ESAB Powercut 875 Plasma Arc Cutting Package Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...

Questo manuale contiene le istruzioni di installazione e d’uso per i kit per taglio Powercut 875 elencati di seguito,
a partire dal n. di serie (PxxJ434xxx).
Powercut 875
Kit per taglio con arco al plasma
Manuale di istruzioni (IT)
0558004972
P/N 0558004942 - Kit 230 V, CE 7.6m (25')
P/N 0558004940 - Kit 400 V, CE 7.6m (25')
P/N 0558005167 - Kit 230 V, CE 15.2m (50')
P/N 0558005168 - Kit 400 V, CE 15.2m (50')
P/N 0558007823 - Kit 400 V, 7.6m (25')

186
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a ma-
nutenzione insuciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere eettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
ATTENZIONE
RESPONSABILITÀ DELL’UTENTE
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

187
SEZIONE TITOLO PAGINA
PARAGRAFO
SEZIONE 1 SICUREZZA .............................................................................................................................................. 189
SEZIONE 2 DESCRIZIONE .............................................................................................................. 191
2.1 Informazioni generali ............................................................................................................................ 191
2.2 Campo di applicazione ......................................................................................................................... 191
2.3 Kit disponibili ........................................................................................................................................... 191
2.4 Speciche .................................................................................................................................................. 192
2.5 Accessori opzionali................................................................................................................................. 194
SEZIONE 3 INSTALLAZIONE ......................................................................................................... 195
3.1 Informazioni generali ............................................................................................................................ 195
3.2 Attrezzatura richiesta ............................................................................................................................ 195
3.3 Posizione .................................................................................................................................................... 195
3.4 Ispezione .................................................................................................................................................... 195
3.5 Collegamenti dell’entrata elettrica primaria ................................................................................. 195
3.6 Collegamenti (uscita) secondari ........................................................................................................ 196
SEZIONE 4 FUNZIONAMENTO...................................................................................................... 199
4.1 Funzionamento ....................................................................................................................................... 199
4.2 Comandi del Powercut 875 ................................................................................................................ 199
4.3 Il taglio con il PT-32EH .......................................................................................................................... 200
4.4 Problemi di taglio comuni ................................................................................................................... 203
INDICE
La pagina sta caricando ...

189
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
1.0 Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che
chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza
devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma.
Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento
dell’attrezzatura per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare
situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso.
1. Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in
funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere
intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere eettuato sono da parte di tecnici qualicati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non eettuare lavori di lubricazione e manutenzione.
Il dispositivo di classe A (400 V CE) non è destinato all’uso
in ubicazioni residenziali in cui la corrente elettrica è fornita
dalla rete pubblica a bassa tensione. È possibile che sia dicile
accertare la compatibilità elettromagnetica del dispositivo
di classe A in tali ubicazioni, a causa di disturbi condotti
e irradiati.
AVVERTENZA!
-- 4 --
EMCea
WARNING
Read and understand the instruction manual before installing or operating.
Arc welding and cutting can be injurious to yourself and others. Take precausions when welding.
Ask for your employer’s safety practices which should be based on manufacturers’ hazard data.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING!
Read and understand the instruction manual before installing
or operating.
CAUTION!
Class A equipment is not intended for use in residential locations where
the electrical power is provided by the public low--voltage supply
system. There may be potential difficulties in ensuring electromagnic
compatibility of class A equipment in those locations, due to conducted
as well as radiated disturbances.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human
health!
GB
-- 4 --
EMCea
WARNING
Read and understand the instruction manual before installing or operating.
Arc welding and cutting can be injurious to yourself and others. Take precausions when welding.
Ask for your employer’s safety practices which should be based on manufacturers’ hazard data.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
WARNING!
Read and understand the instruction manual before installing
or operating.
CAUTION!
Class A equipment is not intended for use in residential locations where
the electrical power is provided by the public low--voltage supply
system. There may be potential difficulties in ensuring electromagnic
compatibility of class A equipment in those locations, due to conducted
as well as radiated disturbances.
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and returned to an
environmentally compatible recycling facility. As the owner of the equipment, you should
get information on approved collection systems from our local representative.
By applying this European Directive you will improve the environment and human
health!
GB

190
SEZIONE 1 INDICAZIONI PER LA SICUREZZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI
SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE
SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI
DAL PRODUTTORE.
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria
zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con
ltro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali inammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cue antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVERTENZA

191
SEZIONE 2 DESCRIZIONE
2.1 INFORMAZIONI GENERALI
Il Powercut è un sistema di taglio al plasma compatto, completamente autonomo.
Il sistema viene fornito completamente assemblato e pronto a eseguire le oper-
azioni di taglio; è suciente collegarlo alla fonte di alimentazione e a una fonte
di erogazione di aria compressa; 6,2-10,3 bar (90-150 psi). Con il kit Powercut 875
si utilizza la torcia heavy duty PT-32EH per erogare la potenza di taglio necessaria
a tagliare materiali con spessore no a 31,8 mm (1-1/4 pollici). Per le descrizioni
dei kit Powercut 875 disponibili e le speciche delle prestazioni, fare riferimento
ai seguenti paragra.
2.2 CAMPO DI APPLICAZIONE
Il presente manuale intende fornire all’operatore tutte le informazioni necessarie
all’installazione e al funzionamento del kit per taglio con arco al plasma Power-
cut 875. Il materiale di riferimento tecnico è fornito anche come supporto per
l’individuazione e la risoluzione dei problemi del kit per taglio.
2.3 KIT DISPONIBILI
2.3.1 Kit per taglio manuale
I kit Powercut 875 elencati a partire dalla copertina includono i seguenti com-
ponenti:
Torcia PT-32EH, testa da 75
o
, 7,6 m (25') .............................0558003548
Torcia PT-32EH, testa da 75
o
, 15,2 m (50') .........................0558003549
Schermo termico lungo (LHS) PT-32EH 230V/400V
Kit di ricambio - solo per le unità CE ..................0558004949
Nota:
Le torce e i gruppi torcia sono forniti senza elettrodi, ugelli, schermi termici
o spilli valvola. Ordinare le singole parti soggette a usura indicate nel kit
delle parti di ricambio.
Secondo la scelta di alimentazione in entrata, ogni kit include la seguente
idonea fonte di alimentazione/consolle Powercut 875:
230V, 50Hz, 3 fasi CE .........................................................P/N 0558004941
400V, 50Hz, 3 fasi CE .........................................................P/N 0558004939
Kit per taglio manuale Powercut 875:
Kit 230V, 50Hz, 3 fasi CE, 7,6 m (25')............................P/N 0558004942
Kit 400V, 50Hz, 3 fasi CE, 7,6 m (25')............................P/N 0558004940
Kit 230V, 50Hz, 3 fasi CE, 15,2 m (50') .........................P/N 0558005167
Kit 400V, 50Hz, 3 fasi CE, 15,2 m (50') .........................P/N 0558005168
Kit 400V, 50Hz, 3 fasi, 7,6 m (25') .................................. P/N 0558007823
Con questa consolle usare esclu-
sivamente la torcia ESAB PT-32EH
PLASMARC. L’uso di torce non proget-
tate per essere utilizzate con questa
consolle possono creare un RISCHIO
DI SCOSSA ELETTRICA.
AVVERTENZA

192
Ingresso primario nominale 230 Vca, 50/60 Hz, trifase 24 A/fase
a
7,2 kW tensione massima di uscita 400 Vca, 50/60 Hz, trifase 13 A/fase
60 A a 120 Vcc
Fattore di alimentazione a uscita 60 amp. 74% (208/230 V, monofase)
90% (208/230 V, trifase)
92% (400 V & 460 V, trifase)
Ecienza a uscita 60 ampere 90% tipica
Capacità corrente PT-32EH 90 A DCSP
Requisiti dell'aria PT-32EH 320 piede cubico/ora a 75 psig
(151 l/min a 5,2 bar)
Dimensioni Lunghezza 30,3” (770 mm)
Altezza 16,5” (419 mm)
Larghezza
senza vano opzionale 12,5” (318 mm)
senza vano opzionale
per conservaz. torcia 15,5” (394 mm)
Peso del sistema Powercut 875 87 lb (39.5 kg)
Peso di trasporto 112 lb (51 kg)
SEZIONE 2 DESCRIZIONE
2.4 SPECIFICHE
Tabella 2-1. Speciche Powercut 875
*Il fattore di servizio si basa su un periodo di 10 minuti; quindi un fattore di servizio dell’80 percento indica che la fonte di alimentazione
può funzionare per 6 minuti con un periodo di rareddamento di 4 minuti e un fattore di servizio del 100 percento indica che la fonte di
alimentazione può funzionare in maniera continua.
Uscita
nominale Fattore di servizio 60%* 60 A a 100 V cc
Fattore di servizio 100%* 50 A a 104 V cc
Intervallo corrente in uscita da 20 a 60 Ampere
Tensione circuito aperto 275 V cc
Alimentazione di rete 400 V CE
S
sc min
2.6MVA
Z
max
0.061Ω
Alimentazione di rete 400 V CE, S
sc min
Potenza minima corto circuito sulla rete in conformità a IEC61000-3-12.
Alimentazione di rete 400 V CE, Z
max
Linea massima consentita sull’impedenza di rete in conformità a IEC61000-3-11.

