Sioux Tools TC50A Series Instructions Manual
- Tipo
- Instructions Manual

1
INSTRUCTIONS FOR TC50A SERIES
Pneumatic Tool Process Controller
(International Patents Pending)
10039.7.16.03
10041.7.16.03
Form ZCE721
Date 2005March22/A
Page 1 of 56
Printed In U.S.A.
TABLE OF CONTENTS
I. Introduction
II. Electrical Safety
III. Installation & Air Supply
IV. Tool Compatibility
V. Set-Up “MAIN MENU”
VI. Programming “Pset MENU”
VII. Inputs / Outputs
VIII. Networking
IX. Service & Warranty Service
X. Adjustments
I. INTRODUCTION & OVERVIEW
The TC50A controller sold by Sioux Tools, Inc. has been
developed to address the industry need for a controller that
provides NIST traceable torque validation (date and time
stamped), is easy to program and is available with common
network-ready hardware using industry standard protocols.
The TC50A provides precise torque control as well as multiple
parameter set capability and “poka-yoke” error proofing to
standard pulse and impact tools.
Compact in design, the TC50A provides operator feedback via
a large digital display and tri-color LED’s for fastener counting,
parameter set identification and joint condition status. There are
OK / NOK indicators for finished cycle or batch evaluation and
an audible (108 db) alarm for out-of-spec conditions. With eight
parameter sets allowing different counts and application set-
ups, one tool can be set to perform various applications using
its full torque range saving time and installation costs. One or
more tools can be attached to a single controller to cover a
broad torque range or for repair station applications.
The TC50A controller is compatible with all major brands of
industrial pulse tools and is available to control tools ranging
from 1/4" drive to 1" sq drive; regardless of torque requirement.
The standard software program controls pulse tools (any non-
shut off pulse tool; no need for shut-off, trim valves or pulse
pack adjustments) and impact wrenches.
The TC50A is available with optional software programs to
control direct-drive stall air tools such as clutch operated tools
and tube-nut wrenches.
II. ELECTRICAL SAFETY
The issue of operator safety is of maximum importance from
both the attitude of ergonomic comfort as well as electrical
safety.
ALWAYS INSURE THAT THE POWER CORD IS PLUGGED
INTO A GROUNDED OUTLET THAT CONFORMS TO NA-
TIONAL ELECTRIC CODE STANDARDS.
The TC50A controller operates from a wide range of electrical
supply voltage. It will operate from an input range of 100 VAC to
240 VAC and is self adjusting. The power consumption of the
controller is less than 1 amp at 110 VAC. The chassis as well as
the enclosure is grounded through the power cord. The internal
power requirements of the TC50A controller are at or below 12
VDC and employs a CE approved power supply that is UL
listed.
DO NOT DEFEAT THE GROUNDING PIN ON THE PLUG OR
SUBSTITUTE A CABLE THAT DOES NOT CONFORM TO THE
POWER AND SAFETY REQUIREMENTS OF THE SYSTEM.

2
Figure 1
Be certain that the transducer/load cell is rated at 2 Mv/v
and that the full scale rating of the device is sufficient for the
maximum torque output of the tool being used.
III. INSTALLATION & AIR REQUIREMENTS
The controller is designed for mounting to a stable surface or
bracket by bolting it via the four flanged mounting holes. It
should be mounted in a vertical manner and not more than 30
degrees off of vertical. The dimensions for mounting are as
shown in Figure 1.
Air Supply Requirement
In general, the supply line that is sufficient to run the tool being
used is adequate to power the TC50A controller. A supply of
compressed air that is filtered and dry is required. For the
TC50A, a minimum of 90 psi (6.2 Bar) and 50 SCFM (1500
liters/minute) is required for full range operation. However, the
controller will operate below this level with reduced efficiency. If
the air pressure and volume are insufficient, the performance of
the tool will suffer and the full torque range of the tool will not be
realized. If the controller does not receive sufficient air volume,
the tool may operate erratically and the controller will indicate
“NOK” on the display.
The TC50A is designed to operate with a maximum air hose
length of 25 feet (7.5 meters) to the tool. The air hose should be
a 3/8" (10 mm) inside diameter with no restrictions (fittings)
smaller than 1/4" inside diameter. Prevent any unnecessary
restrictions, elbows, swivels, etc from being installed between
the controller and the tool.
