
Caddy®
Manuale di istruzioni
0440 001 101 IT 20210423
Valid for: from serial no. 115-xxx-xxxx
Mig C200i


SOMMARIO
0440 001 101 © ESAB AB 2021
1
SICUREZZA
.................................................................................................
4
1.1 Significato dei simboli
...........................................................................
4
1.2 Precauzioni per la sicurezza
.................................................................
4
2
INTRODUZIONE
..........................................................................................
8
2.1 Dotazioni
.................................................................................................
8
3
CARATTERISTICHE TECNICHE
................................................................
9
4
INSTALLAZIONE
.........................................................................................
11
4.1 Istruzioni di sollevamento
.....................................................................
11
4.2 Posizione
.................................................................................................
11
4.3 Alimentazione elettrica di rete
..............................................................
11
5
FUNZIONAMENTO
......................................................................................
13
5.1 Attacco e dispositivi di controllo
..........................................................
14
5.2 Operazione
..............................................................................................
14
5.2.1 Modalità manuale ................................................................................. 15
5.2.2 Modalità QSet....................................................................................... 15
5.2.3 Unità di misura ..................................................................................... 16
5.3 Codici di errore
.......................................................................................
16
5.4 Impostazioni dell'induttanza (Fe/SS)
....................................................
17
5.5 Variazione di polarità
.............................................................................
17
5.6 Pressione di avanzamento del filo
........................................................
18
5.7 Sostituzione e inserimento del filo
.......................................................
18
5.7.1 Sostituzione della scanalatura del rullo di trascinamento..................... 19
5.8 Gas di protezione
...................................................................................
19
5.9 Protezione dal surriscaldamento
..........................................................
19
6
MANUTENZIONE
........................................................................................
21
6.1 Controllo e pulizia
..................................................................................
21
6.2 Sostituzione del guidafilo
......................................................................
21
7
RISOLUZIONE DEI PROBLEMI
..................................................................
22
8
ORDINAZIONE DEI RICAMBI
.....................................................................
23
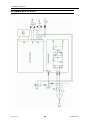
SCHEMA ELETTRICO
........................................................................................
24
NUMERI DI ORDINAZIONE
................................................................................
25
COMPONENTI SOGGETTI A USURA
................................................................
26
ACCESSORI
........................................................................................................
27
Diritti riservati di modifica delle specifiche senza preavviso.

1 SICUREZZA
0440 001 101
- 4 -
© ESAB AB 2021
1 SICUREZZA
1.1 Significato dei simboli
Utilizzo in questo manuale: Significa Attenzione! State attenti!
PERICOLO!
Significa rischi immediati che, se non evitati, avranno come conseguenza
immediata, lesioni gravi o addirittura letali.
ATTENZIONE!
Significa possibili pericoli che potrebbero dar luogo a lesioni fisiche o
addirittura letali.
AVVISO!
Significa rischi che potrebbero causare lesioni fisiche.
ATTENZIONE!
Prima dell'uso, leggere attentamente il manuale di
istruzioni e attenersi a quanto riportato sulle etichette,
alle procedure di sicurezza e alle schede di sicurezza
(SDS).
1.2 Precauzioni per la sicurezza
Gli utilizzatori degli apparecchi ESAB sono responsabili del rispetto di tutte le misure di
sicurezza pertinenti da parte del personale che opera con l'apparecchio o nelle sue
vicinanze. Le misure di sicurezza devono soddisfare i requisiti previsti per questo tipo di
apparecchi. Oltre alle norme standard applicabili ai luoghi di lavoro è opportuno rispettare le
indicazioni che seguono.
Tutte le lavorazioni devono essere eseguite da personale addestrato e in possesso di una
buona conoscenza dell'apparecchio. L'azionamento errato dell'apparecchio può dare origine
a situazioni di pericolo che possono causare lesioni all'operatore e danni all'apparecchio.
1. Tutto il personale che utilizza l'apparecchio deve conoscere:
○ il suo funzionamento;
○ l'ubicazione degli arresti di emergenza;
○ le sue funzioni;
○ le misure di sicurezza pertinenti;
○ saldatura e taglio o altre funzioni applicabili dell'apparecchio
2. L'operatore deve accertarsi:
○ che nessun estraneo si trovi all'interno dell'area di lavoro dell’apparecchio per
saldatura prima che questo venga messo in funzione
○ che tutti indossino protezioni quando si innesca l'arco o si inizia il lavoro con
l'apparecchio
3. Il luogo di lavoro deve essere:
○ adeguato allo scopo;
○ esente da correnti d'aria.

