ESAB A2 TFD1 / A2 TGD1 Manuale utente
- Categoria
- Frigo-congelatori
- Tipo
- Manuale utente

Valid from Serial NO 452 XXX--XXXX0443 390 001 980730
A2 Multitrac
A2 TFD1 / A2 TGD1
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 12................................................
NORSK 21................................................
SUOMI 30................................................
ENGLISH 39..............................................
DEUTSCH 49.............................................
FRANÇAIS 59.............................................
NEDERLANDS 69.........................................
ESPAÑOL 79..............................................
ITALIANO 89..............................................
PORTUGUÊS 99..........................................
ÅËËÇÍÉÊÁ 109.............................................
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

-- 9 0 --
dha2d1ia
1 DIRETTIVA
DICHIARAZIONE DI CONFORMITA
Esab Welding Equipment AB, 695 81 Laxå Sweden, dichiara sotto la propria respon-
sabilità che la saldatrice automatica A2 TFD1 / A2 TGD1 dal numero di serie 452 è
conforme alla norma EN 60292 ai sensi dei requisiti previsti dalla direttiva
(89/392/CEE) e successive integrazioni nella direttiva.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
Laxå 97--07--14
2 SICUREZZA
L’utilizzatore di una saldatrice automatica ESAB è responsabile delle misure di sicurezza per il perso-
nale che opera con il sistema o nelle vicinanze dello stesso.
Queste indicazioni sono da considerarsi un complemento alle norme di sicurezza vigenti sul posto di
lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni e
solo da personale adeguatamente addestrato.
Una manovra erronea, causata da un intervento sbagliato, oppure l’attivazione di una sequenza di
funzioni non desiderata, può provocare anomalie che possono causare danni all’operatore o all’im-
pianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscerne:
S l’uso e il funzionamento
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro della saldatrice automatica prima
che questa venga messa in funzione,
S che nessuno si trovi sul percorso del carrello o della slitta.
3. La stazione di lavoro deve:
S essere libera da utensili, parti di macchina o altro materiale che possa ostacolare il movimen-
to dell’operatore nell’area di lavoro,
S essere organizzata in modo tale che l’arresto di emergenza sia immediatamente raggiungibi-
le.
4. Abbigliamento di sicurezza
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture o bracciali che possano impigliarsi.
5. Altro
I componenti sotto tensione sono normalmente protetti dal contatto.
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sulla saldatrice automatica
quando è in esercizio.
IT

-- 9 1 --
dha2d1ia
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall ’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Usare elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggete il v ostro udito. Utilizzate cuffie acustiche oppure altre protezioni specifiche.
S Informate colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI AL
TRI!
3 INTRODUZIONE
3.1 Generalità
LasaldatriceautomaticaA2Multitracèazionataa4ruotemotriciestudiataper
saldatura MIG/MAG ed arco sommerso di giunti di testa e d’angolo ( con corrente
continua o alternata).
E’ vietato ogni altro utilizzo.
In versione smontata (colonna e catena di sicurezza smontate), la saldatrice
automatica può essere introdotta in un foro con diametro minimo di 600 mm.
La posizione del tubo di contatto può essere regolata in orizzontale e verticale
mediante un sistema di slitte.
L’angolazione si regola ruotando l’unità di alimentazione dell’elettrodo.
IT