Install the TC50A controller onto an airline with an air filter
before the air inlet to the controller. If an in-line lubricator is
used, it must be installed after the controller between the outlet
and the tool. It must be a free flowing design and not smaller
than 3/8" NPT. Plug the power cord into a grounded outlet.
IV. TOOL COMPATIBILITY
The TC50A controller is compatible with all major brands of
industrial pulse tools and direct drive pneumatic tools and is
available to control tools ranging from 1/4" drive to 1" sq drive;
regardless of torque requirement. There are two (2) models
available that cover the full range of tools available; the TC50A
and the TC50A-2 H-F (High Flow).
The TC50A will flow up to (40) SCFM and will generally operate
pulse tools up to (120) Nm. Tools rated over this level should be
operated using the TC50A-2 H-F for best results. The TC50A-2
H-F can handle most if not all pulse tools beyond the capabili-
ties of the TC50A.
The TC50A doesn’t require a shut-off tool, a signal port & signal
tube or even a built-in transducer to control and error proof up
to (8) applications.
Should you desire to control existing tools with the TC50A and
the tools are shut-off type, you will first need to adjust the shut-
off mechanism to its maximum setting or otherwise disable it. If
the tool has an internal governor (such as the Cooper/CLECO
brand), you must disable the governor.
V. SET-UP “MAIN MENU”
The MAIN MENU will appear upon power up of the controller.
There are three functions under the Main Menu. Use the UP/
DOWN key to scroll.
PARAMETER SETUP
Under this selection, the programming of applications takes
place. Refer to the Programming Sequence Chart in the center
of this manual.
TIME/DATE
Using the UP and DOWN arrows as prompted on the display,
set the TIME and DATE to current.
CYCLE COUNT
This feature may be used to signal when maintenance is due.
Using the display prompt, set the cycle count warning monitor
by pressing the “up” or “down” arrow keys. Single keystrokes
will increment the counter by one hundred while holding the key
down will increment in 1000 counts. 500,000 is maximum while
a count of zero disables the alarm. To Clear and reset the
counter, press the down button which will reset the counter to
zero but will not disable the function. Press the reverse/back-up
key to return to the run display.
PROGRAMMING “Pset MENU”
The PROGRAMMING menu is used to set-up a Pset to an
application. By following the display prompts, the user will setup
the system through the defined steps. There are two methods
available to setup a Pset to an application; DYNAMIC or
MANUAL mode. To use DYNAMIC mode, you must have a
transducer connected to the controller of the proper range and
be setting up a pulse tool. MANUAL is used whenever a
transducer isn’t available or for direct drive tool set-up.
ROTARTY TORQUE TRANSDUCERS
The TC50A is designed to utilize “Industry Standard” type rotary
torque transducers. The transducer connector port is at the
bottom of the controller next to the air outlet. Many rotary
transducers are not suitable for pulse tools and NONE are
suitable for impact wrenches. Make certain that the range of the
transducer being used is capable of handling the torque output
of the tool being applied and that it is pulse tool rated.
If you should desire to use a Crane Electronics, Ingersoll Rand
or Atlas Copco rotary transducer (auto identification type),
contact your salesman to obtain the proper “WALLABY” (Part
No. 10033) adapter. This will allow use of these common rotary
torque transducers.
Stationary torque transducers may also be used for calibration
and set-up in the MANUAL mode as well as for use with impact
tools.
PARAMETER SETUP - DYN(amic)
Select the Pset desired
Set Count (number of fastenings per Batch/Cycle)

3
Check the units and the maximum (full scale) of the transducer
(NOTE: TC50A will automatically check and set the ZERO and
MAX values of the transducer connected.)
Enter the TgTq (Target Torque) of the application. (Dynamic
torque setting)
After setting the above values, there are five steps to setting up
an application.
LEARN TGTQ - RUN TOOL
Run the tool on the application, holding the trigger until the
system stops the tool.