1 SICUREZZA
0440 001 101
- 5 -
© ESAB AB 2021
4. Dispositivi di protezione individuale:
○ Usare sempre le attrezzature di protezione consigliate, come occhiali di
sicurezza, abiti ignifughi e guanti di sicurezza
○ Non indossare indumenti o accessori ampi come sciarpe, braccialetti, anelli e
affini, che possono impigliarsi o provocare ustioni
5. Precauzioni generali:
○ Accertarsi che il cavo di ritorno sia fissato saldamente
○ Ogni intervento sui componenti elettrici deve essere effettuato solo da
personale specializzato
○ Devono essere disponibili a portata di mano attrezzature antincendio adeguate e
chiaramente indicate
○ Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchio per
saldatura quando è in esercizio
ATTENZIONE!
La saldatura e il taglio ad arco possono causare lesioni all'operatore o ad altre
persone. Durante la saldatura e il taglio adottare le opportune precauzioni.
SCOSSA ELETTRICA: può uccidere
• Installare e collegare a terra l'unità conformemente al manuale di istruzioni
• Non toccare i componenti elettrici sotto tensione o gli elettrodi con le mani
nude oppure quando si indossano guanti o indumenti bagnati
• Isolarsi dal pezzo da lavorare e dal terreno.
• Assicurarsi che la posizione di lavoro sia sicura
CAMPI ELETTRICI E MAGNETICI: possono nuocere alla salute
• Gli operatori portatori di pacemaker devono consultare un medico prima di
eseguire operazioni di saldatura. I campi elettromagnetici possono
provocare interferenze con determinati pacemaker.
• L'esposizione a campi elettromagnetici può provocare effetti sulla salute
ancora sconosciuti.
• Gli operatori devono adottare le procedure riportate di seguito per ridurre
al minimo l'esposizione ai campi elettromagnetici:
○ Portare i cavi da lavoro e l'elettrodo sullo stesso lato del corpo. Se
possibile, fissarli con del nastro. Non posizionarsi tra la torcia e i cavi
da lavoro. Non avvolgere mai la torcia o il cavo da lavoro attorno al
corpo. Tenere il più lontano possibile dal corpo i cavi e il generatore
di saldatura.
○ Collegare il cavo da lavoro al pezzo da saldare il più vicino possibile
all'area da saldare.
ESALAZIONI E GAS: possono nuocere alla salute
• Tenere il capo lontano dalle esalazioni.
• Eliminare le esalazioni e i gas dall'area in cui si respira e in generale
dall'area di lavoro, utilizzando sistemi di ventilazione o di aspirazione
presso l'arco o entrambi
RAGGI DELL'ARCO: possono causare lesioni agli occhi e ustioni
• Proteggere gli occhi e il corpo. Utilizzare l'apposito schermo per saldatura
e le lenti con filtro e indossare indumenti di protezione
• Proteggere le persone presenti mediante schermi o tende.

