
IT
Valid for serial no. 6440457 795 401 IT 2007--02--02
LAF 635/LAF 635R
Istruzioni per l’uso

2
DICHIARAZIONE DI CONFORMITA
ESAB AB, W e lding Equipment, S--695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che il
generatore per saldatura LAF 635 / LAF 635 R con numero di serie a partire da 606 è conforme alla
norma EN 60974--1 come previsto dalla direttiva (73/23/CEE) e successive integrazioni (93/68/CEE)
ed alla norma EN 60974--10 come previsto dalla direttiva (89/336/CEE) e successive integrazioni
(93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--17

-- 3 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Generalità 6................................................................
2.2 Dati tecnici 7...............................................................
3 INSTALLAZIONE 8...................................................
3.1 Generalità 8................................................................
3.2 Montaggio ed ubicazione 8...................................................
3.3 Collegamenti 8..............................................................
3.4 Collegamento a rete 9.......................................................
3.5 Scheda 9..................................................................
4USO 10..............................................................
4.1 Generalità 10................................................................
4.2 Dispositivo di controllo 10.....................................................
4.3 Esercizio 10.................................................................
5 MANUTENZIONE 11...................................................
5.1 Generalità 11................................................................
5.2 Pulizia 11...................................................................
6 ORDINAZIONE RICAMBI 11............................................
SCHEMA 13.............................................................
ISTRUZIONI PER IL COLLEGAMENTO 15..................................
ELENCO RICAMBI 17....................................................

-- 4 --
fja5Safi
1 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 5 --
fja5Safi
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA F IAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni de ll’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
AVVERTENZA
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In
ambienti domestici questo prodotto può provocare interferenze radio. E’
responsabilità dell’utente adottare pr ecauzioni adeguate.
ATTENZIONE!
Leggere attentamente le istruzioni prima
dell’installazione e dell’uso.
Non smaltire le apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e relativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungono a fine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l’ambiente. In quanto proprietari dell’apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l’ambiente e la salute umana!
IT

-- 6 --
fja5d1ia
2 INTRODUZIONE
2.1 Generalità
LAF 635, LAF 635R è generatore di corrente per saldatura trifase con controllo a
distanza ed è designato per un’alta pr oduzione di saldatura ad arco metallico sotto
gas (MIG/MAG) oppure ad arco sommerso (UP). Deve essere usato sempre
assieme all’unità di comando A2--A6 Process Controller (PEH) oppure
A2 Welding Control Unit (PEI).
Il generatore di corrente per saldatura LAF ha un raffreddamento a ventola ed è
protetto contro un surriscaldamento da un sensore termico. Quando il sensore
termico viene attivato si accende automaticamente la lampada gialla sul pannello
frontale. Il ripristino avviene automaticamente quando la temperatura è scesa ad un
livello accettabile.
Il generatore di corrente per saldatura e l’unità di comando sono collegati assieme
mediante un “bus“ bicavo il quale rende possibile un controllo preciso del processo
di saldatura.
La regolazione del generatore di corrente per saldatura può essere effettuata dal
pannello frontale dell’unità di comando li dove tutti i par am etr i di saldatura possono
essere impostati dall’utilizzatore.
Il ciclo di lavoro del generatore di corrente per saldatura viene completamente
comandato e controllato dall’unità di com ando mediante la quale anche le funzioni di
avvio e di arresto possono essere impostate. I preimpostati parametri di corrente
possono essere controllati durante la saldatura.
Per ulteriori informazioni riguardanti le possibilità di regolazione del gener atore di
corrente per saldatura e del suo ciclo di lavoro vedere le istruzioni d’uso per A2--A6
Process Controller oppure A2 Welding Control Unit.
IT

-- 7 --
fja5d1ia
2.2 Dati tecnici
LAF 635/LAF 635R
Collegamento a rete 400/415 V 3μ50 Hz
440 V 3μ60 Hz
Carico ammissibile a:
100 % intermittenza
60 % intermittenza
630 A/44 V
800 A/44 V
Campo di regolazione: 75 A / 18 V -- 800 A / 44 V (46 V)
Tensione di riposo 54 V
Potenza a vuoto 150 W
Rendimento 0,84
Fattore di potenza 0,90
Peso 260 kg
Dimensioni, L x L x H 652 x 483 x 800
652 x 483 x 916 (Piede incluso)
Classe di protezione IP 23
Classe di utilizzo
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
Classe d’uso
Il simbolo significa che il generatore di corrente è costruito per uso in ambienti con alto rischio
elettrico.
IT

