
I -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 18
Parti di ricambio e schema elettrico Spare parts and electrical schematic
Pagg. Sid. sel.: 34 ÷ 47
08/03/12
3.300.317
Aggiornato al 08/03/2012
Aggiornato al 08/03/2012

2
IndIce
1 precauzioni di sicurezza .........................................................................................................................................................3
1.1 Targa delle aVVerTenze .................................................................................................................................................3
2 descrizioni generali .................................................................................................................................................................4
2.1 spiegazione dei daTi Tecnici ..........................................................................................................................................4
3 insTallazione e messa in opera ...........................................................................................................................................4
3.1 solleVamenTo .......................................................................................................................................................................4
3.2 assemblaggio .........................................................................................................................................................................5
3.3 collegamenTo delle eVenTuali prolunghe .......................................................................................................5
3.4 collegamenTo della Torcia di saldaTura. .........................................................................................................6
3.5 monTaggio del gruppo di raffreddamenTo (forniTo a richiesTa) .........................................................6
3.6 posizionamenTo ....................................................................................................................................................................6
3.6.1 piani inclinaTi. ..............................................................................................................................................................6
3.7 messa in opera .......................................................................................................................................................................6
4 descrizione del generaTore .................................................................................................................................................7
5 Tdescrizione del gruppo di raffreddamenTo arT 1683 ...........................................................................................9
5.1 collegamenTi ........................................................................................................................................................................9
5.2 descrizione delle proTezioni .......................................................................................................................................9
5.2.1 proTezione pressione liquido refrigeranTe. ...............................................................................................9
5.2.2 fusibile (T 2a/250V-Ø 5x20) ...........................................................................................................................................9
5.3 messa in opera .........................................................................................................................................................................9
6 descrizione del pannello comandi ..................................................................................................................................9
6.1 pannello di conTrollo ....................................................................................................................................................9
6.2 pannello imposTazioni ...................................................................................................................................................11
6.3 Visualizzazione allarmi ..............................................................................................................................................12
6.4 Visualizzazione errori ..................................................................................................................................................12
7 programmazione della macchina - "menù principale" .......................................................................................12
7.1 menu parameTri di processo ....................................................................................................................................... 12
7.1.1 processo .........................................................................................................................................................................12
7.1.2 maTeriale ...................................................................................................................................................................12
7.1.3 diameTro ......................................................................................................................................................................12
7.1.4 gas ..................................................................................................................................................................................12
7.1.5 correzione lunghezza d’arco .......................................................................................................................12
7.1.6 correzione Valore di impedenza ..................................................................................................................13
7.1.7 sTarT mode: scelTa del modo di inizio saldaTura ..............................................................................13
7.1.8 spoT: punTaTura / inTermiTTenza ..................................................................................................................13
7.1.9 hsa: hoT sTarT auTomaTico ...............................................................................................................................13
7.1.10 cra: riempimenTo del craTere finale ........................................................................................................ 13
7.1.11 sofT sTarT: accosTaggio .....................................................................................................................................13
7.1.12 burnback .....................................................................................................................................................................13
7.1.13 double leVel: doppio liVello ..........................................................................................................................13
7.1.13.1 frequency: frequenza del doppio liVello. ...............................................................................14
7.1.13.2 pulse sTep: Variazione della VelociTà ........................................................................................14
7.1.13.3 duTy cycle: Tempo del doppio liVello ..........................................................................................14
7.1.13.4 arc lengTh cor: correzione della lunghezza d’arco .......................................................14
7.1.14 prefow: pre gas ........................................................................................................................................................14
7.1.15 posTflow: posT gas .................................................................................................................................................14
7.1.16 speed correcTion: correzione della VelociTà ....................................................................................14
7.2. il menù "Job". .........................................................................................................................................................................14
7.2.1 memorizzazione di un programma "Job" ...................................................................................................14
7.3 il menu seTTings: imposTazioni .................................................................................................................................. 14
7.3.1 il menù welding: saldaTura ...........................................................................................................................14
7.3.2 menù machine: imposTazioni di macchina ...............................................................................................15
7.3.3 menù facTory seTup: riprisTino imposTazioni predefiniTe ............................................................15
7.3.4 menù languages: imposTazioni della lingua ........................................................................................15
7.4 menù informazioni ...........................................................................................................................................................15
8 menù di accesso rapido .......................................................................................................................................................... 15
8.1 mem: memorizzazione ....................................................................................................................................................... 15
8.2 par: parameTri di processo ...........................................................................................................................................15
8.3 2T/4T: due Tempi/quaTTro Tempi ......................................................................................................................................15
8.4 Job: programmi di laVoro ...............................................................................................................................................15
8.5 h2o ..................................................................................................................................................................................15
8.6 wiz: procedura guidaTa ...................................................................................................................................................15
9 saldaTura ..................................................................................................................................................................................15
9.1 saldaTura mig/mag ..........................................................................................................................................................15
9.1.1 mig ---- saldaTura mig/mag sinergico ........................................................................................................15
9.1.2 mig saldaTura mig/mag conVenzionale .................................................................................................16
9.1.3 mig hd saldaTura mig/mag sinergico alTo deposiTo ........................................................................16
9.1.4 mig rooT saldaTura mig/mag sinergico ................................................................................................... 16
9.2 saldaTura mma ..................................................................................................................................................................16
9.3 saldaTura Tig ...................................................................................................................................................................... 16
9.3.1 macchine con Trainafilo separaTo ............................................................................................................16
9.3.2 macchine compaTTe ..............................................................................................................................................16
10 codici errore ................................................................................................................................................................................ 17
11 manuTenzione ..............................................................................................................................................................................17
11.1 manuTenzione generaTore ......................................................................................................................................... 17
11.2 accorgimenTi da usare dopo un inTerVenTo di riparazione ...................................................................17

3
MANUALE DI ISTRUZIONI PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) dovreb-
bero consultare il medico prima di avvicinarsi alle ope-
razioni di saldatura ad arco, di taglio, scriccatura o di
saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
le apparecchiature elettriche giunte a ne vita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.

4
B.Irullinitrainalopossonoferirelemani.
C.Il lo di saldatura ed il gruppo trainalo sono sotto
tensione durante la saldatura. Tenere mani e oggetti
metallici a distanza.
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggiati.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni o incendi.
3.1Tenereimaterialiinammabililontanodall’areadisal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi. Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
conltridellacorrettagradazione.Indossareunapro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
L'apparecchio è un impianto multiprocesso idoneo alla
saldatura MIG/MAG, TIG (DC) con accensione a contatto
dell'arco ed MMA (ad esclusione del tipo cellulosico), re-
alizzato con tecnologia ad inverter. L'apparecchio può es-
sere utilizzato solo per gli impieghi descritti nel manuale.
L'apparecchio non deve essere utilizzato per sgelare i tubi.
2.1 SPIEGAZIONE DEI DATI TECNICI
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola da citare per ogni
richiesta relativa alla saldatrice.
3
~
f
1
f
2
Convertitore statico di frequenza trifase
trasformatore raddrizzatore.
MIG Adatto per saldatura MIG-MAG.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavora-
re ad una determinata corrente senza surri-
scaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione.
Nei modelli multitensione "Multi Voltage" la
macchina si predispone automaticamente
alla tensione di alimentazione dell' impianto
a cui è collegata.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 Max Corrente max. assorbita alla corrispondente
corrente I2 e tensione U2.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23S Grado di protezione della carcassa.
Grado 3comesecondacifrasignicache
questo apparecchio può essere immagazzi-
nato, ma non impiegato all’esterno durante
le precipitazioni, se non in condizione protetta.
S
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-12 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0.090
(Art. 308 e 316)-0.094 (Art. 306 e 315) al punto di in-
terfaccia fra l’impianto dell’utilizzatore e quello pubbli-
co. E’ responsabilità dell’’installatore o dell’utilizzatore
dell’attrezzatura garantire, consultando eventualmente
l’operatore della rete di distribuzione, che l’attrezzatura
sia collegata a un’alimentazione con impedenza mas-
sima di sistema ammessa Zmax inferiore o uguale a
0.090 (Art. 308 e 316)-0.094 (Art. 306 e 315)
3 INSTALLAZIONE E MESSA IN OPERA.
3.1 SOLLEVAMENTO (FIG. 1).
Fig. 1