1 SICUREZZA
0440 001 101
- 6 -
© ESAB AB 2021
RUMORE: il rumore eccessivo può danneggiare l'udito
Proteggere le orecchie. Utilizzare le cuffie o altri dispositivi di protezione
dell'udito.
PARTI MOBILI - Possono provocare lesioni
• Tenere tutte le porte, i pannelli e i coperchi chiusi e fissati saldamente in
posizione. Se necessario, consentire solo al personale qualificato di
rimuovere i coperchi per gli interventi di manutenzione e la risoluzione dei
problemi. Reinstallare i pannelli o i coperchi e chiudere le porte quando
l'intervento di manutenzione è stato ultimato e prima di avviare il motore.
• Arrestare il motore prima di installare o collegare l'unità.
• Tenere mani, capelli, abiti ampi e attrezzi lontano dalle parti mobili.
PERICOLO D'INCENDIO
• Le scintille (gocce di saldatura) possono causare incendi. Assicurarsi che
non siano presenti materiali infiammabili nelle vicinanze.
• Non utilizzare in contenitori chiusi.
GUASTI: in caso di guasti richiedere l'assistenza di persone esperte.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVISO!
Questo prodotto è destinato esclusivamente alla saldatura ad arco.
ATTENZIONE!
Non utilizzare il generatore per scongelare i tubi congelati.
AVVISO!
L'apparecchiatura di Class A non è destinata all'uso in
luoghi residenziali in cui l'energia elettrica viene fornita
dalla rete pubblica di alimentazione a bassa tensione. A
causa di disturbi sia condotti che radiati, potrebbe
essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi
luoghi.

1 SICUREZZA
0440 001 101
- 7 -
© ESAB AB 2021
NOTA:
Lo smaltimento delle apparecchiature elettroniche
deve essere effettuato presso la struttura di
riciclaggio.
In osservanza della direttiva europea 2012/19/CE sui
rifiuti di apparecchiature elettriche ed elettroniche e
della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono
a fine vita operativa devono essere smaltite presso una
struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è
tenuto/a ad informarsi sulle stazioni di raccolta
autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB
più vicino.
ESAB dispone di un vasto assortimento di accessori e dispositivi di protezione
individuale acquistabili. Per informazioni sull'ordinazione contattare il rivenditore
ESAB di zona oppure visitare il nostro sito Web.

2 INTRODUZIONE
0440 001 101
- 8 -
© ESAB AB 2021
2 INTRODUZIONE
Mig C200i è un generatore portatile di saldatura dal design compatto, destinato alla
saldatura MIG/MAG.
È possibile passare dalla saldatura con filo massiccio/gas di protezione alla saldatura con filo
animato autoschermato senza gas e viceversa.
Il generatore utilizza fili del diametro compreso tra Ø 0,6 e Ø 1,0 mm. Come gas di
protezione, possono essere utilizzati argon puro, gas misto o CO
2
puro.
2.1 Dotazioni
Il generatore è fornito con:
• Manuale di istruzioni
•
Torcia per saldatura MXL
TM
180 (3 m, fissa)
• Cavo di ritorno con morsetto (3 m, fisso)
• Cavo di alimentazione (3 m, fisso con spina)
• Tracolla (vedere la sezione "Istruzioni di sollevamento" nel capitolo
"INSTALLAZIONE").
• Tubo del gas con attacco rapido (4,5 m)
Gli accessori di ESAB per il prodotto sono reperibili nel capitolo "ACCESSORI" del
presente manuale.

