
IT
Valid from program version 1.300458 818 179 IT 20110518
Aristo
MA4
Istruzioni per l'uso

- 2 -
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 INTRODUZIONE 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Pannello di controllo 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Telecomando 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENU 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Menu principale e menu di misurazione 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Menu di regolazione 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SALDATURA MIG/MAG 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Filo o elettrodo? 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Impostazioni 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Simboli sul display 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Esempio di regolazioni 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SALDATURA MMA 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Impostazioni 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Simboli sul display 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Esempio di regolazioni 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 SCRICCATURA ARC-AIR 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Impostazioni 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Simboli sul display 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Esempio di regolazioni 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 CODICI DI GUASTO 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Elenco dei codici di guasto 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Descrizione dei codici di guasto 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 ORDINAZIONE DEI PEZZI DI RICAMBIO 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMA 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NO. DI CODICE 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

© ESAB AB2001
- 3 -
bi02d1ia
1 INTRODUZIONE
Questo manuale descrive il funzionamento e l'utilizzo del pannello di controllo MA4,
montato sui gruppi trainafilo Feed 3004 e Feed 4804 .
Per informazioni generali sul funzionamento, vedere le istruzioni di funzionamento
del gruppo trainafilo e del generatore.
1.1 Pannello di controllo
1 Display
2 Manopola per la regolazione della tensione
3 Manopola per la regolazione della velocità
dell'avanzamento del filo e della corrente
di saldatura
4 Premere i tasti funzione per selezionare
Incremento (+) o Decremento (-). →
5 Primo, secondo e terzo tasto funzione
1.2 Telecomando
Utilizzando il telecomando, i parametri principali del processo di saldatura si possono
controllare con un'apparecchiatura diversa dal pannello di controllo.
Affinché il telecomando possa funzionare correttamente, le macchine con pannelli di
controllo integrati devono disporre della versione 1.21 o successiva del programma.
Comportamento del pannello di controllo quando si collega il telecomando
S Il display continua a mostrare il menu visualizzato al momento in cui viene
collegato il telecomando.
Le misurazioni e i valori di regolazione vengono aggiornati, ma appariranno
soltanto in quei menu in cui detti valori possono essere visualizzati.
S Se viene visualizzato il simbolo di un codice di guasto, questo non potrà essere
cancellato fino a quando non si scollega il telecomando.
IT

© ESAB AB2001
- 4 -
bi02d1ia
2 MENU
Il pannello di controllo utilizza vari menu. In particolare il menu principale, il menu di
misurazione e il menu di regolazione.
2.1 Menu principale e menu di misurazione
Il menu principale viene sempre visualizzato subito dopo
l'avvio della macchina. Questo menu visualizza i valori che
sono stati impostati. Se quando si dà inizio alla saldatura
viene visualizzato il menu principale, questo commuta
automaticamente per mostrare i valori misurati (menu di
misurazione). I valori misurati rimangono visualizzati anche
quando la saldatura è terminata.
È possibile accedere al menu di regolazione senza perdere i valori misurati. I valori di
regolazione vengono visualizzati al posto di quelli di misurazione soltanto quando si
ruota la manopola.
2.2 Menu di regolazione
Nel menu di regolazione è possibile impostare numerosi
valori.
Per accedere al menu di regolazione, premere , ,
o .
Quando il generatore viene spento e riacceso, il sistema richiama gli ultimi valori da
impostare.
3 SALDATURA MIG/MAG
3.1 Filo o elettrodo?
La saldatura MIG/MAG utilizza un elettrodo formato da un filo d'apporto avvolto su
un trascinatore (bobina o anima). Nel presente manuale questo tipo di elettrodo
viene designato come filo.
3.2 Impostazioni
Impostazioni Intervallo di impost
azione
In passi da: Regolazione di de
fault
Processo MIG/MAG, MMA o
scriccatura Arc-air
- MIG/MAG
2/4 tempi * 2 o 4 tempi - 2 tempi
Riempimento dei crate
ri*
ON oppure OFF - OFF
Tempo di riempimento
crateri
0-5 s 0,1 s 1,7 s
IT