-- 8 --
fja5i1ia
3 INSTALLAZIONE
3.1 Generalità
La conn essio n e a rete deve essere eseguita da personale ad eg u atamente ad-
destrato.
3.2 Montaggio ed ubicazione
ATTENZIONE -- RISCHIO DI RIBALTAMENTO!
Imbracare il trasformatore, specialmente se il suolo è irregolare oppure in
pendenza.
S Montare i piedi in corredo, dopodiché sistemare il generatore di corrente in modo
che l’aria di raffreddamento possa circolare liberamente attraverso gli orifizi di
ventilazione.
Istruzioni di sollevamento
3.3 Collegamenti
S Alla consegna il generatore di corrente è
predisposto per il collegamento a rete di 400 V.
Per un altro collegamento a rete, commutare i
collegamenti nel trasformatore principale e nel
trasformatore di comando secondo le istruzioni di
collegamento a pagina 15 .
S Scegliere un cavo a rete di idonee dimensioni
conduttrici e munirlo di un fusibile conforme
alle norme vigenti locali (vedere la tabella a
pagina 9).
S Collegare il cavo di massa al morsetto
contrassegnato . Assicurare il sorreggo cavi
che si trova sulla parte posteriore del generatore
di corrente per saldatura.
S Collegare il cavo a rete ai morsetti principali L1, L2, e L3.
S Collegare il cavo di comando tra il generatore di corrente e l’unità di comando al
contatto 28 poli ( 1) situato sul pannello frontale del generatore di corrente.
S Collegare il cavo di misura 1 polo (2).
S Collegare un idoneo cavo di saldatura e cavo di ritorno sui morsetti di contatto
contrassegnati + e --. I morsetti sono situati all’interno dello sportello (3)sul
frontale del generatore di corrente.
IT

-- 9 --
fja5i1ia
3.4 Collegamento a rete
LAF 635/LAF 635R 50 Hz/60 Hz
Tensione V 400/415/440 V
Corrente A 100% 52
Sezione del cavo, mm
2
4x16
Fusible ritardato A 63
3.5 Scheda
Interruttore DIP
La scheda (AP1) è munita di due interruttori DIP (SW1 e SW2) i quali sono
preimpostati alla consegna e i loro valori non devono assolutamente essere variati
sul posto di lavoro.
Alle consegne di pezzi di ricambio le regolazioni degli interruttori DIP devono essere
controllate (ed eventualmente calibrate) prima del montaggio della scheda nel
generatore di corrente.
S Interruttore DIP SW1
Perché la comunicazione al Process Controller
A2--A6 (PEH) possa funzionare è necessario
effettuare la regolazione dell’interruttore
DIP 1 (SW1).
S Interruttore DIP SW2
Perché il Process Controller A2--A6 (PEH)
possa individualizzare le dimensioni del
generatore di corrente collegato è necessario
effettuare la regolazione dell’interruttore
DIP 2 (SW2).
Regolazion e dell’interruttore DIP SW1
S Posizionare polo 6 nella posizione “OFF “ e
tutti gli altri poli nella posizione “ON“.
Regolazion e dell’interruttore DIP SW2
S Posizionare polo 1 e polo 3 nella posizione
“OFF“ (Aperta) e tutti gli altri poli nella
posizione “ON“.
Programma del generatore di corrente
Il programma del generatore di corrente per saldatura è memorizzato nella
memoria intermittente IC 6. La custodia è situata su un supporto ed è
sostituibile.
IT

-- 1 0 --
fja5o1ia
4USO
4.1 Generalità
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leg g erle attentamente prima dell’u so dell’impianto.
ATTENZIONE! Il generatore di corrente di saldatura non può mai essere usato
senza le pareti di lamiera.
4.2 Dispositivo di controllo
Il pannello frontale comprende:
1. Interruttore di comando il quale interrompe la tensione
di comando di ingresso al generatore di corrente.
2. Lampada spia (bianca) illuminata quando l’interruttore
principale è attivato.
3. Lampada spia (gialla) illuminata quando il sensore
termico è attivato a causa di surriscaldamento sul
ponte tiristore. La lampada spia si spegne quando la
temperatura è scesa ad un livello accettabile.
4. Pulsante per ripristino del fusibile automatico FU2
per tensione di alimentazione 42 V.
5. Pulsanti per ripristino del fusibile automatico FU3 per
tensione di alimentazione 230 V.
4.3 Esercizio
S Collegare il cavo di ritorno al pezzo in lavorazione.
S Posizionare l’interruttor e di comando (1) sulla posizione “I“.
La lampada spia bianca (2) si accende e la ventola di raffreddamento è attivata.
S Impostare i parametri di saldatura e iniziare la saldatura mediante l’unità di
comando (vedere le istruzioni d’uso dell’unità di comando
A2--A6 Process Controller 0443 745 xxx oppure
A2 Welding Control Unit 0449 331 xxx).