3 CARATTERISTICHE TECNICHE
0440 001 101
- 9 -
© ESAB AB 2021
3 CARATTERISTICHE TECNICHE
Mig C200i
Tensione di rete 230 V, 1 ~ 50/60 Hz
Carico ammissibile a:
Tempo caldo di saldatura 25% 180 A
Tempo caldo di saldatura 60 % 120 A
Tempo caldo di saldatura 100% 100 A
Intervallo di regolazione 30 A - 200 A
Tensione a circuito aperto 60 V
Potenza a circuito aperto 15 W
Efficienza alla corrente massima 82%
Fattore di potenza alla corrente massima 0,99
Velocità di avanzamento del filo 2,0 - 12,0 m/min
Diametro del filo:
Fe Ø 0,6 e 1,0
Filo animato Ø 0,8 e 1,0
Ss Ø 0,8 e 1,0
Al Ø 1,0
Diametro max. della bobina del filo Ø 200 mm
Pressione sonora continua in assenza di
carico
< 70 db
Dimensioni l × p × a 449 × 198 × 347 mm
Peso 12 kg
Temperatura di esercizio Da -10 a +40°C
Temperatura durante il trasporto Da -20 a +55 °C
Classe di protezione IP 23C
Classe di applicazione
Torcia di saldatura MXL 180
Raffreddamento Aria/gas di protezione
Carico consentito al 20% di tempo caldo di saldatura:
Biossido di carbonio CO
2
200 A
Miscela di Ar/CO
2
gassosa 180 A
Con autoprotezione 120 A
Carico consentito al 35% di tempo caldo di saldatura:
Biossido di carbonio CO
2
180 A
Miscela di Ar/CO
2
gassosa 150 A
Con autoprotezione 100 A
Flusso di gas consigliato 8 - 15 l/min
Diametro del filo 0,6 – 1,0 mm
Peso 1,32 kg

3 CARATTERISTICHE TECNICHE
0440 001 101
- 10 -
© ESAB AB 2021
Torcia di saldatura MXL 180
Lunghezza gruppo cablaggi 3,0 m
Cavo di controllo standard bipolare
Tempo caldo di saldatura
Il tempo caldo di saldatura indica il tempo, espresso in percentuale di un periodo di dieci
minuti, per cui è possibile saldare o tagliare ad un certo carico senza causare sovraccarichi.
Il tempo caldo di saldatura è valido per una temperatura di 40°C o inferiore.
Classe di protezione
Il codice IPdefinisce la classe di protezione, vale a dire il grado di protezione dalla
penetrazione di corpi solidi o acqua.
Gli apparecchi contrassegnati con l'indicazione IP23C sono destinati all'uso al chiuso e
all'aperto.
Classe di applicazione
Il simbolo indica che l'alimentatore è progettato per l'uso in aree con maggiori pericoli
elettrici.

4 INSTALLAZIONE
0440 001 101
- 11 -
© ESAB AB 2021
4 INSTALLAZIONE
L’installazione deve essere effettuata da un professionista.
NOTA:
Requisiti per l'alimentazione di rete
A causa della corrente primaria assorbita dall'alimentazione di rete, le
apparecchiature a potenza elevata possono influenzare la qualità della potenza di
rete. Pertanto, per alcuni tipi di apparecchiature (consultare i dati tecnici) possono
applicarsi alcune restrizioni o requisiti relativi all'impedenza massima di rete
consentita o alla capacità minima di alimentazione richiesta nel punto di interfaccia
alla rete pubblica (vedere il capitolo "CARATTERISTICHE TECNICHE"). In questo
caso, è responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi,
consultando l'operatore della rete di distribuzione, se necessario, in merito alla
possibilità di collegare l'apparecchiatura.
4.1 Istruzioni di sollevamento
Il generatore viene sollevato dalla maniglia o dalla tracolla in dotazione. La tracolla viene
fissata come mostrato nell'immagine in basso.
4.2 Posizione
Posizionare il generatore di saldatura in modo che gli ingressi e le uscite dell'aria di
raffreddamento non siano ostruiti.
4.3 Alimentazione elettrica di rete
Controllare che il gruppo sia collegato alla tensione di rete corretta e che sia protetto da
fusibili di dimensioni adeguate. Effettuare un collegamento di messa a terra, in conformità
alle norme vigenti.

