
N 200-2
D 3...9
GB 10...16
F 17...23
E 24...30
I 31...37
S 38...44
NL 45 51
P 52 53
DK 54 55
FIN 56 57
GR 58 59
E414_01

2N 200-2 E414.doc
EG-Konformitätserklärung
im Sinne der EG-Maschinenrichtlinie 98/37/EG, Anhang IIA
Hiermit erklären wir, dass die Maschine aufgrund ihrer Konzipierung und
Bauart sowie in der von uns in Verkehr gebrachten Ausführung den
einschlägigen, grundlegenden Sicherheits- und Gesundheitsanforderungen
der EG-Richtlinie entspricht. Bei einer nicht mit uns abgestimmten Änderung
der Maschine verliert diese Erklärung ihre Gültigkeit.
Einschlägige EG-Richtlinien: 98/37/EG, 73/23/EWG, 89/336/EWG.
Angewandte harmonisierte Normen, insbesondere: EN 50 144, EN 55 014,
EN 61 000
EC conformity declaration
with regards to the EC machinery directive 98/37/EC, appendix IIA
We hereby declare that the machine complies with the relevant basic safety
and occupational health regulations as stipulated in the EC machinery
directive on the basis of its design and construction as well as its operation.
This declaration is invalid if alterations that are not authorized by us are
carried out on the machine.
Relevant EC directives: 98/37/EC, 73/23/EC, 89/336/EC
Applied harmonized norms, in particular: EN 50 144, EN 55 014,
EN 61 000
Déclaration de conformité C.E.
dans le sens des directives machines C.E. 98/37/CEE, annexe IIA
Par la présente, nous déclarons que la machine, de par sa conception et sa
construction ainsi que le modèle que nous avons mis sur le marché, répond
aux exigences élémentaires applicables en ce qui concerne la sécurité et la
santé de la directive C.E.La déclaration perd sa validité si une modification
de la machine a été réalisée sans notre consentement.
Directives C.E. élémentaires : 98/37/CEE, 73/23/CEE, 89/336/CEE
Normes harmonisées appliquées, en particulier : EN 50 144, EN 55 014,
EN 61 000
Declaración de conformidad EG
De acuerdo con la directiva de la CE para maquinaria 98/37/CE, anexo IIA
Por la presente documentación certificamos que este aparato cumple todos
los requisitos fundamentales que la normativa de la CE establece en
materia de seguridad y protección, gracias a la conceptualización de la
máquina, su ejecución y versión actual. Este certificado deja de ser válido
cuando se realicen cambios en la máquina sin la conformidad de TRUMPF.
Directivas de la CE al respecto: 98/37/CE, 73/23/CEE, 89/336/CEE.
Normas armonizadas seguidas; en especial: EN 50 144, EN 55 014,
EN 61 000
Dichiarazione di conformità CE
ai sensi della normativa CE per le macchine 98/37/CE, allegato IIA
Con questa dichiarazione di conformità dichiariamo che questo tipo di
macchina è stato concepito, costruito e introdotto sul mercato nel rispetto
delle vigenti disposizioni fondamentali per la sicurezza e la salute della
normativa CE. Nel caso che alla macchina vengano apportate delle
modifiche senza il nostro consenso, questa dichiarazione perde la sua
validità.
Disposizioni CE vigenti: 98/37/CEE, 73/23/CEE, 89/336/CEE
Norme unificate applicate, in particolare: EN 50 144, EN 55 014, EN 61 000
EG-konformitetsförklaring
enligt EU maskindirektiv 98/37/EG, bilaga IIA
Härmed förklarar vi att maskinen i sin koncipiering och konstruktion, och i
det av oss sålda utförandet, uppfyller de relevanta, grundläggande
säkerhets- och hälsokraven i EU direktivet. Förklaringen är inte längre giltig
om maskinen byggs om utan vårt tillstånd.
Relevanta EU-direktiv: 98/37/EG, 73/23/EWG, 89/336/EWG
Tillämpadeharmoniserandenormer, särskilt: EN 50 144, EN 55 014,
EN 61 000
Declaração de conformidade CE
no âmbito da directiva CE sobre máquinas 98/37/CE, Anexo IIA
Declara-se que o aparelho, em virtude da sua concepção e tipo, bem como
na versão por nós posta em circulação, cumpre os requisitos de segurança
e de saúde da directiva da sobre máquinas CE. Esta declaração perderá a
sua validade caso seja efectuada qualquer alteração no aparelho que não
seja por nós acordada.
Respectivas directivas CE: 98/37/CE, 73/23/CEE, 89/336/CEE
Normas harmonizadas aplicadas, especialmente: EN 50 144, EN 55 014,
EN 61 000
EF-overensstemmelseserklæring
i henhold til EF-maskindirektiv 98/37/EØF, bilag IIA
Hermed erklærer vi, at maskinen i sin udformning og konstruktion samt i den
af os solgte udførelse opfylder de gældende, grundlæggende sikkerheds- og
sundhedskrav i EF-direktivet. Denne erklæring mister sin gyldighed, hvis
maskinen ændres uden vores tilladelse.
Gældende EF-direktiver: 98/37/EØF, 73/23/EØF, 89/336/EØF
Anvendte, harmoniserede standarder, især: EN 50 144, EN 55 014,
EN 61 000
EG-Verklaring van Overeenkomst
in de zin van de EG-machinerichtlijn 98/37/EG, appendix IIA
Hierbij verklaren wij, dat de machine uitgaande van ontwerp, constructie en
uitvoering, zoals door ons op de markt gebracht, overeenkomt met de
desbetreffende veiligheids- en gezondheidsvereisten uit de EG-richtlijn. Bij
een verandering van de machine waarover geen afspraken met deze firma
zijn gemaakt, verliest deze verklaring haar geldigheid.
Desbetreffende EG-richtlijnen: 98/37/EG, 73/23/EEG, 89/336/EEG
Toegepaste geharmoniseerde normen, met name: EN 50 144, EN 55 014,
EN 61 000
EY-standardinmukaisuus-todistuksen
antaminen
EY:n koneille antamien 98/37/EG määräysten mukaisesti, liite IIA
Täten todistamme, että koneen suunnittelu ja rakennustapa sekä meidän
myyntiin laskemamme malli vastaavat EY-määräyksien mukaisia
asiaankuuluvia, perustavaa laatua olevia turvallisuus- ja terveysvaatimuksia.
Tehtäessä koneeseen muutoksia ilman valmistajan lupaa, menettää tämä
todistus voimassaolonsa.
Asiaankuuluvat EY-määräykset: 98/37/EG, 73/23/EWG, 89/336/EWG
Käytetyt harmonisoidut standardit, erikoisesti: EN 50 144, EN 55 014,
EN 61 000
©ÃÐÞØÌ ÆÒÙÆÕáÏÖÎØÌ× ªª
Friedrich Kilian
Geschäftsführer Entwicklung
TRUMPF Werkzeugmaschinen GmbH + Co. KG
D-71254 Ditzingen