© ESAB AB2001
- 5 -
bi02d1ia
Impostazioni Regolazione di de
fault
In passi da:Intervallo di impost
azione
Induttanza 0 - 100 1 70
Preflussaggio del gas 0,1-25,0 s 0,1 s 0,1 s
Avvio micrometrico ON oppure OFF - ON
Tempo di bruciatura fi
nale del filo
1 - 350 ms 10 ms 100 ms
Postflussaggio del gas 0,1-20 s 1 s 1 s
Tensione 8 - 60 V 0,25 V (visualizzato
con un decimale)
12 V
Velocità di avanzamen
to del filo
0,8 – 25,0 m/min 0,1 m/min. 5 m/min.
*) Queste funzioni non possono essere modificate durante la saldatura.
MIG/MAG
La saldatura MIG/MAG avviene fondendo un filo di apporto alimentato in modo conti
nuo, mentre il bagno di fusione viene protetto dal gas apposito.
2 tempi
Preflussaggio
del gas
Hot
start
Saldatura Riempi
mento
dei crate
ri
Postflussaggio del gas
Funzioni in caso di utilizzo del comando a 2 tempi della pistola saldatrice.
Il preflussaggio del gas (se utilizzato) inizia quando si preme il grilletto (1) della
pistola saldatrice, quindi ha inizio il processo di saldatura. Quando si rilascia il
grilletto (2), ha inizio il riempimento dei crateri (se selezionato) e viene interrotta la
corrente di saldatura. Ha inizio il postflussaggio del gas (se selezionato).
NOTA BENE: Premendo nuovamente il grilletto mentre è in corso il riempimento dei
crateri, si procede con questa medesima procedura fino a quando si mantiene
premuto il grilletto (linea tratteggiata). Per interrompere il riempimento dei crateri, si
può anche premere rapidamente e rilasciare il grilletto mentre il processo è in corso.
IT

© ESAB AB2001
- 6 -
bi02d1ia
4 tempi
Preflussaggio
del gas
Hot
start
Saldatura Riempi
mento
dei crate
ri
Postflussaggio del gas
Funzioni in caso di utilizzo del comando a 4 tempi della pistola saldatrice.
Il preflussaggio del gas (se utilizzato) inizia quando si preme il grilletto (1) della
pistola saldatrice. Rilasciando il grilletto si attiva il processo di saldatura. Premendo
nuovamente il grilletto (3), si avvia il riempimento dei crateri (se selezionato) e si
riducono i valori di saldatura. Rilasciando il grilletto (4) si interrompe definitivamente
la saldatura e si attiva il postflussaggio del gas (se selezionato).
NOTA BENE: Il riempimento dei crateri si ferma quando si rilascia il grilletto mentre
tenendolo premuto il riempimento dei crateri (linea tratteggiata) continua.
Riempimento crateri
Il riempimento dei crateri evita la porosità, la criccatura e la formazione dei crateri al
termine della saldatura.
Induttanza
Un'induttanza inferiore produce una rumorosità superiore ma un arco stabile e
concentrato. Un'induttanza superiore produce una saldatura più soffice (meno
gocce di saldatura) e un processo a temperatura superiore, consentendo un maggior
flusso dal bagno di fusione.
Preflussaggio del gas
Il preflussaggio del gas indica il tempo di flusso del gas di protezione prima di
innescare l'arco.
Avvio micrometrico
L' avvio micrometrico fa avanzare il filo al 50 % della velocità impostata fino a
quando non produce il contatto elettrico con il pezzo da saldare.
IT

© ESAB AB2001
- 7 -
bi02d1ia
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo è l'intervallo che intercorre tra il momento in cui il
filo inizia a decelerare e il momento in cui il generatore disattiva la corrente di
saldatura. Un tempo di bruciatura finale del filo troppo breve causa un
inceppamento del filo di apporto, che rischia di incollarsi nel bagno di fusione mentre
si solidifica. Un tempo di bruciatura finale del filo troppo lungo riduce il rischio di
inceppamento ma aumenta quello relativo alla scarica elettrica dell'arco sulla punta
di contatto del filo.
Postflussaggio del gas
Il postflussaggio del gas indica il tempo di flusso del gas protettivo che continua
dopo l'estinzione dell'arco.
Tensione
Una tensione superiore aumenta la lunghezza dell'arco e produce un bagno di
saldatura più caldo e più ampio.
Indipendentemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della tensione. Questo valore viene visualizzato soltanto nel menu
principale.
Velocità di avanzamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in
m/minuto.
Indipendentemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della velocità di alimentazione filo. Questo valore viene visualizzato
soltanto nel menu principale.
3.3 Simboli sul display
Simboli di funzione
Induttanza MIG/MAG
a 2 tempi a 4 tempi
Preflussaggio gas Postflussaggio gas
Riempimento crateri Tempo di riempimento dei
crateri
Avvio micrometrico Tempo di bruciatura finale
del filo
IT