4 INSTALLAZIONE
0440 001 101
- 12 -
© ESAB AB 2021
Targhetta con i dati relativi al collegamento all'alimentazione
elettrica
Capacità dei fusibili e sezione minima dei cavi consigliate
Mig C200i
Tensione di rete
Sezione dei cavi di
collegamento alla rete mm
2
Corrente di fase, l
eff
Fusibile soppressore di
sovracorrente
230 V ±15% 1~ 50/60 Hz
3G 1,5 mm
2
10 A
16 A
NOTA:
Le sezioni dei cavi di collegamento alla rete di alimentazione e le dimensioni dei
fusibili illustrate sopra sono conformi alle norme svedesi. Per le altre regioni, i cavi di
alimentazione devono essere idonei per l'applicazione e rispettare le normative locali
e nazionali.
Prolunga
Se necessario si raccomanda il ricorso a una prolunga, 3G da 2,5 mm
2
con lunghezza
massima di 50 m.
Alimentazione dai generatori
Il generatore può essere alimentato da vari tipi di generatori. Tuttavia, alcuni generatori
potrebbero non essere in grado di fornire un'alimentazione sufficiente per la saldatura. I
generatori con un tipo di regolazione AVR, equivalente o superiore e una potenza nominale
di 5,5 - 6,5 kW, sono raccomandati per alimentare un generatore a piena capacità.
È inoltre possibile utilizzare generatori con una potenza nominale inferiore, a partire da 3,0
kW, tuttavia in tal caso l'impostazione deve essere proporzionalmente limitata. Ilgeneratore è
protetto dalle sottotensioni. Se l'alimentazione erogata dal generatore non è sufficiente, la
saldatura viene interrotta. In modo particolare, potrebbe risultare disturbato l'avvio della
saldatura. In presenza di un processo di saldatura disturbato, regolare i parametri di
saldatura oppure passare a un generatore più potente.

5 FUNZIONAMENTO
0440 001 101
- 13 -
© ESAB AB 2021
5 FUNZIONAMENTO
Le norme generali di sicurezza per la movimentazione dell'apparecchio sono riportate
nel capitolo "SICUREZZA" del presente manuale. Leggerle attentamente prima di
iniziare ad utilizzare l'apparecchio!
NOTA:
Durante gli spostamenti dell'apparecchio utilizzare l'apposita maniglia. Non tirare
mai la torcia.
ATTENZIONE!
Gli organi rotanti possono causare lesioni. Prestare la
massima attenzione.
ATTENZIONE!
Assicurarsi che i pannelli laterali siano chiusi mentre l'apparecchio è in funzione.
ATTENZIONE!
Rischio di schiacciamento durante la sostituzione della bobina! Non utilizzare guanti
di sicurezza quando si inserisce il filo di saldatura tra i rulli di trascinamento.
ATTENZIONE!
Bloccare la bobina per impedire che
scivoli giù dal mozzo.

5 FUNZIONAMENTO
0440 001 101
- 14 -
© ESAB AB 2021
5.1 Attacco e dispositivi di controllo
1. Interruttore dell'alimentazione di rete 4. Cavo di ritorno
2. Display 5. Cavo di rete
3. Torcia di saldatura 6. Collegamento del gas
5.2 Operazione
Il generatore non viene alimentato istantaneamente quando viene attivato l'interruttore
generale (1). Dopo circa 2 secondi, il display (2) indica che il generatore è pronto.
Se il grilletto della torcia di saldatura viene premuto durante l'accensione del generatore, il
funzionamento viene disattivato, fino al rilascio del grilletto.
Il cavo di ritorno (4) deve essere collegato saldamente al pezzo da lavorare o al tavolo di
saldatura.
Il pannello laterale che copre il trainafilo deve essere chiuso prima della saldatura.
Il generatore viene disattivato istantaneamente tramite l'interruttore generale (1).