5
3.2 ASSEMBLAGGIO
• Intuttiigeneratoriènecessariomontareleruotepo-
sterioriavendopreventivamenteinlatol’assale(g.2) .
Fig. 2
• Perlemacchinecarrellateènecessariomontareilpi-
vottamentosiasuicarrellitrainalosiasulgeneratore.
Le piccole ruote fornite in dotazione insieme alle viti
devonoesseremontatesulfondodelcarrellotrainalo
così come il supporto torcia, quindi sistemare il carrel-
loinposizione.(vederegura3).
Fig. 3
3.3 COLLEGAMENTO DELLE EVENTUALI PROLUN-
GHE.
• Bloccarel'estremitàdellaconnessioneBA,ssandola
linguetta BB al fondo della macchina come indicato in
Fig. 4.
Fig. 4
BA
BB
• Eseguireicollegamenti,sulretrodelgeneratore,come
indicato in Fig. 5
Fig. 5
• Evitaredidisporrelaconnessionesottoformadibobi-
na per ridurre al minimo gli effetti induttivi che potreb-
beroinuenzareilrisultatiinsaldatura.
• Collegarel'altraestremitàdellaconnessioneBA al car-
rellotrainalocomeindicatoinFig.6.

6
Fig. 6
• Itubidelliquidorefrigerantevannocollegatiagliattac-
chi ad innesto rapido posti sotto al fondo del carrello
trainalo(vediFig.7),rispettandoicolorimostratinella
parte anteriore del carrello stesso.
Fig. 7
3.4 COLLEGAMENTO DELLA TORCIA DI SALDATURA.
• Connetterelatorciaall'attaccocentralizzatoE.
• Montarelabobinadello.
• Controllarechelagoladeirullicorrispondaaldiametro
delloutilizzato.Perlaeventualesostituzioneoperare
come segue (Fig. 8):
Fig. 8
BN
BN
CA
Aprirelosportellodelvanotrainalo.
Togliere la copertura CAdelgruppotrainalo.
Sbloccareirullipremilomediantelamanopoladire-
golazione della pressione BN.
Sostituire i rulli e rimontare la copertura CA.
Inlareilloneltrainoenellaguainadellatorcia.
BloccareirullipremiloconlamanopolaBN e regola-
re la pressione.
Connettere il cavo massa (in dotazione) alla presa D.
Collegare il tubo gas al raccordo G.
3.5 MONTAGGIO DEL GRUPPO DI RAFFREDDAMEN-
TO (ART. 1683 - FORNITO A RICHIESTA) (Fig 9).
Fig. 9
Nel caso si utilizzi il gruppo di raffreddamento, seguire le
seguenti indicazioni:
• RimuovereilpannelloM
• Inserireilgruppodiraffreddamentoall’internodelvano
così che dalla parte anteriore si veda l’asola per con-
trollo del livello del liquido.
• Fissarloalcarrelloditrasportodellasaldatriceconle
viti in dotazione al gruppo stesso.
3.6 POSIZIONAMENTO
Posizionare la saldatrice in modo da consentire una libera
circolazione d'aria al suo interno ed evitare il più possibile
che entrino polveri metalliche o di qualsiasi altro genere.
3.6.1 Piani inclinati.
Dato che questa saldatrice è predisposta di ruote senza
freno, assicurarsi di non posizionare la macchina su su-
perciinclinate,perevitareilribaltamentooilmovimento
incontrollato della stessa.
3.7 MESSA IN OPERA
• L'installazione della macchina deve essere fatta da
personalequalicato.
• Tuttii collegamentidevonoessereeseguiti inconfor-
mità delle vigenti norme (IEC/CEI EN 60974-9) e nel
pieno rispetto della legge antinfortunistica.
• Montare la spina sul cavo d'alimentazione facendo
particolare attenzione a collegare il conduttore giallo
verde al polo di terra.

7
• Vericarechelatensioned'alimentazionecorrisponda
a quella nominale della saldatrice. Nei modelli multi-
tensione "Multi Voltage" la macchina si predispone
automaticamente alla tensione di alimentazione dell'
impianto a cui è collegata.
• Dimensionareifusibilidiprotezioneinbaseaidatiri-
portati sulla targa dei dati tecnici.
4 DESCRIZIONE DEL GENERATORE (FIG. 10 = VER-
SIONE COMPATTA) (FIG. 11 = VERSIONE CON TRAI-
NAFILO SEPARATO)
A - PANNELLO COMANDI.
Alzare lo sportellino trasparente per accedere al pannello
comandi.
B- Connettore:
Connettore tipo DB9 (RS 232) da utilizzare per aggiornare
i programmi dei microprocessori.
C- Connettore:
Connettore tipo USB da utilizzare per aggiornare i pro-
grammi dei microprocessori. Solo nelle macchine con
trainaloseparato.
D – Connettore:
Connettore per il collegamento dei comandi a distanza e
del cavo di comando della torcia Push–Pull.
E – Presa (+):
Presa a cui va collegato il connettore del cavo di massa In
saldatura TIG, la pinza porta elettrodo in saldatura MMA.
F - Attacco centralizzato:
A cui va collegata la torcia di saldatura.
G - Presa:
Presa a cui va collegato il connettore del cavo di massa
in saldatura MIG/MAG e MMA.
H - Raccordo:
A cui va collegato il tubo gas uscente dalla torcia TIG.
I - Rubinetti ad innesto rapido:
A cui vanno collegati i tubi fuoriuscenti dalla eventuale
torcia raffreddata ad acqua. NB Rispettare i colori dei
tubiedeirubinetti.Solonellemacchinecontrainalose-
parato.
L - Supporto:
Supporto per la torcia di saldatura.
M - Pannello:
Pannello di chiusura vano gruppo di raffreddamento.
N - Tubo gas.
G
E
F
M
B
A
D
Q
R
H
N
T
V
S
U
W
V
Fig. 10
L

8
T - Interruttore ON/OFF.
U - Cavo di alimentazione.
V - Cinghie bloccaggio bombola.
W - Supporto bombola.
Z - Rubinetti ad innesto rapido:
A cui vanno collegati i tubi rosso e blu della connessione
generatore/ carrello. Solo nelle macchine con trainalo
separato.
NB:Irubinettisonoposizionatisottoilcarrellotrainalo.
Rispettare i colori dei tubi e dei rubinetti.
X - Presa:
A cui,In saldatura MIG/MAG, và collegato il connettore
volante del cavo di potenza (polo +) della connessione
O - Raccordo tubo gas:
A cui và collegato il tubo gas della connessione genera-
tore/carrello.
P - Connettore:
A cui và collegato il connettore del cavo dei servizi della
connessione generatore/carrello.
Q - Presa pressostato:
A cui và collegato il cavo proveniente dal pressostato po-
sto all' interno del gruppo di raffreddamento (Art. 1683).
R - Porta fusibile.
S - Presa:
A cui và collegato il cavo rete del gruppo di raffredda-
mento Art. 1683 (Optional).
G
M
I
F
A
B
C
D
L
K
P
Y
R
Q
P
X
O
T
AB
AC
AA
S
U
W
V
Z
V
Fig. 11