193
SEZIONE 2 DESCRIZIONE
Tabella 2-2. Speciche della torcia PT-32EH
1.16"
(27 mm)
75°
3.031"
(77 mm)
Figura 2-1. Dimensioni PT-32EH
Capacità corrente (servizio 100%)
Lunghezza linee
Peso
7,6m (25')
15,2m (50')
90 A DCSP
7,6 m (25') o 15,2 m (50')
5,2 lb (2,4kg)
9,6 lb (4,4kg)
VELOCITÀ DI TAGLIO PT-32EH
ARIA a 4,8 Bar (70 PSI) e CORRENTE DI USCITA 40AMP
Spessore Velocità di taglio
Materiale mm (in.) mm/min. (in./min.)
Acciaio al carbonio 1,6 mm (1/16") 5080 mm (200")
3,2 mm (1/8") 2489 mm (98")
6,4 mm (1/4") 914 mm (36")
9,5 mm (3/8") 457 mm (18")
12,7 mm (1/2") 279 mm (11")
Acciao inox 1,6 mm (1/16") 3505 mm (138")
3,2 mm (1/8") 1473 mm (58")
6,4 mm (1/4") 457 mm (18")
9,5 mm (3/8") 254 mm (10")
12,7 mm (1/2") 152 mm (6")
Alluminio 1,6 mm (1/16") 5080 mm (200")
3,2 mm (1/8") 2794 mm (110")
6,4 mm (1/4") 1219 mm (48")
9,5 mm (3/8") 432 mm (17")
12,7 mm (1/2") 356 mm (14")
Figura 2-2. Prestazioni di taglio del PT-32EH / Powercut 875
VELOCITÀ DI TAGLIO PT-32EH -- Acciaio al carbonio
3048 mm (120")
2540 mm (100")
2032 mm (80")
1524 mm (60")
1016 mm (40")
508 mm (20")
0
Velocità taglio
Spessore materiale
6,4 mm
(0,25")
12,7 mm
(0,50")
19,1 mm
(0,75")
25,4 mm
(1,00")
31,8 mm
(1,25")
Le velocità indicate producono
troncature di eccellente qualità
Le velocità massime sono
maggiori di circa il 20%.

194
SEZIONE 2 DESCRIZIONE
Figura 2-3. Stando/uscita di potenza
IMPORTANTE!!!
Mantenere una corretta
distanza di stand-o
da 4,8 mm a 6,4 mm
(3/16" to 1/4")
L'uscita di potenza aumenta con la distanza di stand-o!
2.5 ACCESSORI OPZIONALI
1. Kit copertura torcia/supporto parti di ricambio, P/N 0558003013
Le unità si possono montare su un qualunque lato della macchina usando le due posizioni superiori di ssaggio delle
impugnature del cappuccio all’estremità.
2. Carrello con ruote, P/N 0558003014
Questo carrello alto 98,4 mm (3-7/8”) è dotato di resistenti ruote orientabili anteriori e posteriori che facilitano la rotazione
del Powercut 875 intorno al sito di lavoro.
Tabella 2-3. Kit delle parti di ricambio PT-32EH CE Kit, P/N
0558004949, Contenuto
Descrizione P/N Quantità
Ugello da 50-70 Amp 0558002618 4
Ugello da trasc. 40A 0558002908 1
Elettrodo 0558001969 3
Schermo termico lungo 0558003110 2
Spillo valvola 0558001959 1
Protezione termica per trascinamento (per lavoro continuativo) 0558004206 1
Chiave 0558000808 (19129) 1