5 FUNZIONAMENTO
0440 001 101
- 15 -
© ESAB AB 2021
5.2.1 Modalità manuale
A Impostazione della tensione
B Impostazione della velocità
di avanzamento del filo
C Impostazione
dell'induttanza
D Modalità manuale/QSet
E Velocità di avanzamento del
filo
F Corrente di saldatura
G Tensione di saldatura
L’operatore deve definire i valori appropriati per la velocità di avanzamento del filo e la
tensione di saldatura.
5.2.2 Modalità QSet
A Impostazione del valore
QSet
B Regolazione dello spessore
del pezzo da saldare
C Selezione del
materiale/impostazione
dell'induttanza
D Modalità manuale/QSet
E Velocità di avanzamento del
filo
F Corrente di saldatura
G Tensione di saldatura
H Valore QSet
I Spessore piastra
In modalità QSet, la tensione di saldatura appropriata viene impostata automaticamente dal
generatore. QSet monitora l'arco di saldatura e regola continuamente la tensione per
mantenere l'impostazione ottimale.
Calibrazione
Al primo utilizzo della modalità QSet e alla modifica del filo di saldatura, del materiale o del
gas di protezione, è necessario consentire una nuova calibrazione di QSet. Ciò si effettua

5 FUNZIONAMENTO
0440 001 101
- 16 -
© ESAB AB 2021
attraverso una saldatura di prova (almeno 6 secondi). È sufficiente avviare la saldatura e
consentire a QSet di rilevare le impostazioni corrette per i parametri.
Selezione del materiale
Dato che materiali diversi presentano dispersioni termiche diverse, è necessario selezionare
il gruppo di materiali (C) più adatto, in modo da poter calcolare l'impostazione corretta per lo
spessore del pezzo da saldare. Le impostazioni per il filo animato vengono effettuate solo in
modalità manuale.
Regolazione dello spessore del pezzo da saldare
Impostare lo spessore del pezzo da saldare utilizzando l'apposita manopola (B). Tale
manopola regola la velocità di avanzamento del filo (E). QSet calcola automaticamente
un'impostazione di tensione adatta. Lo spessore raccomandato per il pezzo da saldare alla
velocità di avanzamento del filo impostata viene visualizzato simultaneamente (I). Lo
spessore raccomandato del pezzo da saldare viene calcolato per una saldatura d'angolo
utilizzando le seguenti dimensioni del filo: Fe/Ss e CuSi - Ø 0,8 mm, Al - Ø 1,0 mm. Se si
utilizza un filo dal diametro inferiore, sarà necessario impostare un valore leggermente
superiore per lo spessore del pezzo da saldare rispetto a quello effettivo. Di contro, se si
utilizza un filo dal diametro maggiore sarà necessario impostare un valore leggermente
inferiore.
Regolazione dell'apporto termico
L'apporto termico può essere regolato con la manopola QSet (A) in incrementi da -9 a +9, al
fine di rendere la saldatura più calda o più fredda. Un valore superiore comporta una
saldatura più calda e più concava (maggiore lunghezza dell'arco), per una maggiore
penetrazione. Un valore inferiore comporta una saldatura più fredda e più convessa (minore
lunghezza dell'arco), al fine di prevenire bruciature nel pezzo da saldare. In genere, il valore
QSet viene impostato a 0, una regolazione che fornisce un apporto termico intermedio adatto
a gran parte delle situazioni. L'impostazione di apporto termico è indicata da un termometro
che mostra la presenza di regolazioni più calde o più fredde.
5.2.3 Unità di misura
La regolazione del tipo di unità di misura è una funzione nascosta. Per impostazione
predefinita, i valori del generatore vengono espressi in mm. Per passare alla visualizzazione
in pollici, premere i pulsanti (D) e (C) e mantenerli premuti per 5 secondi. Aiutandosi con la
manopola (B), viene selezionata l'unità di misura richiesta.
5.3 Codici di errore
Se si verifica un errore, risulterà visibile solo il codice di
errore.