9
Fig. 12
AD
AM AL AH AI
AG
AF
AE
generatore/carrello. Solo nelle macchine con trainalo
separato.
Y - Raccordo:
A cui và collegato il tubo gas uscente dalla della con-
nessione generatore/ carrello. Solo nelle macchine con
trainaloseparato.
K - Spina:
A cui và collegato il connettore volante del cavo di po-
tenza della connessione generatore/carrello. Solo nelle
macchinecontrainaloseparato.
AA - Sportello copertura bobina lo.
AB - Copertura bobina lo.
AC - Supporto bobina:
IdoneoperbobinestandardnoaØ300mm,16Kg.
5 DESCRIZIONE DEL GRUPPO DI RAFFREDDA-
MENTO Art 1683 ( Fig. 12).
Questo gruppo di raffreddamento, che viene fornito a
richiesta, è stato progettato per raffreddare le torce uti-
lizzate per la saldatura e deve essere utilizzato esclusiva-
mente con questo generatore.
AD- Asola:
Asola per l'ispezione del livello del liquido refrigerante.
AE - Tappo.
AF - Rubinetti ad innesto rapido:
Collegare il tubo rosso e blu della torcia di saldatura. NB
Rispettare i colori dei tubi e dei rubinetti.
AG - Rubinetti ad innesto rapido:
A cu vanno collegati i tubi rosso e blu della connessione
generator/carrello,nellemacchinecontrainalosepara-
to. NB Rispettare i colori dei tubi e dei rubinetti.
AH - Porta fusibile.
AI - Connessione.
Per la protezione "pressione liquido refrigerante".
AL - Interruttore ON/OFF.
AM - Cavo di alimentazione.
5.1 COLLEGAMENTI.
Per i collegamenti elettrici, delle eventuali prolunghe e
delle protezioni seguire le indicazioni riportate sul ma-
nuale di istruzioni fornito assieme al gruppo di raffred-
damento.
5.2 DESCRIZIONE DELLE PROTEZIONI.
5.2.1 Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
un microinterruttore. Se la pressione è insufciente sul
display D1 viene visualizzata la scritta H2O lampeggian-
te.
5.2.2 Fusibile (T 2A/250V-Ø 5x20).
Questo fusibile è stato inserito a protezione della moto-
pompa ed è collocato sul pannello posteriore della salda-
trice nell'apposito portafusibile AH. (Fig 12)
5.3 MESSA IN OPERA.
Svitare il tappo AU e riempire il serbatoio (l'apparecchio
è fornito con circa un litro di liquido).
E' importante controllare periodicamente, attraverso l'a-
sola AT, che il liquido sia mantenuto al livello "max".
6 DESCRIZIONE DEL PANNELLO COMANDI (Fig. 13-14)
Il pannello comandi è composto da una zona controllo
(Fig. 13) e da una zona impostazioni (Fig. 14).
6.1 PANNELLO DI CONTROLLO (FIG. 13).
Tasto di selezione T1
Ad ogni pressione seleziona la grandezza regola-
bile tramite la manopola M1. Le grandezze sele-
zionabili, visualizzate dai led L1, L2 e L3, sono in
relazione al tipo di processo di saldatura scelto.
Led L1 Spessore
Indica che il display D1 visualizza lo spessore, in mm,
del pezzo da saldare in base alla corrente ed alla velo-
citàdelloimpostate.AttivoneiprocedimentiMIG/MAG
sinergici.

10
Led L2 Velocità del lo
Indica che il display D1 visualizza la velocità, in metri
alminuto,dellodisaldatura.Attivointuttiprocedi-
menti di saldatura MIG/MAG.
Led L3 Corrente di saldatura
Indica che il display D1 visualizza la corrente di salda-
tura in ampere.
Manopola M1
In relazione al tipo di processo selezionato me-
diante questa manopola si regolano le grandezze
selezionate tramite il tasto T1.
Display D1
Visualizza il valore delle grandezze selezionate tramite il
tasto T1 e regolate tramite la manopola M1.
Tasto di selezione T2
Ad ogni breve pressione seleziona la grandezza
regolabile tramite la manopola M2. Le grandezze
selezionabili, visualizzate dai led L4, L5 e L6, sono
in relazione al tipo di processo di saldatura scelto.
Led L4 Tensione di saldatura
Indica che il valore visualizzato dal display D2 è una
tensione espressa in volt.
Ad arco spento, nei processi MIG/MAG, il valore visua-
lizzato dal display D2 è la tensione preimpostata o il "set
point" (vedi paragrafo 9.1 Saldatura MIG/MAG).
Durante la saldatura, il valore visualizzato dal display D2
è sempre la tensione misurata dal generatore.
Led L5 Lunghezza d'arco
Nei processi di saldatura MIG/MAG Sinergici (escluso
MIG HD) indica che il display D2 visualizza il valore
della correzione della lunghezza d' arco di saldatura.
Il valore 0(zero) corrisponde alla lunghezza d' arco preim-
postata dal costruttore.
Tramite la manopola M2 è possibile allungare l' arco (va-
lori positivi) o accorciarlo (valori negativi) nel range -9,9
÷ +9,9.
Led L6 Impedenza
Nei processi di saldatura MIG/MAG indica che il di-
splay D2 visualizza il valore dell'impedenza.
Il valore 0 (zero) corrisponde all'impedenza preimpostata
dal costruttore.
Tramite la manopola M2 è possibile allungarla (valori po-
sitivi) o accorciarla (valori negativi) nel range -9,9 ÷ +9,9.
Manopola M2
In relazione al tipo di processo selezionato me-
diante questa manopola si regolano le grandezze
selezionate tramite il tasto T2.
Nei processi MIG/MAG Sinergici, quando è acceso il led
L4 (tensione di saldatura), azionando questa manopola la
selezione si sposta automaticamente al led L5 (lunghez-
za d'arco).
Display D2
In tutti i processi di saldatura visualizza numericamente
le selezioni fatte tramite il tasto T2 e regolate tramite la
manopola M2.
Fig. 13
L3 T1 D1 L7 L8 L9 D2 T2 L4 L5 L6
T4
T3
M2L2L1M1

11
Fig. 14
D3
L13
L14
L15
T5 T6 T7 T8 T9
T11
T12
T10
T13
L10 L11 L12
Led L7 Posizione globulare
Nei processi MIG/MAG sinergici segnala che la coppia
di valori di corrente e tensione scelti per la saldatura
può generare archi instabili e con emissione di spruzzi.
Led L8 Hold
Si attiva automaticamente al termine della saldatura
per segnalare che nei display D1 e D2 sono visualizza-
ti gli ultimi due valori di corrente e tensione misurati.
Led L9 Sicurezza
Segnala la funzione di blocco di alcuni i pulsanti. L'o-
peratore potrà regolare solo i parametri di saldatura
compresi nella zona del pannello di controllo.
Per attivare la funzione premere prima il tasto T5 e, man-
tenendolo premuto, premere brevemente il tasto T2. Il led
L9 si illumina e visualizza che la funzione è attiva. Per
uscire ripetere nello stesso modo la pressione dei tasti
T5 e T2.
Tasto T4 Test lo
Permettel'avanzamentoprogressivodellonoa
8 m/min senza la presenza di tensione in torcia e
senza fuoriuscita di gas.
Tasto T3 Test gas
Premendo questo tasto il gas esce per 30s, pre-
mendolo una seconda volta si interrompe.
6.2 PANNELLO IMPOSTAZIONI (FIG. 14).
Consente il rapido accesso ai menù della saldatrice e alle
funzioni supplementari visualizzandoli e rendendoli im-
mediatamente disponibili.
E' formato da un display a matrice D3 dove appaiono tut-
te le informazioni necessarie alla programmazione, dai
tasti di navigazione (T10, T11, T12 e T13) con i quali si
naviga all'interno delle voci dei vari menù; dai tasti fun-
zione (T5, T6, T7, T8 e T9) che consentono di accedere
aivarimenùchecompongonoilrmwareedaunaserie
di led che segnalano il tipo di processo in uso (L10, L11
e L12) ed alcune funzioni supplementari (L13, L14 e L15).
Alla accensione della
saldatrice il display D3
visualizza, per circa 5 s,
alcune informazioni rela-
tive allo stato della mac-
china (vedi par. 7.4 menù
Informazioni), fra cui la
versionedelrmware.
Subito dopo visualizza le preimpostazioni di fabbrica del-
la saldatrice:
- Data (giorno/mese/anno)
e orario (ora e minuti).
- Processo MIG Sinergi
co. (Led L10 acceso).
- Filo di saldatura tipo
SG2 ø 1,0 mm.
- Gas Ar/18% CO2.
- Modo di accensione 2
tempi 2T.
Nella parte inferiore del display compaiono le sigle (MEM,