NOTE: THIS STEP MAY TAKE UP TO (15) SECONDS. WAIT
UNTIL THE CONTROLLER SHUTS OFF THE TOOL AND THE
DISPLAY SHOWS “CYCLE COMPLETE.”
The LEARN TGTQ process will dynamically adjust the airflow to
the tool and monitor the transducer torque signal during the
sample run. The controller will stop the tool when the torque
signal reaches the target value programmed into the selected
parameter set. This process is a Closed-Loop control cycle.
LEARN REHIT - RUN TOOL
Cycle the tool on the previously tightened bolt.
LEARN FREERUN - RUN TOOL
Operate the tool in free air until the controller stops it.
LEARN PREVAIL - RUN TOOL
Run the tool on the application to allow the controller to “Learn”
the joint characteristics during fastener rundown.
LEARN CURVE - RUN TOOL
In this final step (with the transducer still on the tool), run the
tool on the actual application. The controller will learn the
signature of the application using closed loop control based
upon the transducer measurement.
After the tool shuts off, the Pset is programmed.
NOTE: The TC50A control system will monitor the transducer
during this step and will run the tool until the TgTq is achieved
through closed-loop control. IF THE JOINT IS VERY SOFT,
THIS MAY TAKE UP TO (5) OR MORE SECONDS. When this
cycle time is too long, the selection of a higher torque capacity
tool is recommended.
The - TEST SETTINGS - screen will appear and is used to test
the set-up while allowing the operator to use the back-up key to
go back and adjust any settings if the results obtained in the
TEST SETTINGS mode are not correct. Use this screen to
check for proper error detection.
ONCE YOU PRESS THE ENTER KEY, NO FURTHER AD-
JUSTMENTS ARE ALLOWED. IF CHANGES ARE REQUIRED,
YOU MUST GO BACK TO THE PARAMETER SETUP SCREEN
IN THE MAIN MENU AND START OVER.
The Pset is now programmed and ready for
production use.
UNDER THE ePro logo:
By lightly pressed on the ePro logo, the following options will be
displayed:
• CHANGE DISPLAY
• This allows selection of displaying either the TQ from a
transducer (if one is plugged in) or to display the TgTg
(target torque) as programmed.
• CAL CORRECT
• Provides an easy calibration adjustment to an inde-
pendent system or torque wrench.
• REHIT STATUS
• The controller defaults to include the use of REHIT as
an error. By turning this feature off, the controller will
ignore any rehit condition.
• CYCLE DELAY
• This setting will determine the “off” time between the
end of one run-down and the resetting of the tool for
the next cycle. A default value of 02500 will keep the
tool off for about one (1) second prior to allowing the
operator to press the trigger for the next fastener. If
this is too slow, adjust (by using the UP/DWN buttons)
the value down to approximately 1000-1200. Any lower
may be too quick and may not allow the operator
enough time to release the trigger. A higher value will
cause the tool to reset slower.
• LOCK OUT
• Activating this option will lock out the program keys
from the operator allowing only Pset selection and
Reverse Override.
PARAMETER SETUP - MAN(ual)
The MANUAL mode is used whenever:
• No transducer is available
• RESIDUAL (static) torque setting is desired
• The application has wide joint rate variations
• The application has high prevailing torque
• When setting up a direct drive tool using the standard pulse
tool software.
NOTE: It is best to install the correct software program to suit
the type of tool being used.
Follow the steps below to program a Pset using the MANUAL
method:
1. Select the Pset desired
2. Set Count (number of fastenings per Batch/Cycle)
3. CAL TRANSDUCER
NOTE: If a transducer is used, the display will show the
monitored reading on the MANUAL TEACH screen next to TQ.
If no transducer is connected, press the “NO” option to advance
to the — MANUAL TEACH — screen.
In the MANUAL TEACH mode, the SIG value is defaulted to 075
and may be adjusted EITHER UP OR DOWN. This will adjust
the airflow/pressure ratio to allow you to adjust torque level.
However, a setting of 110-115 will most likely be the maximum
unless your air supply is in excess of 90 psi and 50 scfm.
There are five steps to setting up an application in MANUAL
mode.
— MANUAL SET-UP —
Run the tool on a sample fastener, holding the trigger until the
socket stops turning.
