La pagina si sta caricando...

29/07/13
3.300.256/B
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 8
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.14
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 20
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 26
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 32
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu.38
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side.44
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Pag.50
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid.56
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.62
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 68÷71

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO
POSSONO ESSERE NOCIVI PER VOI E
PER GLI ALTRI, pertanto l'utilizzatore deve
essere istruito contro i rischi, di seguito riassunti, derivanti
dalle operazioni di saldatura. Per informazioni più dettaglia-
te richiedere il manuale cod.3.300758
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore supe-
riori a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsiasi
conduttore produce dei campi elettromagne-
tici (EMF). La corrente di saldatura o di taglio
genera campi elettromagnetici attorno ai cavi
e ai generatori.
· I campi magnetici derivanti da correnti elevate possono inci-
dere sul funzionamento di pacemaker. I portatori di apparec-
chiature elettroniche vitali (pacemaker) devono consultare il
medico prima di avvicinarsi alle operazioni di saldatura ad
arco, di taglio, scriccatura o di saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura o del
taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della pinza portaelet-
trodo o della torcia rimangano affiancati. Se possibile, fis-
sarli assieme con del nastro.
- Non avvolgere i cavi di massa e della pinza porta elettro-
do o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della pinza
portaelettrodo o della torcia. Se il cavo di massa si trova
sulla destra dell’operatore anche quello della pinza por-
taelettrodo o della torcia deve stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione più
vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione
o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma IEC 60974-10(Cl. A) e deve esse-
re usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle
numerate della targa.
B. I rullini trainafilo possono ferire le mani.
C. Il filo di saldatura ed il gruppo trainafilo sono sotto
tensione durante la saldatura. Tenere mani eoggetti
metallici a distanza.
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO

adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggiati.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può
essere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1 Tenere i materiali infiammabili lontano dall’area di sal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con filtri della corretta gradazione. Indossare una pro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa saldatrice è un generatore realizzato con tecno-
logia INVERTER, adatto alla saldatura MIG, TIG e alla sal-
datura ad elettrodo.
Questa saldatrice non deve essere utilizzata per sgelare i
tubi.
2.2 SPIEGAZIONE DEI DATI TECNICI
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 / IEC
61000-3-11 (vedi nota 2).
N°. Numero di matricola da citare per ogni
richiesta relativa alla saldatrice.
Convertitore statico di frequenza monofase
trasformatore raddrizzatore.
MIG Adatto per saldatura MIG-MAG.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per la saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
3
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza surri-
scaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
I1 Max Corrente max. assorbita alla corrispondente
corrente I2 e tensione U2.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23S Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio può essere immagazzi-
nato, ma non impiegato all’esterno durante
le precipitazioni, se non in condizione protetta.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 60664).
2- Questa attrezzatura è conforme alla norma IEC
61000-3-11 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale a
0,459 al punto di interfaccia fra l’impianto dell’utilizzato-
re e quello pubblico. E’ responsabilità dell’’installatore o
dell’utilizzatore dell’attrezzatura garantire, consultando
eventualmente l’operatore della rete di distribuzione, che
l’attrezzatura sia collegata a un’alimentazione con impe-
denza massima di sistema ammessa Zmax inferiore o
uguale a 0,459.
2.3 PROTEZIONI
2.3.1 Protezione di blocco
In caso di malfunzionamento sul display M può compari-
re un numero lampeggiante con il seguente significato:
52 = pulsante di start premuto durante l’accensione.
53 = pulsante di start premuto durante il ripristino del
termostato.
56 = Cortocircuito prolungato tra il filo di saldatura
ed il materiale da saldare.
Spegnere e riaccendere la macchina.
Nel caso il display visualizzi numeri diversi contattare il
servizio assistenza.
2.3.2 Protezione termica
Quest’apparecchio è protetto da un termostato il quale,
se si superano le temperature ammesse, impedisce il
funzionamento della macchina. In queste condizioni il
ventilatore continua a funzionare ed il display M visualiz-
za, in modo lampeggiante, la sigla “tH”.
3 COMANDI POSTI SUL PANNELLO ANTERIORE.
Tasto di selezione V.
Ad ogni breve pressione seleziona la grandezza
regolabile tramite la manopola I. Le grandezze
selezionabili sono in relazione al tipo di processo di sal-
datura scelto e sono visualizzate dai LED A/B/C/D.
S

4
Con la pressione lunga (maggiore di tre secondi ) si entra
nel menù delle” funzioni di servizio”.
All’interno delle “funzioni di servizio” la pressione lunga
riporta la funzione selezionata alla regolazione della casa
costruttrice; la pressione corta esegue la conferma delle
variazioni apportate e fa ritornare alla saldatura.
LED A Corrente.
Indica che il display M visualizza la corrente di salda-
tura reimpostata. Attivo in tutti i processi di saldatura.
LED B Velocità del filo.
Indica che il display M visualizza la velocità del filo in
saldatura MIG.
LED C Spessore.
Il display M visualizza lo spessore consigliato in base
alla corrente ed alla velocità del filo impostate per il pro-
cesso MIG.
LED D PROG.
Si seleziona con il pulsante V e tramite la manopola I
imposta i numeri dei programmi per la saldatura MIG e i
processi di saldatura TIG e MMA.
I numeri e le sigle sono visualizzati dal display M.
Manopola I.
In relazione al led selezionato regola:
Corrente di saldatura, led A, in ogni processo di saldatura .
Velocità del filo (led B) , spessore (led C) in saldatura MIG.
Numero di programma MIG o i processi di saldatura TIG
o MMA.
Nelle funzioni di servizio seleziona le sigle:
Per il MIG: trg, SP, HSA, CrA PrF, PoF, Acc, bb, L, Fac
Per MMA: AF, tHS.
Per TIG: SLd
Manopola L.
In MIG regola la tensione di saldatura variando la lun-
ghezza d’arco.
All’interno del menù “funzioni di servizio”, in base alla
sigla della funzione impostata dalla manopola I la attiva
e/o la regola.
Display M.
In tutti i processi di saldatura visualizza numericamente le
selezioni fatte tramite il tasto di selezione V e regolate tra-
mite la manopola I.
Per la corrente di saldatura (LED A) visualizza gli ampere.
Per la velocità di saldatura (LED B) visualizza i metri al
minuto.
Per lo spessore (LED C) visualizza i millimetri.
Per il (LED D) visualizza il numero di programma impostato.
Nelle funzioni di servizio visualizza le sigle selezionate trami-
te la manopola I.
Per i parametri posti all’interno delle funzioni di servizio
che vengono visualizzati dal display M vedi il paragrafo
funzioni di servizio.
Display N.
In tutti i processi di saldatura visualizza la tensione di salda-
tura; in MMA e in TIG la tensione a vuotoe in saldatura la
tensione a carico. In MIG la tensione pre impostata in rela-
zione alla velocità del filo; e la correzione della lunghezza
d’arco impostata con la manopola L (valore compreso tra
–9,9 e 9,9 lo zero è il valore consigliato).
Per i parametri posti all’interno della funzione di servizio
MMA, TIG, MIG che vengono visualizzati dal display N
vedi il paragrafo funzioni di servizio.
E – Attacco centralizzato.
Vi si connette la torcia di saldatura.
F – Connettore “Start”.
Vi si connette il cavetto di comando della torcia MIG.
G – Presa negativa.
In saldatura MMA e MIG con gas vi si connette il cavo di
massa; in saldatura TIG e MIG con filo animato senza
gas, il cavo di potenza della torcia.
H – Presa positiva
In saldatura MMA vi si connette la pinza portaelettrodo, in
MIG con gas il cavo di potenza uscente dalla torcia; in
saldatura TIG e MIG con filo animato senza gas, il cavo di
massa.
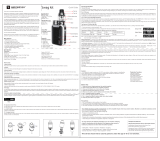
4 COMANDI SUL PANNELLO POSTERIORE.
T – Raccordo con tubo gas.
U – Interruttore.
Accende e spegne la macchina
D
M
N
L
G
H
CBAV I F E
Fig. 1

