
IT
AH 0736
Valid for serial no. 461-xxx-xxxx0461 125 001 IT 20120521
Aristo
Retrofit I/O
Interface Robot S3 A350
Istruzioni per l'uso

- 2 -

- 3 -
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Apparecchiatura 6...........................................................
3 DATI TECNICI 6.....................................................
4 INSTALLAZIONE 6...................................................
4.1 Collocazione 7..............................................................
4.2 Istruzioni per il collegamento 7................................................
5 FUNZIONAMENTO 8.................................................
5.1 Attacchi e dispositivi di controllo 8.............................................
5.2 Descrizione del funzionamento 8..............................................
6 MANUTENZIONE 9...................................................
6.1 Controllo e pulizia 9.........................................................
6.2 Individuazione dei guasti 10...................................................
7 ORDINAZIONE DEI PEZZI DI RICAMBIO 10.............................
FUNCTION DESCRIPTION OF I/O SIGNALS 11...............................
SCHEMA 14.............................................................
NO. DI CODICE 16.......................................................
ELENCO RICAMBI 18....................................................
ACCESSORI 22..........................................................

© ESAB AB 2006
- 4 -
br04d1i
1 SICUREZZA
L'utilizzatore dell'apparecchiatura ESAB è responsabile delle misure di sicurezza per il personale
che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le
norme previste per questo tipo di apparecchiatura. Queste indicazioni sono da considerarsi un
complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l'attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all'operatore o all'impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l'uso e il funzionamento dell'apparecchiatura
S la posizione dell'arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l'attività di saldatura e taglio
2. L'operatore deve accertarsi:
S che nessun estraneo si trovi all'interno dell'area di lavoro dell'impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l'arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d'aria
4. Abbigliamento protettivo
S Usare sempre le attrezzature di protezione consigliate, come occhiali di sicurezza, abiti
ignifughi e guanti di sicurezza.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchiatura quando è
in esercizio.
AVVERTENZA!
L'apparecchiatura di Class A non è destinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica di
alimentazione a bassa tensione. A causa di disturbi sia condotti che
radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi luoghi.
AVVERTENZA!
Leggere attentamente le istruzioni prima
dell'installazione e dell'uso.
IT

© ESAB AB 2006
- 5 -
br04d1i
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
ATTENZIONE
Leggere attentamente le istruzioni prima dell'installazione e dell 'uso.
I lavori effettuati con la saldatura ad arco e la fiamma ossidrica sono pericolosi. Procedere con cau
tela. Seguire le disposizioni di sicurezza basate sui consigli del fabbricante.
CHOCK ELETTRICO - Può essere mortale
S Installare e mettere a terra la saldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione ba
gnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS - Possono essere dannosi
S Tenere il volto lontano dai fumi.
S Ventilare l'ambiente e allontanare i fumi dall'ambiente di lavoro.
IL RAGGIO LUMINOSO - Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l'ambiente circostante con paraventi o schermature adeguate.
PERICOLO D'INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal luo
go.
RUMORE - Un rumore eccessivo può comportare lesioni dell'udito
S Proteggere l'udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO - Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
Lo smaltimento delle apparecchiature elettroniche deve essere effettuato presso
la struttura di riciclaggio.
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono a fine vita operativa devono
essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad informarsi sulle stazioni di
raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
IT

© ESAB AB 2006
- 6 -
br04d1i
2 INTRODUZIONE
Aristot Retrofit I/O controlla e converte i segnali CAN bus dal generatore al robot
di saldatura ed è utilizzata con i generatori controllati mediante CAN bus quali
AristoMig 400/500 con Aristot U8 I/O.
Aristot Retrofit I/O converte i segnali analogici e digitali in comunicazione field bus
(CAN) e i segnali field bus in segnali digitali ed analogici.
2.1 Apparecchiatura
Aristot Retrofit I/O è fornita con manuale di istruzioni.
3 DATI TECNICI
Aristot Retrofit I/O - Interface S3 A350
Tensione di rete 42 V 50 - 60 Hz
Tensione di rete 2 (dal robot) 24 V DC
Fusibile 1 A
Robot con generatore esterno +/− 15V al robot
Collegamento del robot Presa di collegamento a 48 pin
Temperatura di esercizio Da -10 a +40
o
C
Peso 6,1 kg
Dimensioni (l x p x h) 365 x 351 x 110 mm
Classe di protezione IP23
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l'infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
4 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente ad
destrato.
AVVERTENZA!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti
domestici questo prodotto può provocare interferenze radio. É responsabilità dell'utente
adottare precauzioni adeguate.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso
dal punto di vista elettrico, utilizzare solo generatori adeguati a tale ambiente.
Tali generatori possono essere identificati mediante il simbolo .
IT