NOTE: THIS STEP MAY TAKE UP TO (5) SECONDS. In
MANUAL mode, the control of the tool shut off is left to the
operator. After manually stopping the tool, measure the
torque applied using the standard method as approved by
your company. If the torque measured is not correct, adjust
the SIG value using the UP/DWN keys and retry until the
torque desired is achieved.
Once the torque level is correct, press the enter key. Input the
value measured to the SET PARAMETER TgTq screen.
LEARN FREERUN - RUN TOOL
Operate the tool in free air until the controller stops it.
LEARN PREVAIL - RUN TOOL
Run the tool on the application to allow the controller to “Learn”
the system characteristics during fastener rundown.
LEARN REHIT - RUN TOOL
Rerun the tool on the fastener that was just run down under the
LEARN TGTQ step. Hold the trigger until the system shuts off
the tool.

4
SET JOINT TYPE
This selection will be based upon the rate of the joint. If the
fastener is free running and the joint rate is hard (like metal-to-
metal, no washer or gasket or like a spark plug application),
select the HARD setting.
Most pulse tool applications will use the MEDIUM setting unless
the joint is very soft. In this case, either select SOFT or go to
the MANUAL setting option. In MANUAL, the operator will stop
the tool when the socket/fastener has stopped rotating. Select
from the four options by pressing the UP/DWN keys.
NOTE: ALWAYS select the HARD setting for direct drive
tools. This will insure the most favorable shut-off and best
ergonomic condition.
• JOINT TYPE: HARD
This is the default setting. If your results are low in torque when
this setting is used, try the MEDIUM or SOFT setting before
raising the SIG value. In “HARD” the tool will shut-off automati-
cally.
• JOINT TYPE: MEDIUM
The MEDIUM setting is usually the most common setting for
pulse tools and impact wrenches unless the joint is very soft or
has a long rundown. In this setting, the tool will shut-off auto-
matically.
• JOINT TYPE: SOFT
Use the “SOFT” setting whenever the joint is too soft for the tool
to reach full torque in the MEDIUM setting. This setting will
automatically shut the tool off.
• JOINT TYPE: MANUAL
In this setting (with the transducer still on the tool if using one),
run the tool on the application.
In the MANUAL LEARN mode, the operator must stop the
tool manually as soon as the fastener/socket stops turning.
This will set the run time of the cycle.
REFER TO THE PROGRAMMING SEQUENCE CHARTS AT
THE END OF THIS MANUAL FOR ASSISTANCE IN SETUP
– SETTING UP USING THE DIRECT DRIVE (10041)
CODE –
Setting up a controller using the 10041 eprom code is similar to
the MANUAL set-up mode of the pulse tool (10039) code.
Follow the chart at the end of this manual for assistance. The
primary difference is the setting of the proper flow signal when
prompted during the Pset programming sequence.
During the programming step of “CHECK FLOW” the display
will tell you to “RUN FREESPEED.” Simply run the tool in free
speed while adjusting the flow screw (located through the back
cover access hole) to obtain a reading of “GOOD.”
VI. ERROR PROOFING “OK / NOK”
Error proofing is one of the most important features of the
TC50A controller. Once an application has been set-up, the
TC50A will control the torque applied and discern between an
“OK” fastening cycle and the following errors.
• RE-HIT
A RE-HIT is determined to have occurred whenever the
tool is applied to a pre-tightened fastener. An “NOK” will
be displayed.
• Cross-thread
Whenever the fastener cross-threads into the hole, this
condition will alarm and display “NOK”
• Slip-off (or cam out)
If the socket or screwdriver bit slips off of the fastener
head, the controller will stop the cycle and alarm this
condition as an “NOK.”
• Short cycle (premature cycle abort)
Defined as when the operator stops the cycle prior to
completion of the fastening to final torque. This some-
times occurs when the operator anticipates the end of
cycle and “let’s go” of the throttle trigger prematurely,
before the controller has shut-off the tool.
NOTE: The TC50A will ignore free air running of the tool.
This feature insures that only attempts to tighten fasten-
ers are accounted for.