5
5 FUNZIONI DI SERVIZIO
Premere il tasto V, e mantenerlo premuto per almeno 3
secondi per entrare nel sottomenù. Girando la manopola
I si seleziona la funzione e con la manopola L si selezio-
na il tipo di funzionamento o il valore.
Per tornare alla normale visualizzazione, premere e rila-
sciare immediatamente il tasto V.
In relazione al programma selezionato (Led D + manopola I)
vengono visualizzate le funzioni di servizio inerenti.
In MMA:
AF Si attiva in saldatura MMA. Si può regolare da 0 al
100%. Regola la caratteristica dinamica dell’arco, valore
regolato tramite la manopola L.
tHS Regola il tempo di durata della sovracorrente impo-
stata per avere sempre buone partenze.
Spuò regolare da 0 a 100 (100=1sec).
In MIG:
1- TRG.
Scelta tra 2 tempi, 4 tempi, 3 livelli.
2t la macchina inizia a saldare, quando si preme il pulsante
e si interrompe quando si rilascia.
4t per iniziare la saldatura premere e rilasciare il pulsante tor-
cia, per interrompere è necessario schiacciarlo e rilasciarlo
nuovamente.
3L Particolarmente consigliato per la saldatura dell’allu-
minio.
Sono disponibili 3 correnti richiamabili in saldatura
tramite il pulsante di start della torcia. L’impostazione
delle correnti e dello slope è la seguente:
SC corrente di partenza (Hot start). Possibilità di regola-
zione da 10 al 200% della corrente di saldatura, valore
regolato tramite la manopola L.
Slo slope. Possibilità di regolazione da 0,1 a 10 secondi.
Definisce il tempo di raccordo tra la prima corrente SC
con la corrente di saldatura e la seconda corrente con la
terza corrente CrC (corrente di crater filler), valore regola-
to tramite la manopola L.
CrC corrente di crater filler. Possibilità di regolazione da
10 al 200% della corrente di saldatura, valore regolato
tramite la manopola L.
La saldatura inizia alla pressione del pulsante torcia, la
corrente richiamata sarà la corrente di partenza SC.
Questa corrente viene mantenuta fino a quando il pulsan-
te torcia è premuto; al rilascio del pulsante la prima cor-
rente si raccorda alla corrente di saldatura, impostata
con la manopola I, e viene mantenuta fino a quando il
pulsante torcia viene ripremuto. Alla successiva pressio-
ne del pulsante torcia la corrente di saldatura si raccorda
alla terza corrente CrC ed è mantenuta attiva fino a
quando il pulsante torcia viene tenuto premuto. Al rilascio
del pulsante la saldatura s’interrompe.
HSA (hot start automatico).
Questa funzione è inibita quando la funzione 3L è attiva.
Una volta attivata la funzione con la manopola L, l’opera-
tore potrà regolare il livello della corrente di partenza SC
( Hot start ), possibilità di regolazione da 10 al 200%
della corrente di saldatura, valore regolato tramite la
manopola L.
Potrà regolare la durata tSC di questa corrente da 0,1 a
10 secondi.
Potrà regolare il tempo Slo di passaggio tra la corrente
SC e la corrente di saldatura da 0,1 a 10 secondi.
CrA (crater filler- riempimento del cratere finale).
La funzione è selezionabile con la manopola I ed è fun-
zionante in saldatura 2t o 4t e se si desidera, anche in
abbinamento con la funzione HSA.
Dopo avere attivato la funzione selezionando
“On” con la manopola L, ruotare la manopola I
per visualizzare le sigle:
Slo = Tempo di raccordo tra la corrente di saldatura e la
corrente di riempimento cratere. Default 0,5 sec.
Regolazione 0,1 – 10 sec.
CrC = corrente di riempimento di cratere espressa in
percentuale della velocità del filo in saldatura.
Default 60%. Regolazione 10 – 200%.
tCr = tempo di durata della corrente di riempimento.
Default 0,5 sec. Regolazione 0,1 – 10 sec.
SP (spot / puntatura).
Selezionando la funzione tSP ( spot time / tempo di pun-
tatura) si regola il tempo di puntatura da 0,3 a 5 secondi.
Attivando la funzione tin (tempo di intervallo) si regola il
tempo di pausa tra una puntatura e l’altra e il tempo va da
0,3 a 5 secondi.
Prf (Pre gas). E attivo in tutti i processi. La regolazione
può variare da 0 ai 10 secondi.
Pof (post gas). E attivo in tutti i processi. La regolazione
può variare da 0 ai 25 secondi.
Acc ( accostaggio ). E attivo in tutti i processi MIG. La
regolazione può variare da 1 a 100%. E’ la velocità del
filo, espressa in percentuale della velocità impostata per
la saldatura, prima che lo stesso tocchi il pezzo da saldare.
Questa regolazione è importante per ottenere sempre
buone partenze.
Regolazione del costruttore “ Au” automatico.
Il valore si modifica con la manopola L. Se, una volta
modificato, si vuole ritornare alle impostazioni originali,
premere il tasto V fino alla ricomparsa della sigla “Au” sul
display N.
BB (burn back). E’ attivo in tutti i processi MIG. La rego-
lazione può variare da 4 a 250ms. Serve a regolare la lun-
T
U
Fig.2