195
SEZIONE 3 INSTALLAZIONE
3.1 GENERALE
Una corretta installazione è fondamentale per garantire un funziona-
mento soddisfacente e senza difetti del kit da taglio Powercut 875. Vi invitiamo
a studiare con attenzione e a seguire attentamente ogni singolo passaggio
descritto in questa sezione.
3.2 ATTREZZATURA RICHIESTA
Per l’operazione di taglio è necessaria una fonte di aria pulita, secca, in grado di
erogare 170 l/m a 5,2 bar (360 piede cubico/ora a 75 psig). L’aria erogata non
deve superare i 10,3 bar (150 psig) (la pressione di entrata massima tollerata dal
regolatore del ltro aria in dotazione con il kit). Per collegare il tubo dell’aria
al regolatore, si consiglia un raccordo a gomito femmina da 6,4 mm (1/4”) NPT
x maschio da 6,4 mm (1/4”) NPT di ottone da 45°. Questo raccordo a gomito
fornirà un gioco maggiore intorno all’impugnatura.
3.3 POSIZIONE
Per garantire un corretto rareddamento del Powercut 875 è necessaria una
ventilazione adeguata. La presenza di sporco, polvere o calore eccessivo
nell’impianto deve essere ridotta al minimo. Accertarsi che vi siano almeno
30 cm di distanza tra il generatore di tensione del Powercut 875 e la parete o
qualsiasi altro ostacolo che possa impedire la circolazione dell’aria attraverso
il generatore stesso.
3.4 ISPEZIONE
A. Rimuovere il contenitore utilizzato per il trasporto e tutto il materiale
d’imballaggio, quindi accertarsi dell’assenza di eventuali danni nascosti
che potrebbero non essere stati visibili al ricevimento del Powercut 875.
Informare immediatamente il trasportatore della presenza di eventuali
difetti o danni.
B. Accertarsi dell’assenza di parti sciolte nel contenitore prima di smaltire
tutto il materiale d’imballaggio.
C. Controllare i pannelli di ventilazione ed eventuali altre aperture, per ac-
certarsi dell’assenza di eventuali ostruzioni.
3.5 COLLEGAMENTI DELL’ENTRATA ELETTRICA
PRIMARIA FIGURA 31
Le consolle Powercut 875 sono dotate di un cavo elettrico d’ingresso a 4
conduttori da 3,0 m (10’), per il collegamento a 3 fasi. Se si desidera un col-
legamento monofase, fermare con nastro isolante il lo rosso sul cavo elettrico
in entrata.
L’installazione o la collocazione di qualsiasi
dispositivo di ltraggio riduce il volume di aria
in entrata e comporta un surriscaldamento dei
componenti interni del generatore di tensione.
L’utilizzo di qualsiasi dispositivo di ltraggio
invalida la garanzia.
LE SCOSSE ELETTRICHE POSSONO ESSERE MOR-
TALI. Adottare le precauzioni necessarie per
garantire la massima protezione dalle scosse
elettriche. Accertarsi dell’assenza di tensione
aprendo il sezionatore di linea (a parete) e stac-
cando il cavo di alimentazione dall’unità nel
caso i collegamenti siano interni al generatore
di tensione.
Accertarsi che il generatore di tensione sia stato
congurato correttamente per l’alimentazione
prevista. NON collegare un generatore di ten-
sione congurato per 230V a 400V a una fonte di
alimentazione da 400. La macchina può venire
danneggiata.
ATTENZIONE
ATTENZIONE
AVVERTENZA