VII. INPUTS / OUTPUTS (I/O)
The TC50A I/O terminal strip is located internally on the bottom
of the main board. Certain remote connections are also
accessible via the RJ45 (P3) socket located on the right side of
the controller and can be easily accessed using the ROI device
available from Sioux Tools. Standard I/O is optically isolated and
relay operated using dry contacts; normally open. The I/O must
be powered from a remote source.
Standard INPUTS are:
1. Disable (Part Not-Present)
2. Batch Clear
Input terminals #3, 4 & 5 are used to select between the
different Parameter Sets according to the following table:
3 on 4 off 5 off Pset 1
3 off 4 on 5 off Pset 2
3 on 4 on 5 off Pset 3
3 off 4 off 5 on Pset 4
3 on 4 off 5 on Pset 5
3 off 4 on 5 on Pset 6
3 on 4 on 5 on Pset 7
All three inputs “off” returns the controller to manual keypad
selection.
Standard OUTPUTS are:
1. Batch “NOK”
2. Batch “OK”
3. Cycle “OK”
4. Cycle “NOK”
P3 Connector
The RJ 45 connector located toward the middle of the board
opening on the side of the controller is designed to provide
access to the following functions through a Remote Operator
Interface called the “ROI.” (p/n 10140):
• Cycle reject indicator light
• “UP” button
• “DWN” button
• “OVERRIDE” button
• NOTE: Remote “Batch Reset” is available by holding
the OVERRIDE button for one (1) second, then
pressing the UP button once.
VIII. NETWORKING
The TC50A is available with four networking or communication
options.
RS 232 Serial Bus
The serial bus is ported through a DB9 connector located on
the right side of the enclosure. The serial output supports
standard ASCII format and will send out packet information after
each fastening cycle as follows:
06JUN03 12:45:27 PSET:1 TGTQ:035.0 Nm TQ:035.2
Nm COUNT:02/05 OK
EtherNET (TCP/IP)
This optional card is accessed via an RJ45 located on the right

5
side of the enclosure. Ready to accept your program, the
EtherNET card will operate using standard protocol and can be
configured to utilize your communication software program.
Contact your distributor or Sioux Tools, Inc. for assistance in
implementation.
DeviceNET
The TC50A will act as a standard node under the DeviceNET
proprietary protocol when this option is installed.
PFCS (Daimler Chrysler)
This optional communication protocol and hardware is available
from your distributor if the controller is being shipped to an
approved facility.
IX. SERVICE & WARRANTY
The TC50A is relatively service free in that there is no sched-
uled adjustments or maintenance needed. Insure that the air
supply is clean and filtered and that any lubricator is installed
between the controller and the air tool as oil will foul the main
valve and render the controller inoperable.
Should service be required, contact your local distributor or
Sioux Tools, Inc. at:
Sioux Tools, Inc.
2156 Avon Industrial Drive
Rochester Hills, MI
48309
The standard WARRANTY term is one (1) year from date of
purchase. Sioux Tools, Inc. warrants the TC50A free from
defects in materials and workmanship and will repair or replace
the defective part(s) FOB the factory. To obtain WARRANTY
SERVICE, contact Sioux Tools, Inc. at 800-722-7290 or by fax
at 800-722-7236 to obtain an RGA number.
NO CONTROLLER WILL BE ACCEPTED FOR WAR-
RANTY SERVICE WITHOUT THE RGA NUMBER
DISPLAYED ON THE SHIPPING LABEL.
X. ADJUSTMENTS - TRANSDUCER CALIBRATION
The TC50A is designed to accept industry standard, 2 Mv/v
strain gage torque transducers, either rotary or stationary types.
These are generally supplied with four or six pin Bendix style
connectors. If the controller does not calibrate once the full-
scale (at 2 Mv/v) setting is programmed, check the following:
• Cable and connections
• Millivolt rating of the transducer (some are 3 Mv/v and will
require a different full-scale value)
• Substitute a known good transducer to determine if the
transducer is defective or operate the transducer on a
portable meter to check its condition.
Should the transducer set-up correctly but the torque value not
agree with your “MASTER”:
• Check that the full scale of the transducer is correctly
entered
• Perform a CAL CORRECT routine
• Perform a fastening cycle using a MASTER transducer
for calibration
• Press the key under the ePro logo
• Press the DOWN key to enter the value from the
MASTER transducer readout
The readings from the TC50A and the MASTER will now agree.