6
ghezza del filo uscente dall’ugello gas dopo la saldatura.
A numero maggiore corrisponde una maggiore bruciatu-
ra del filo.
Regolazione del costruttore “ Au” automatico.
L (impedenza). E’ attivo in tutti i processi MIG. La rego-
lazione può variare da -9,9 a +9,9. Lo zero è la regolazio-
ne impostata dal costruttore, se il numero è negativo l’im-
pedenza diminuisce e l’arco diventa più duro mentre se
aumenta diventa più dolce.
Fac. (factory). Lo scopo è quello di riportare la saldatrice
alle impostazioni di prima fornitura.
Selezionata la funzione, il display N visualizza ( - - - )
Per confermare la funzione desiderata è sufficiente pre-
mere per 3 secondi il pulsante V, la sigla visualizzata sul
display N inizierà a lampeggiare e dopo alcuni secondi,
un suono confermerà l’avvenuta memorizzazione.
SLd. (Slope Down). E’ attivo solo in TIG
(La regolazione può variare da 0 a10 sec)
6 INSTALLAZIONE
L’installazione della saldatrice deve essere eseguita da
personale esperto. Tutti i collegamenti devono essere
eseguiti nel pieno rispetto della legge antinfortunistica
vigente (norma CEI 26-23- IEC/TS 62081).
6.1 SISTEMAZIONE
Posizionare l’apparecchio in una zona che assicuri una
buona stabilità, un’efficiente ventilazione e tale da evitare
che polvere metallica (es. smerigliatura) possa entrare.
7 MESSA IN OPERA PER SALDATURA MIG CON GAS.
Montare la spina sul cavo d’alimentazione facendo parti-
colare attenzione a collegare il conduttore giallo verde al
polo di terra.
Verificare che la tensione d’alimentazione corrisponda a
quella nominale della saldatrice.
Dimensionare i fusibili di protezione in base ai dati ripor-
tati sulla targa dei dati tecnici
Collegare il tubo gas della saldatrice al riduttore di pres-
sione della bombola.
Montare la torcia MIG, fornita con la saldatrice, all’attac-
co E e collegare il terminale di potenza fuoriuscente dalla
torcia al polo positivo (presa H).
Collegare il connettore 2 poli uscente dalla torcia alla
presa F.
Collegare la spina di potenza del cavo di massa alla presa
G e il morsetto di massa al pezzo da saldare.
Controllare che la gola dei rulli corrisponda al diametro
del filo utilizzato.
Per la eventuale sostituzione (Fig. 3):
Aprire lo sportello laterale. Montare la bobina del filo ed
infilare il filo nel traino e nella guaina della torcia.
Bloccare i rulli premifilo con la manopola BN e regolare la
pressione.
Accendere la macchina.
Togliere l’ugello gas e svitare l’ugello portacorrente (posti
sulla parte terminale della torcia). Premere il pulsante
della torcia fino alla fuoriuscita del filo, ATTENZIONE
tenere il viso lontano dalla lancia terminale mentre il
filo fuoriesce, riavvitare l’ugello portacorrente e rimette-
re l’ugello gas.
Aprire il riduttore della bombola e regolare il flusso del gas
a 8 – 10 l/min.
7.1 SALDATURA .
Scegliere il numero di PROG in base al diametro del filo
da utilizzare, il tipo la qualità del materiale ed il tipo di gas
utilizzando l’istruzione posta all’interno vano trainafilo.
Con il pulsante V selezionare il led D (PROG) girando la
manopola I impostare il numero di programma indicatoVi
dalle istruzioni.
Premere brevemente il pulsante V fino alla accensione del
led C (spessore), girando la manopola I visualizzate sul
display M lo spessore del materiale da Voi utilizzato.
La macchina è pronta per saldare.
7.2 SALDATURA MIG SENZA GAS
Le azioni per preparare la macchina alla saldatura sono le
stessa di quelle descritte precedentemente ma per que-
sto tipo di saldatura agire come segue:
Montare una bobina di filo animato per saldatura senza
gas.
Collegare il cavo di potenza fuoriuscente dalla torcia al
polo negativo (presa G).
Collegare il cavo di massa al polo positivo (presa H).
Selezionare un programma adatto al filo animato.
7.3 SALDATURA CON ELETTRODO RIVESTITO.
Prima di saldare è consigliabile togliere la torcia MIG.
Con il pulsante V selezionare il led D (PROG), ruotare la
manopola I fino alla comparsa sul display M della sigla
MMA.
Premere brevemente il pulsante V fino a selezionare il led
A ( Ampere), il display M visualizza la corrente impostata
mentre il display N visualizza la tensione a vuoto.
Spegnere la saldatrice.
La pinza portaelettrodo normalmente deve essere colle-
gata alla presa H (polarità positiva), e il cavo di massa alla
polarità negativa presa G.
IMPORTANTISSIMO: Collegare il morsetto di massa al
pezzo da saldare assicurandosi che faccia un buon con-
Fig. 3
BN

7
tatto per avere un corretto funzionamento dell’apparec-
chio e per evitare cadute di tensione con il pezzo da sal-
dare.
Accendere la saldatrice.
Non toccare contemporaneamente la pinza portaelet-
trodo e il morsetto di massa.
In ogni caso rispettare la polarità prevista dal costruttore
degli elettrodi.
Terminata la saldatura spegnere sempre l’apparec-
chio e togliere l’elettrodo dalla pinza portaelettrodo.
7.4 SALDATURA TIG
Spegnere la saldatrice, togliere la torcia Mig e montare il
modello di torcia Tig scelta.
Collegare il connettore del cavo massa al polo positivo (+)
della saldatrice e il morsetto al pezzo nel punto più vicino
possibile alla saldatura.
Accendere la macchina tramite l’interruttore U.
Con il pulsante V selezionare il LED D ( PROG ), ruotare la
manopola I fino alla comparsa sul display M della sigla
Tig. Scegliere con la manopola L il tipo di procedimento
Tig da utilizzare, il display N visualizza, 2t per l’utilizzo in
2 tempi della torcia Art.1637 e 4t per l’utilizzo in 4 tempi
della torcia Art.1637.
Collegare il tubo gas all’uscita del riduttore di pressione di
una bombola di ARGON.
Premere il pulsante torcia e regolare la portata del gas.
Utilizzare un elettrodo di tungsteno toriato 2% ( banda
rossa ) F 1,6 ( 1/16” ).
Regolare la corrente di saldatura tramite la manopola I.
Innescare, per contatto, l’arco elettrico con un movimen-
to deciso e rapido.
Terminata la saldatura ricordarsi di spegnere la macchina
e chiudere la valvola della bombola del gas.
8 MANUTENZIONE
Ogni intervento di manutenzione deve essere eseguito da
personale qualificato nel rispetto della norma CEI 26-29
(IEC 60974-4).
8.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, assicu-
rarsi che l'interruttore U sia in posizione "O" e che il cavo di
alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno dell’ap-
parecchio
dalla polvere metallica accumulatasi, usando aria
compressa.
8.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della mac-
china.
Evitare che i fili possano andare a contatto con parti in
movimento o parti che si riscaldano durante il funziona-
mento. Rimontare tutte le fascette come sull’apparecchio
originale in modo da evitare che, se accidentalmente un
conduttore si rompe o si scollega, possa avvenire un con-
tatto tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

8
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS.
The user must therefore be educated
against the hazards, summarized below, deriving from weld-
ing operations. For more detailed information, order the
manual code 3.300.758
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding proce-
dure may produce noise levels beyond said limit;
users must therefore implement all precautions required by
law.
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Magnetic
Fields (EMF). Welding/cutting current creates
EMF fields around cables and power sources.
· The magnetic fields created by high currents
may affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) shall consult their physi-
cian before beginning any arc welding, cutting, gouging or
spot welding operations.
· Exposure to EMF fields in welding/cutting may have other
health effects which are now not known.
· All operators should use the followingprocedures in
order to minimize exposure to EMF fields from the weld-
ing/cutting circuit:
- Route the electrode and work cables together - Secure
them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead cable
is on your right side, the work cable should also be on
your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the standard IEC 60974-10 (CL. A),
and must be used solely for professional purposes in an
industrial environment. There may be potential difficul-
ties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representa-
tive. By applying this European Directive you will improve
the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Drive rolls can injure fingers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE

9
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove
fumes.
2.3 Use ventilating fan to remove fumes.
3 Welding sparks can cause explosion or fire.
3.1 Keep flammable materials away from welding.
3.2 Welding sparks can cause fires. Have a fire extingui-
sher nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shade of filter. Wear complete body protection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This welding machine is a power source developed with
inverter technology, suitable for MIG, TIG and MMA weld-
ing.
This welding machine must not be used to defrost pipes.
2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
This machine is manufactured according to the following
standards: IEC 60974.1 / IEC 60974.10 (CL. A) /
IEC 61000-3-11 (see note 2) / IEC 61000-3-12.
N°. Serial number. Must be indicated on any
request regarding the welding machine.
Single-phase static transformer-rectifier
frequency converter.
MIG Suitable for MIG-MAG welding.
MMA Suitable for welding with covered eletrodes.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage. The duty cycle
expresses the percentage of 10 minutes
during which the welding machine may run
at a certain current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
1~ 50/60Hz 50- or 60-Hz single-phase power supply.
I1 Max Max. absorbed current at the corresponding
current I2 and voltage U2.
I1 eff This is the maximum value of the actual
current absorbed, considering the duty cycle.
This value usually corresponds to the capaci-
ty of the fuse (delayed type) to be used as a
protection for the equipment.
IP23S Protection rating for the housing.
Grade 3 as the second digit means that this
equipment may be stored, but it is not
suitable for use outdoors in the rain, unless
it is protected.
Suitable for use in high-risk environments.
Note:
1- The machine has also been designed for use in envi-
ronments with a pollution rating of 1. (See IEC 60664).
2- This equipment complies with IEC 61000-3-11 provided
that the maximum permissible system impedance Zmax
is less than or equal to 0,459 at the interface point
between the user's supply and the public system. It is the
responsibility of the installer or user of the equipment to
ensure, by consultation with the distribution network
operator if necessary, that the equipment is connected
only to a supply with maximum permissible system
impedance Zmax less than or equal to 0,459.
2.3 PROTECTIONS
2.3.1 Block protection
In the event of a malfunction, a flashing number may
appear on the display M, with the following meaning:
52 = Start button pressed during start-up.
53 = start button pressed during thermostat reset.
56 = Extended short-circuit between the welding elec-
trode and the material to be welded.
Shut the machine off and turn it back on. If different num-
bers appear on the display, contact technical service.
2.3.2 Overload cut-out
This machine is protected by a thermostat, which pre-
vents the machine from operating if the allowable tem-
peratures are exceeded. In these conditions the fan con-
tinues to operate and the display M flashes the abbrevi-
ation “tH.”
3 CONTROLS ON THE FRONT PANEL.
Selection key V.
Each brief pressure selects the size, adjustable
via the knob I. The values that may be selected
are in relation to the type of welding process selected,
and are displayed on the LEDs A/B/C/D. Holding the key
down for more than three seconds will open the “service
functions” menu. Within the “service functions,” holding
the button down returns the selected function to the man-
ufacturer setting; pressing it briefly confirms the changes
made and returns to welding.
LED A Current. Indicates that the display M shows
the reset welding current. Active in all welding
processes.
LED B Wire speed. Indicates that the display M
shows the MIG welding wire speed.
LED C Thickness. The display M shows the recom-
mended thickness based on the current and wire
speed set for MIG welding.
LED D PROG.
Selected via the button V , and using the knob I sets:
The numbers of the programs for MIG welding and TIG
and MMA welding processes.
S