-- 9 2 --
dha2d1ia
3.2 Dati tecnici
A2 MULTITRAC UP MIG/MAG
Tensione di collegamento 42 V AC 42 V AC
Carico consentito 800 A DC 600 A DC
Dimensioni degli elettrodi:
acciaio
inossidabile
filoatubo
alluminio
1,6--4,0 mm
1,6--4,0 mm
1,6--4,0 mm
1,0--1,6 mm
1,0--1,6 mm
1,6--3,2 mm
1,0--2,4 mm
Velocità di alimentazione dell’elettrodo, max 9m/min 16 m/min
Momento frenante del mozzo del freno 1,5 Nm 1,5 Nm
Velocità di marcia 0,1--1,7 m/min 0,1--1,7 m/min
Raggio di curvatura per saldatura in tondo, min 1500 mm 1500 mm
Diámetro del tubo per saldatura interna di giunti, min 1100 mm 1100 mm
Peso dell’elettrodo, max 30 kg 30 kg
Volume del contenitore del fondente
(Non rifornire con fondente preriscaldato)
6l
Peso (elettrodo e fondente esclusi) 47 kg 47 kg
Pendenza laterale, max
25_ 25_
Pressione acustica continua pesata in A 68 dB 83 dB
Vedere gli schemi d’ingombro a pagina 122.
IT

-- 9 3 --
dha2d1ia
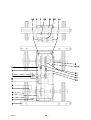
4 INSTALLAZIONE
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
1. Quadro di manovra PEG1, vedere manuale dell’operatore 443 392.
2. Collegare la saldatrice automatica come indicato negli schemi a pagina 93 e a
pagina 94.
SALDATURA AD ARCO SOMMERSO
S Collegare il cavo di manovra (2) fra la fonte d i alimentazione di saldatura (7)
ed il quadro di m anovra PEG1.
S Collegare il conduttore di ritorno (3, 4, 5) fra la fonte di alimentazione di
saldatura (7) ed il pezzo.
S Collegare il cavo ( 3, 4, 5) fra la fonte di alimentazione di saldatura (7) e la
derivazione.
S Collegare il cavo di misurazione (6) fra la fonte di alimentazione di saldatura
(7) ed il pezzo.
IT

-- 9 4 --
dha2d1ia
SALDATURA AD ARCO MIG/MAG
S Collegare il cavo di manovra (6) fra la fonte d i alimentazione di saldatura (7)
ed il quadro di m anovra PEG1.
S Collegare il conduttore di ritorno (8, 9, 10) fra la fonte di alimentazione di
saldatura (7) ed il pezzo.
S Collegare il cavo ( 8, 9, 10) fra la fonte di alimentazione di saldatura (7) e la
derivazione.
S Collegare il cavo di misurazione (11) fra la fonte di alimentazione di saldatura
(7) ed il pezzo.
S Collegare il flessibile del gas (4) fra la valvola di riduzione (5) ed il raccordo
del gas della saldatrice automatica (1).
S Collegare i flessibili dell’acqua di raffr eddamento (2) fr a il gruppo di
raffreddamento (3) e la saldatrice automatica (1).
3. Scegliere il tipo di elettrodo ed il fondente per saldatura ( gas) in modo che il
materiale di saldatura corrisponda analiticamente al materiale base. Scegliere le
dimensioni degli elettrodi ed i dati di saldatura nel rispetto dei valori
raccomandati dal fornitore del materiale ausiliario.
4. Carica dell’elettrodo di saldatura.
S Togliere il tamburo dell’elettrodo dal mozzo dei freni
(2) e staccare il montante (3).
S Collocare la bobina dell’elettrodo (1) sul tamburo ed
installare il montante (3).
S Installare il tamburo dell’elettr odo o la bobina monouso
sul mozzo dei freni (2). NOTARE la posizione del menabrida.
IMPORTANTE!
Per evitare che la bobina esca dal mozzo. Bloccare la bobi-
na con il volantino rosso, secondo il cartello (vedi figura a
destra) posizionato a ccanto al mozzo del freno.
IT