© ESAB AB2001
- 8 -
bi02d1ia
Spiegazione dei simboli
Simbolo attivo (sfondo scuro). Attivo significa che la funzione rappresentata
dal simbolo può essere attivata. È possibile impostare nuovi valori solo quando il
simbolo è attivo.
Simbolo disattivato (sfondo chiaro). Disattivato significa che le regolazioni
della funzione rappresentata dal simbolo non possono essere modificate.
Dal menu di regolazione premendo un simbolo disattivato si ritorna al menu
principale.
Un punto visualizzato nell'angolo superiore destro indica che il riempimento
cratere è ON
Simboli di valore
I simboli di valore vengono visualizzati nel menu di regolazione per ogni funzione.
Induttanza inferiore Induttanza maggiore
Nessun flusso di gas Tempo lungo flusso di gas
Avvio micrometrico ON Avvio micrometrico OFF
Tempo di bruciatura finale Tempo di bruciatura finale
del filo inferiore del filo maggiore
IT

© ESAB AB2001
- 9 -
bi02d1ia
3.4 Esempio di regolazioni
Segue un esempio di regolazione utilizzata per la saldatura MIG/MAG.
Impostazioni Valore
Processo MIG/MAG
2/4 tempi 4 tempi
Riempimento dei crateri ON
Tempo di riempimento crateri 1 s
Induttanza 80%
Avvio micrometrico OFF
Tempo di bruciatura finale del
filo
150 ms
Preflussaggio del gas 0,7 s
Postflussaggio del gas 3 s
Tensione 30 V
Velocità di avanzamento del
filo
10,0 m/min.
Processo = saldatura MIG/MAG
S Premendo il primo tasto funzione si visualizza il menu principale per la saldatura
MIG/MAG.
2/4 tempi = 4 tempi
S Premere per selezionare l'opzione a 4 tempi.
IT

© ESAB AB2001
- 10 -
bi02d1ia
Riempimento crateri = 1,0 secondi
S Premere per ATTIVARE il riempimento dei crateri.
S Premere fino a quando il display non visualizza 1,0 s.
Induttanza = 80 %
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 80 .
Avvio micrometrico = OFF
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 1 .
IT

© ESAB AB2001
- 11 -
bi02d1ia
Tempo di bruciatura finale del filo = 150 millisecondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 150 .
Preflussaggio gas = 0,7 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 0,7 .
Postflussaggio del gas = 3 secondi
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non visualizza 3 s.
IT

© ESAB AB2001
- 12 -
bi02d1ia
Tensione = 30 Volt
S Ruotare la manopola per regolare la tensione fino a quando il display non
visualizza 30,0 Volt.
Velocità di avanzamento del filo = 10,0 m/min
S Ruotare la manopola per regolare la velocità di avanzamento del filo fino a
quando il display non visualizza 10 m/min.
4 SALDATURA MMA
4.1 Impostazioni
Impostazioni Intervallo di impost
azione
In passi di: Regolazione di de
fault
Processo MIG/MAG, MMA o
scriccatura Arc-air
- MIG/MAG
“Hot start”* ON oppure OFF - OFF
Tempo di hot start 1 - 30 1 10
Forza dell'arco 0 - 10 0,5 3
Corrente
Mig 4000i
Mig 5000i
16 - 400 A
16-500 A
1 A
1 A
100 A
100 A
*) Questa funzione non può essere modificata durante la saldatura.
MMA
Con MMA si può alludere anche al metodo di saldatura con elettrodi rivestiti. Inne
scando l'arco si provoca la fusione dell'elettrodo, il cui rivestimento forma una scoria
protettiva.
Hot start
Hot start . La funzione Hot start aumenta la corrente di saldatura per un intervallo di
tempo regolabile all'inizio del processo di saldatura, riducendo in tal modo il rischio
di una scarsa fusione all'inizio del giunto.
IT