© ESAB AB 2006
- 7 -
br04d1i
4.1 Collocazione
Aristot Retrofit I/O è installata sopra il generatore. Togliere il tappetino di gomma
(C) posto sul generatore e quindi far scorrere la flangia della centralina di interfaccia
(A) nei profili laterali (B) del generatore, come illustrato nella figura sottostante.
IMPORTANTE! Avvitare le 3 viti poste sul frontale della centralina di interfaccia
sufficientemente a fondo nelle relative sedi da stabilire il collegamento elettrico.
Verificare che si sia stabilito il collegamento elettrico.
4.2 Istruzioni per il collegamento
AH 0738
Le descrizioni complete del generatore / gruppo trainafilo sono disponibili nei manuali di istruzioni
corrispondenti.
IT

© ESAB AB 2006
- 8 -
br04d1i
5 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attentamente prima dell'uso dell'impianto.
5.1 Attacchi e dispositivi di controllo
1 Stop (arresto), pulsante GIALLO 6 Fusibile / 1A 24 VDC dal robot
2 Inhibit weaving, pulsante GIALLO 7 Presa di collegamento a 8 pin per
apparecchiatura supplementare
(lubrificazione / pulizia).
3 Inhibit process, pulsante GIALLO 8 Attacco per il cavo di alimentazione dal
generatore (CAN bus a 12 pin)
4 Spia (BIANCA), alimentazione dal robot. 9 Attacco (negativo) per rilevamento della
tensione dell'arco (spinotto per presa a 1
pin)
5 Attacco per segnali alla/dalla pistola
saldatrice del robot (connettore spina a 48
pin)
5.2 Descrizione del funzionamento
Aristot Retrofit I/O è collegata all'armadio del robot e al generatore.
Quando la centralina di interfaccia è collegata ad AristoMig 400 o AristoMig 500
con Aristot U8 I/O con numero articolo 0456 290 991 o superiore.
La targhetta di omologazione si trova sul
retro della centralina di interfaccia.
IT

© ESAB AB 2006
- 9 -
br04d1i
AH 0736
Pulsante A – Stop (arresto)
Il pulsante arresta il robot e il processo di saldatura.
Pulsante B – Esegue il programma del robot senza pendolamento
La pressione del pulsante INHIBIT WEAVING (blocco pendolamento) impedisce il
pendolamento nel programma del robot (si accende la luce gialla). Il programma del
robot può essere eseguito con e senza pendolamento.
Pulsante C – Esegue il programma del robot senza il processo di saldatura
La pressione del pulsante INHIBIT PROCESS (blocco processo) blocca il processo
di saldatura (si accende la luce gialla). È possibile eseguire il programma e testare i
movimenti senza saldare.
6 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
AVVERTENZA!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l'acquirente tenti
di intervenire sul prodotto durante il periodo di garanzia al fine di correggere eventuali
difetti.
6.1 Controllo e pulizia
Controllare regolarmente che la centralina di interfaccia sia collegata elettricamente
al generatore e che tutti i collegamenti siano eseguiti correttamente e non siano
difettosi.
IT

© ESAB AB 2006
- 10 -
br04d1i
6.2 Individuazione dei guasti
S La spia (bianca) sul frontale è spenta? Controllare che il fusibile sia intatto.
S Assicurarsi che i cavi siano correttamente inseriti nei relativi connettori.
Le descrizioni complete del generatore, del gruppo trainafilo e del pannello di controllo sono disponibili
nei manuali di istruzioni corrispondenti.
7 ORDINAZIONE DEI PEZZI DI RICAMBIO
Aristo
R
Retrofit I/O sono disignate e collaudate secondo le norme internazionali ed eu
ropee 60974- 1 ed 60974- 10. Dopo l'effettuata assistenza oppure riparazione è di re
sponsabilità dell'agenzia di servizio di accertarsi che il prodotto non si differenzi dalle
summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l'ulti
ma pagina di questo documento.
NOTA! 8. LA DESCRIZIONE DEL FUNZIONAMENTO DEI SEGNALI I/O è solo in
inglese ed è rivolta principalmente a chi si occupa dell'integrazione e
dell'installazione della centralina di interfaccia a pagina 11.
IT

- 11 -
br04func
FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O is the interface between the welding robot and the welding
equipment. The Retrofit I/O converts the robot's I/O signals to field bus signals to the
welding equipment. The Retrofit I/O also converts the field bus signals from the
welding equipment to I/O signals to the welding robot.
Configuration of the I/O--version (U8 I/O)
With the service function 38 in the U8 I/O unit you can activate or deactivate the
different blocks of I/O's.
For more information, please read the Service manual for U8.
Input data I/O signal from control equipment (robot) to the welding
equipment
Welding start
The signal starts the welding process but before the welding process starts the quick
stop and stop signals are checked to ensure that they are not active.
Stop
The signal shuts off the robot and the welding process.
Quick stop
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop is required
but it gives a normal burnback time to prevent the wire sticking in the weld pool. The
signal also blocks the start command.
Wire inching
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit feeds wire at the set speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas flushing
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the functions gas pre-flow and gas post-flow. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.

