ESAB Parallel connection of LAF xxx1- Welding power sources Manuale utente
- Tipo
- Manuale utente

Parallel connection of
LAF-welding power source
Istruzioni per l'uso
0049 546 101 130321

-- 2 --
Ci riserviamo il diritto di variare le specifiche senza pr eavviso.
3ONAILATI ............................................. .

-- 3 --
TOCi
4AZZERUCIS1
...................................................... . . . . . .
7ENOIZUDORTNI2
.................................................. . . . . .
2.1 Generalità 7
............................................................... . . . . . . .
2.2
8
........................................ . . . . . . .
9itnenopmociedenoizisoP3
......................................... . . . .
3.1 Posizione dei componenti - Alimentatore per saldatura
LAF 631 9
................................................................. . . . . . . . .
3.2 Posizione dei componenti - Alimentatore per saldatura
LAF 1001 10
................................................................ . . . . . . . .
3.3 Posizione dei componenti - Alimentatore per saldatura
111061/1521FAL
........................................................... . . . . . . . .
21irotsiritiesaotteffenocolellarapniotnemagelloC4
.................. .
41AMEHCS
............................................................ . . . . . . . .
71IBMACIROCNELE
................................................... . . . . . . .
Istruzioni di collegamento per
due generatori in p
arallelo e un PEK

- 4 -
SafeArcW IT
1 SICUREZZA
L'utilizzatore di un imp ianto per saldatura ESAB è responsabile delle misure di
sicurezza pe r il personale che opera con il sistema o n elle vicinanze dello stes s o.
Le misure di sicurezza devono soddisfare le norme previste per questo tipo di im-
pianto per saldatura. Queste indicazioni sono da considerarsi un complemento al-
le norme di sicurezza vigenti sul posto di lav oro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indica-
to nelle istruzioni e solo da personale adeguatamente addestrato. Una manovra
erronea, causata da un
intervento sbagliato, oppure l'attivazione di una sequenza
di funzioni non desiderata, può provocare anomalie che possono causare danni
all'operato re o all'impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
● l'uso e il funzionamento dell'apparecchiatura
● la posizione dell'arresto di emergenza
● il suo funzionamento
● le vigenti disposizioni di sicurezza
● l'attività di saldatura
2. L'operatore deve accertarsi:
● che nessun estraneo si trovi a ll'interno de ll'area di lavoro dell'impianto per
saldatura prima che questo venga messo in funzione
● che nessuno si trovi esposto al momento di f
ar scoccare l'arco luminoso
3. La stazione di lavoro deve essere:
● adeguata alla funzione
● senza correnti d'aria
4. Abbigliamento protettivo
● Usare sempre l'abbigliament o di sicurezza previsto, p er es. occhiali di pro-
tezione, abiti non infia mmabili, guanti protettivi.
● Non usare a biti troppo ampi o accessori quali cinture, bracciali o anelli che
possano imp ig liars i o provocare ustion i.
5. Alltro
● Controllare ch e i previsti cavi di ritorno siano correttamente collegati.
● Ogni intervento sui componenti elettrici deve essere effettuato solo da
personale specializzato.
● Le attrezzature antinc
endio devono essere facilme nte access ibili in luogo
adeguatamente segnalato.
● Non eseguire mai lubrificazioni e interventi di m anutenzione s ull'impianto
per saldatura quando è in esercizio.
IT

- 5 -
SafeArcW IT
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA
OSSIDRICA SONO PERICOLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE
DISPOSIZIONI DI SICUREZZA BASATE SUI CONSIGLI DEL F ABBRICANTE.
CHOCK ELETTRICO - Può essere mortale
● Installareemettereaterra l'elettrosaldatrice secondo le norme.
● Non toccare particolari sotto caricoogli elettrodi a mani nudeocon
attrezzatura di protezione bagnata.
● Isolarsi dalla terraedal pezzo in lavorazione.
● Assicurarsi ch e la posizione di lavoro assunta sia sicura.
FUMO E GAS - Possono essere dannosi
● Tenere il volto lontano dai fumi di saldatura.
● Ventilare l'ambienteeallontanare i fumi dall'ambiente di lavoro.
IL RAGGIO LUMINOSO - Può causare ustioni e da nni agli occhi
● Usare elmo protettivo per saldatura adeguatoeabiti di protezione.
● P
roteggere l'ambiente circostante con paraventi o schermature adeguate.
PERICOLO D'INCENDIO
● Le scintille della saldatrice possono causare incendi. Allontanare tutti gli
oggetti infiammabili dal luogo di saldatura.
RUMORE - Un rumore eccessivo può comportare lesioni dell'udito
● Proteggete il vostro udito. Utilizzate cuffie acustiche oppure altre pr o tezioni
specifiche.
● Informate colleghi e visitatori di questo rischio.
IN CASO DI GUASTO
● Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA
DELL'INSTALLAZIONEEDELL'USO.
ATTENZIONE
IT