E414.doc N 200-2 D3
Nibbler N 200-2 Fig. 25650
Technische Daten N 200-2
Zulässige Materialdicken:
• Stahl bis 400 N/mm² 2.0 mm
• Edelstahl bis 600 N/mm² 1.5 mm
• Edelstahl bis 800 N/mm² 1.0 mm
• Aluminium 250 N/mm² 2.5 mm
Kleinster Radius bei
kurvenförmigen Ausschnitten 4 mm
Startloch-∅ für Matrize min. 16 mm
Schneidspurbreite 8 mm
Arbeitsgeschwindigkeit ca. 1.1 m/min
Nennaufnahmeleistung 500 W
Hubzahl bei Vollast 1400/min
Gewicht 2.1 kg
Schutzisolation Klasse II
Geräusch / Vibration
Messwerte ermittelt entsprechend EN 50 144.
Der A-bewertete Schalldruckpegel des Gerätes be-
trägt typischerweise 78 dB (A). Der Geräuschpegel
beim Arbeiten kann 85 dB (A) überschreiten.
Gehörschutz tragen!
Die Hand-Arm Vibration ist typischerweise niedriger
als 2.5 m/s².
Bestimmungsgemäße Verwendung
Der TRUMPF Nibbler N 200-2 ist eine elektrisch
betriebene Handmaschine
• zum Trennen von plattenförmigen Werkstücken
aus stanzfähigem Material wie Stahl, Aluminium,
Buntmetalle und Kunststoff
• zum Trennen von Rohren sowie zur Bearbeitung
von Profilblechen (Wellbleche)
• zum Nibbeln gerader oder kurvenförmiger
Außenkanten und Innenausschnitte
• zum Nibbeln nach Anriss oder nach Schablone
Die Bearbeitung im Nibbelverfahren ergibt verwin-
dungsfreie Schnittkanten.
Aufgrund des Hohlrundstempels kann der Nibbler
beim Arbeiten auf der Stelle gedreht und die Bearbei-
tung kann in beliebiger Richtung fortgesetzt werden.
D
1 Abdeckring
2Matrize
3 Stempel
4 Stempelführung
5 Matrizenträger
6 Hülse für Index
Werkzeugrichtung
7 Griff für Werkzeugklemmung
8 Ein-/Aus-Schalter
9 Stellrad für Drehzahlregler
10 Max. Blechdicke 1.5 mm bei
Edelstahl bis 600N/ mm²
11 Max. Blechdicke 2.0 mm bei
Stahl bis 400N/ mm²
8
9
6
10
11
7
4
3
2
1
5