Set-up Problems
During set-up, you may experience the inability for the controller
to function during one of the process steps. This is most likely
due to either too much or too little airflow signal and is indicated
by the controller not automatically accepting a reading. If you
have first determined that the supply air pressure and volume is
sufficient (90 psi @ 50 scfm), proceed with the following.
FLOW SIGNAL ADJUSTMENT SCREW
Through a small hole in the back cover, there is a Phillips #1
adjustment screw that can be user adjusted to obtain better
airflow signal. This flow adjustment will reduce or enlarge the
orifice through which the airflow passes. (NOTE: It is common
for this adjusting screw to “hiss” and will not cause the controller
to malfunction. However, should the screw come out during
adjustment, it will be necessary to remove the back cover to
replace it. A small amount of thread sealant (or Teflon tape) is
required to seal and hold the screw in place.)
This airflow adjustment screw operates over a range of (6-
7) turns from full-in to full-out. The FACTORY setting is (4)
turns out from seated. This default setting will operate 80%
of the common size tools from 9 - 80 Nm. If using tools
smaller or larger, make adjustments as per the following
instruction.
In general, very small tools require that the screw be rotated
clockwise in one-turn increments until the problem goes away.
Large tools (such as «” impacts and large pulse tools; generally
those over 100 Nm) may require that the screw be rotated
counter clockwise in one turn increments until proper operation
is obtained.
DO NOT UNSCREW MORE THAN THREE TURNS OUT FROM
THE FACTORY SETTING AS THIS MAY CAUSE THE SCREW
TO COME OUT.
It is important to note that any adjustment to the airflow
screw will require that the set-up be performed from the
first step over again. Do not try to change the setting mid-
set up as this may cause the error proofing to malfunction.
OTHER CONCERNS:
The TC50A is designed to operate with no more than a 25' long,
3/8" max dia air hose. However, the controller will adjust to any
reasonable hose length, provided that the pressure drop and
restrictions don’t affect the airflow volume. With a longer hose
the system will require a longer dwell time between fasteners. If
the time to restart the tool after running down one bolt and
starting the next is too long, shorten the hose. RULE OF
THUMB: the shorter the hose, the shorter the “off / reset” time
between fasteners.
DECLARATION OF CONFORMITY
We, Sioux Tools Inc., 250 Snap-on Drive, P.O. Box 1596, Murphy, NC, 28906, USA, declare under our sole responsibility that the products
TC50A
to which this declaration relates are in conformity with the following standard or standards or other normative document or documents:
EN 61326-1/A2: 2000, EN 61000-3-2/A14: 2000, EN 61000-3-3/A1: 2000,
IEC1000-4-2, IEC1000-4-3, IEC1000-4-4, IEC1000-4-5,, IEC1000-4-6, IEC1000-4-11
following the provisions of
EMC 89/336/EEC & 73/23/EEC.
Signature of issuer
March 1, 2005
Murphy, North Carolina, USA
Date and place of issues
Mark S. Pezzoni
President
Power and Specialty Tools
Name and position of issuer

6
SET PARAMETER 01
COUNT: XX
PROGRAMMING SEQUENCE
PULSE / IMPACT TOOL ALGORYTHM 10039.7.16
MANUAL SET-UP
DYNAMIC SET-UP
— TEST SETTINGS —
000.0 CYCLE:
TQ: XXX.X PSET 01
COUNT: 00/XX OK
— MAIN MENU —
TIME/DATE
05-23-03 11:50
UP/SET DWN/EXIT
— SET TIME/DATE —
MONTH: 05
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
UNITS: NM
USE TRANSDUCER?