196
SEZIONE 3 INSTALLAZIONE
Tabella 3-1. Dimensioni consigliate per
conduttori in entrata e fusibili di linea
Requisiti di ingresso Ingr. e cond. Dim.
Volt Fase Amp di terra fusibile
CU/AWG Amp
230 3 24A/f 6 50
400 3 13A/f 10 25
Sul pannello di alimentazione principale deve essere previsto un sezionatore
di linea (a parete) dotato di fusibili o interruttori automatici (vedere la Fig.
3-1 e la Tabella 3-1 per le dimensioni dei fusibili). Il cavo della corrente
di alimentazione può essere collegato direttamente al sezionatore di
linea oppure è possibile acquistare presso il proprio elettricista una spina
ed una presa adatte. Se si dovesse utilizzare la combinazione spina/
presa, vedere la tabella 3-1 per i tipi di conduttori in entrata consigliati
per collegare la presa al sezionatore di linea.
Il telaio deve essere collegato a una messa a
terra elettrica approvata. La mancata esecuzione
di questo accorgimento può comportare scosse
elettriche, gravi ustioni e avere persino con-
seguenze letali.
Prima di eseguire qualsiasi collegamento ai
morsetti di uscita del generatore di tensione,
accertarsi che tutta l’alimentazione sia stata
interrotta (disattivata) in corrispondenza del
sezionatore di tensione principale e che il cavo
di alimentazione in entrata non sia collegato.
3.6 COLLEGAMENTI USCITA SECONDARI FARE
RIFERIMENTO ALLA FIGURA 31
1. Per garantire l’incolumità dell’operatore, i collegamenti della torcia
sono collocati sulla piastra porta morsetti di uscita dietro la sezione
inferiore del pannello anteriore. Rimuovere il coperchio di accesso
al vano terminale di uscita dal pannello anteriore inferiore del
generatore di tensione.
2. Inserire il cavo di alimentazione, il cavo dell’arco pilota e i li
dell’interruttore del PT-32EH attraverso la boccola aperta del co-
perchio. Collegare il cavo di alimentazione al raccordo della torcia
(lettature sinistrorse), avvitare il collegamento ad anello del cavo
dell’arco pilota al morsetto di rame e collegare il lo dell’interruttore
alla presa dell’interruttore torcia sul morsetto di uscita. Serrare i
collegamenti del cavo di alimentazione e dell’arco pilota con una
chiave. Accertarsi che il lo dell’interruttore sia saldamente inserito
al suo posto.
3. Montare nuovamente il coperchio di accesso al generatore.
4. Collegare la fonte di erogazione aria al collegamento in entrata del
regolatore del ltro.
5. Bloccare il cavo di lavorazione sul pezzo. Accertarsi che il pezzo sia
collegato ad una messa a terra approvata con un cavo di messa a
terra delle dimensioni corrette.
AVVERTENZA
AVVERTENZA
ATTENZIONE!!!
Requisiti di rete 400 V CE:
A causa della corrente primaria assorbita dalla rete, i dispositivi ad elevata potenza potrebbero incidere
sulla qualità di potenza della griglia. Di conseguenza, ad alcuni dispositivi possono applicarsi le limitazioni
o i requisiti di collegamento relativi all’impedenza di rete massima consentita o alla capacità minima di
corrente prescritta al punto di interfaccia della griglia pubblica (vedere i dati tecnici). In questo caso,
spetta all’installatore o all’utilizzatore del dispositivo accertare se il dispositivo può essere collegato,
eventualmente consultando l’operatore della rete di distribuzione.

197
SEZIONE 3 INSTALLAZIONE
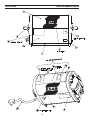
Figura 3-1. Schema di interconnessione Powercut 875
PEZZO DA LAVORARE
MASSA
PT-32EH
Lasciare uno spazio di almeno 10 piedi (3 m)
tra il pezzo in lavorazione ed il generatore di tensione
ACCESSO PER COLLEGAMENTI DI INTERFACCIA CNC.
(Vedere dettaglio “A”)
COPERCHIO DI ACCESSO PER
COLLEGAMENTO TORCIA
EROGAZIONE ARIA preltrata
(fornita dal cliente) da 6,2 a 10,3
bar (da 90 a 150 psig max)
SEZIONATORE DELLA LINEA DOTATA DI FUSI-
BILE LATO CLIENTE
(Vedere la tabella 2.1 e l’AVVERTENZA in
merito alla messa a terra del telaio nella
sezione 3.5.)
CAVO ALIMENTAZIONE IN ENTRATA
(vedere tabella 3.1)
Usare un raccordo a gomito femmina da 6,4 mm (1/4”) NPTT
x un raccordo maschio da 6,4 mm (1/4”) NPT di ottone 45 per
un gioco maggiore intorno all’impugnatura.
La pagina sta caricando ...