- 6 -
SafeArcW IT
L'apparecchiatura di ClassAnonèdestinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica di
alimentazioneabassa tensione. A causa di disturbi sia condotti che
radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di ClassAin questi luoghi.
AVVERTENZA!
ATTENZIONE!
Leggere attentamente le istruzioni
prima dell'installazioneedell'uso.
Non smaltire l e apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettronicheerelativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungonoafine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l'ambiente. In quanto proprietari dell'apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l'ambient
eela salute umana!
ATTENZIONE!
L'alim entatore per saldatura ed il quadro di comando PEH non possono essere
utilizzati insieme.
IT

- 7 -
hga7d1ia
2 INTRODUZIONE
2.1 Generalità
Il collegamento in parallelo può essere effettuato con alimentatori per saldatura LAF
di tutte le dimensioni. La corrente erogata d a ogni alimentatore per saldatura
dipende dalle relative dimensioni, vedere sotto.
Il collegamento di rete si effettua allo stesso
modo per Master e Slave.
E' possibile utilizzare il cosiddetto effettoasei
tiristori invertendo il terminale primario del
trasformatore principale, vedere pagin a 12.
Collegamento in parallelo di alimentat ori per
saldatura delle stesse dimensioni
Collegamento in parallelo di alimentat ori per
saldatura di dimensioni differenti
In caso di utilizzo di alimentatori per saldatura di
dimensioni differenti, il più piccolo deve
essere il Master.
Corrente erogata da alimentatori per saldatura delle stesse dimensioni
Se gli alimentatori hanno le stesse dimensioni, la corrente erogata sarà distribuita in
modo uniforme.
Master 500 A Slave 500 A
*1 Max = 1600 A
*2 500+500 = 1000 A
Corrente erogata da alimentatori per saldatura di dimensioni di fferenti
Se gli alimentatori hanno dimensioni differenti, la corrente erogata sarà distribuita in
modo percentuale.
Master 500 A
Slave 300 A
*1 Max = 1000+600= 1600 A
*2 500+300 = 800 A
IT

2.2 Istruzioni di collegamento per due generatori in parallelo e un PEK
1. Prima della definizione delle alimentazioni elettriche, è necessario collegare la
catena dell'arresto d'emergenza mediante il cavo W01, vedere gli schemi a pagina
14.
2. Nel generatore Slave collegare il ponticello CN18 per il controllo analogico, i perni
del ponticello 1 e 2.
3. Avviare i due generatori e collegare ESAT al generatore Master.
4. Impostare il parametro 762 su 1 (il generatore Master ricerca lo Slave).
5. Impostare il parametro
767 su 10 (indirizzo del nodo dello Slave).
6. Spostare il collegamento ESAT nel generatore Slave:
a) Impostare il parametro 10 su 16 (funzione Slave).
b) Impostare il parametro 67 su 0. (Se è impostato su 1, il generatore attende un
segnale analogico.)
c) Impostare il parametro 712 su 0. (Il gruppo trainafilo non è controllato dallo
Slave.)
d) Impostare il parametro 713 su 0. (La corsa non è controllata dallo Slave.)
e) Impostare il parametro 762 su 0 (Slave).
7. Impostare il parametro 9000 su 10
(impostare l'indirizzo del nodo per lo Slave).
Utilizzare la funzione di servizio ESAT 100 per impostare questo parametro.
8. Spegnere entrambi i generatori e rimuovere il ponticello CN18 sul generatore Slave.
9. Rimuovere il ponticello CN11 sul generatore Master.
10. Collegare il cavo W02.
11. Avviare entrambi i generatori, prima lo Slave e poi il Master.
12. Assicurarsi che la catena dell'arresto d'emergenza funzioni, ovvero che entrambi i
generatori si arrestino e si avviino normalmente.
13. Verificare che il valore della corrente parallela possa essere imposta
to in PEK.
14. Nota! Non è necessario il cavo di riferimento dello Slave. Il ponticello CN18 sullo
Slave deve essere rimosso.
- 8 -
hga7d1ia
IT