4DN 200-2 E414.doc
Zu Ihrer Sicherheit
Gefahrloses Arbeiten mit dem Gerät ist nur
möglich, wenn Sie die Betriebsanleitung und
die beiliegenden Sicherheitshinweise (rote
Druckschrift TRUMPF Bestell-Nr. 125699)
vollständig lesen und die darin enthaltenen
Anweisungen strikt befolgen.
Verletzungsgefahr
Das Gerät darf nicht feucht sein und auch nicht
in feuchter Umgebung betrieben werden.
Steckdosen müssen grundsätzlich mit Fehler-
strom-Schutzschaltern ausgerüstet sein. Bei
Fragen sprechen Sie mit Ihrem Elektro-Instal-
lateur.
Vor jedem Gebrauch Gerät, Kabel und Stecker
kontrollieren.
Beschädigte Teile nur vom Fachmann reparie-
ren lassen.
Beim Arbeiten stets Schutzbrille, Ge-
hörschutz, Schutzhandschuhe und
festes Schuhwerk tragen.
• Stecker nur bei ausgeschaltetem Gerät ein-
stecken.
• Nach dem Gebrauch den Netzstecker ziehen.
• Vor allen Arbeiten am Gerät den Stecker aus der
Steckdose ziehen. Gerät nicht am Kabel tragen.
• Kabel immer nach hinten von dem Gerät weg-
führen.
• Nur Original TRUMPF-Zubehör verwenden.
Vor Inbetriebnahme
1. Kapitel Sicherheit lesen.
Zu Ihrer Sicherheit
2. Stumpfe Werkzeuge ersetzen.
Werkzeugwechsel
3. Hubzahleinstellung auf Blechdicke und
Bearbeitungsart abstimmen.
Hubzahl
4. Die Netzspannung muss mit den Angaben auf
dem Leistungsschild der Maschine überein-
stimmen.
Mit 230V bezeichnete Maschinen können auch an
220 V angeschlossen werden.
Mit 115 V bezeichnete Maschinen können auch an
110 V angeschlossen werden.

E414.doc N 200-2 D5
Arbeitshinweise
Sachbeschädigung!
Stündlich Werkzeuge auf Verschleiß prüfen.
Nie mit stumpfen Werkzeugen arbeiten!
Die Maschine kann sonst überlastet werden.
Ein- und Ausschalten
Ein-/Aus-Schalter Fig. 25651
Sachbeschädigung!
Darauf achten, dass die Maschine erst an das
Werkstück herangeführt wird, wenn sie
eingeschaltet ist und die volle Drehzahl
erreicht hat!
Bei Schnittspuren, die im Werkstück enden,
darf die Maschine nie abgeschaltet werden,
solange sich der Stempel im Werkstück noch
in Eingriff befindet. In solchen Fällen ist die
laufende Maschine einige Millimeter
rückwärts in Richtung der bereits
freigeschnittenen Schnittspur zu führen,
bevor sie abgeschaltet wird.
Drehzahlregler
Je nach Anwendung kann die Hubzahl über den
Drehzahlregler angepasst werden.
Hubzahl
Kühlung und Schmierung
Das Schnittergebnis wird verbessert, die Standzeit des
Stempels wird erhöht, wenn vor dem Bearbeiten des
Werkstücks die Schnittspur mit Öl bestrichen wird.
Empfehlung für Stahl:
Stanz- und Nibbelöl, Bestell-Nr. 103387
Empfehlung für Aluminium:
Wisura-Öl, Bestell-Nr. 125874
Schneidrichtungswechsel in 5°-Schritten
Für Rechtshand - / Linkshand-Bedienung, oder wenn
Profilbleche bearbeitet werden sollen, kann das
Werkzeug bzw. die Schneidrichtung nach rechts oder
links gedreht werden.
Fig. 25666
• Hülse (1) bis zum Anschlag nach oben drücken
• Werkzeug (2) in gewünschte Richtung drehen
• Hülse (1) loslassen und Werkzeug (2) etwas
drehen, damit es in die nächstliegende
Indexposition einrastet.
0
1. 2.
Ein
0 Aus
2
1
1 Hülse
2 Werkzeug

6DN 200-2 E414.doc
Innenausschnitte
Innenausschnitte erfordern eine Startbohrung von min.
16 mm Ø.
Nibbeln mit Schablone
Schablone Fig. 25828
Hubzahl
Nicht bei 115Volt-Version !
Reduzierte Hubzahlen verbessern die
Arbeitsergebnisse
• bei Bearbeitung nach Anriss
• bei Bearbeitung von Radien
Drehzahlregler Fig. 25263
Drehzahlregler
%OHFK
GLFNH
>PP@
PD[
)HVWLJNHLW
>1PPð@ *)('&%$
0,5
1 Edelstahl 800
1,5 Edelstahl 600
6WDKO
2,5 Aluminium 250
Dauerbetrieb
Kurzzeitbetrieb
Richtwerte zur Einstellung des Drehzahlreglers Tab.2
Sachbeschädigung!
Achtung: Bei zu geringer Hubzahl:
Motorschaden durch Überhitzung !
h1
a
R1
R2
1
2
3
h2
1 Stempelführung, Außendurchmesser: 13 mm
2 Werkstück
3 Schablone
a Abstand der Kontur der Schablone zur auszunibbeln-
den Kontur des Werkstücks: 2.5 mm
h1Dicke der Schablone
h2Dicke des Werkstücks
h1+h2Gesamtdicke von Schablone + Werkstück:
5 bis 6.5 mm,
wobei die Schablone z.B. 2 mm dick sein kann und die
fehlende Distanz mit einer Zwischenlage
( z.B. Gummi-Element ) überbrückt werden kann
R1Min. Radius in der Schablone: 6.5 mm
R2Min. Radius im Werkstück: 4 mm (= Stempelradius)
1
1 Stellrad für Drehzahlregler am Motor