12
PAR, 2T/4T e JOB) selezionabili tramite i tasti funzione T6,
T7, T8, T9 (vedi par. 8).
6.3 VISUALIZZAZIONE ALLARMI
Quando la macchina rileva un allarme temporaneo, nei
display D1 e D2 viene visualizzata una scritta lampeg-
giante in funzione della causa che ha provocato l' allar-
me. Ad esempio: se lo sportello del trainalo è aperto
viene visualizzata la scritta "OPn".
6.4 VISUALIZZAZIONE ERRORI
Quando la macchina rileva una condizione di allarme gra-
ve, nei display D1 e D2 viene visualizzata la scritta "Err"
seguita dal relativo codice di errore.
In questo caso spegnere la macchina e contattare il ser-
vizio assistenza (vedi paragrafo 10).
7 PROGRAMMAZIONE DELLA MACCHINA
"Main Menu" - "Menù Principale"
T5 T6 T7
T8
T9
L10 L11 L12
L13
L14
L15
T13
T11
T10
T12
La programmazione avviene entrando nel "Menù Princi-
pale" al quale si accede premendo il tasto T5 e successi-
vamente il tasto T6 (MENU) oppure mediante il menù di
accesso rapido descritto al paragrafo 8.
All'interno del "Menù Principale", tramite i tasti T10 e T11,
è possibile selezionare una delle voci dell'elenco eviden-
ziata dalla banda gialla. Con il tasto T12 si entra nel re-
lativo sottomenù, e, viceversa con il tasto T13 si ritorna
al menù precedente confermando, allo stesso tempo, la
scelta fatta.
Seappareunafrecciarivoltaversoilbassosignicache
ci sono ulteriori voci non visualizzate nella schermata.
Questo criterio di navigazione è valido per tutti i
menù della macchina.
Le voci disponibili del "menù principale" sono:
- "Process Params" - Parametri di processo (Vedi par. 7.1)
- "Jobs" (Vedi par. 7.2)
- "Settings" - Impostazioni (Vedi par. 7.3)
- "Information" - Informazioni (Vedi par. 7.4)
7.1 MENU "PROCESS PARAMS" - "PARAMETRI DI
PROCESSO".
Al sottomenù "Parametri di processo" si accede dal
"Menù Principale" o direttamente premendo il tasto T7
(PAR). Qui sono elencati tutti i parametri che l'operatore
puòmodicareinfunzionedelprocessodisaldaturase-
lezionato (led L10, L11, L12).
All'interno di "Parametri di processo" è possibile acce-
dere direttamente alla memorizzazione premendo il tasto
T6 (MEM) (vedi par. 7.2.1).
7.1.1 "Process" - "Processo".
Il primo parametro è il
processo di saldatura.
La pressione del tasto
T12 consente di entrare
nella schermata di sele-
zione del tipo di proces-
so.
I pulsanti T10 e T11, oltre ad effettuare la selezione che
viene evidenziata dalla banda gialla, hanno il compito di
scorrere tra tutti i processi disponibili.
I processi di saldatura selezionabili sono:
MIG Saldatura MIG/MAG sinergico.
MIG HD Saldatura MIG/MAG sinergico alto deposito.
MIG Root Saldatura MIG/MAG sinergico per le saldatu-
re in verticale discendente.
MIG Man Saldatura MIG/MAG convenzionale.
TIG Processo di saldatura con elettrodo infusibi-
le adatto per tutti i metalli escluso l’alluminio,
il magnesio e l’ottone. L’accensione dell’arco
avviene per contatto senza alta frequenza.
MMA Processo di saldatura con elettrodo ricoperto
e fusibile.
7.1.2 "Material" - "Materiale" (attivo nei processi MIG/
MAG).
Inquestavocesiselezionailtipodimaterialedellodi
saldatura.
7.1.3 "Diameter" - "Diametro" (attivo nei processi MIG/
MAG).
Idiametridellodisaldaturasonoinfunzionedeltipodi
materiale selezionato.
7.1.4 "Gas" (attivo nei processi MIG/MAG).
I gas utilizzabili sono in funzione del tipo di materiale se-
lezionato.
7.1.5 "Arc Length Corr" - "Correzione lunghezza d’ar-
co" (Disponibile in MIG/MAG sinergico, MIG Root).
Permette la correzione
della lunghezza d'arco
in Volt tramite i tasti T10
e T11 o la manopola
M2.
MIN MAX DEF.
Corr. lunghezza d'arco -9,9 V 9,9 V 0,0 V
ATTENZIONE:
nella schermata di regolazione, che è simile per tutti i para-
metri con un range di regolazione, compaiono:
-Il nome del parametro che è in corso di correzione.
-Il valore e l’unità di misura.