199
SEZIONE 4 FUNZIONAMENTO
4.1 FUNZIONAMENTO
4.2 COMANDI DEL Powercut 875 (FIGURA 4-1)
A. Interruttore (sul pannello posteriore). In posizione ON, la spia bianca si
illumina per indicare che il circuito di controllo è eccitato e che la ventola
di rareddamento è in funzione.
B. Controllo della corrente in uscita. Regolabile da 20 a 60 ampere.
C. Interruttore test aria/regolatore aria In posizione Test, il regolatore
del ltro dell’aria può essere impostato sulla pressione desiderata di
4,5 - 5,2 bar (65 -75 psig) prima di procedere con le operazioni di taglio.
Attendere che l’aria uisca per alcuni minuti per eliminare eventuali
tracce di condensa accumulata durante il periodo di inattività. Accertarsi
di portare l’unità in posizione OPERATE prima di iniziare le operazioni di
taglio.
D. Interruttore blocco trigger. Quando è posizionato su BLOCCO, è possibile
rilasciare il pulsante dell’interruttore dopo aver iniziato l’arco di taglio.
Per terminare l’arco alla ne del taglio, premere e rilasciare nuovamente
il pulsante dell’interruttore della torcia o allontanare la torcia dal pezzo
da lavorare. Quando è posto su SBLOCCO, l’interruttore della torcia deve
essere mantenuto premuto dall’operatore durante l’intera operazione di
taglio e quindi rilasciato al termine del taglio.
E. Spia anomalia. Una luce gialla si accende in presenza delle seguenti
condizioni e tutte le operazioni si bloccano.
Anomalia usso: la spia anomalia rimane accesa ma lampeggia per circa
1 decimo di secondo ogni secondo. Ciò indica che l’erogazione del usso
dell’aria è bassa o non ha pressione di ritorno.
Eccesso temperatura: La spia anomalia rimane spenta ma lampeggia
per circa 1 decimo di secondo ogni secondo. Questo sta ad indicare il su-
peramento del fattore di servizio. Attendere che il generatore di tensione
si rareddi prima di ricominciare ad operare.
Tensione di linea alta/bassa: La spia anomalia lampeggia rapidamente
(cinque volte al secondo). Questo indica che la tensione in entrata è al di
fuori dell’intervallo “+ o -” 15% del valore di entrata.
Sovracorrente: La spia anomalia rimane accesa continuamente. Questo
sta a indicare il superamento della corrente in entrata.
Tutti i segnali di anomalia rimangono attivi per almeno 10 secondi. Se
l’anomalia si ripristina, tutti i segnali si azzerano automaticamente,
ad eccezione del segnale di eccesso corrente. Per cancellare il segnale
di sovracorrente, l’erogazione di energia deve essere disattivata per
5 secondi e quindi riattivata.
F. Misuratore pressione dell’aria: La pressione dell’aria raccomandata
deve essere impostata su 4,8 bar (70 psi).
LE SCOSSE ELETTRICHE possono essere mortali.
• NONmettereinfunzionel’unitàsenzailcoper-
chio.
• NON alimentare la corrente all’unità mentre
questa viene tenuta in mano oppure traspor-
tata.
• NON toccare nessuno dei componenti sulla
parte anteriore dell’impugnatura della torcia
(ugello, schermo termico, elettrodo, ecc.) con
l’interruttore acceso.
I RAGGI DELL’ARCO possono bruciare gli occhi e la
pelle;
il RUMORE può danneggiare l’udito.
• Indossarel’elmettodisaldaturaconlentidigradazi-
one 6 o 7.
• Indossare unaprotezioneper la vista,l’uditoeil
corpo.
Posizionare il Powercut 875 ad almeno 3 metri
dall’area di taglio. Le scintille e le scorie incandes-
centi prodotte dall’operazione di taglio possono
danneggiare l’unità.
AVVERTENZA
AVVERTENZA
ATTENZIONE