E414.doc N 200-2 D7
Werkzeugwechsel
Verletzungsgefahr!
Vor allen Arbeiten an der Maschine zuerst
den Stecker aus der Steckdose ziehen!
Sind Stempel und/oder Matrize stumpf, Werkzeuge
wechseln
Stempel demontieren Fig. 25655
a) Griff (2) nach hinten ziehen.
b) Werkzeug (6) aus Gehäuse (1) herausziehen.
c) Stempel (5) entnehmen.
Stempel einbauen Fig. 25655
Stempel (5) und Bohrung in Werkzeug (6) leicht mit
Schmierfett “G1“ einfetten.
Siehe "F" in Fig. 25655
• Stempel (5) in die Nut der Stempelaufnahme (4)
einhängen und in Schneidrichtung nach vorne
ausrichten.
• Werkzeug (6) in Schneidrichtung nach vorne
ausrichten und ins Gehäuse (1) einstecken.
• Durch Zurückschieben des Griffs (2) wird das
Werkzeug (6) im Gehäuse gehalten.
Matrize wechseln Fig. 25655
• Abdeckring (7) aus der Nut nach oben schieben.
• Zylinderstift (9) mit einem Durchschlag heraus-
drücken.
• Matrize (8) vom Tragstift abziehen und durch eine
neue Matrize ersetzen.
Werkzeugwechsel Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Gehäuse
2 Griff für
Werkzeugklemmung
3 Indexstifte (4 Stück)
4 Stößel mit
Stempelaufnahme
5 Stempel
6 Werkzeug (=Trägerteil
mit Stempelführung,
Tragstift)
7 Abdeckring
8 Matrize
9 Zylinderstift
F Schmierfett "G1"
S Schnittrichtung

8DN 200-2 E414.doc
Wartung
Verletzungsgefahr
Vor allen Arbeiten an der Maschine zuerst
den Stecker aus der Steckdose ziehen!
Lüftungsschlitze
Gerät und Lüftungsschlitze stets sauber halten.
S c h m i e r u n g Stempelführung
Die Bohrung, in der der Stempel geführt wird, ist nach
jedem Werkzeugwechsel nachzuschmieren.
Originalfett: Schmierfett “G1“, Tube
TRUMPF Bestell-Nr. 344969
S c h m i e r u n g Getriebe/Getriebekopf
Ein Nachfüllen oder Wechseln des Getriebefettes ist
nach eventuellen Reparaturen, spätestens jedoch
nach 300 Betriebsstunden, notwendig.
Originalfett: Schmierfett “G1“,Dose
TRUMPF Bestell-Nr. 139440
Reparaturen
Verletzungsgefahr
Elektrowerkzeuge entsprechen den einschlä-
gigen Sicherheitsbestimmungen. Reparatu-
ren dürfen nur von einer Fachkraft
ausgeführt werden, anderenfalls können
Unfälle für den Betreiber entstehen.
Kohlebürstenwechsel
Bei abgenutzten Kohlebürsten bleibt die Maschine
stehen.
Der Kohlebürstenwechsel ist wie jede andere
Reparatur von einer Fachkraft auszuführen!
Nur Original-Ersatzteile verwenden.
Bitte Angaben auf dem Leistungsschild beachten.
Die Adressen der TRUMPF-Vertretungen
finden Sie am Schluss der Betriebsanleitung.