dha20001
-- 9 5 --
dha2d1ia
S Controllare che il r ullo di alimentazione (1)
e le ganasce di contatto (4) siano di
dimensioni corrette.
S Far correre l’elettrodo attraverso i due
occhielli piccoli.
S Sistemare l’estremità dell’elettrodo
nella scanalatura del rullo di alimentazione.
S Impostare la pressione dell’elettrodo sul rullo di
alimentazione agendo sulla vite di pressione (6).
NOTARE! Tendere soltanto quanto basta per
ottenere un’alimentazione sicura. Non stringere
eccessivamente la vite di pressione, in quanto
deve restare un piccolo gioco.
S Far avanzare l’elettrodo servendosi del
commutatore A 02 sul quadro PEG.
S Mentre l’elettrodo avanza, esso deve essere diretto
servendosi del volantino ( 5) sul gruppo rulli di guida
oppure con rulli di guida speciali per piccoli elettrodi
o doppi fili. Quando il dispositivo di guida è impostato
correttamente, l’elettrodo deve fuoriuscire in linea retta
dalle ganasce o dall’ugello di contatto.
5. Sostituzione del rullo di alimentazione (vedere parti soggette ad usura a pagina
123).
S Elettrodo singolo:
S Staccare il volantino (5) e la vite di pressione (6)
S Staccare il volantino manuale (2)
S Sostituire il rullo di alimentazione. I rulli sono contrassegnati con le
corrispondenti dimensioni del filo.
S Elettrodo doppio:
S Sostituire il rullo di alim entazione con scanalatura doppia allo stesso
modo indicato per l’elettrodo singolo.
S NOTARE! Sostituire anche il rullo di pressione. Il rullo di pressione
sferico speciale per doppio filo sostituisce il rullo di pressione standard
per filo singolo.
S Installare il rullo di pressione con l’apposito perno dell’albero
(art. no. 146 253--001).
S Elettrodo a tubo
S Sostituire il rullo di alimentazione ed il rullo di pressione a coppie,
rispettando le dimensioni del filo NB! Per il rullo di pressione è richiesto
un apposito perno dell’albero (art. no. 2129 011--01).
S Stringere la vite di pressione ad una coppia ragionevole, in modo da non
deformare l’elettrodo a tubo.
6. Collocare il tubo del fondente in modo che non si pieghi e si ottenga un buono
strato di fondente (saldatura ad arco sommerso).
Osservare! La lunghezza del flessibile del flusso deve essere adeguata alla
posizionatura della testa saldante.
IT

-- 9 6 --
dha2d1ia
7. Controllare che la distanza fra le ruote del carrello ed il giunto di saldatura non
sia inferiore a 50 mm durante la saldatura.
8. Rifornimento di fondente per saldatura (saldatura ad arco sommerso UP).
S Chiudere la valvola del fondente sull’apposito contenitore.
S Staccare l’eventuale ciclone dell’aspiratore del fondente. Effettuar e il
rifornimento di fondente per saldatura NB! Il fondente per saldatura deve
essere asciutto. Se possibile, evitare l’utilizzo di fondenti per saldatura
agglomeranti all’aperto o in ambienti um idi.
S Regolare l’altezza dal giunto dell’ugello del fondente, in modo da ottenere
una corretta quantità d i fondente. Lo strato di fondente deve essere
sufficientemente elevato da impedire la penetrazione del raggio luminoso.
9. Lo spostamento del carrello risulta più semplice se vengono svincolate le ruote.
L’operazione si effettua girando il volantino ( vedere schemi d’ingombro a
pagina 122) in senso antiorario.
5USO
Norme generali di sicurezza per utilizzare qu esto impianto sono d escritte a pa-
gina 90, leggerle attentamente prima dell’uso d ell’impianto.
1. Per una buona saldatura è indispensabile l’accurata preparazione del giunto.
OSSERVARE! La larghezza del giunto deve essere uniforme.
2. Per evitare il rischio di cricche da calore la larghezza della saldatura deve essere
maggiore della profondità di penetrazione.
3. Eseguire sempre una saldatura di prova su un pezzo di uguale spessore e con
lo stesso tipo di giunto del pezzo in lavorazione.
OSSERVARE! Non provare la saldatura MAI direttamente sul pezzo in
lavorazione.
Istruzioni per la centralina di comando PEG1
Vedere le istruzioni per l’uso PEG1 art no. 443 392.
IT