10
The numbers and abbreviations are shown on the display M.
Knob I. In relation to the selected LED, regulates: Welding
current, LED A, in any welding process.
wire speed (LED B), thickness (LED C) in MIG welding.
number of the MIG program or TIG or MMA welding
processes. In the service functions select the abbreviations:
For the MIG: trg, SP, HSA, CrA, PrF, PoF, Acc, bb, L, Fac
For MMA: AF, tHS.
For TIG: SLd.
Knob L.
In MIG adjusts the welding voltage, changing the arc
length. Within the “service functions” menu, based on the
abbreviation of the function set via the knob I activates
and/or adjusts it.
Display M. In all welding processes, it numerically dis-
plays the selections made via the button V and adjusted
via the knob I. For the welding current (LED A) it displays
the Amperes. For the wire speed (LED B) it displays the
meters per minute. For the thickness (LED C) it displays
the millimeters. For (LED D) it displays the set program
number. In service functions it displays the abbreviations
selected by means of knob I .
For the parameters within the service functions that are
shown on the display M, see the paragraph on service
functions.
Display N. In all welding processes, it displays the weld-
ing voltage; in MMA and TIG mode the open-circuit volt-
age, and during welding the load voltage. In MIG the pre-
set Voltage in relation to the wire speed; and the correc-
tion of the arc length set using the knob L (value between
–9.9 and 9.9; zero is the recommended value). For the
parameters in the MMA, TIG, MIG service function, that
are shown on the display N, see the paragraph on service
functions.
E - Central adapter.
This is where the welding torch is to be connected.
F – “Start” connector.
This is where the MIG torch control cable connects.
G – Negative socket.
In MMA and MIG welding with gas, the earth cable con-
nects here; in TIG and MIG welding with flux-cored wire
without gas, insert the torch power cable.
H – Positive socket
In MMA welding, connect the electrode clamp; in MIG with
gas, the power cable leaving the torch; in TIG and MIG weld-
ing with flux-cored wire without gas, the earth cable.
4 CONTROLS ON THE REAR PANEL.
T - Gas hose fitting.
U - Switch.
Turns the machine on and off
5 SERVICE FUNCTIONS.
Press the key V, and hold it down for at least 3 seconds
to enter the submenu. Turning the knob I selects the func-
tion, and using the knob L selects the type of operation
or the value. To return to the normal display, press and
release the key V immediately.
The appropriate service functions are displayed in relation
to the selected program (LED D + knob I).
In MMA:
AF Activated in MMA welding. You may adjust from 0
to 100%. Adjusts the dynamic characteristic of the arc, a
value adjusted using the knob L.
T
U
Fig.2
D
M
N
L
G
H
CBAV I F E
Fig. 1

11
tHS Adjusts the duration of the overcurrent set to always
ensure good starts.
Can be adjusted from 0 to 100 (100=1sec).
In MIG:
TRG. Choice between 2- or 4- stages , 3 levels.
2t the machine begins welding when the welding torch
trigger is pressed, and stops when released. 4t to begin
welding press and release the welding torch trigger; to
interrupt, you must press and release it again.
3L. Specially well suited to weld aluminum.
3 currents are available that can be used in welding by
means of the welding torch start button. The current and
the slope values are set as follows:
SC starting current (Hot Start). With the possibility of
adjusting from 10 to 200% of the welding current, a value
adjusted using the knob L.
Slo slope. Possibility of adjusting from 0,1 to 10 seconds.
Defines the connection time between the first current SC
with the welding current and the second current with the
third current CrC ( crater filler current), a value set by
means of knob L.
CrC - «Crater filler» current. With the possibility of adjust-
ing from 10 to 200% of the welding current, a value
adjusted using the knob L.
Welding starts at the welding torch button pressure, the
named pressure will be the starting pressure SC.
This current is kept as long as the welding torch button is
held down; when the welding torch trigger is released the
first current connects to the welding current, set by
means of knob I, and is kept as long as the welding torch
button is held down. When the welding torch trigger is
pressed again the welding current connects to the third
current CrC . and is kept as long as the welding torch
trigger is held down. When the welding torch trigger is
released welding stops.
HSA (Automatic Hot Start).
This function is blocked when function 3L is activated.
Once the function has been enabled using the knob L, the
operator may adjust the level of the starting current SC
(Hot Start), with the possibility of adjusting from 10 to
200% of the welding current, a value adjusted using the
knob L. The duration tSC of this current may also be
adjusted from 0.1 to 10 seconds. The switching time Slo
between the SC current and the welding current may also
be adjusted from 0.1 to 10 seconds.
CrA (final crater filler).
This function may be selected by means of key I and is
working during welding 2t or 4t and also in combination
with function HSA, if so requested.
After activating function «On» by means of knob L, rotate
knob I to display the abbreviations:
Slo = Fitting time between the welding current and the
crater filling time. Default 0.5 sec.
Range 0.1 – 10 seconds.
CrC = crater filling time expressed as a percentage of the
welding wire speed. Default 60%. Range from 10 to 200%.
tCr = duration of the filling current time. Default 0.5 sec.
Range 0.1 – 10 seconds.
SP (spot-welding). Selecting the function tSP (spot
time/spot welding time) adjusts the spot welding time
from 0.3 to 5 seconds. Activating the function tin (interval
time) adjusts the pause time between spot-welds, and
the time ranges from 0.3 to 5 seconds.
PrF (Pre-gas). Active in all processes. The adjustment
may range from 0 to 10 seconds. Pof (post gas). Active
in all MIG processes. The adjustment may range from 0 to
25 seconds.
Acc (soft-start). Active in all processes. The adjustment
may range from 1 to 100%. It is the wire speed,
expressed as a percentage of the speed set for the weld-
ing, before the wire touches the workpiece. This adjust-
ment is important in order to always achieve good starts.
Manufacturer setting “Au” automatic. The value can be
changed using the knob L. If, once changed, you wish to
return to the original settings, press the key V until the
abbreviation “Au” reappears on the display N.
BB (Burn-back). Active in all MIG processes. The adjust-
ment may range from 4 to 250ms. Serves to adjust the
length of the wire leaving the contact tip after welding.
The higher the number, the more the wire burns.
Manufacturer setting “Au” automatic.
L (impedance). Active in all MIG processes. The adjust-
ment may range from 9.9 to +9.9. Zero is the manufac-
turer setting. If the number is negative, the impedance
decreases and the arc becomes harder; if increased, it
becomes softer.
Fac. (factory). The purpose is to return the welding machine
to the original settings provided by the manufacturer. After
the function is selected, the display N reads ( - - - )
To confirm the desired function, simply hold down the
button V for 3 seconds. The abbreviation shown on the
display N will begin flashing; after a few seconds, a sound
will confirm that it has been saved.
SLd. (W - Slope down Led). Active in TIG mode only
(The adjustment may range from 0 to 10).
6 INSTALLATION
The welding machine must be installed by skilled person-
nel. All connections must be made in full compliance with
current safety laws (CEI 26-23- IEC/TS 62081).
6.1 PLACEMENT
Position the equipment in an area that ensures good sta-
bility, efficient ventilation so as to prevent metal dust (i.e.,
from grinding) from entering.
7 START-UP FOR MIG WELDING WITH GAS.
Mount the plug on the power cord, being especially care-
fully to connect the yellow/green conductor to the earth
pole. Make sure that the supply voltage corresponds to
the rated voltage of the welding machine. Size the pro-
tective fuses based on the data listed on the technical