200
SEZIONE 4 FUNZIONAMENTO
Figura 4-1. Comandi del Powercut 875
VISTA POSTERIORE
MANOPOLA CONTROLLO
REGOLATORE ARIA
SPIA ANOMALIA
(GIALLA)
SPIA ALIMENTAZIONE
(BIANCA)
MISURATORE
PRESSIONE
DELL'ARIA
INTERRUTTORE
TEST ARIA
INTERRUTTORE
BLOCCO TRIGGER
MANOPOLA
DI CONTROLLO
CORRENTE
INTERRUTTORE DI
ALIMENTAZIONE (I-O)
FUSIBILE (3A)
4.3 IL TAGLIO CON IL PT32EH
Usare le seguenti procedure per tagliare con la torcia PT-32EH (Figura 4-4).
A. Mantenere l’ugello della torcia a circa 3,2 mm-4,8 mm (1/8”-3/16”) dal lavoro e inclinare di circa 15 - 30°. Ciò riduce la
possibilità di ingresso di spruzzi nell’ugello. Se si usa l’utensile stand-o del PT-32EH (P/N 0558002393), la dierenza
tra l’elettrodo e il pezzo da lavorare è di circa 4,8 mm (3/16”).
B. Premere l’interruttore della torcia. L’aria deve rifluire dall’ugello della torcia.
C. Due secondi dopo la pressione dell’interruttore della torcia, l’arco pilota deve partire. L’arco principale deve seguire immediata-
mente, consentendo l’inizio del taglio (se si usa la modalità di BLOCCO trigger, l’interruttore della torcia può essere rilasciato dopo
aver stabilito l’arco di taglio).
D. Dopo aver iniziato il taglio, la torcia deve essere mantenuta a un arco di 5-15° in avanti (Figura 4-2). Questo angolo è partico-
larmente utile per aiutare a creare una troncatura. Quando non si usa la guida di stando, l’ugello deve essere mantenuto a
circa 6,4 mm (1/4 “) dal lavoro.
E. Quando si termina un taglio, l’interruttore della torcia deve essere rilasciato (premere e rilasciare se si usa la modalità di BLOCCO
trigger) e il pezzo lavorato deve essere staccato subito prima la ne del taglio. Ciò ha lo scopo di impedire la riaccensione dell’alta
frequenza dopo la ne dell’arco di taglio che causerebbe danni all’ugello (doppio arco).

201
F. Per un riavvio rapido, come il taglio di una griglia o di una maglia tta, non rilasciare
l’interruttore della torcia. Nella modalità post-usso, l’arco si può riavviare imme-
diatamente premendo l’interruttore della torcia. Ciò evita la parte di preusso di
2-secondi del ciclo di taglio.
Figura 4-3. Limite di usura dell’elettrodo
4.3.1. Taglio a trascinamento con il sistema PT-32EH/Powercut 875
Se si desidera eseguire un taglio a trascinamento, collegare la guida di stando dell’ESAB
(P/N 0558002393). Quindi proseguire con i passaggi della Sezione 4.3. Se di desidera il
taglio a trascinamento per un materiale sottile, sotto i 9,5 mm (3/8”), rimuovere l’ugello
da 70 amp dalla testa della torcia e inserire l’ugello da 40 amp di ESAB (P/N 0558002908).
Abbassare il livello della corrente a non oltre 40 amp, (vedere Scala di trascinamento
automatico sul pannello anteriore). Quindi proseguire con i passaggi della Sezione 4.3.
Fare anche riferimento al Manuale d’istruzioni del PT-32EH 0558003746.
SOSTITUIRE L’ELETTRODO PRIMA
CHE L’EROSIONE DIVENGA PIÙ
PROFONDA DI 1,6 MM (0,06”)
Sostituire in caso di erosione
oltre 1,6 mm (0,06”.
NUOVO
USURATO
DIREZIONE
DEL TAGLIO
Figura 4-2. Angolo della torcia raccomandato di 5°-15°
SEZIONE 4 FUNZIONAMENTO
NOTA: Durante la sostituzione dell’ugello, accer-
tarsi sempre che l’elettrodo non sia usura-
to. Nel caso l’usura dell’elettrodo Hafnium
fosse maggiore di 1,6 mm (0,06”), sostituire
l’elettrodo. L’utilizzo dell’elettrodo oltre il
limite di usura consigliato può causare
danni alla torcia e al generatore di ten-
sione. La durata dell’ugello viene inoltre
notevolmente ridotta nel caso l’elettrodo
venga utilizzato oltre il limite consigliato.
Fare riferimento alla gura 4-3.
ATTENZIONE

202
I MATERIALI CON DIAMETRO SOTTILE
POSSONO ESSERE TAGLIATI CON UNA
TORCIA DA 1,6 mm (1/16”) REGOLARE LA
DISTANZA OPERATIVA SU 4,8 mm (3/16”)
PER MATERIALI CON SPESSORE SUPERI-
ORE A 6,4 mm (1/4”)
REGOLARE LA GUIDA RUOTANDO
SOLO IN SENSO ORARIO. CIÒ
IMPEDIRÀ UN ALLENTAMENTO
ACCIDENTALE DELLO SCHERMO.
GUIDA STAND
OFF PER RIPARO
DI ACCIAIO P/N
0558002393
SE LA GUIDA È TROPPO
SERRATA SULLO SCHERMO,
APRIRE LA FESSURA CON IL
CACCIAVITE.
SE TROPPO LENTO, CHIUDERE
L’ALLOGGIAMENTO CON
UNA MORSA O CON PINZE
GRANDI.
1,6 mm (1/16") TO
6,4 mm (1/4")
TORCIA-PEZZO DA
LAVORARE
GUIDA CONTRO UN
BORDO DIRITTO O
UN TAGLIO A MANO
LIBERA
Figura 4-4. Installazione e funzionamento dei ripari per schermo termico in acciaio
Il taglio a trascinamento, anche con livelli di corrente inferiori, può ridurre notevolmente la durata
degli elementi usurabili della torcia. Tentare di eettuare un taglio a trascinamento con correnti
maggiori (70 amp) può causare un immediato danno irreversibile degli elementi usurabili.
NOTA
SEZIONE 4 FUNZIONAMENTO