aza5dp08
-- 9 7 --
dha2d1ia
6 MANUTENZIONE
1. Quadro di manovra PEG 1, vedere manuale dell’operatore 443 392.
2. Conversione da arco sommerso a MIG/MAG, vedere kit conversione
413 526--880.
3. Ogni giorno
S Tenere pulite da polvere e fondente per saldatura le parti in movimento della
saldatrice automatica.
S Controllare che l’ugello di contatto e tutti i cavi elettrici siano collegati.
S Controllare che tutti i raccordi a vite siano strinti, accertandosi inoltre che i
rulli di trazione e la guida non siano usurati o danneggiati.
4. Ad intervalli regolari
S Controllare la guida dell’elettrodo nell’unità di alimentazione dell’elettrodo, i
rulli di trazione e l’ugello di contatto.
Sostituire i componenti usurati o danneggiati.
(Vedere parti soggette ad usura a pagina 123)
S Controllare le slitte e lubrificarle all’occorrenza.
S Lubrificare la catena
5. Tensione della catena del carrello dall’asse anteriore all’asse posteriore
S Togliere le ruote del carrello e le rondelle. Staccare le viti dei cuscinetti a
flangia Y.
S Tendere la cinghia spostando l’asse posteriore del carrello in linea parallela
rispetto all’asse anteriore.
S Rimontare le pa rti nell’ordine inverso.
6. Tensione della catena del carrello dall’asse anteriore al motore principale con
cambio.
S Tendere la cinghia spostando il motore principale con cambio.
7. Controllare il momento frenante del mozzo del freno. Esso non deve risultare
talment e basso da permettere che il tamburo dell’elettrodo co ntinui a ruotare
all’arresto dell’alimentazione dell’elettrodo, ma nemmeno tanto elevato da far
scivolare i rulli di alimentazione. Il valore guida del momento frenante per un
tamburo dell’elettrodo di 30 kg è pari a 1,5 Nm.
S Regolazione del momento frenante:
S Portare il pulsante di bloccaggio
(006) nella posizione di blocco
S Inserire un cacciavite nelle
molle del mozzo.
Ruotando la molla (002) in
senso orario si riduce il momento
frenante.
Ruotandola in senso antiorario si aumenta il momento frenante.
NB! Ruotare le molle in misura uguale.
IT

-- 9 8 --
dha2d1ia
7 RICERCA GUASTI
Attrezzatura
S M anuale dell’operatore quadro di comando PEG1,
n_ ord. 443 392.
Controllare
S che la fonte di alim entazione di saldatura sia commutata alla
tensione di rete corretta
S che tutte le 3 fasi siano conduttrici (la sequenza delle fasi non
ha importanza)
S che i cavi di saldatura ed i relativi collegamenti non presentino
danni
S che i comandi siano nella posizione desiderata
S che la tensione di rete sia disinserita prima di iniziare eventuali
riparazioni
POSSIBILI GUASTI
1. Sintomo Il valore di ampere e volt evidenzia notevoli variazioni sul
display numerico.
Causa 1.1 Le ganasce e l’ugello di contatto sono usurati o di dimensioni
non corrette.
Pro vvedimento Sostituire le ganasce o l’ugello di contatto.
Causa 1.2 La pressione sui r ulli di alimentazione è insufficiente.
Pro vvedimento Aumentare la pressione sui rulli di alimentazione.
2. Sintomo L’alimentazione degli elettrodi è irregolare.
Causa 2.1 La pressione sui rulli di alimentazione non è impostata
correttamente.
Pro vvedimento Modificare la pressione sui r ulli di alimentazione.
Causa 2.2 I rulli di alimentazione non sono di dimensioni corrette.
Pro vvedimento Sostituire i rulli di alim entazione.
Causa 2.3 Le scanalature dei rulli di alimentazione sono usurate.
Pro vvedimento Sostituire i rulli di alim entazione.
3. Sintomo I cavi d i saldatura si su rriscald an o .
Causa 3.1 I contatti elettrici sono difettosi.
Pro vvedimento Pulir e e stringere tutti i contatti elettrici.
Causa 3.2 I cavi di saldatura sono di dimensioni insufficienti.
Pro vvedimento Aumentare le dimensioni dei cavi o utilizzare cavi paralleli.
IT
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