© ESAB AB2001
- 13 -
bi02d1ia
Forza dell'arco
Forza dell'arco. La forza dell'arco è importante per determinare il grado di variazione
della corrente in relazione alla variazione della lunghezza dell'arco. Un valore infe
riore produce un arco più stabile con meno gocce di saldatura.
Corrente
Una corrente superiore produce un bagno di fusione più ampio, con un miglior grado
di penetrazione nel pezzo da lavorare.
Indipendentemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della corrente. Questo valore viene visualizzato soltanto nel menu
principale.
4.2 Simboli sul display
Simboli di funzione
Saldatura MMA Forza dell'arco
Hot start
Spiegazione dei simboli
Simbolo attivo (sfondo scuro). Attivo significa che la funzione
rappresentata dal simbolo può essere attivata. È possibile impostare nuovi valori
solo quando il simbolo è attivo.
Simbolo disattivato (sfondo chiaro). Disattivato significa che le regolazioni
della funzione rappresentata dal simbolo non possono essere modificate.
Dal menu di regolazione premendo un simbolo disattivato si ritorna al menu
principale.
Un punto visualizzato nell'angolo superiore destro indica che l'Hot start è
ON.
Simboli di valore
I simboli di valore vengono visualizzati nel menu di regolazione per ogni funzione.
Nessuna forza dell'arco Forza dell'arco maggiore
Tempo breve funzione Tempo lungo funzione
Hot start Hot start
IT

© ESAB AB2001
- 14 -
bi02d1ia
4.3 Esempio di regolazioni
Impostazioni Valore
Processo MMA
“Hot start” ON
Tempo di hot start 12
Forza dell'arco 5
Corrente 250 Amp
Processo = saldatura MMA
S Premendo il primo tasto funzione si visualizza il menu principale per la saldatura
MMA.
Tempo funzione Hot start = 12 secondi
S Premere per ATTIVARE la funzione Hot start.
S Premere fino a quando il display non visualizza 12,0 .
Forza dell'arco = 5
S Premere fino a quando il display non visualizza .
S Premere fino a quando il display non
visualizza 5,0 .
IT

© ESAB AB2001
- 15 -
bi02d1ia
Corrente = 250 Ampere
S Ruotare la manopola per regolare la corrente fino a quando il display non
visualizza 250 Amp.
5 SCRICCATURA ARC-AIR
La scriccatura arc air comporta l'uso di un elettrodo speciale formato da una barra di
carbone e un involucro di rame. L'arco scocca tra la barra di carbone e il pezzo da
lavorare, il flusso d'aria elimina il materiale fuso e si forma una giunzione.
5.1 Impostazioni
Impostazioni Intervallo di imposta
zione
In passi di: Regolazione di
default
Processo MMA o scriccatura
Arc-air
- MIG/MAG
Tensione 8 -60 V 0,25 V (visualizzato
con un decimale)
37,0 V
Tensione
Una tensione superiore produce una più ampia e profonda penetrazione nel pezzo
da lavorare.
5.2 Simboli sul display
Simboli di funzione
Scriccatura arc-air
5.3 Esempio di regolazioni
Impostazioni Valore
Processo Scriccatura arc-air
Tensione 45 V
IT

© ESAB AB2001
- 16 -
bi02d1ia
Processo= Scriccatura arc-air
S Selezionare il tipo di Processo premendo il primo tasto funzione fino a
visualizzare
sul display.
Tensione = 45 V
S Ruotare la manopola per regolare la tensione fino a quando il display non
visualizza 45 V.
6 CODICI DI GUASTO
I codici di guasto servono per indicare che si è verificato un guasto nell'apparecchia
tura. Essi vengono visualizzati sul display con i simboli seguenti:
I codici di guasto vengono aggiornati ogni tre secondi. La cifra superiore
presente nel simbolo corrisponde al numero dello specifico codice di
guasto: vedere il punto 6.1. La cifra inferiore indica dove è localizzato il
guasto:
0 = pannello di controllo
2 = generatore
3 = gruppo trainafilo
4 = telecomando
Il simbolo illustrato precedentemente indica che il pannello di controllo (0) ha perso il
contatto con il generatore.
Se sono stati rilevati numerosi guasti, viene visualizzato soltanto il codice dell'ultimo
guasto che si è verificato.
Premere qualsiasi tasto funzione per eliminare il simbolo dal display.
I simboli possono essere fissi o lampeggianti, a seconda del tipo di guasto.
I simboli lampeggianti vengono evidenziati con “o” nella lista dei codici di guasto.
IT