203
SEZIONE 4 FUNZIONAMENTO
QUANDO L'ARCO SI INFRANGE
SUL PEZZO, PORTARE LA TOR-
CIA IN POSIZIONE VERTICALE E
PROCEDERE CON IL TAGLIO.
PER INIZIARE A FORARE, INCLINARE LA
TORCIA PER IMPEDIRE IL RITORNO DI
MATERIALE FUSO E CONSEGUENTI DANNI
ALLA TORCIA.
1
2
Figure 4-5. Tecnica di foratura con il PT-32EH
A. Penetrazione insuciente
1. Corrente troppo bassa
2. Velocità di taglio eccessiva
3. Ugello da taglio danneggiato
4. Pressione dell’aria inadatta
5. Bassa portata aria
B. Spegnimento dell’arco principale
1. Velocità di taglio insuciente
2. Elettrodo usurato
C. Formazione di scorie (nel caso di alcuni materiali e
spessori, potrebbe essere impossibile ottenere tagli
senza scorie)
1. Corrente troppo bassa
2. Velocità di taglio eccessiva o insuciente
3. Pressione dell’aria inadatta
4. Ugello o elettrodo difettoso
5. Bassa portata aria
D. Creazione di un arco doppio
(Foro dell’ugello danneggiato)
1. Pressione dell’aria bassa
4.4 PROBLEMI DI TAGLIO COMUNI
Di seguito sono elencati i problemi di taglio comuni seguiti dalle possibili cause. Se si ritiene che i problemi siano causati dal
Powercut 875, fare riferimento alla sezione di questo manuale dedicata alla manutenzione. Se il problema non viene risolto
dopo aver seguito le indicazioni della sezione dedicata alla manutenzione, contattare il proprio distributore ESAB.
2. Ugello da taglio danneggiato
3. Ugello da taglio allentato
4. Notevole accumulo di spruzzi
E. Arco irregolare
1. Ugello da taglio danneggiato o elettrodo usu-
rato
F. Condizioni di taglio instabili
1. Velocità di taglio non corretta
2. Collegamenti dei cavi o dei essibili allentati
3. Elettrodo e/o ugello da taglio in cattive condiz-
ioni
G. L’arco principale non colpisce
1. Elettrodo usurato
2. Collegamenti allentati
3. Cavo usurato o non collegato
H. Scarsa durata dei materiali consumabili
1. Pressione del gas inadatta
2. Aria erogata contaminata
3. Bassa portata aria
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
La pagina sta caricando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228




































































































































































































































ESAB Powercut 875 Plasma Arc Cutting Package Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
in altre lingue
- English: ESAB Powercut 875 Plasma Arc Cutting Package User manual
- français: ESAB Powercut 875 Plasma Arc Cutting Package Manuel utilisateur
- Deutsch: ESAB Powercut 875 Plasma Arc Cutting Package Benutzerhandbuch
- Nederlands: ESAB Powercut 875 Plasma Arc Cutting Package Handleiding
- dansk: ESAB Powercut 875 Plasma Arc Cutting Package Brugermanual
- čeština: ESAB Powercut 875 Plasma Arc Cutting Package Uživatelský manuál
- eesti: ESAB Powercut 875 Plasma Arc Cutting Package Kasutusjuhend
- suomi: ESAB Powercut 875 Plasma Arc Cutting Package Ohjekirja
Documenti correlati
-
ESAB Powercut 875 Plasma Arc Cutting Package Manuale utente
-
-
ESAB PT 32EH Manuale utente
-
ESAB PowerCut 1500 Manuale utente
-
ESAB Powercut 650 Portable Plasma Cutting System Manuale utente
-
-
-
-
-
ESAB A60i Plasma Cutting System Manuale utente