12
specifications plate.
Connect the gas hose of the welding machine al pressure
regulator of the cylinder.
Mount the MIG torch supplied with the welding machine
on the fitting E, and connect the power terminal leaving
the torch to the positive pole (socket H).
Connect the 2-pin connector leaving the torch to the
socket F.
Connect the power plug of the earth cable to the socket
G and the earth clamp t the workpiece. Make sure that
the groove of the rollers matches the wire diameter used.
To replace if necessary (Fig. 3):
Open the side door. Mount the wire coil and slip the wire
into the feeder and torch sheath.
Block the wire press rollers with the knob BN and adjust
the pressure. Turn on the machine.
Remove the gas nozzle and unscrew the contact tip
(located on the end of the torch). Press the torch trigger
until the wire protrudes. CAUTION: keep your face away
from the gun tube assembly while the wire is coming
out. Tighten the contact tip and replace the gas nozzle.
Open the reducer of the cylinder and adjust the gas flow
to 8 – 10 l/min.
7.1 WELDING.
Select the PROG number based on the wire diameter to
be used, the type and quality of the material, and the type
of gas, using the instructions located inside the wire feed-
er compartment.
Use the button V to select the LED D (PROG), turning the
knob I to set the program number indicated in the instruc-
tions.
Briefly press the button V until the LED C (thickness)
lights, turning the knob I shows the thickness of the sup-
port material you used on the display M.
The machine is ready to weld.
7.2 MIG WELDING WITHOUT GAS
The actions to prepare the machine for welding are the
same as those described previously, but for this type of
welding proceed as follows:
Mount a coil of flux-cored wire for welding without gas.
Connect the power cable leaving the torch to the negative
pole (socket G).
Connect the earth cable to the positive pole (socket H).
Select a program suited for flux-cored wire.
7.3 WELDING WITH COVERED ELECTRODES.
It is recommended that you remove the MIG torch
before welding.
Use the button V to select the LED D (PROG). Turn the
knob I until the display M shows the abbreviation MMA.
Briefly press the button V to select the LED A (Ampere),
the display M shows the set current while the display N
shows the open-circuit voltage.
Shut off the welding machine.
The electrode clamp must normally be connected to the
socket H (positive polarity), and the earth cable to the
negative polarity, socket G.
VERY IMPORTANT: Connect the terminal of the ground-
ing cable to the workpiece, making sure that contact is
good to ensure smooth equipment operation and avoid
voltage dips with the workpiece.
Turn on the welding machine.
Do not touch the electrode clamp and the earth clamp
simultaneously.
In any case, observe the polarity shown by the electrode
manufacturer.
Always remember to shut off the machine and remove
the electrode from the clamp after welding.
7.4 TIG WELDING
Shut off the welding machine, remove the MIG torch and
mount the desired model of TIG torch.
Connect the mass cable connector to the positive pole (+)
of the welding machine, and the clamp to the workpiece
as close as possible to the welding point.
Turn on the machine using the switch U.
Use the button V to select the LED D (PROG). Turn the
knob I until the display M shows the abbreviation TIG.
Using the knob L, select the type of procedure TIG to
use, the display N displays 2T for using the torch
Art.1637 in 2-stage mode, and 4T to use the torch
Art.1637 in 4-stage mode.
Connect the gas hose to the outlet of the pressure regu-
lator of an ARGON cylinder.
Press the torch trigger and adjust the gas flow.
Use a 2% thorium-covered tungsten electrode (red strip),
diameter 1.6 ( 1/16” ).
Adjust the welding current using the knob I.
Strike the arc by contact using a firm, rapid stroke.
Remember to shut off the machine and close the gas
cylinder valve when you have finished welding.
8 MAINTENANCE
Any maintenance operation must be carried out by qua-
lified personnel in compliance with standard CEI 26-29
(IEC 60974-4).
8.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make
sure that the switch U is in position "O" and that the
Fig. 3
BN

13
power cord is disconnected from the mains.
Even though the machine is equipped with an automatic
condensation drainage device that is tripped each time
the air supply is closed, it is good practice to periodically
make sure that there is no condensation accumulated in
the water trap J (fig.1).
It is also necessary to periodically clean the interior of the
machine from the accumulated metal dust, using com-
pressed air.
8.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so that
there is secure insulation between the primary and secon-
dary sides of the machine. Do not allow the wires to come
into contact with moving parts or those that heat up during
operation. Reassemble all clamps as they were on the origi-
nal machine, to prevent a connection from occurring
between the primary and secondary circuits should a wire
accidentally break or be disconnected.
Also mount the screws with geared washers as on the ori-
ginal machine.

14
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR-
UNG VON SCHWEIßARBEITEN VERWENDET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher
muß der Benutzer über die nachstehend kurz dargelegten
Gefahren beim Schweißen unterrichtet werden. Für ausführli-
chere Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die 80
dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert überschrei-
tet. Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen beliebi-
gen Leiter fließt, erzeugt elektromagnetische
Felder (EMF). Der Schweiß- oder Schneidstrom
erzeugt elektromagnetische Felder um die
Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Träger
von lebenswichtigen elektronischen Geräten
(Herzschrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schneiden
erzeugten elektromagnetischen Felder kann bislang unbe-
kannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagnetische
Felder zu mindern, müssen sich alle SchweißerInnen an die
folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw. der Schweißerin befindet, muss sich auch das
Kabel der Elektrodenzange oder des Brenners auf
dieser Seite befinden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen, die
explosiven Staub, Gas oder Dämpfe enthalten. Die
für den Schweiß-/Schneiprozeß verwendeten Gasflaschen
und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben der
harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und
darf ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es
ist nämlich unter Umständen mit Schwierigkeiten verbun-
den ist, die elektromagnetische Verträglichkeit des Geräts
in anderen als industriellen Umgebungen zu gewährleis-
ten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweiligen
Umsetzung in nationales Recht sind nicht mehr verwen-
dete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät stehen
während des Schweißens unter Spannung. Die Hände
und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verursachte
Stromschläge können tödlich sein. Für einen angemes-
senen Schutz gegen Stromschläge Sorge tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung vom
Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres
Netzkabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs-
oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwen-
den.
3. Die beim Schweißen entstehenden Funken können
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE

15
Explosionen oder Brände auslösen.
3.1 Keine entflammbaren Materialien im Schweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittelba-
ren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behältern
ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen an
Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten
Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem Filter
mit der geeigneten Tönung tragen. Einen kompletten
Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der
Maschine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfer-
nen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Bei diesem Gerät handelt es sich um eine Stromquelle mit
INVERTER-Technologie für das MIG-, WIG und
Elektrodenschweißen.
Diese Schweißmaschine darf nicht zum Auftauen von
Rohren verwendet werden.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
- IEC 61000-3-11 (siehe Anm. 2) - IEC 61000-3-12.
N°. Seriennummer; sie muss bei allen Anfragen
zur Schweißmaschine stets angegeben weden.
Statischer Einphasen-Frequenzumrichter
Transformator-Gleichrichter.
MIG Geeignet zum MIG/MAG-Schweißen.
MMA Geeignet zum Schweißen mit umhüllten
Elektroden.
WIG Geeignet zum WIG-Schweißen.
U0. Leerlauf-Sekundärspannung.
X. Relative Einschaltdauer. Die relative
Einschaltdauer ist der auf eine
Einschaltdauer von 10 Minuten bezogene
Prozentsatz der Zeit, die die
Schweißmaschine bei einer bestimmten
Stromstärke arbeiten kann, ohne sich zu
überhitzen.
I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Nennspannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60
Hz..
I1 Max Maximale Stromaufnahme bei entsprechen
dem Strom I2 und Spannung U2.
I1 eff Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen
Einschaltdauer. Normalerweise entspricht
dieser Wert dem Bemessungsstrom der
Sicherung (träge), die zum Schutz des Geräts
zu verwenden ist.
IP23S. Schutzart des Gehäuses.
Die zweite Ziffer 3 gibt an, dass dieses Gerät bei
Niederschlägen zwar im Freien gelagert, jedoch
nicht ohne geeigneten Schutz betrieben werden
darf.
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN:
1-Das Gerät ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert.
(Siehe IEC 60664).
2-Dieses Gerät ist konform mit der Norm IEC 61000-3-11
unter der Voraussetzung, dass die maximal zulässige
Impedanz ZMAX am Verknüpfungspunkt zwischen der
Abnehmeranlage und dem öffentlichen
Versorgungsnetz kleiner oder gleich 0,459 ist. Es liegt
in der Verantwortung des Installateurs bzw. des
Betreibers des Geräts, erforderlichenfalls in Absprache
mit dem öffentlichen Energieversorgungsunternehmen
sicherzustellen, dass das Gerät ausschließlich an eine
Anlage angeschlossen wird, deren maximal zulässige
Netzimpedanz ZMAX kleiner oder gleich 0,459 ist.
S

16
2.3 SCHUTZEINRICHTUNGEN
2.3.1 Sicherheitsverriegelung
Im Fall einer Fehlfunktion erscheint möglicherweise auf
dem Display M eine der nachstehenden blinkenden
Zahlen, die folgende Bedeutung haben:
52 = Starttaster während des Zündens betätigt.
53 = Starttaster während des Zurücksetzens des
Thermostaten betätigt.
56 = Langanhaltender Kurzschluss zwischen
Schweißdraht und Werkstück.
Die Maschine aus- und wieder einschalten.
Wenn auf dem Display eine andere Zahl angezeigt wird,
den Kundendienst kontaktieren.
2.3.2 Thermischer Schutz
Dieses Gerät wird durch einen Thermostaten geschützt,
der den Betrieb der Maschine sperrt, wenn die zulässige
Temperatur überschritten wird. In diesem Zustand bleibt
der Lüfter eingeschaltet und auf dem Display M erscheint
das blinkende Kürzel “tH”.
3 BEDIENTEILE AUF DER FRONTPLATTE
Wahltaste V.
Durch aufeinanderfolgendes Drücken wählt
man die mit Regler I regulierbare Größe aus. Die
wählbaren Größen sind abhängig vom gewählten
Schweißverfahren und werden von den LEDs A/B/C/D
angezeigt. Durch langes Drücken (mehr als drei
Sekunden) ruft man das Menü der ”Dienstfunktionen” auf.
Im Menü der “Dienstfunktionen” kann man die gewählte
Funktion durch langes Drücken wieder auf die
Werkseinstellungen zurücksetzen. Durch kurzes Drücken
bestätigt man die vorgenommenen Änderungen und
kehrt zum Schweißmodus zurück.
LED A Strom. Sie zeigt an, dass das Display M den
eingestellten Schweißstrom anzeigt. Aktiv bei allen
Schweißverfahren.
LED B Drahtvorschubgeschwindigkeit. Sie zeigt
an, dass das Display M die
Drahtvorschubgeschwindigkeit für das MIG-Schweißen
anzeigt.
LED C Dicke. Das Display M zeigt die auf Grundlage
der Einstellungen von Strom und
Drahtvorschubgeschwindigkeit empfohlene Dicke für das
MIG-Schweißen an.
LED D PROG. Sie wird mit dem Taster V angewählt.
Der Regler I gestattet folgende Einstellungen:
Nummern der Programme für das MIG-Schweißen und
Schweißverfahren WIG und MMA.
Die Nummern und die Kürzel werden auf dem Display M
angezeigt.
Regler I. Je nach gewählter LED dient er für folgende
Einstellungen: Schweißstrom, LED A, bei allen
Schweißverfahren.
Drahtvorschubgeschwindigkeit (LED B) , Dicke (LED C)
für das MIG-Schweißen.
Nummer des MIG-Programms oder Schweißverfahren
WIG oder MMA. Bei den Dienstfunktionen dient er zur
Wahl der den folgenden Kürzeln entsprechenden
Funktionen:
Für MIG: trg, SP, HSA, CrA, PrF, PoF, Acc, bb, L, Fac
Für MMA: AF, tHS.
Für TIG: SLd.
Regler L.
Beim MIG-Schweißen dient er zum Einstellen der
Schweißspannung, wodurch die Lichtbogenlänge verän-
dert wird. Innerhalb des Menüs “Dienstfunktionen” dient
er zum Aktivieren und/oder Einstellen der mit dem Regler
I eingestellten Funktion.
Display M. Es zeigt bei allen Schweißverfahren nume-
risch die mit der Wahltaste V eingestellten und mit Regler
I regulierten Funktionen an. Den Schweißstrom (LED A)
zeigt es in Ampere an. Die Drahtvorschubgeschwindigkeit
(LED B) zeigt es in Metern pro Minute an. Die Dicke (LED
C) zeigt es in Millimetern an. Für die LED D zeigt es die
Nummer des eingestellten Programms an.
Bei den Dienstfunktionen zeigt es die mit dem Regler I
gewählten Kürzel an.
Zu den Parametern der Dienstfunktionen, die auf dem
Display M angezeigt werden, siehe den Abschnitt
Dienstfunktionen.
D
M
N
L
G
H
CBAV I EF
Abb. 1