- 9 -
hga7d2ia
3 Posizione dei componenti
3.1 Posizione dei componenti - Alimentatore per saldatura LAF 631
IT

- 10 -
hga7d2ia
3.2 Posizione dei componenti - Alimentatore per saldatura LAF 1001
IT

- 11 -
hga7d2ia
3.3 Posizione dei componenti - Alimentatore per saldatura
LAF 1251/1601
IT

- 12 -
hga7d3ia
4 Collegamento in parallelo con effetto a sei tiristori
In questo caso, gli alimentatori Master/Slave sono collegati alla rete per mezzo di sei
tiristori (tre in ogni alimentatore). Ne deriva una corrente di saldatura più morbida
grazie al cambio di fasea60° anzichéa120°.
● Collegamento di Master+Slave con effettoasei tiristori. Notare che
l'avvolgimento del primario dello Slaveèinvertito.
● Il cambio di fase passa da 120° a 60°, vedere gli schemi di seguito.
● Il seguente schema d'onda sinusoidale mostra l'effetto di equalizzazione
ottenuto con l'inversione del trasformatore Slave.
Gli alimentatori per saldatura devono avere le stesse dimensioni e deve essere
possibile invertire l'ingressoel'uscita sul lato del primario del trasformatore principale.
Questa operazione può essere effettuata facilmente su LAF 1001, 1251e1601,
mentreèpiù complicata su LAF 631 in quanto l'avvolgimento del trasformatore è
collegato direttamente al contattore d i rete.
IT

- 13 -
hga7d3ia
IMPORTANTE!
Collegare l'avv olgimento giusto. Molti alimentat ori hanno più di una tensione di rete.
Questo vale in particolare per le macchine progettate per tensioni di rete differenti.
Di seguito sono riport ati alcuni esempi di collegamento di Master e Slave alla rete
per mezzo di alimentatori senz a collegamenti multitensione.

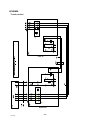
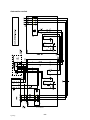
SCHEMA
- 14 -
hga7diag
Tractor variant

- 15 -
hga7diag
Automation variant

- 16 -
sida

ELENCO RICAMBI
- 17 -
SpareFram
Edition 101001
Ordering no. Denomination Notes
0808573882 Parallel connection kit

- 18 -
sida

- 19 -
h808753s
Item
no.
Qty Ordering no. Denomination Notes
0808573882 Parallel connection kit LAF-PEK
W01 4 0801389053 Cable 4x2x0.5, liycy
W02 1 0458681908 Cable L=4 m
1 0436919007 Auxillary contact block

ESAB AB
SE-695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
110210
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel:+390297968.1
Fax:+390297968701
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel:+553121914333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax:+19056704879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax:+5283507554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax:+18436645748
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel:+862123263000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel:+91334784517
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel:+62214600188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel:+81456707073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel:+82552698170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Parallel connection of LAF xxx1- Welding power sources Manuale utente
- Tipo
- Manuale utente
Documenti correlati
-
ESAB Parallel connection of LAF-welding power source Manuale utente
-
ESAB A6 PEK Control Panel Manuale utente
-
ESAB Remote Arc Gouging Manuale utente
-
-
ESAB LAF 1251 / LAF 1251M Manuale utente
-
ESAB LAF 1601 / LAF 1601M Manuale utente
-
-
ESAB LAF 1001 / LAF 1001M Manuale utente
-
-
ESAB EPP-360 Manuale utente