- 12 -
br04func
Spatter cleaning
The signal controls the valve for air cleaning welding spatter.
Touch Sense Response
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited idle voltage
to see if the wire is in contact with the workpiece. On contact, the output signal
"Touch Sense Response" is activated.
Active analog
The signal is used to switch between the analog and digital remote modes.
Analogue active allows analog control of the welding parameters, voltage, arc
voltage and the wire feed speed.
NOTE! On Retrofit I/O the function is always activated.
If the welding method SuperPulse is to be used, the "analog active" signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
"analog active" is activated the robot controls arc voltage and wire feed speed using
analog signals.
With the analog active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters. The
pre-programmed welding data (schedules) is requested from the U8 I/O welding data
memory.
Welding data
With the signals memory 1, 2, 4, 8, one accesses saved welding data (schedules) in
U8 I/O.
The binary coded combinations of these signals can be used to recall the memories
1--15 in the Aristo U8 I/O memory bank.
A complete set of welding data includes all settings that can be made in U8 I/O, see
the instruction manual for U8.
Voltage reference
This signal is used by the robot for analog control of the welding voltage if analog
active is selected. It stretches from 0--10V and corresponds to welding voltage
socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V

- 13 -
br04func
Wire feed speed reference signal
The signal is used by the robot to make analog adjustments to the wire feed speed.
The internal solution is 0.1 m/min.
Input voltage
0 V: Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V: Max. value for wire feed (normally 25 m /min)
Output I/O signal from welding equipment to control equipment
Arc Acknowledge
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that there it not sufficient with only a short circuit to
meet the criteria. Normal delay from the first contact, which is acknowledged by the
welding arc (wire feed time for this that the first contact is established ) is in the
interval 2 to 20 ms. If there is a poor start to the welding arc the "Arc acknowledge" is
further delayed.
Touch Sense Response
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain "touch sense response" the "touch sense" input signal must
be activated.
Collision robot (AntiCollisionDetect)
The signal comes via the internal CAN bus from the feeding mechanism
(RoboFeed). The signal indicates that the robot's breaker has activated. The
interface activates a relay which breaks two safety loops from the robot, at which the
robot orders a quick stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine faults
The signal is low when an error has been detected in the welding equipment.

© ESAB AB 2006
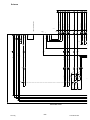
Schema
Extern Negative Arcvoltage
0V
CAN HIGH
CAN LOW
141040
142020
C1
162
5
R2
273303031
1
ST1
144404041
019
XS02
D
XS01
24VR
114211
E
0VR
222
A C B
W1 47x
Lubrication Finish
224
Lubrication Cleaning
223
Lubrication
221
2B Em.stop
245455051
2A Em.stop
246606061
3
1B Em.stop
247707071
1A Em.stop
248808081
5
021
X1
HL1
121
Inhibit Process
294909902
13
SW2
132
034
X1
HL2
Inhibit Weaving
2106101003
13
SW3
033
711113
X1
HL3
Safety Switch
024
612
123
Safety Switch
023
3
R1
Safety Switch
026
Safety Switch
025
5
A
XP01
A
X4
1 2 3 4
5 6 7 8 9 1011
B K L E F
C G
4
X5
3 5 6 7 8 9 10 11 12
4 3 1
XP03
F m G X y
Y
Z E D k j b a
Interface Box
032
- 14 -
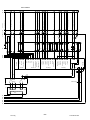
br04 diag