-- 1 1 --
fja5m1ia
5 MANUTENZIONE
5.1 Generalità
NOTA!
Tutti gli impegni di garanzia assunti dal fornitore cessano di valere se il cliente
stesso, durante il periodo di garanzia, interviene nell’impianto per riparare eventuali
avarie.
5.2 Pulizia
S Pulire il generatore di corrente quando necessario.
Convenientemente la pulizia può essere effettuata usando aria compressa
asciutta.
ATTENZIONE!
Orifizi di entrata e di uscita dell’aria intasati oppure bloccati causano surriscaldamen-
to.
Notare:
Per assicurarsi di una sicura funzione del teleruttore, mantenere p ulita la parte
magnetica.
Se il teleruttore deve essere pulito, questo d eve essere smontato, e tutte le parti
devono essere pulite. Oppure, sostituire il teleruttore.
ATTENZIONE!
Non usare mai aria compressa per pulire un teleruttore senza prima smontarlo
completamente.
6 ORDINAZIONE RICAMBI
LAF 635/ LAF 635R sono disignate e collaudate secondo le norme internazionali ed
europee IEC/ EN 60974--1 ed IEC/EN 60974--10.
Dopo l’effettuata assistenza oppure riparazione è di responsabilità dell’agenzia di ser-
vizio di accertarsi che il prodotto non si differenzi dalle summenzionate vigenti norme.
Le parti di ricambio vengono ordinate dal più vicino rappresentante ESAB, vedere
sull’ultima pagina di questo manuale. All’ordinazione indicare tipo di macchina e nu-
mero di serie, descrizione e numero del ricambio secondo la lista delle parti di ricam-
bio a pagina 17.
Ciò semplifica l’espletamento dell’ordine e assicura forniture corrette.
IT

-- 1 2 --
sida

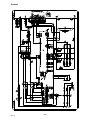
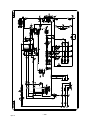
Schema
-- 1 3 --
fja5e11a

-- 1 4 --
fja5e11a

Istruzioni per il collegamento
-- 1 5 --
fja5c12a

-- 1 6 --
sida

Elenco ricambi
-- 1 7 --
spareFja5
Edition 2006--06--22
Ordering no. Denomination Notes
0457 350--880 Welding power source LAF 635
0457 350--882 Welding power source LAF 635R
Abbreviations used in the spare parts list:
C = Component designation in the circuit diagram

-- 1 8 --
f457350s
Item
Qty
LAF 635R
Qty
LAF 635
Ordering no. Denomination Notes C
0457 350 880
0457 350 882
Welding power source
Welding power source
LAF 635
LAF 635R
2 1 1 0320 415 880 Diode bridge
3 6 6 0490 600 626 Diode V2
4 2 2 0193 586 101 Automatic fuse 5A FU3
5 1 1 0191 085 203 Capacitor C4
6 2 2 0194 077 008 Automatic fuse 16 A, 400 V FU1
7 1 1 0193 503 101 Contactor KM1
8 1 1 0193 296 101 Contactor KM2
10 1 1 0320 746 002 Main switch Black QF
11 2 2 0457 583 001 Foot
12 1 1 0193 586 104 Automatic fuse 20 A FU2
13 1 1 0320 620 881 Thyristor bridge
14 2 2 0490 600 606 Diode V4
15 3 3 0320 946 001 Thyristor V1
16 1 1 0319 445 001 Thermal Relay ST1
17 3 3 041 051 606 Contact protection Z1
18 1 1 0369 827 001 Fan M1
19 1 1 0192 576 303 Indicating lamp (yellow) HL2
20 1 1 0192 576 004 Indicating lamp (white) HL1
21 1 1 0467 970 882 Transformer TM1
22 1 1 0486 368 880 Circuit board AP1
23 1 1 0460 092 001 Control transformer TC1
24 2 2 0467 176 001 Handle
25 2 1 0321 003 881 Resistor
26 1 1 0321 489 881 Base current bridge

-- 1 9 --
f457350s

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB W elding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Documenti correlati
-
ESAB LAF 635/ LAF 635R Manuale utente
-
ESAB LAF 635 Manuale utente
-
-
-
-
-
-
-
-
ESAB LAF 630 Manuale utente