5 FUNZIONAMENTO
0440 001 101
- 17 -
© ESAB AB 2021
N. errore Descrizione Intervento
1 Errore di programma
Spegnere l'attrezzatura e attendere 30 secondi, quindi
riaccenderla. Contattare l'assistenza se l'errore
persiste.
2 Errore del dispositivo
3 Errore del dispositivo
5 Errore di programma
4 Protezione termica Non spegnere il generatore, lasciarlo raffreddare.
5.4 Impostazioni dell'induttanza (Fe/SS)
In alcuni casi, specialmente per la saldatura di acciaio dolce in gas diversificati, è possibile
migliorare la qualità di saldatura modificando le impostazioni di induttanza del generatore.
La funzione di induttanza è generalmente nascosta, ma può essere richiamata tenendo
premuto il pulsante (C) per almeno 5 secondi. Quando questa impostazione è disponibile,
tutti gli elementi grafici sul lato destro del display scompaiono e viene visualizzato soltanto un
numero da 00 a 10. Tale numero corrisponde al valore di induttanza. 00 indica che
l'induttanza è bassa e l'arco di saldatura è "stretto", mentre 10 indica un'induttanza elevata,
con un arco di saldatura "tenue".
Il valore dell'induttanza può essere regolato mediante la manopola (B). Il valore predefinito è
05.
Raccomandazioni:
• In caso di utilizzo di CO
2
, si raccomanda di impostare un'induttanza inferiore a 05, ad
esempio da 03 a 00
• In caso di utilizzo di una miscela Ar/CO
2
, l'operatore deve impostare un'induttanza
superiore, da 05 a 10.
Il display torna alla normalità una volta trascorsi 10 s dall'ultimo movimento della manopola
(B) o premendo il pulsante (C). Il ritorno alla modalità normale può essere accelerato
premendo nuovamente e mantenendo premuto il pulsante (C) per 5 s.
5.5 Variazione di polarità
Morsetti +/-
Il generatore viene fornito con il filo di saldatura collegato al polo positivo. Per alcuni fili, p.
es. i fili con nucleo autoschermato, si raccomanda la saldatura con polarità negativa. Per
"polarità negativa" si intende che il filo viene collegato al polo "-", mentre il cavo di ritorno

5 FUNZIONAMENTO
0440 001 101
- 18 -
© ESAB AB 2021
viene collegato al polo "+". Controllare la polarità raccomandata per il filo di saldatura che si
desidera utilizzare.
La polarità può essere modificata nel modo seguente:
1. Spegnere ilgeneratore e scollegare il cavo di rete.
2. Aprire il pannello laterale.
3. Ripiegare le coperture in gomma per accedere ai morsetti +/-.
4. Rimuovere i dadi e le rondelle. Annotarsi l'ordine corretto delle rondelle.
5. Modificare la posizione dei cavi alla polarità desiderata (controllare le indicazioni).
6. Installare le rondelle nell'ordine corretto e serrare i dadi con una chiave inglese.
7. Assicurarsi che le coperture in gomma coprano i morsetti +/-.
5.6 Pressione di avanzamento del filo
Iniziare controllando che il filo scorra senza impedimenti attraverso la relativa guida. Quindi
impostare la pressione dei rulli di pressione del gruppo trainafilo. È importante che la
pressione non sia troppo elevata.
Figura A Figura B
Per verificare se la pressione di avanzamento impostata è corretta, far avanzare il filo verso
un oggetto isolato, ad es. un pezzo di legno.
Tenendo la torcia di saldatura a circa 5 mm dal pezzo di legno (figura A) i rulli di
trascinamento dovrebbero scorrere.
Tenendo la torcia di saldatura a circa 50 mm dal pezzo di legno, il filo dovrebbe avanzare e
piegarsi (figura B).
5.7 Sostituzione e inserimento del filo
1. Aprire il pannello laterale.
2. Collocare la bobina sul mozzo e fissarla con l'apposito blocco.
3. Scollegare la molla di compressione piegandola lateralmente; in questo modo il rullo
di pressione scorre via.
4. Estrarre da 10 a 20 cm del nuovo filo. Limare dall'estremità del filo le eventuali
bavature e gli spigoli vivi, prima di inserirlo nel gruppo trainafilo.
5. Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento, oltre che nell'ugello di uscita e nel guidafilo.
6. Fissare la molla di compressione.
7. Chiudere il pannello laterale.
Alimentare il filo attraverso la torcia di saldatura fino a farlo fuoriuscire dall'ugello. Tale
operazione deve essere svolta con cura, dato che il filo è pronto per la saldatura e potrebbe
verificarsi un arco indesiderato. Mantenere la torcia lontano dai componenti conduttori
durante l'alimentazione del filo e arrestare istantaneamente l'alimentazione del filo quando
questo fuoriesce.