© ESAB AB 2006
19Vac
19Vac
42VAC
Com 0V
Com 0V
Wire 0-10V
19Vac
Voltage 0-10V
19VAC
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Robot ABB S3
Safety
Switch
025
Em.Stop From Robot
022
A1
R2
AP3
TC1
A1
R1
414
154
060
-15V Supply to Robot
2121215
700
070
+15V Supply To Robot
2131315
080
AP1
KL3062
0 V Supply to Robot
101603
090
Wire Feed Reference
102505
110
Voltage reference
103401
100
KL2134
240
314
815
Weld eq.ready-SurmAlarm to Robot Inp.6
104304
Sensor input 2Surf.stepdetect Inp.238
105205
Current Sensor Inp.7
1061001
KL1408_2
(Memory8) Outp.6
0011808
(Memory4) Outp.5
0021704
(Memory2) Outp.18
0031607
(Memory1) Outp.17
0041503
Searce SensorActive Outp.19
0081101
KL1408_1
Run Outp.11
111
3
R2
011807
Spatter Cleaning O.10
012703
Manual Wire FeederOutp.8
014502
Gas On/Off Outp.9
015405
P.Source On/Off Outp7
016301
BK5151
100
0V Supply From Robot
017200
24V Supply From Robot
218
A1
FU1
1A
018124240
Shield
1200
1124
12 1314 15
a
n h g i f e A T B J H V U W X N L
M
K c d aa
1234
5
J5
18 17 16 15 14 13 12 11 10 9 8
7
6 5 4 3 2 1
J6
2
1
J1
1 2 3 4 5 6
J2
1
2 3 4
5
6 7
8
9 10 11 12 13 14
15
16 17 18 1
J3
2
327
24V
0V
24VR
0VR
12 56374812 56374814 58327653 17
244
W BK5151/XP01
4 3 1
D1 D2 D4 D6 D5
C2
0V
C1
24V
A5
-15V
A3
0V
A2
+15V
0V 24V
6 7 8 9 10
2 4
KL9010
201
J4
6
- 15 -
br04 diag

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
No. di codice
- 16 -
br04 order
AH 0736
Ordering no. Denomination Type Notes
0461 090 881 Aristo
Ò
Retrofit I/O Interface S3 A350 For ABB
0461 125 001 Instruction manual
Aristo
Ò
Retrofit I/O Interface S3 A350

- 17 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
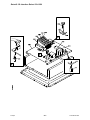
Elenco ricambi
- 18 -
br04sp1
Item Qty Ordering no. Denomination Notes
101 1 - Cover
102 1 - Gable back 48p 1x12p
103 2 0452 116 004 Relay 2VX 24VDC
104 2 0452 116 008 Socket
105 1 0368 544 002 Sleeve socket 8-pol.
106 1 0368 543 008 Panel plug 48-pol
107 1 0458 681 891 Cable D-sub compl.
108 1 0467 911 884 Capacitor
109 1 0456 686 880 Clamp
110 1 0368 543 003 Burndy plug M/C Mount 12 way
- 50 0323 945 004 Contact pins (W) Min. 50 pcs
111 1 0457 799 001 Screen plate
112 1 0457 800 001 Insulation
113 1 0366 285 001 Protection cap 12-pol
114 1 0193701 001 Fuse holder knob
115 1 - Fuse 1A Slow fuse 230V
116 1 0193 701 002 Fuse holder
117 1 - Chassi S3 A350
118 1 - Adapter plate S3 A350
119 1 - Gable front. S3 A350
1 0192 576 003 Lamp 24V White
120 1 - Sign “STOP”
121 3 - Sign bracket
122 1 - Stop buttom Baco
123 2 - Contact block 14A/230 VAC (Stop buttom)
124 2 - Push buttom switch
125 1 - Sign “Inhibit Process”
126 1 - Sign “Inhibit Weawing”
127 1 - Lamp 24 VDC Baco
128 2 - Bracket
129 2 - Contact block 14A/230 VAC
20 0194 179 327 Screw MRT Ground-cutter M5x12 - Min. 50 pcs
SPARE PARTS SET
Item Ordering no. Denomination Notes
Kit 1 0443 740 881 Stop buttom kit Includes items: 120, 121, 122 and 123
Kit 2 0443 740 880 Push buttom kit Includes items: 121, 124, 125, 126, 127, 128 and 129

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 19 -
br04sp1

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 20 -
br04sp2
Item Qty Ordering no. Denomination Notes
MOUNTING PLATE
201 1 - Mounting plate
202 1 0194 204 001 Terminal Bud coupler BK5151
203 2 0194 205 001 Terminal Digital input KL1408
204 1 0194 205 002 Terminal Digitial output KL2134
205 1 0194 205 003 Terminal Analog input KL3062
206 1 0194 205 004 Terminal Bus End KL9010
207 1 - Screw, MRT Ground-cutter M5x12
208 1 - Flat pin 6.3 x 0.8 M6
209 1 0487 427 880 Printed Circuit Board
210 1 0319 828 003 Transformer WFU
211 1 - Circuit Card holder 6.3 mm
212 1 0487 385 880 Printed Circuit Board TIG
213 2 - Quick-Act lock nut B6
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Retrofit I/O Interface Robot S3 A350 - Aristo For ABB Manuale utente
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
Documenti correlati
-
ESAB Retrofit I/O Interface Motoman – Aristo - For Motoman Manuale utente
-
ESAB Aristo® Retrofit I/O Interface Universal 255 Manuale utente
-
ESAB W82 Manuale utente
-
-
ESAB Mig 4004i Pulse WeldCloud™ Manuale utente
-
-
-
-
-