© ESAB AB2001
- 17 -
bi02d1ia
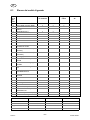
6.1 Elenco dei codici di guasto
Codi
ce di
gu
asto
Descrizione Pannello
di controllo
Generatore Gruppo trai
nafilo
Telecoman
do
1 Errore della memoria EPROM x x x x
2 Errore della memoria RAM x x x
3 Errore della memoria RAM
esterna
x
4 Alimentazione 5 V x x
5 Tensione intermedia DC alta x
6 Temperatura elevata x
8 Alimentazione 1* x x x x
9 Alimentazione 2* x x x
10 Alimentazione 3* x
11 Servomeccanismo dell'ali
mentazione del filo
x
12 Errore di comunicazione (at
tenzione)
x x x x
14 Errore di comunicazione (bus
disinserito)
x
15 Messaggi persi x x x x
16 Tensione a circuito aperto
elevata
x
17 Perdita contatto con gruppo
trainafilo
o
18 Perdita contatto con genera
tore
o
19 Valori di regolazione errati
nella RAM esterna
x
20 Errore di allocazione della
memoria
x
22 Buffer in trasmissione saturo x
23 Buffer in ricezione saturo x
26 Watchdog x x x
27 Filo esaurito o
28 Superamento capacità stack x x x
29 Mancanza flusso acqua di
raffreddamento
o
31 Nessuna risposta dal display x
32 Mancanza flusso gas o
Unità Alimentazione 1* Alimentazione 2* Alimentazione 3*
Pannello di controllo +3V
Generatore +15V -15V +24V
Gruppo trainafilo +15V +20V
Telecomando +13V +10V
IT

© ESAB AB2001
- 18 -
bi02d1ia
6.2 Descrizione dei codici di guasto
Codice
di gu
asto
Descrizione
1 Errore di memoria programma, (EPROM)
Nella memoria del programma è presente un errore.
Questo guasto non disabilita alcuna funzione.
Intervento: riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
2 Errore RAM microprocessore
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria interna
Questo guasto non disabilita alcuna funzione.
Intervento: riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
3 Errore RAM esterna
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria esterna
Questo guasto non disabilita alcuna funzione.
Intervento: riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
4 Alimentazione elettrica a 5 V bassa
La tensione di alimentazione è troppo bassa.
Il processo di saldatura in corso si è arrestato e non può essere riavviato.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il gu
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
5 Tensione intermedia DC fuori limite
La tensione è troppo bassa o troppo elevata. Una tensione eccessiva può essere dovuta a
transitori rilevanti sull'alimentazione elettrica di rete o a un'alimentazione insufficiente (alta
induttanza dell'alimentazione o perdita di una fase).
Il generatore si arresta e non può essere riavviato.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il gu
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
6 Temperatura elevata
La termocoppia di sovraccarico è stata attivata.
Il Processo di saldatura in corso si arresta, e non può essere riavviato fino a quando non si
ripristina la termocoppia di sovraccarico.
Intervento: Controllare che gli ingressi e le uscite dell'aria di raffreddamento non siano
ostruiti da residui di sporcizia. Controllare il tempo caldo di saldatura in uso per evitare
eventuali sovraccarichi dell'apparecchiatura.
8 Tensione batteria bassa +3V (nel pannello di controllo)
La tensione della batteria tampone della memoria è insufficiente. Se non si sostituisce la
batteria, il contenuto della memoria dei valori di saldatura del pannello di controllo andrà
perso.
Questo guasto non disabilita alcuna funzione.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione per la sostituzione della
batteria.
8 Alimentazione elettrica +15V (gruppo trainafilo e generatore)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
IT