13
-La scala di regolazione.
-Le abbreviazioni:
MIN = minimo della regolazione. Pulsante T5.
MAX = massimo della regolazione. Pulsante T7.
DEF =valorepredenito. PulsanteT6.
7.1.6 "Inductance Corr" - "Correzione valore di impe-
denza" (disponibile in tutti i processi MIG/MAG
sinergici, tranne MIG HD)
Permette la correzione del valore dell'impedenza.
MIN MAX DEF.
Corr. valore impedenza -9,9 9,9 0,0
7.1.7 "Start Mode" - "Modo di inizio" (scelta del modo di
inizio saldatura).
2T (attivo nei processi MIG/MAG e TIG).
La macchina inizia a saldare quando si preme il pul-
sante della torcia e si interrompe quando lo si rilascia.
4T (attivo nei processi MIG/MAG e TIG).
Per iniziare la saldatura premere e rilasciare il pulsan-
te torcia, per terminare la saldatura premere e rila-
sciare nuovamente.
3L (attivo nei processi MIG/MAG sinergici e TIG).
La saldatura inizia alla pressione del pulsante torcia,
la corrente di saldatura richiamata sarà quella impo-
stata con “Start current”. Questa corrente verrà man-
tenuta no a quando il pulsante torcia viene tenuto
premuto; al rilascio la corrente si raccorda alla cor-
rente di saldatura impostata, nel tempo stabilito dal
tempo “Slope time”everràmantenutanoaquando
il pulsante torcia non sarà ripremuto. Alla successiva
pressione del pulsante torcia la corrente di saldatura
si raccorderà alla terza corrente (corrente di "Crater-
ller") impostata con il parametro “Crater Current” nel
tempo stabilito da “Slope time” e verrà mantenuta
noalrilasciodelpulsantetorcia.Alrilasciodelpul-
sante la saldatura s'interrompe.
Regolazioni per 3L MIN MAX DEF.
Start current 10% 200% 135%
Slope time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
7.1.8 "Spot" - "puntatura / intermittenza".
(solo nei processi MIG/MAG 2T oppure 4T).
OFF(predenito)
ON
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Spot time 0,3 s 25 s 1,0 s
Pause time OFF 5 s OFF
7.1.9 "HSA" - "Hot Start Automatico".
(solo nei processi MIG/MAG sinergici 2T oppure 4T).
Questa funzione è inibita quando la funzione 3L è attiva e
funziona solo con i programmi sinergici.
Particolarmente adatta per ottenere la partenza “calda”
nella saldatura dell’alluminio.
OFF(predenito).
ON.
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Start current 10% 200% 135%
Starting current time 0,1 s 10 s 0,5 s
Slope Time 0,1 s 10 s 0,5 s
La saldatura inizia con la “Start Current”.La durata di
questa prima corrente è regolata da “starting current
time”. Trascorso questo tempo la corrente si raccorda a
quella di saldatura nel tempo ”Slope Time”.
7.1.10 "CRA" - "Riempimento del cratere nale".
(solo nei processi MIG sinergici 2T oppure 4T).
OFF(predenito)
ON
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:
MIN MAX DEF.
Slope Time 0,1 s 10 s 0,5 s
Crater Current 10% 200% 60%
Crater Current Time 0,1 s 10 s 0,5 s
7.1.11 "Soft Start" - "Accostaggio".
(Solo nei processi MIG/MAG)
E'lavelocitàdello,espressainpercentuale,dellavelo-
cità impostata per la saldatura prima che lo stesso tocchi
il pezzo da saldare.
MIN MAX DEF.
Soft Start 1% 100% Auto.
7.1.12 "Burnback".
(Solo nei processi MIG/MAG)
Servearegolarelalunghezzadellouscentedall'ugello
gas dopo la saldatura.
MIN MAX DEF.
Reg Burnback 4 ms 250 ms Auto.
7.1.13 "Double Level" - "Doppio Livello" (Solo nei pro-
cessi MIG/MAG sinergici).
Questo tipo di saldatura fa variare l'intensità di corrente
tra due livelli
.
Prima di impostare la saldatura con doppio livello è ne-
cessario eseguire un breve cordone di saldatura così da
determinarelavelocitàdiloediconseguenzalacorren-
te per ottenere la penetrazione e la larghezza del cordone
ottimali per il giunto che volete realizzare.
Si determina così il valore della velocità di avanzamento
del lo (e quindi della corrispondente a corrente) acui,
verranno alternativamente sommati e sottratti i metri al
minuto che verranno impostati.
Prima dell’esecuzione è bene ricordare che in un corretto
cordone la sovrapposizione tra una “maglia” e l’altra deve
essere almeno del 50%.
OFF(predenito)
ON.
Nel caso si selezioni "ON" sono disponibili le seguenti
regolazioni:

14
MIN MAX PRED.
Frequency 0,1 Hz 5,0 Hz 1,5 Hz
Pulse step 0,1 m/min 3,0 m/min 1,0 m/min
Duty cycle 25% 75% 50%
Arc correction -9,9 9,9 0,0
7.1.13.1 "Frequency" - "frequenza" del doppio livello.
La frequenza, determinata in Herz, è il numero di periodi
al secondo. Per periodo si intende l’alternanza della velo-
cità alta con quella bassa.
La velocità bassa, che non penetra, serve al saldatore
per spostarsi da una maglia alla esecuzione della maglia
successiva; la velocità alta, corrispondente alla massima
corrente, è quella che penetra ed esegue la maglia il sal-
datore in questo caso si ferma per eseguire la maglia.
7.1.13.2 "Pulse Step": è la ampiezza della variazione
della velocità in m/min.
La variazione determina la somma e la sottrazione di m/
min dalla velocità di riferimento prima descritta. A parità
degli altri parametri aumentando il numero la maglia di-
verrà più larga e si otterrà maggiore penetrazione.
7.1.13.3 "Duty Cycle": tempo del doppio livello.
Espresso in percentuale, è il tempo della velocità/ cor-
rente maggiore rispetto alla durata del periodo. A parità
degli altri parametri determina il diametro della maglia
quindi la penetrazione.
7.1.13.4 "Arc Length Cor" - "Correzione della lunghezza
d’arco".
Regola la lunghezza dell’arco della velocità/corrente
maggiore.
Attenzione: una buona regolazione prevede una lun-
ghezza d’arco uguale per entrambe le correnti.
7.1.14 "Prefow" - "Pre Gas".
(In tutti i processi ad esclusione dell’MMA).
MIN MAX DEF.
Pre Gas 0 s 10 s 0,1 s
7.1.15 "Post ow" - "Post Gas".
(In tutti i processi ad esclusione dell’MMA).
MIN MAX DEF.
Post Gas 0 s 10 s 3 s
7.1.16 "Speed Corr" - "Correzione delle Velocità".
(Solo nei processi MIG HD).
Permette la correzione percentuale della velcità del lo
rispettoallavelocitàpredenita.
MIN MAX DEF.
Speed Correction -9,9% 9,9% 0,0%
7.2 IL MENÙ "JOB".
In questa sezione si possono memorizzare, richiamare,
modicare,copiareoeliminareprogrammidilavoro.
Dal "Menu Principale", con il tasto T11, evidenziare la
voce “Jobs” quindi entrare nel sottomenù tramite il tasto
T12.
7.2.1 Memorizzazione di un programma "JOB".
Dopo aver eseguito le regolazioni ed impostazioni prece-
dentemente descritte, con i tasti T10 e T11 scegliere una
posizione nella memoria e premere il tasto T6 (SAVE) per
memorizzare.
Il numero del program-
ma "Job", il processo di
saldatura, e il diametro
dellovengonovisualiz-
zati sul display.
Quando è stato memo-
rizzato un "Job", nella
parte inferiore del di-
splay compaiono delle sigle in corrispondenza dei pul-
santi T6, T7, T8 ed T9:
- DEL: cancella il "Job" selezionato.
- RCL:richiamail"Job"selezionatoperlamodica.
- COPY: copia il "Job" selezionato e lo memorizza in
un'altra posizione.
7.3 IL MENÙ "Settings" - "Impostazioni".
Inquestasezionesipossonosettareomodicareleprin-
cipali impostazioni della saldatrice.
Dal "Menù Principale"
(vedi par. 7), selezionare
il menù "Impostazioni"
tramite il tasto T10 e vi-
sualizzarlo con il tasto
T11.
Quì sono elencati tutti i
parametri che l'operato-
repuòmodicare:
- Welding
- Machine
- Factory Setup
- Languages
Tramite il tasto T12 si entra nel sottomenù relativo al pa-
rametro selezionato.
7.3.1 Il menù "Welding" - "Saldatura".
In questo sottomenù sono elencati una serie di parametri
disaldaturamodicabili:

15
- H2O MIG/TIG Questa funzione consente di imposta-
re l'accensione del gruppo di raffred-
damento.
Regolazioni: ON-OFF-Auto (DEF OFF).
Se si seleziona "Auto", quando si accende la macchina, il
gruppo funziona. Se il pulsante torcia non è premuto, dopo
30 secondi si spegne. Alla pressione del pulsante torcia il
gruppo inizia a funzionare e si spegne dopo 3 minuti dal rila-
scio del pulsante stesso.
- "Quality Control" - "Controllo Qualità"
Regolazione ON - OFF (DEF OFF) (Disponibile a ri-
chiesta).
- "Max inching" - "Avanzamento Massimo"
Lo scopo è quello di bloccare la saldatrice se,
dopo lo start, il lo esce per la lunghezza in cen-
timetri impostata senza passaggio di corrente.
Regolazione OFF - 50 cm (DEF OFF).
- "Push-Pull Force"
Montando la torcia Push-Pull Art. 2008 si abilita il fun-
zionamento del gruppo di raffreddamento e la funzio-
ne PPF (Push Pull Force). Questa funzione regola la
coppia di traino del motore del push pull per rendere
linearel’avanzamentodello.
7.3.2 Menù "Machine" - "Impostazioni di Macchina".
Quì sono disponibili i sottomenù:
- "Clock Setup" - "Regolazione Orologio".
7.3.3 Menù "Factory Setup" - "Ripristino Impostazioni
prede nite".
Questa voce permette di tornare alle impostazioni iniziali
predenitedallacasamadre.
Sono possibili tre modalità di ripristino:
- All Reimposta tutto.
- Jobs only Reimposta solo i programmi di lavoro
"Jo b"
- Exclude jobs Reimposta tutto ad esclusione dei pro-
grammi di lavoro "Job" memorizzati.
7.3.4 Menù "Languages" - "Impostazione della lingua".
In questa sezione si può segliere la lingua in cui vengono
scritti i messaggi del display.
7.4 MENÙ INFORMAZIONI.
In questa sezione sono visualizzate alcune informazioni
relativealsoftwaredelgeneratore.
8 ACCESSO RAPIDO.
Nella parte inferiore del display D3 sono presenti, in fun-
zione delle varie schermate, alcuni comandi per l'acces-
so rapido alle funzioni più comuni.
8.1 "MEM" - "MEMORIZZAZIONE" (vedi par. 7.2.1).
Se si desidera memorizzare un programma di saldatu-
ra premere il tasto T6, scegliere con i tasti T10 e T11 il
numero di "J o b" quindi premere ancora il tasto T6 per
salvare la condizione di saldatura.
8.2 "PAR" - "PARAMETRI DI PROCESSO" (vedi par. 7.1)
8.3 "2T/4T" - "DUE TEMPI / QUATTRO TEMPI" (vedi par.
7.1.7 ).
8.4 "JOB" - "PROGRAMMI DI LAVORO".
Se si desidera utilizzare un programma di lavoro prece-
dentemente memorizzato premere il tasto T9 (JOB).
Per vedere tutte le impostazioni del programma confer-
mare la scelta, con il tasto T9 (OK), quindi premere il ta-
sto T7 (PAR).
8.5 "H2O". (vedi par. 7.3.1).
8.6 "WIZ" WIZARD.
Il "wizard" è una procedura guidata che aiuta l'operatore
ad effettuare rapidamente le scelte in base al processo di
saldatura desiderato.
T5 T6 T7
T8
T9
Vi si accede premendo il tasto T5 quindi il tasto T9 (WIZ).
La prima scelta proposta è quella del processo di saldatura.
La scelta del processo si effettua tramite i tasti T10 e T11.
Premendo il tasto T9 (NEXT) si entra direttamente nella
schermata della scelta del materiale.
Si può tornare alla schermata precedente con il tasto T6
(PREV). In alternativa ai tasti T9 e T6 è possibile usare i
tasti T12 e T13.
La schermata successiva sarà quella del diametro, poi-
quella del gas, quindi quella del tipo di partenza "Start
Mode".Premereinne"END"perterminare.
9 SALDATURA
• Prepararelasaldatriceseguendoleistruzionidescritte
al paragrafo 3 “Messa in opera”.
• Seguire le istruzioni descritte precedentemente nel
menù “Wizard” Par. 8.1 oppure "Par" Par. 7.1.
9.1 SALDATURA MIG/MAG .
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
Questa saldatrice offre una ampia scelta di processi di
saldatura MIG/MAG che qui di seguito vengono elencati:
9.1.1 MIG ---- Saldatura MIG/MAG sinergico.
La caratteristica di questo tipo di processo di saldatura è
la SINERGIA che si intende come predeterminazione, da
parte della casa costruttrice, della relazione tra la velocità

16
dilo(corrente),latensioneel’impedenzanecessariper
ottenere una buona saldatura. Per realizzarla procedere
come segue:
• TramiteiltastoT1 selezionare il led dello spessore.
• Impostarelospessoreinlavorazionegirandolamano-
pola M1.
• Eseguirelasaldatura.
• Selalunghezzad’arcononècorrettamodicarlatra-
mite la manopola M2.
9.1.2 MIG Man. Saldatura MIG/MAG convenzionale.
Selezionareil tipo, ildiametrodel loe iltipo digasdi
protezione.
Inquestoprocessodisaldaturalavelocitàdello,laten-
sione e il valore dell’impedenza devono essere impostati
dall’operatore.
9.1.3 MIG HD. Saldatura MIG/MAG sinergico alto
deposito.
La caratteristica di questo tipo di processo è la possibi-
lità diaumentarela velocitàdelloaparitàdi tensione
di saldatura così da ottenere minori tempi di esecuzione
del giunto, minori distorsioni e una maggiore produttività.
Questo è un processo sinergico ma si distingue dagli
altri per il modo di regolazione: Per scorrere lungo la
curva sinergica si deve agire sulla manopola M2 che
varia la tensione di saldatura e successivamente con
la manopola M1 si può cambiare la velocità del lo
(corrente di saldatura).
Un esempio:
Selezionare questo processo come descritto preceden-
temente.
Tramite il tasto T1 selezionare il led L2 della velocità del
loetramiteiltastoT2 il led L4 della tensione.
Il display D1visualizzalavelocitàdellomentreildisplay
D2 visualizza la tensione.
Ruotando la manopola M2 i due valori di tensione e ve-
locitàdellosimodicanoseguendolacurvasinergica
impostata dalla casa.
Ruotando di uno scatto
la manopola M1 il di-
splay D3 visualizza la
schermata relativa alla
correzione della velocità
dello.
Continuando a ruotare la manopola M1 viene visualizzato
lo scostamento percentuale dallo zero che corrisponde
alla velocità preimpostata dalla casa mentre il display D1
visualizza la nuova velocità
Quando il valore della correzione fa raggiungere la velo-
cità massima o minima della curva sinergica, nel display
D3 compare il messaggio "Speed limit".
Correggendo la velocità del lo non si modicano nè i
valori dello spessore consigliato per la saldatura nè i va-
lori della corrente ma è possibile aumentare la velocità
disaldatura.Lamodicadellavelocitàdellotramitela
manopola M1 non varia la tensione di saldatura imposta-
ta precedentemente.
Dopo l’esecuzione di una saldatura con led L8 “Hold”
acceso il display D1 visualizza la corrente di saldatura
corrispondenteallavelocitàdellomodicata.
9.1.4 MIG Root Saldatura MIG/MAG sinergico.
Questo processo è stato studiato per le saldature di
“radice” di giunti “testa a testa” verticale discendente.
Adatta per ferro e acciaio inossidabile.
9.2 SALDATURA MMA
Nel caso di macchine compatte collegare il connettore
del cavo della pinza portaelettrodi al connettore E e il
connettore del cavo di massa al connettore G (rispettan-
do la polarità prevista dal costruttore degli elettrodi.
Nel caso di macchine con trainalo separato il carrello
deve restare connesso al generatore.
Collegare il connettore del cavo della pinza portaelettrodi
al connettore X e il connettore del cavo di massa al con-
nettore G (rispettando la polarità prevista dal costruttore
degli elettrodi.
Quando si seleziona questo processo il generatore, dopo
5 secondi, è pronto a generare corrente.
Per predisporre la macchina per la saldatura MMA se-
guire le istruzioni descritte precedentemente nel menù
“Wizard” Par. 8.6 oppure "Par" Par. 7.1.
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
• Hot Start.
E' la sovracorrente erogata nel momento dell' accensione
dell'arco.
MIN MAX DEF.
Hot Start 0% 100% 50%
•Arc Force.
E' la regolazione della caratteristica dinamica dell' arco.
MIN MAX DEF.
Arc Force 0% 100% 30%
Il display D2 visualizza la tensione d'arco misurata duran-
te la saldatura.
Il display D1 visualizza:
- prima di saldare la corrente impostata tramite la mano-
pola M1.
- durante la saldatura la corrente di saldatura misurata.
- A saldatura ultimata, visualizza l'ultimo valore di corren-
te rilevata. (Led L8 "HOLD" acceso).
9.3 SALDATURA TIG
9.3.1 Macchine con traina lo separato.
Collegare il cavo di massa al polo positivo X e il con-
nettore del cavo di potenza della connessione carrello/
generatore al polo negativo G.
Connettere la torcia all’attacco euro F.
Per questo tipo di saldatrici la torcia adatta è art.1259.
9.3.2 Macchine compatte.
Collegare il cavo di massa al polo positivo E e la torcia al
negativo G.
Collegare il tubo gas alla presa H