UP/YES DWN/NO
SETUP PARAMETER
PSET # 01
PARAMETER SETUP
UP/DYN DWN/MAN
PARAMETER SETUP
UP/PRGM DWN/CLR
— MAIN MENU —
PARAMETER SETUP
—TORQUE ADJUST—
TQ:000.0 SIG:075
— TEST SETTINGS —
000.0 CYCLE:
— JOINT TYPE —
TYPE: HARD
— JOINT TYPE —
TYPE: MEDIUM
— JOINT TYPE —
TYPE: SOFT
— JOINT TYPE —
TYPE: MANUAL
TgTq: XXX PSET 01
COUNT: 00/XX OK
PROGRAMMING SEQUENCE
DIRECT DRIVE ALGORYTHM #10041.7.16
— MAIN MENU —
CYCLE COUNT
CYCLE COUNTER
UP/SET DWN/CLR
CYCLE COUNTER
COUNT: 500,000
— CAL TRANSDUCER —
UNITS: NM
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
CAL COMPLETE
SETUP PSET 01
TGTQ: 000 NM
— LEARN TGTQ —
RUN TOOL
— LEARN REHIT —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN FREERUN —
RUN TOOL
— DYNAMIC LEARN —
RUN TOOL
SET PARAMETER 01
TGTQ: 000.0
— LEARN REHIT —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN FREERUN —
RUN TOOL
SET PARAMETER 01
TGTQ: 000.0
— LEARN FREERUN —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN REHIT —
RUN TOOL
TgTq: XXX PSET 01
COUNT: 00/XX OK
— MAIN MENU —
TIME/DATE
05-23-03 11:50P
UP/SET DWN/EXIT
— SET TIME/DATE —
MONTH: 05
— MAIN MENU —
PARAMETER SETUP
PARAMETER SETUP
UP/PRGM DWN/CLR
SETUP PARAMETER
PSET # 01
SET PARAMETER 01
COUNT: XX
— MAIN MENU —
VOM: 048-052
— MAIN MENU —
CYCLE COUNT
CYCLE COUNTER
UP/SET DWN/CLR
CYCLE COUNTER
COUNT: 500,000
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
UNITS: NM
USE TRANSDUCER?
UP/YES DWN/NO
— TORQUE ADJUST —
TQ:000.0 SIG:075
— CHECK FLOW —
RUN FREESPEED
— CHECK FLOW —
FLOW LEVEL HI
— CHECK FLOW —
FLOW LEVEL GOOD
— CHECK FLOW —
FLOW LEVEL LOW

7
This option will change the display to read the measured ACTUAL TORQUE when a transducer
is connected to the controller.
“CAL CORRECT” is used with “DYNAMIC” programming and the torque reading doesn’t agree
with whatever method the plant is using to check the joint. Simply enter the torque value from the
audit device into the “NEW TQ: XXX.X” line. This will change the reading to agree with the torque
audit device.
Activating the “LOCK OUT” will render the ENTER key inoperable. This will prevent the operator
from having access to the programming functions. The ability to change between parameter sets
and to override (for continuous reverse operation) remains.
Use this option to disable the REHIT error function. This will disable error indication on a REHIT
but slip/strip and early cycle abort will remain enabled. (10039 code only)
NOTE: DISABLING REHIT WILL ALLOW THE COUNTING OF DOUBLE-HIT FASTENERS.
This setting will determine the “off” time between the end of one run-down and the resetting of
the tool for the next cycle. A default value of 02500 will keep the tool off for about one (1) second
prior to allowing the operator to press the trigger for the next fastener. If this is too slow, adjust
(by using the UP/DWN buttons) the value down to approximately 1000-1200. Any lower may be
too quick and may not allow the operator enough time to release the trigger. A higher value will
cause the tool to reset slower.