© ESAB AB2001
- 19 -
bi02d1ia
Codice
di gu
asto
Descrizione
8 Alimentazione elettrica +13V (telecomando)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica -15V (generatore)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica +20V, (trainafilo)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica +10V (telecomando)
La tensione è troppo bassa o troppo elevata.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
10 Alimentazione +24V
La tensione è troppo bassa o troppo elevata.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
11 Velocità di avanzamento del filo
La velocità di avanzamento del filo è diversa dal valore impostato.
Se si verifica un errore, l'avanzamento del filo si arresta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
12 Errore di comunicazione (attenzione)
Il carico istantaneo sul bus del sistema CAN è troppo elevato.
Il generatore o l'unità trainafilo può avere perso il contatto con il pannello di controllo.
Intervento: Controllare l'attrezzatura per verificare che siano collegati un solo gruppo trai
nafilo o un solo telecomando. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
14 Errore di comunicazione
Il bus CAN del sistema ha temporaneamente smesso di funzionare a causa di un carico
eccessivo.
Il processo di saldatura in corso si arresta.
Intervento: Controllare l'attrezzatura per verificare che siano collegati un solo gruppo trai
nafilo o un solo telecomando. Disinserire l'alimentazione elettrica di rete per ripristinare il
gruppo. Se il guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
15 Messaggi persi
Il microprocessore non è in grado di elaborare con sufficiente rapidità i messaggi in ingres
so, e si sono pertanto perse delle informazioni.
Intervento:Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il guas
to persiste, rivolgersi a un tecnico addetto alla manutenzione.
16 Tensione a circuito aperto elevata
La tensione a circuito aperto è troppo elevata.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il gu
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
17 Perso contatto
Il pannello di controllo ha perso il contatto con il gruppo trainafilo.
Il processo di saldatura in corso si arresta.
Intervento: controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
IT

© ESAB AB2001
- 20 -
bi02d1ia
Codice
di gu
asto
Descrizione
18 Perso contatto
Il pannello di controllo ha perso il contatto con il generatore.
Il processo di saldatura in corso si arresta.
Intervento: controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
19 Valori di regolazione errati nella RAM esterna
Questo errore viene rilevato se le informazioni presenti nella memoria alimentata a batteria
sono state danneggiate.
Intervento: La causa del guasto viene eliminata automaticamente, ma i dati salvati nella
locazione di memoria corrente vengono cancellati.
20 Errore di allocazione della memoria
Il microprocessore non è in grado di riservare uno spazio di memoria sufficiente.
Questo errore genera il codice di errore 26.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
22 Buffer in trasmissione saturo
Il panello di controllo non è in grado di trasmettere le informazioni alle altre unità a velocità
sufficiente.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo.
23 Buffer in ricezione saturo
Il panello di controllo non è in grado di elaborare a velocità sufficiente le informazioni pro
venienti dalle altre unità.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo.
26 Watchdog
Qualche problema impedisce al processore di eseguire i normali compiti del programma.
Il programma si riavvia automaticamente. Il Processo di saldatura in corso si arresta.
Questo guasto non disabilita alcuna funzione.
Intervento: Se il guasto ricorre, rivolgersi a un tecnico addetto alla manutenzione.
27 Filo esaurito (gruppo trainafilo)
Il gruppo trainafilo non fa avanzare il filo. Il processo di saldatura in corso si arresta e non
può essere riavviato.
Intervento: Caricare un filo nuovo.
28 Superamento capacità stack
Il programma non viene eseguito.
Intervento: Disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il guas
to persiste, rivolgersi a un tecnico addetto alla manutenzione.
29 Mancanza flusso acqua di raffreddamento
Il flussostato del refrigerante è stato attivato.
Il processo di saldatura in corso si è arrestato e non può essere riavviato.
Intervento: controllare il circuito e la pompa dell'acqua di raffreddamento.
31 Nessuna risposta dal display
Il microprocessore non è in contatto con la scheda del display.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
32 Mancanza flusso gas
La portata del flusso del gas è inferiore a 6 l/min. La saldatura non può avere inizio.
Intervento: controllare la valvola, i tubi e i connettori del gas.
IT
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB TA4 Aristo®,T4 Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
Documenti correlati
-
ESAB MA4 Aristo® Manuale utente
-
-
ESAB Control panel MA6 Manuale utente
-
ESAB U6 Aristo Manuale utente
-
ESAB Control panel M2 Manuale utente
-
-
-
-
ESAB U82 Aristo Manuale utente
-