17
Per predisporre la macchina per la saldatura TIG seguire
le istruzioni descritte precedentemente nel menù “Wi-
zard” Par. 8.6 oppure "Par" Par. 7.1.
Nel menù “Process Parameter” si trovano le voci che
possono essere regolate in questo processo:
•Start Mode
Vedi pa ragrafo 7.1.7.
•Final Slope (solo in 2T oppure 4T).
E’ il tempo in secondi durante il quale la corrente passa
dalla saldatura allo spegnimento dell’arco.
MIN MAX DEF
Final Slope 0,0s 10s 0,5s
•Pulse
Saldatura TIG con pulsazione.
Questo tipo di saldatura fa variare l’intensità di corren-
te tra due livelli e la variazione avviene ad una certa fre-
quenza.
•Pulse level
Con questa voce si regola corrente più bassa delle due
necessarie per questo processo di saldatura, viene vi-
sualizzata la percentuale di questa corrente in relazione
alla corrente principale impostata prima di entrare nel
sottomenù.
MIN MAX DEF
Pulse Level 1% 100% 50%
•Frequency
E' la frequenza di pulsazione.
MIN MAX DEF
Frequency 0,1 Hz 500 Hz 1,1 Hz
•Duty
E' il tempo di durata della corrente più alta, espresso in
percentuale, rispetto al tempo della frequenza.
MIN MAX DEF
Duty 10% 90% 50%
10 CODICI ERRORE
DISPLAY DESCRIZIONE ERRORE
TRG
lampeggiante
Pulsante di start premuto alla accensio-
ne della macchina oppure alla chiusura
dello sportello del trainafilo
Err 54 Corto circuito sul circuito secondario
Err 56 Condizione anomala in saldatura
Err 57
Corrente eccessiva sul motore del grup-
po trainafilo (Controllare i rulli trainafilo,
il filo all'interno della guaina ed il motore
trainafilo)
Err 58
Errore allineamento tra le versioni del
firmwareoerroredurantelafasedi
autoupgrade (Ripetere la procedura di
upgrade)
Err 61 Tensione di alimentazione bassa
Err 62 Tensione di alimentazione alta
TH 0 Sovratemperatura diodi uscita
TH 1 Sovratemperatura IGBT
H2O
lampeggiante
seguito da
Err 75
Problema alla pompa di raffreddamento
(pressostato)
H2O nc
Problema alla pompa di raffreddamento
(non connesso)
OPN Sportello aperto nel trainafilo
ITO
Vedi paragrafo 7.3.1 Menu "Saldatura"
- "Avanzamento massimo"
Per codici di errore diversi dagli elencati contattare il
servizio assistenza
11 MANUTENZIONE
Ogni intervento di manutenzione deve essere ese-
guito da personale qualicato nel rispetto della nor-
ma CEI 26-29 (IEC 60974-4).
11.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, as-
sicurarsi che l'interruttore T sia in posizione "O" e che il
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
11.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a ri-
ordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della mac-
china. Evitare che i li possano andare a contatto con
parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa av-
venire un contatto tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

18
index
1 safeTy precauTions ....................................................................................................................................................................19
1.1 warning label ......................................................................................................................................................................19
2 general descripTions................................................................................................................................................................20
2.1 explanaTion of Technical specificaTions ............................................................................................................20
3 insTallaTion and assembly. ..................................................................................................................................................20
3.1 lifTing mechanism .............................................................................................................................................................20
3.2 assembly ..................................................................................................................................................................................20
3.3 exTensions connecTion .................................................................................................................................................... 21
3.4 welding Torch connecTion ...........................................................................................................................................22
3.5 assembly of The cooling uniT (arT. 1683 - opTional) .........................................................................................22
3.6 posiTioning ..............................................................................................................................................................................22
3.6.1 sloping planes ............................................................................................................................................................22
3.7 sTarT-up ..................................................................................................................................................................................22
4 power source descripTion ......................................................................................................................................................22
5 descripTion of The cooling uniT arT. 1683 ......................................................................................................................24
5.1 wiring ..................................................................................................................................................................................25
5.2 descripTion of proTecTion deVices ...........................................................................................................................25
5.2.1 coolanT pressure proTecTion deVice. ...........................................................................................................25
5.2.2 fuse (T 2a/250V - Ø 5x20) ...............................................................................................................................................25
5.3 sTarT-up ..................................................................................................................................................................................25
6 conTrol panel descripTion ....................................................................................................................................................25
6.1 conTrol panel .......................................................................................................................................................................25
6.2 seTTings panel .......................................................................................................................................................................26
6.3 alarm display .......................................................................................................................................................................27
6.4 error display ...........................................................................................................................................................................27
7 machine programming “main menu” ................................................................................................................................27
7.1 “process parameTers” menu ..........................................................................................................................................28
7.1.1 “process” ........................................................................................................................................................................28
7.1.2 “maTerial” ....................................................................................................................................................................28
7.1.3 “diameTer” ....................................................................................................................................................................28
7.1.4 “gas” .................................................................................................................................................................................28
7.1.5 “arc lengTh corr” -arc lengTh correcTion .............................................................................................28
7.1.6 “inducTance corr” - impedance Value correcTion ...............................................................................28
7.1.7 “sTarT mode” -selecTing The welding sTarT mode. ...............................................................................28
7.1.8 “spoT” ...............................................................................................................................................................................28
7.1.9 “hsa” “auTomaTic hoT sTarT” ...............................................................................................................................28
7.1.10 ”cra” “final craTer filler” .................................................................................................................................29
7.1.11 “sofT sTarT” ..................................................................................................................................................................29
7.1.12 “burnback” ...................................................................................................................................................................29
7.1.13 “double leVel” ...........................................................................................................................................................29
7.1.13.1 “frequency” of double leVel. ...........................................................................................................29
7.1.13.2 “pulse sTep“ ....................................................................................................................................................29
7.1.13.3 “duTy cycle”: double leVel Time ......................................................................................................29
7.1.13.4 “arc lengTh cor” .........................................................................................................................................29
7.1.14 “preflow” ......................................................................................................................................................................29
7.1.15 “posTflow” ....................................................................................................................................................................29
7.1.16 “speed corr“ .................................................................................................................................................................29
7.2 ”Job” menu ................................................................................................................................................................................30
7.2.1 saVing of a “Job” program ...................................................................................................................................30
7.3 menu “seTTings” ....................................................................................................................................................................30
7.3.1 menu “welding” .........................................................................................................................................................30
7.3.2 “machine” menu - “ machine seTTings” ..........................................................................................................30
7.3.3 “facTory seTup” menu - “reseTTing of preseT Values “ ........................................................................30
7.3.4 “languages” menu - “language seTup” .........................................................................................................30
7.4 informaTion menu ..............................................................................................................................................................30
8 quick sTarT-up ................................................................................................................................................................................30
8.1 “mem” - “saVing” .....................................................................................................................................................................30
8.2 “par” - “process parameTers” ........................................................................................................................................30
8.3 “2T/4T” - “Two sTages/ four sTages” ..............................................................................................................................30
8.4 “Job” - “working Jobs” ........................................................................................................................................................30
8.5 “h2o” ..................................................................................................................................................................................31
8.6 “wiz” wizard ........................................................................................................................................................................... 31
9 welding ..................................................................................................................................................................................31
9.1 mig/mag welding ..................................................................................................................................................................31
9.1.1 mig ---- synergic mig/mag welding .................................................................................................................. 31
9.1.2 mig man. TradiTional mig/mag welding .....................................................................................................31
9.1.3 mig hd. synergic mig/mag welding - high deposiT .................................................................................31
9.1.4 mig rooT synergic mig/mag welding .............................................................................................................31
9.2 mma welding .......................................................................................................................................................................... 31
9.3 Tig welding .............................................................................................................................................................................32
9.3.1 only on machines wiTh separaTe wire feeder. ......................................................................................32
9.3.2 compacT machines....................................................................................................................................................32
10 error codes ..................................................................................................................................................................................32
11 mainTenance ................................................................................................................................................................................33
11.1 mainTenance. power source .......................................................................................................................................33
11.2 Things To do afTer any repair ....................................................................................................................................33