-- 129 --
dha2r11a
Item
no.
CNotesDenominationOrderingno.Qty
57 1 153 872--880 Wire reel
58 1 146 967--880 Brake hub
59 1 413 532--001 Attachment
60 1 192 238--489 Screw M10x16
61 1 413 597--001 Fuse chain
62 1 413 671--001 Chain attachment
66 1 416 984--880 Guide pin, compl.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

-- 143 --
dha2r11a
Item
no.
Qty Orderingno. Denomination Notes C
413 518--880 Slide
01 1 413 519--001 Slide profile
02 1 413 524--001 Bearing bushing
03 1 413 521--001 Flunner
04 1 145 862--001 Nut
05 1 413 522--001 lead screw
06 1 190 452--165 Washer
07 1 334 537--002 Crank
08 1 2111 029--38 Boll pin D3x20
09 2 413 523--001 Axis
10 4 193 104--003 Rivet washer
11 4 192 238--325 Screw M5x10
12 1 2151 000--13 Washer
13 4 192 238--368 Screw M6x16
17 4 190 240--107 Bearing
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

-- 149 --
dha2r11a
Item
no.
Qty Orderingno. Denomination Notes C
333 1 11--884 Solenoid valve
02 1 157 259--002 Contact
07 1 2626 134--01 Cable L = 3000
08 1 5385 01 1--02 Pin plug 2--pol
12 1 193 054--002 Solenoid valve

-- 150 --
dha2r11a
Item
no.
Qty Orderingno. Denomination Notes C
146 967--880 Brake hub
01 1 146 968--880 Hub
02 2 146 969--001 Compression spring
03 1 146 970--001 Brake disc
04 1 Screw M16x140
06 1 147 315--001 Catch
08 1 156 617--001 Brake washer
09 1 Nut M16
La pagina si sta caricando...

-- 152 --
dha2r11a
Item
no.
Qty Orderingno. Denomination Notes C
153 143--882 Guide lamp compl. Optional equipment (A2 Multitrac)
D20
1 1 153 142--880 Guide lamp
5 2 2111 029--34 Roll pin
6 1 153 401--001 Bushing
7 1 Screw M6x50
8 1 Washer 12/6.4x1.5
10 1 153 141--003 Holder
11 1 153 141--004 Holder
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154


























































































































































ESAB A2 TFD1 / A2 TGD1 Manuale utente
- Categoria
- Frigo-congelatori
- Tipo
- Manuale utente
in altre lingue
- English: ESAB A2 TFD1 / A2 TGD1 User manual
- français: ESAB A2 TFD1 / A2 TGD1 Manuel utilisateur
- español: ESAB A2 TFD1 / A2 TGD1 Manual de usuario
- Deutsch: ESAB A2 TFD1 / A2 TGD1 Benutzerhandbuch
- Nederlands: ESAB A2 TFD1 / A2 TGD1 Handleiding
- português: ESAB A2 TFD1 / A2 TGD1 Manual do usuário
- dansk: ESAB A2 TFD1 / A2 TGD1 Brugermanual
- svenska: ESAB A2 TFD1 / A2 TGD1 Användarmanual
- suomi: ESAB A2 TFD1 / A2 TGD1 Ohjekirja
Documenti correlati
-
ESAB A6 SFF1C Compact 500 Manuale utente
-
-
-
ESAB A6 Automatic welding machines A6 TF/ A6 TF Manuale utente
-
-
ESAB A6 Automatic welding machines Manuale utente
-
-
-
ESAB A2 Automatic welding machines Manuale utente
-
