'uso
Duerkopp Adler 271 Istruzioni per l'uso
-
 Duerkopp Adler 367 Istruzioni per l'uso
Duerkopp Adler 367 Istruzioni per l'uso
-
 Duerkopp Adler 768 Istruzioni per l'uso
Duerkopp Adler 768 Istruzioni per l'uso