E414.doc N 200-2 D9
Verschleißteile
N 200-2 Bestell-Nr.
Stempel 944506
Matrize 980335
Originalzubehör
Mit der Maschine mitgeliefertes Zubehör
Bezeichnung Bestell-Nr.
Satz Werkzeuge
(Stempel und Matrize, eingebaut)
Tube Schmierfett "G1" 344969
Koffer 345243
Betriebsanleitung 957261
Sicherheitshinweise (rote Druckschrift) 125699
Optionen
Werkzeug PN 200-2 961964
Werkzeug PN161-2 961966
Stiftschlüssel Torx Tx20 144680
Spänesack 088622
Ersatzteilset (2 Stempel
1 Matrize
1 Stift
1 Abdeckring) 961961
Stanz- und Nibbelöl für Stahl (0.5 Liter) 103387
Stanz- und Nibbelöl für Aluminium (1 Liter) 125874
Ersatzteile und Verschleißteile
bestellen
Um Verzögerungen und Falschlieferungen zu vermei-
den, gehen Sie bitte bei Ersatzteilbestellungen wie
folgt vor:
• für die Bestellung von Ersatz- und Verschleißteilen
verwenden Sie bitte die 6-stellige TRUMPF
Bestell-Nr. des entsprechenden Teils.
• Weitere Bestelldaten
für elektrische Teile: Spannungsdaten
benötigte Stückzahl
Maschinentyp
• Notwendige Versanddaten
Ihre genaue Adresse
gewünschte Versandart (z.B. Luftpost, Eilboten,
Express, Frachtgut, Paketpost usw.)
• Schicken Sie Ihre Bestellung an Ihre TRUMPF-
Vertretung.
TRUMPF-Service-Adressen und Telefax-
Nummern finden Sie am Schluss dieser
Anleitung.
Hinweise zur Dokumentation
Das Dokument wurde in der Technischen Dokumenta-
tion der Firma TRUMPF Werkzeugmaschinen GmbH +
Co. KG verfasst.
Alle Rechte an dieser Dokumentation, insbesondere
das Recht der Vervielfältigung und Verbreitung sowie
der Übersetzung bei TRUMPF Werkzeugmaschinen
GmbH + Co. KG, auch für den Fall von Schutz-
rechtsanmeldungen.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

10 GB N 200-2 E414.DOC
Nibbler N 200-2 Fig. 25650
N 200-2 technical data
Acceptable material thickness:
• Steel up to 400 N/mm² 2.0 mm
• Stainless steel up to 600 N/mm² 1.5 mm
• Stainless steel up to 800 N/mm² 1.0 mm
• Aluminum 250 N/mm² 2.5 mm
Smallest radius for
contoured cutouts 4 mm
Start hole ∅ for die min. 16 mm
Cutting track width 8 mm
Working speed ca. 1.1 m/min
Nominal power consumption 500 W
Stroke rate at full load 1400/min
Weight 2.1 kg
Protective insulation Class II
Noise / Vibration
Measured values determined in compliance with
EN 50 144.
The A-weighted sound level of the device is generally
78 dB (A). The operating noise level can exceed 85 dB
(A).
Wear ear protection!
The hand-arm vibration is typically lower than 2.5 m/s².
Designated use
The TRUMPF Nibbler N 200-2 is an electric hand tool
used for:
• splitting plate-shaped workpieces made of a
punchable material such as steel, aluminum, non-
ferrous heavy metals, and plastic;
• splitting tubes as well as machining sectional
sheets (damaged sheets);
• nibbling straight or curved exterior and interior
cutouts;
• nibbling from scribed lines or templates.
The nibbling process produces cutting edges free of
deformations.
Because of the hollow round punch, the nibbler can be
rotated at any position such that processing can con-
tinue in any direction.
GB
1 Cover ring
2Die
3 Punch
4 Punch guide
5 Die carrier
6 Index sleeve
Direction of tool
7 Grip for tool clamp
8 On/off switch
9 Setting wheel for speed
controller
10 Max. sheet thickness 1.5 mm
for stainless steel up to
600 N/mm²
11 Max. sheet thickness 2.0 mm
for steel up to 400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

E414.DOC N 200-2 GB 11
For your safety
Safe operation of the appliance is only
possible when the operator's manual and the
supplied safety information (red print,
TRUMPF order no. 125699) have been
completely read and the instructions
contained within have been strictly adhered to.
Risk of injury
The appliance must not be damp and must not
be operated in a damp environment.
Plug sockets must be equipped with fault
current circuit breakers. Related questions
should be addressed to your electrician.
Before each use, inspect the device itself, the
cable, and the plug.
Damaged parts should be repaired only by a
qualified technician.
Always wear safety glasses, hearing
protection, protective gloves, and hard
shoes when operating.
• Plug the device in only when it has been switched
off.
• Unplug the power cord after use.
• Unplug the power cord from the socket before
commencing any work on the device. Do not carry
the device from the power cord.
• Always guide the cable back and away from the
unit.
• Only use original TRUMPF accessories.
Before putting the machine into
service
1. Read the chapter on safety.
For your safety
2. Replace blunt tools.
Tool changes
3. Set the number of strokes based on the sheet
thickness and processing type.
Number of strokes
4. The power supply must comply with the details on
the rating plate of the machine.
Machines designated for 230 V can also be
connected to 220 V power supplies.
Machines designated for 115 V can also be
connected to 110 V.