19
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards,
summarized below, deriving from welding operations.
For more detailed information, order the manual code
3.300.758
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
·Electriccurrentfollowingthroughanycon-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
createsEMFelds aroundcables andpo-
wersources.
·Themagneticeldscreatedbyhighcurrentsmayaffect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) should consult their physician
before beginning any arc welding, cutting, gouging or
spotweldingoperations.
· Exposure to EMF elds in welding/cutting may have
otherhealtheffectswhicharenownotknown.
·Alloperatorsshouldusethefollowingproceduresinor-
dertominimizeexposuretoEMFeldsfromthewelding/
cutting circuit:
- Routetheelectrodeandworkcablestogether
- Securethemwithtapewhenpossible.
- Never coil the electrode/torch lead around your body.
- Donotplaceyourbodybetweentheelectrode/torch
leadandworkcables.Iftheelectrode/torchlead
cableisonyourrightside,theworkcableshouldalso
be on your right side.
- Connecttheworkcabletotheworkpieceascloseas
possibletotheareabeingwelded/cut.
- Donotworknexttowelding/cuttingpowersource.
EXPLOSIONS
·Donotweldinthevicinity ofcontainersunder
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
latorsusedinweldingoperationsshouldbehandledwith
care.
ELECTROMAGNETIC COMPATIBILITY.
Thismachineismanufacturedincompliancewiththein-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes in
an industrial environment. There may be potential dif-
culties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT.
Do not dispose of electrical equipment together
withnormalwaste!InobservanceofEuropeanDi-
rective 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner ofthe equipment, youshouldgetinformationon
approved collection systems from our local representati-
ve.ByapplyingthisEuropeanDirectiveyouwillimprove
theenvironmentandhumanhealth!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Driverollscaninjurengers.
C. Weldingwireanddrivepartsareatweldingvoltagedu-
ringoperation—keephandsandmetalobjectsaway.
1 Electricshockfromweldingelectrodeorwiringcankill.
1.1 Wear dry insulating gloves. Do not touch electrode
withbarehand.Donotwearwetordamagedgloves.
1.2 Protect yourself from electric shock by insulating
yourselffromworkandground.
1.3Disconnect input plug or power before working on
machine.
2 Breathingweldingfumescanbehazardoustoyour
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove fumes.
2.3 Use ventilating fan to remove fumes.
3 Weldingsparkscancauseexplosionorre.
3.1 Keepammablematerialsawayfromwelding.

20
3.2Weldingsparkscancauseres.Haveareextingui-
shernearbyandhaveawatchpersonreadytouseit.
3.3Donotweldondrumsoranyclosedcontainers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
buttonshirtcollar.Useweldinghelmetwithcorrect
shadeoflter.Wearcompletebodyprotection.
5 Become trained and read the instructions before
workingonthemachineorwelding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
The equipment is a multi-process system suitable for
MIG/MAG welding, TIG (DC) welding with scratch start
andMMAwelding(withtheexceptionofcellulosicweld-
ing),developedwithinvertertechnology.Theequipment
may be used only for the purposes described in this man-
ual. The equipment must not be used to defrost pipes.
2.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
Thismachineismanufacturedaccordingtothefollowing
international standards:
IEC 60974-1 / IEC 60974-5 / IEC 60974-10 (CL. A) / IEC
61000-3-11 / IEC 61000-3-12 (see note 2).
No. Serial number. Must be indicated on any re-
questregardingtheweldingmachine.
3
~
f
1
f
2
Three-phase static transformer-rectier
frequency converter.
MIG SuitableforMIG/MAGwelding.
MMA Suitableforweldingwithcoveredelectrodes.
TIG SuitableforTIGwelding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage.
The duty cycle expresses the percentage of
10 minutes during which the welding ma-
chine may run at a certain current without
overheating.
I2. Welding current
U2. SecondaryvoltagewithI2current
U1. Rated supply voltage.
In the “Multi Voltage” models the machine
automatically adapts to the supply voltage
of the unit it is connected to.
3~50/60HzThree-phase50or50Hzpowersupply.
I1 Max Max. absorbed current at the corresponding
I2 current and U2 voltage.
I1 eff This is the maximum value of the actual cur-
rent absorbed, considering the duty cycle.
This value usually corresponds to the capac-
ity of the fuse (delayed type) to be used as a
protection for the equipment.
IP23S Protection rating for the housing. Grade 3
as the second digit means that this machine
may be stored, but it is not suitable for use
outdoors in the rain, unless it is protected.
S
Suitable for use in high-risk environments.
NOTES:
1- The equipment has also been designed for use in envi-
ronmentswithapollutionratingof3.(SeeIEC60664).
2-ThisequipmentcomplieswithaIEC61000-3-12stan-
dard providedthat the allowed maximum impedance
Zmaxoftheunitislowerorequalto0.090(Art.308
and 316)-0.094 (Art. 306 and 315) at the interface point
betweentheuserunitandthemains.Thetterorthe
unit user are responsible for connecting the unit to a
powersupplywithamaximumallowedsystemimped-
anceZmax)lowerorequalto0.090(Art.308and316)-
0.094 (Art. 306 and 315).
3 INSTALLATION AND ASSEMBLY.
3.1 LIFTING MECHANISM (FIG. 1).
Fig. 1
3.2 ASSEMBLY
• Allpowersourcesmustbettedwithaxleandthenrear
wheels(g.2).
Fig. 2
• For machines with trolley, the pivoting system must
bemountedboth onthewirefeedertrolleysandthe
powersource;thesmallwheelsprovidedtogetherwith
thescrewsmustbemountedatthebottomofthewire
feedertrolleyaswellastheweldingtorchsupport,then
placethetrolleyinitsposition.(seegure3).
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
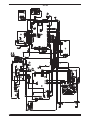 34
34
-
 35
35
-
 36
36
-
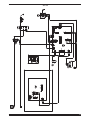 37
37
-
 38
38
-
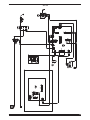 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47















































Cebora MIG 3540/T Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: Cebora MIG 3540/T User manual
Documenti correlati
-
Cebora TRI STAR MIG 1636/M Manuale utente
-
-
-
-
Cebora MIG 2060/MD Manuale utente
-
-
-
Cebora POWER TIG 1640 DC HF Manuale utente
-
-
Altri documenti
-
Air Liquide 8695-8029 Instruction For Operation And Maintenance
-
GYS TROLLEY 10m³ - XL/TM2 Scheda dati
-
Elettro C.F. COMBO HI-MIG 2010 Instructions Manual
-
Rainbow 170 HF Manuale utente
-
ESAB DTF 180 Manuale utente
-
Würth WWS 3-POWER Instruction and Maintenance Manual
-
GYS TIG 250 AC/DC TRI Manuale del proprietario
-
ESAB PROTIG 315 Programming Manual
-
 Nupi Elofit Smartflex Quick Manual
Nupi Elofit Smartflex Quick Manual
-
GYS MIG LIFT SUPPORT Scheda dati