17
Display N. Es zeigt bei allen Schweißverfahren die
Schweißspannung an. bei den Funktionen MMA und WIG
zeigt es die Leerlaufspannung und beim Schweißen die
Lastspannung an. Beim MIG-Schweißen zeigt es die vor-
eingestellte Spannung in Abhängigkeit von der
Drahtvorschubgeschwindigkeit und die mit dem Regler L
vorgenommene Korrektur der Lichtbogenlänge an (Wert
zwischen –9,9 und 9,9; Null ist der empfohlene Wert).
Zu den Parametern der Dienstfunktion MMA, WIG und
MIG, die auf dem Display N angezeigt werden, siehe den
Abschnitt Dienstfunktionen.
E - Zentralanschluss
Er dient zum Anschließen des Schweißbrenners.
F – Steckverbinder “Start”..
Zum Anschließen der Steuerleitung des MIG-Brenners.
G – Steckdose Minuspol.
Für das MMA- und MIG-Schweißen mit Gas wird das
Massekabel angeschlossen. Für das WIG- und MIG-
Schweißen mit Fülldraht und ohne Gas wird hier das
Hauptstromkabel des Brenners angeschlossen.
H – Steckdose Pluspol
Für das MMA-Schweißen wird hier die Elektrodenzange
und für das MIG-Schweißen mit Gas das aus dem
Brenner austretende Hauptstromkabel angeschlossen.
Für das WIG-Schweißen mit Fülldraht und ohne Gas wird
das Massekabel angeschlossen.
4 STELLTEILE AUF DER HINTEREN PLATTE.
T - Anschluss für den Gasschlauch.
U – Schalter.
Zum Ein- und Ausschalten der Maschine.
5 DIENSTFUNKTIONEN
Die Taste V mindestens 3 Sekunden gedrückt halten, um
das Untermenü aufzurufen. Mit dem Regler I wählt man
die Funktion und mit dem Regler L die Funktionsweise
oder den Wert. Für die Rückkehr zur normalen Anzeige
die Taste V kurz drücken.
Es werden die Dienstfunktionen für das gewählte
Programm (LED D + Regler I) angezeigt.
Bei MMA:
AF Aktiv beim MMA-Schweißen. Einstellbereich: 0 bis
100%. Zum Regulieren der Dynamik des Lichtbogens mit
dem Regler L.
tHS Regelt die Dauer des eingestellten Überstroms zum
Optimieren des Starts.
Einstellbereich: 0 bis 100 (100=1s).
Bei MIG
TRG.
TWahl zwischen 2-Takt-Betrieb, 4
2t Die Maschine beginnt den Schweißvorgang bei
Betätigung des Brennertasters und unterbricht ihn, wenn
der Taster wieder losgelassen wird.
4t Zum Starten des Schweißvorgangs muss man den
Brennertaster drücken und wieder lösen. Zum
Unterbrechen muss man den Brennertaster erneut
drücken und wieder lösen.
3L Sie empfiehlt sich besonders zum Schweißen von
Aluminium.
Es sind drei Stromstärken verfügbar, die beim
Schweißen mit dem Brennertaster abgerufen werden
können. Stromwerte und Slope sind wie folgt eingestellt:
SC Anfangsstrom (Hot-Start). Einstellmöglichkeit im Bereich
von 10 bis 200% des Schweißstroms mit Regler L.
Slo Slope. Einstellbereich: 0,1 bis 10 Sekunden.
Zum Festlegen der Übergangszeit zwischen dem ersten
Strom SC und dem Schweißstrom und zwischen dem
zweiten Strom und dem dritten Strom CrC (Crater-Filler),
der mit dem Regler L eingestellt wird.
CrC Strom für die Funktion Crater-Filler.
Einstellmöglichkeit im Bereich von 1 bis 200% des
Schweißstroms mit Regler L.
Der Schweißvorgang beginnt bei Betätigung des
Brennertasters mit dem Anfangsstrom SC.
Dieser Stromwert wird beibehalten, so lange der
Brennertaster gedrückt gehalten wird. Beim Lösen des
Brennertasters wird zu dem mit Regler I eingestellten
Schweißstrom übergegangen, der beibehalten wird, bis
der Brennertaster erneut gedrückt wird. Bei der näch-
sten Betätigung des Brennertasters geht der
Schweißstromwert zum dritten Wert CrC über, der bei-
behalten wird, so lange der Brennertaster gedrückt
gehalten wird. Löst man den Brennertaster, wird der
Schweißvorgang unterbrochen.
HSA (automatischer Hot-Start).
Diese Funktion ist gesperrt, wenn die Funktion 3L akti-
viert ist.
Nachdem die Funktion mit dem Regler L aktiviert wurde,
kann man den Wert des Anfangsstroms SC (Hot-Start)
im Bereich von 1 bis 200% des Schweißstroms mit dem
Regler L einstellen.
Die Dauer tSC dieses Stroms kann im Bereich von 0,1 bis
10 Sekunden eingestellt werden.
Die Übergangszeit Slo zwischen dem Strom SC und dem
Schweißstrom kann im Bereich von 0,1 bis 10 Sekunden
eingestellt werden.
CrA (crater filler- abschließendes Kraterfüllen).
Die Funktion wird mit dem Regler I für das 2-Takt-) oder
T
U
Abb.2

18
4-Takt-Schweißen und auf Wunsch auch in Verbindung
mit der Funktion HSA gewählt.
Nachdem die Funktion aktiviert wurde, indem der Regler
L auf “On“ gedreht wurde, den Regler I für die Anzeige
der folgenden Kürzel drehen:
Slo = Übergangszeit zwischen dem Schweißstrom und
dem Kraterfüllstrom. Standardeinstellung: 0,5 s.
Einstellbereich: 0,1 – 10 s.
CrC = Kraterfüllstrom in Prozent der
Drahtvorschubgeschwindigkeit beim Schweißen.
Standardeinstellung: 60%. Einstellbereich: 10 – 200%.
tCr = Dauer des Kraterfüllstroms. Standardeinstellung:
0,5 s. Einstellbereich: 0,1 – 10 s.
SP (Punktschweißen).
Mit der Funktion SPt (Punktschweißzeit) kann man die
Punktschweißzeit im Bereich von 0,3 bis 5 Sekunden ein-
stellen. Mit der Funktion tin (Pausenzeit) kann man die
Dauer der Pause zwischen einer Schweißung und der
nächsten im Bereich von 0,3 bis 5 Sekunden einstellen.
Prf (Gasvorströmzeit).
Aktiv bei allen MIG-Prozessen. Einstellbereich: 0 bis 10
Sekunden.
Pof (Gasnachströmzeit).
Aktiv bei allen Prozessen. Einstellbereich: 0 bis 25
Sekunden.
Acc (Einschleichen). Aktiv bei allen Prozessen.
Einstellbereich: 1 bis 100%. Dies ist die
Drahtvorschubgeschwindigkeit in Prozent der für das
Schweißen eingestellten Geschwindigkeit, bevor der
Draht das Werkstück berührt. Diese Einstellung ist zur
Gewährleistung eines optimalen Starts sehr wichtig.
Werkseitige Einstellung: “Au” (Automatik). Der Wert wird
mit Regler L geändert. Wenn man nach einer Änderung
wieder die ursprünglichen Einstellungen herstellen möch-
te, muss man die Taste V drücken, bis das Kürzel “Au”
wieder auf dem Display N erscheint.
BB (Burn-back).
250ms. Zur Regulierung der Länge des aus der Gasdüse
austretenden Drahts am Ende des Schweißvorgangs. Je
höher die Zahl, desto größer ist der Drahtrückbrand.
Werkseitige Einstellung: “Au” (Automatik).
L (Drosselwirkung).
Aktiv bei allen MIG-Prozessen. Einstellbereich: -9,9 bis
+9,9. Null ist die werkseitige Einstellung. Eine negative
Zahl verringert die Drosselwirkung (der Lichtbogen wird
härter) und eine positive Zahl verstärkt sie (der
Lichtbogen wird weicher).
Fac. (Factory).
Sie dient zum Zurücksetzen der Schweißmaschine auf
die werkseitigen Einstellungen des Herstellers. Nachdem
die Funktion gewählt wurde, erscheint auf dem Display N
( - - - ).
Zum Bestätigen der gewünschten Funktion muss man die
Taste V 3 Sekunden gedrückt halten. Das auf Display N
angezeigte Kürzel beginnt dann zu blinken und nach eini-
gen Sekunden bestätigt ein Signalton die Ausführung des
Speichervorgangs.
SLd. (Slope Down). nur bei den WIG-Verfahren aktiv
(Einstellbereich: 0 bis 10)
6 INSTALLATION
Die Installation der Schweißmaschine muss durch
Fachpersonal erfolgen. Alle Anschlüsse müssen unter
strikter Beachtung der geltenden Unfallverhütungs-
bestimmungen ausgeführt werden (CEI 26-23- IEC/TS
62081).
6.1 AUFSTELLUNG
Das Gerät an einem Ort aufstellen, an dem seine Stabilität
und eine wirksame Belüftung gewährleistet sind.
Außerdem muss vermieden werden, dass Metallstaub
(z.B. Schleifstaub) in das Gerät eindringt.
7 INBETRIEBNAHME FÜR DAS MIG-SCHWEISSEN
MIT GAS.
Den Netzstecker auf das Netzkabel montieren. Hierbei ist
darauf zu achten, dass der gelb-grüne Schutzleiter an
den Schutzkontakt angeschlossen wird. Sicherstellen,
dass die Netzspannung der Nennspannung der
Schweißmaschine entspricht. Die Sicherungen in
Einklang mit den technischen Daten auf dem
Leistungsschild dimensionieren.
Den Gasschlauch der Schweißmaschine an den
Druckminderer der Gasflasche anschließen.
Den mit der Schweißmaschine gelieferten MIG-Brenner
an den Anschluss E und den aus dem Brenner austreten-
den Leistungsanschluss an den Pluspol (Steckdose H)
anschließen.
Den aus dem Brenner austretenden 2-poligen
Steckverbinder an die Steckdose F anschließen.
Den Leistungsstecker des Massekabels an die Steckdose
G und die Masseklemme an das Werkstück anschließen.
Sicherstellen, dass die Rille der Rollen dem Durchmesser
des verwendeten Drahts entspricht. Ggf. zum
Austauschen wie folgt vorgehen (Abb. 3):
Die seitliche Tür öffnen. Die Drahtspule montieren und
den Draht in die Drahtfördereinrichtung und die
Drahtführungsseele einführen.
Die Drahtandruckrollen mit dem Einstellhandgriff BN blo-
ckieren und den Druck einstellen. Die Maschine einschal-
ten.
Abb. 3
BN