12 GB N 200-2 E414.DOC
Operating instructions
Damage to the machine!
Check tools hourly for wear.
Never work with blunt tools!
(Otherwise, the machine may become
overloaded).
Switching on and off
On/off switch Fig. 25651
Damage to the machine!
Do not begin machining the workpiece until
after the device has been switched on and
has reached maximum speed!
For cutting tracks which end in the work-
piece, the unit must never be turned off as
long as the punch is in contact with the
workpiece. In such cases, guide the device
back along the freshly cut track a few
millimeters before switching it off.
Speed controller
The stroke rate can be adjusted using the speed
controller, depending on the particular application.
Number of strokes
Cooling and lubrication
The cutting result is improved and the service life of
the punch increased if the cutting track is coated with
oil before machining the workpiece.
Recommended for steel:
Punching and nibbling oil, order no. 103387
Recommended for aluminum:
Wisura oil, order no. 125874
Changing the cutting direction in 5° increments
For right/left-hand operation or if a sectional sheet is to
be machined, the tool and cutting direction can be
turned to the right or left.
Fig. 25666
• Push the sleeve (1) up until it stops.
• Turn the tool (2) to the desired direction.
• Release the sleeve (1) and turn the tool (2) slightly
such that it locks into the next index position.
0
1. 2.
On
0 Off
2
1
1 Sleeve
2 Tool

E414.DOC N 200-2 GB 13
Interior cutouts
Interior cutouts require a start hole of at least 16 mm Ø.
Nibbling with templates
Template Fig. 25828
Number of strokes
Not for the 115 V version!
A reduced number of strokes improves the quality of
the work
• for machining based on scribed lines
• for machining radiuses
Speed controller Fig. 25263
Speed controller
6KHHW
WKLFN
QHVV
>PP@
0D[
WHQVLOHVWUHQJWK
>1PPð@ *)('&%$
0.5
1Stainless
steel 800
1.5 Stainless
steel 600
6WHHO
2.5 Aluminum 250
Continuous
operation
Intermittent
operation
Standard values for setting the speed controller Table 2
Damage to the machine!
Caution: If the stroke rate is too low, the
motor could be damaged due to overheating!
h1
a
R1
R2
1
2
3
h2
1 Punch guide, exterior diameter: 13 mm
2 Workpiece
3 Template
a Distance between the template contour
and the contour of the workpiece: 2.5 mm
h1Template thickness
h2Workpiece thickness
h1+h2Total thickness of template + workpiece:
5 to 6.5 mm,
whereby the template can be 2 mm thick, for example,
and the remaining distance can be bridged with an
intermediate layer (e.g. a rubber element).
R1Min. template radius: 6.5 mm
R2Min. radius in the workpiece: 4 mm (= punch radius)
1
1 Setting wheel for speed controller on motor

14 GB N 200-2 E414.DOC
Tool changes
Risk of injury!
Remove the plug from the plug socket
before commencing any work on the
machine!
If the punch or die becomes blunt, change the tool.
Removing the punch Fig. 25655
a) Pull grip (2) back.
b) Pull out tool (6) from housing (1).
c) Remove punch (5).
Mounting the punch Fig. 25655
Lightly lubricate punch (5) and boring in tool (6) with
lubricating grease "G1".
See "F" in Fig. 25655
• Insert punch (5) into slot on punch adapter (4) and
align cutting direction forward.
• Align cutting direction of tool (6) forward and insert
it into housing (1).
• Pushing back the grip (2) secures the tool in the
housing (6).
Changing the die Fig. 25655
• Push cover ring (7) upward out of slot.
• Push out cylindrical pin (9) using a drift punch.
• Pull off die (8) from the carrier pin and replace it
with a new die.
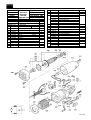
Tool change Fig. 25655
1
2
3
4
5
6
8
9
7
S
S
F
1 Housing
2 Grip for tool clamp
3 Index pins (x4)
4 Ram with punch adapter
5 Punch
6 Tool (carrier + punch
guide + carrier pin)
7 Cover ring
8 Die
9 Cylindrical pin
F Lubricating grease "G1"
S Direction of cutting

E414.DOC N 200-2 GB 15
Maintenance
Risk of injury
Remove the plug from the plug socket
before commencing any work on the
machine!
Ventilation slots
Always keep the appliance and ventilation slots clean.
Punch guide l u b r i c a t i o n
The boring into which the punch is inserted must be
lubricated after each tool change.
Original
grease: Lubricating grease "G1", tube
TRUMPF order no. 344969
Gear / gear head l u b r i c a t i o n
The gear grease must be topped up or changed after any
repairs or at least after every 300 hours of operation.
Original
grease: Lubricating grease "G1", can
TRUMPF order no. 139440
Repairs
Risk of injury
Electrical tools must comply with the relevant
safety regulations. Repairs must only be
carried out by a qualified professional; other-
wise operational accidents may occur.
Changing carbon brushes
The machine will stop if the brushes are worn out.
As with other repairs, changing the carbon brushes
must be carried out by a specialist!
Only use original spare parts.
Please note the specifications on the rating plate.
You will find a list of TRUMPF representatives
at the back of this operator's manual.