5 FUNZIONAMENTO
0440 001 101
- 19 -
© ESAB AB 2021
Vedere il capitolo "DATI TECNICI" per informazioni sulle dimensioni adatte a ciascun tipo di
filo.
Utilizzare esclusivamente bobine da Ø 200 mm.
NOTA:
Le bobine da Ø 100 mm/1 kg non sono applicabili.
ATTENZIONE!
Non tenere la torcia in prossimità delle orecchie o del viso durante
l'alimentazione del filo, dato che ciò potrebbe causare lesioni personali.
NOTA:
Ricordarsi di utilizzare la punta di contatto corretta nella torcia di saldatura in base al
diametro del filo utilizzato. La torcia è provvista di una punta di contatto per un filo
da Ø 0,8 mm. Se si utilizza un diametro diverso, sarà necessario sostituire la punta
di contatto. Il guidafilo inserito nella torcia è raccomandato per la saldatura con fili
Fe e Ss. Passare a una guida di tipo PTFE per la saldatura di alluminio o la
brasatura (CuSi). Vedere la sezione "Sostituzione del guidafilo" nel capitolo
"MANUTENZIONE" per la sostituzione del guidafilo.
5.7.1 Sostituzione della scanalatura del rullo di trascinamento
Il generatore viene fornito con il rullo di trascinamento impostato per un filo di saldatura da Ø
0,8/1,0 mm. Se si desidera utilizzarlo con un filo da Ø 0,6 mm, sarà necessario sostituire la
scanalatura nel rullo di trascinamento.
1. Ripiegare la molla di compressione per rilasciare il rullo di pressione.
2. Accendere il generatore e premere il grilletto della torcia per posizionare il rullo di
trascinamento in modo che la vite di bloccaggio risulti visibile.
3. Spegnere il generatore.
4. Utilizzare una chiave a brugola da 2 mm per aprire la vite di bloccaggio di circa metà
giro.
5. Estrarre il rullo di trascinamento dall'asse e ruotarlo. Controllare l'indicazione sul lato
del rullo di trascinamento per individuare i diametri del filo adatti.
6. Ricollocare il rullo sull'asse assicurandosi che si inserisca completamente all'interno.
Potrebbe essere necessario ruotare il rullo per collocare la vite di bloccaggio sulla
superficie piana dell'asse.
7. Serrare la vite di bloccaggio.
5.8 Gas di protezione
La scelta di un gas di protezione adatto varia in base al materiale. In genere, l'acciaio dolce
viene saldato con gas misto (Ar + CO
2
) o anidride carbonica. L'acciaio inossidabile può
essere saldato con gas misto (Ar + CO
2
o Ar + O
2
), mentre l'alluminio con argon puro. Per la
brasatura MIG/MAG (CuSi) si utilizza argon puro o gas misto (Ar + O
2
). Verificare il gas
raccomandato per il filo di saldatura che si desidera utilizzare. In modalità QSet™ (vedere la
sezione "Modalità QSet") verrà impostato automaticamente l'arco di saldatura ottimale per il
gas che si desidera utilizzare.
5.9 Protezione dal surriscaldamento
Il surriscaldamento viene indicato sul display (2) con il codice di errore E4. Un fusibile di
sovraccarico termico protegge l'unità dal surriscaldamento disattivando la saldatura in

5 FUNZIONAMENTO
0440 001 101
- 20 -
© ESAB AB 2021
presenza di tale condizione. Il fusibile si ripristina automaticamente una volta che l'unità si
sarà raffreddata.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28



