19
Die Gasdüse entfernen und die Stromdüse (am Ende des
Brenners) ausschrauben. Den Brennertaster drücken und
wieder loslassen, wenn der Draht ausgetreten ist. ACH-
TUNG! Den Brennerhals während des Austretens des
Drahts vom Gesicht fernhalten! Die Stromdüse wieder
anschrauben und die Gasdüse wieder anbringen.
Mit dem Druckminderer der Gasflasche den Durchfluss
auf 8 – 10 l/min einstellen.
7.1 SCHWEISSEN.
Die PROG-Nummer in Abhängigkeit vom
Drahtdurchmesser, der Werkstoffqualität und des
Gastyps anhand der Anleitung wählen, die sich im
Drahtvorschubgerät befindet.
Mit dem Taster V die LED D (PROG) wählen und mit dem
Regler I die in der Anleitung angegebene
Programmnummer einstellen.
Kurz die Taste V drücken, bis die LED C (Dicke) auf-
leuchtet und mit dem Regler I die Dicke des verwendeten
Materials auf Display M einstellen.
Die Maschine ist nun bereit zum Schweißen.
7.2 MIG-SCHWEISSEN OHNE GAS
Die Vorbereitung der Maschine für das Schweißen ent-
spricht den oben beschriebenen Arbeitsschritten. Doch
für dieses Schweißverfahren muss man wie folgt vorge-
hen:
Ein Fülldrahtspule für das Schweißen ohne Gas montie-
ren.
Das aus dem Brenner austretende Leistungskabel an den
Minuspol (Steckdose G) anschließen.
Das Massekabel an den Pluspol (Steckdose H) anschlie-
ßen.
Ein für den Fülldraht geeignetes Programm wählen.
7.3 SCHWEIßEN MIT UMHÜLLTEN ELEKTRODEN.
Vor dem Schweißen sollte der MIG-Brenner entfernt
werden.
Mit dem Taster V die LED D (PROG) wählen und den
Regler I drehen, bis auf dem Display M das Kürzel MMA
angezeigt wird.
Erneut den Taster V drücken, um die LED A (Ampere) zu
wählen. Das Display M zeigt den eingestellten Strom an
und das Display N die Leerlaufspannung.
Die Schweißmaschine ausschalten.
Die Elektrodenzange muss normalerweise an die
Steckdose H (Pluspol) und das Massekabel an die
Minuspol-Steckdose G angeschlossen werden.
SEHR WICHTIG: Die Masseklemme an das Werkstück
anschließen und sicherstellen, dass ein guter Kontakt
gegeben ist, damit die Maschine einwandfrei funktioniert
und um Spannungsfälle zu verhindern.
Die Schweißmaschine einschalten.
Niemals gleichzeitig die Elektrodenzange und die
Masseklemme berühren.
In jedem Fall die vom Hersteller der Elektroden vorgese-
hene Polung beachten.
Nach Abschluss des Schweißvorgangs stets das
Gerät ausschalten und die Elektrode aus der
Elektrodenzange nehmen.
7.4 WIG-SCHWEIßEN
Die Schweißmaschine ausschalten, den MIG-Brenner
entfernen und das gewählte WIG-Brennermodell montie-
ren.
Den Steckverbinder des Massekabels an den Pluspol (+)
der Schweißmaschine und die Klemme möglichst nahe
bei der Schweißstelle an das Werkstück anschließen.
Die Maschine mit dem Schalter U einschalten.
Mit dem Taster V die LED D (PROG) wählen und den
Regler I drehen, bis auf dem Display M das Kürzel WIG
angezeigt wird. Mit Regler L das zu verwendende WIG-
Verfahren wählen. Das Display N zeigt 2t für den
Gebrauch im 2-Taktbetrieb des Brenners Art. 1277 und 4t
für den Gebrauch im 4-Takt-Betrieb des Brenners Art.
1277 an.
Den Gasschlauch an den Ausgang des Druckminderers
anschließen, der an eine ARGON-Flasche angeschlossen
ist.
Den Brennertaster drücken und die Gasliefermenge ein-
stellen.
Eine Wolframelektrode mit Thoriumzusatz 2% (rotes
Band) F 1,6 (1/16”) verwenden.
Den Schweißstrom mit dem Regler I einstellen.
Den Lichtbogen mit einer entschiedenen und raschen
Bewegung berührungszünden.
Nach Abschluss der Schweißung die Maschine ausschal-
ten und das Ventil der Gasflasche schließen.
8 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann
in Einklang mit der Norm CEI 26-29 (IEC 60974-4) aus-
geführt werden.
8.1 WARTUNG DER STROMQUELLE
Für Wartungseingriff innerhalb des Geräts sicherstellen,
dass sich der Schalter U in der Schaltstellung “O” befin-
det und dass das Netzkabel vom Stromnetz getrennt
ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
8.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die
Verdrahtung wieder so anzuordnen, dass eine sichere
Isolierung zwischen Primär- und Sekundärseite des
Geräts gewährleistet ist. Sicherstellen, dass die Drähte
nicht mit beweglichen Teilen oder mit Teilen, die sich wäh-
rend des Betriebs erwärmen, in Berührung kommen kön-
nen. Alle Kabelbinder wieder wie beim Originalgerät
anbringen, damit es nicht zu einem Schluss zwischen
Primär- und Sekundärkreis kommen kann, wenn sich ein
Leiter löst oder bricht.
Außerdem die Schrauben mit den gezahnten
Unterlegscheiben wieder wie beim Originalgerät anbringen.

20
20
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE
POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC
PEUVENT ÊTRE NUISIBLES À VOUS ET
AUX AUTRES. L’utilisateur doit pourtant
connaître les risques, résumés ci-dessous, liés aux opéra-
tions de soudure. Pour des informations plus détaillées,
demander le manuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dange-
reux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs électro-
magnétiques (EMF). Le courant de soudure
ou de découpe produisent des champs élec-
tromagnétiques autour des câbles ou des
générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des stimu-
lateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (stimu-
lateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de soudure
ou de découpe peut produire des effets inconnus sur la santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numé-
rotées de la plaquette.
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL
/