16 GB N 200-2 E414.DOC
Wearing parts
N 200-2 Order no.
Punch 944506
Die 980335
Original accessories
Accessories supplied with the machine
Description Order no.
Tool set
(punch and die, installed)
Lubricating grease "G1" (tube) 344969
Case 345243
Operator's manual 957261
Safety instructions (red print) 125699
Optional
Tool PN 200-2 961964
Tool PN161-2 961966
Torx Spanner Tx20 144680
Chip bag 088622
Replacement part set
(2 punches,1 die, 1 cylindrical pin,
1 cover ring) 961961
Punching and nibbling oil for steel (0.5 liter) 103387
Punching and nibbling oil for aluminum (1 liter)125874
Ordering replacement parts
To avoid delays and incorrect deliveries, please order
spare parts as follows:
• When ordering replacement parts, please use the
6-digit TRUMPF order number for the correspond-
ing part.
• More about ordering:
For electrical parts: Voltage data
Number required
Machine type
• Information required for shipping:
Your exact address
Desired mode of shipment (e.g. air mail, express
mail, ordinary freight, parcel post, etc.)
• Send your order to your TRUMPF representative.
TRUMPF service addresses and fax
numbers can be found at the end of these
instructions.
Additional notes on this document
This document was created by the Technical
Documentation Dept. of TRUMPF
Werkzeugmaschinen GmbH + Co. KG.
All rights to this documentation, especially the rights of
reproduction and distribution as well as that of
translation are retained by TRUMPF
Werkzeugmaschinen GmbH + Co. KG, even in the
case of notifications of protective privilege.
TRUMPF Werkzeugmaschinen GmbH + Co. KG

E414.doc N 200-2 F17
Grignoteuse N 200-2 Fig. 25650
Caractéristiques techniques N 200-2
Epaisseurs admissibles du matériau :
• Acier jusqu'à 400 N/mm² 2,0 mm
• Acier spécial jusqu'à 600 N/mm² 1,5 mm
• Acier spécial jusqu'à 800 N/mm² 1,0 mm
• Aluminium 250 N/mm² 2,5 mm
Rayon minimum en cas de
découpes curvilignes 4 mm
∅ d'avant-trou pour matrice 16 mm min.
Largeur de la ligne de coupe 8 mm
Vitesse de travail env. 1,1 m/min
Puissance absorbée nominale 500 W
Fréquence en pleine charge 1400/min
Poids 2,1 kg
Double isolation Classe II
Bruit / Vibrations
Valeurs mesurées déterminées suivant la NE 50 144.
Le niveau de pression acoustique de la machine
évalué suivant le procédé de mesure A s'élève
typiquement à 78 dB (A). Le niveau sonore mesuré
durant les travaux peut dépasser 85 dB (A).
Porter des protège-oreilles !
Les vibrations ressenties dans l'avant-bras sont
typiquement inférieures à 2,5 m/s².
Utilisation conforme aux
prescriptions
La grignoteuse TRUMPF N 200-2 est un appareil
portatif électrique conçu pour
• couper des pièces en plaques de matériaux
pouvant être poinçonnés, tels que l'acier, l'alu-
minium, les métaux lourds non ferreux et les
matières plastiques
• couper des tubes et usiner des profilés (tôles
déformées)
• grignoter des arêtes extérieures et des découpes
intérieures droites ou curvilignes
• grignoter suivant un tracé ou un gabarit
Le grignotage est un procédé d'usinage qui permet
d'obtenir des arêtes de coupe sans retrait.
Le poinçon rond et creux permet de tourner la
grignoteuse sur place durant les travaux et de
poursuivre l'usinage dans la direction souhaitée.
F
1 Rondelle de fermeture
2Matrice
3 Poinçon
4 Guidage du poinçon
5 Porte-matrice
6 Douille pour index
direction d'outil
7 Poignée pour serrage d'outil
8 Interrupteur marche / arrêt
9 Roue de réglage pour le
régulateur de vitesse
10 Epaisseur de tôle minimale
1,5 mm pour acier spécial
jusqu'à 600 N/mm²
11 Epaisseur de tôle maximale
2,0 mm pour acier jusqu'à
400 N/mm²
8
9
6
10
11
7
4
3
2
1
5

18 FN 200-2 E414.doc
Pour votre sécurité
Un travail sans danger avec l'appareil est
seulement possible si vous avez entièrement
lu le mode d'emploi joint à l'appareil ainsi que
les indications de sécurité (impression en
rouge N° de référence TRUMPF 125699) et si
vous suivez scrupuleusement les indications
qui y figurent.
Risque de blessure
L'appareil ne doit ni être humide ni être utilisé
dans un environnement humide.
Les prises de courant doivent être systéma-
tiquement équipées d'un déclencheur par
courant de défaut. Pour obtenir des précisions,
s'adresser à un installateur électrique.
Avant chaque utilisation, contrôler appareil,
câbles et fiches.
Ne faire réparer les pièces endommagées que
par un spécialiste.
Toujours porter des lunettes de
protection, un protège-oreilles, des
gants de protection et de solides
chaussures pendant le travail.
• Ne brancher la fiche que lorsque la machine est à
l'arrêt.
• Débrancher la fiche de contact après chaque
utilisation.
• Avant chaque intervention sur la machine, retirer
la fiche de la prise de courant. Ne pas porter la
machine en la tenant par le câble.
• Maintenir continuellement le câble à l'arrière de
l'appareil.
• Utiliser uniquement des accessoires d'origine
TRUMPF.
Avant la mise en service
1. Lire le chapitre relatif à la sécurité.
Pour votre sécurité
2. Remplacer les outils émoussés.
Changement d'outils
3. Adapter la fréquence à l'épaisseur de tôle et au
type d'usinage.
Fréquence
4. La tension de réseau doit correspondre aux
indications figurant sur la plaque signalétique de la
machine.
Les machines portant la mention 230 V peuvent
également être raccordées à une tension de 220 V.
Les machines portant la mention 115 V peuvent
également être raccordées à une tension de 110 V.

E414.doc N 200-2 F19
Consignes de travail
Dommages matériels !
Contrôler l'usure des outils toutes les heures.
Ne jamais travailler avec des outils
émoussés !
Ceci risque de provoquer une surcharge de la
machine.
Mise sous tension et hors tension
Interrupteur marche / arrêt Fig. 25651
Dommages matériels !
S'assurer que la machine est en marche et a
atteint son plein régime avant de la diriger sur
le matériau !
Lorsque les lignes de coupes aboutissent
dans la pièce à usiner, ne jamais mettre la
machine en arrêt tant que le poinçon est
encore en prise dans la pièce. Dans de tels
cas, faire reculer la machine en marche de
quelques millimètres en direction de la ligne
de coupe déjà dégagée avant de la mettre
en arrêt.
Variateur de vitesse
Selon l'application, la fréquence peut être adaptée par
l'intermédiaire du régulateur de vitesse.
Fréquence
Refroidissement et lubrification
Le résultat de la coupe est amélioré et le temps
d'utilisation du poinçon augmente si la ligne de coupe
est enduite d'huile avant l'usinage de la pièce.
Recommandation pour l'acier :
Huile de poinçonnage et de grignotage, N° de
référence 103387
Recommandation pour l'aluminium :
Huile "Wisura", N° de référence 125874
Modification de la direction de coupe par pas de 5°
Il est possible de tourner l'outil ou de modifier la
direction de coupe vers la droite ou vers la gauche
selon que l'appareil est manipulé par un droitier ou un
gaucher, ou bien lorsque des profilés doivent être
usinés.
Fig. 25666
• Insérer la douille (1) jusqu'à la butée en appliquant
une pression vers le haut.
• Tourner l'outil (2) dans le sens souhaité
• Lâcher la douille (1) et tourner légèrement
l'outil (2) afin qu'il s'enclenche dans la position
d'index la plus proche.
0
1. 2.
Mise sous tension
0 Mise hors tension
2
1
1 Douille
2 Outil

20 FN 200-2 E414.doc
Découpes intérieures
Les découpes intérieures nécessitent un avant-trou
d'au moins 16 mm de Ø.
Grignotage avec un gabarit
Gabarit Fig. 25828
Fréquence
Ceci ne concerne pas la version 115 Volts !
Des fréquences réduites permettent une amélioration
des résultats du travail
• pour l'usinage suivant un tracé
• pour l'usinage de rayons
Régulateur de vitesse Fig. 25263
Régulateur de vitesse
5pVLVWDQFH
PD[LPDOH>1PPð@
*)('&%$
0,5
1Acier
spécial 800
1,5 Acier
spécial 600
$FLHU
2,5 Aluminium 250
Fonctionnement
continu
Fonctionnement de
courte durée
Valeurs approximatives pour la configuration du régulateur
de vitesse Tab. 2
Dommages matériels !
Attention : En cas de fréquence trop faible :
endommagement du moteur dû à la
surchauffe !
h1
a
R1
R2
1
2
3
h2
1 Guidage du poinçon, diamètre extérieur : 13 mm
2 Pièce à usiner
3 Gabarit
a Distance entre le contour du gabarit et le contour de la
pièce à usiner devant subir le grignotage : 2,5 mm
h1Epaisseur du gabarit
h2Epaisseur de la pièce à usiner
h1+h2Epaisseur totale gabarit + pièce à usiner :
5 à 6,5 mm,
le gabarit pouvant avoir une épaisseur de 2 mm p. ex.,
et la distance manquante pouvant être comblée à l'aide
d'une pièce intermédiaire
(p. ex. un élément en caoutchouc)
R1Rayon minimal dans le gabarit : 6,5 mm
R2Rayon minimal dans la pièce à usiner : 4 mm
(= rayon de poinçonnage)
1
1 Roue de réglage pour régulateur de vitesse au niveau du moteur
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68




































































in altre lingue
- français: Trumpf N 200-2 Manuel utilisateur
- español: Trumpf N 200-2 Manual de usuario
- Nederlands: Trumpf N 200-2 Handleiding
- português: Trumpf N 200-2 Manual do usuário
- dansk: Trumpf N 200-2 Brugermanual
Documenti correlati
-
Trumpf PN 161-2 Manuale utente
-
-
-
-
-
-
-
-
-