“RUN” MENU 10039.7.16 & 10041.7.16
WHEN IN THE “RUN” SCREEN
PRESS THE ENTER KEY TO ACCESS: (LEFT KEY)
PRESS THE BACK KEY TO ACCESS: (RIGHT KEY)
PRESS AND HOLD THE BACK KEY TO ACCESS:
PRESS THE HIDDEN KEY UNDER THE EPRO LOGO TO ACCESS:
— MENU —
CAL CORRECT
TQ: 000.0
NEW TQ: 000.0
— MENU —
CHANGE DISPLAY
CHANGE DISPLAY
UP/TGTQ DWN/TQ
— MENU —
LOCK OUT
LOCK OUT
UP/OFF DWN/ON
— MENU —
REHIT STATUS
REHIT
UP/OFF DWN/ON
— MENU —
CYCLE DELAY
CYCLE DELAY
DELAY: 02500
SPECIFICATIONS
Power Source ..................... Universal 100 - 240 VAC, 50 - 60 Hz
Pneumatic Source.............. min 50 scfm @ 6 bar pressure (87 psi)
Inputs/Outputs.................... Opto isolated and relay dry contacts; up to 48vdc/120 vac/10 amps with screw lug terminals
Error Proofing .................... OK/NOK for acceptable cycles vs REHIT/CROSS THREAD, STRIP/SLIP OFF, CYCLE ABORT & BATCH
COUNT STATUS
Serial Port ........................... RS 232 port; standard DB connector (date/time/Pset#/TgTq/TQ/COUNT/OK-NOK)
Interface .............................. Two Line 0.44" LCD backlit (16) Character per line
Four-button keypad (Up, Down, Menu & Reset/Reverse)
Sixteen (16) tri-color LED Fastener COUNTING STATUS indicators
Eight (8) LED Parameter/Application set indicators
BATCH STATUS OK / NOK lights
OVERRIDE button; one touch for full power - no control reverse; hold down for Batch clear/reset.
Ethernet (optional) ............. Separate IP address with buffered memory provides asynchronous network communication.
Supports standard WINDOWS based TCP/IP (10baseT) protocol. Connector is female RJ-45.
DeviceNET (optional)......... (4) or (8) Byte packet selectable. Supports both ‘polled’ and ‘change of state’ communication.
Power Supply (optional).... 24 VDC isolated and independent for Device NET requirements or to provide powered I/O
Device NET NOTE: Grounding is per single network standard with shield connected to “V-” terminal
to prevent ground loop noise.
OPERATING CONDITIONS:
Humidity...................... 0 - 95% non condensing Weight .............................. approximately 4 kg. (10 lbs.)
Temperature ............... 0 to +50 degrees Celsius (32 - 122 F) Dimensions...................... 8" wide X 12" high X 6" deep
TgTq: XXX PSET 01
COUNT: 00/XX OK
— MAIN MENU —
PARAMETER SETUP
— OVERRIDE —
UP/OFF
— BATCH RESET —
UP/YES DWN/NO

8
BEDIENUNGSANLEITUNG FÜR TC50A SERIES
Druckluftwerkzeug-Prozess-Controller
(angemeldete internationale Patente)
10039.7.16.03
10041.7.16.03
INHALTSVERZEICHNIS
I. Einführung
II. Elektrische Sicherheit
III. Installations- & Druckluft-Anforderungen
IV. Werkzeug-Kompatibilität
V. Einstellungen Im „MAIN MENU”
(HAUPTMENÜ)
VI. Fehlererkennung „OK/NOK”
VII. Eingänge und Ausgänge
VIII. Netzwerk-Anbindung
IX. Kundendienst & Gewährleistung
X. Einstellungen
I. EINFÜHRUNG & ÜBERSICHT
Der von Sioux Tools, Inc. vertriebene TC50A Controller wurde
entwickelt, um den Bedarf der Industrie nach einem Controller
zu decken, der die verfolgbare Drehmomentvalidierung NIST
(versehen mit Datums- und Zeitangabe) bietet, der leicht zu
programmieren ist, der mit netzwerkfähiger Hardware
ausgestattet ist und der Industriestandardprotokolle nutzt.
Der TC50A bietet eine präzise Drehmomentsteuerung sowie
mehrere Parametersätze und Fehlervermeidung nach dem
„Poka-Yoke“-Verfahren für Standard-Stoß- und
Schlagwerkzeuge.
Der kompakte TC50A informiert den Bediener über ein großes
digitales Display und dreifarbige LEDs über Befestigungs-
Zählung, Parametersätze und Verbindungs-Status. Es sind OK/
NOK-Anzeigen für durchlaufene Zyklen oder Chargen-
Bewertungen vorhanden und ein akustischer Alarm (108 dB)
wird bei Abweichungen von der Spezifikation ausgegeben. Acht
Parametersätze ermöglichen verschiedene Zählungs- und
Werkzeuganwendungseinstellungen. Ein einzelnes Werkzeug
kann für verschiedene Bearbeitungsgänge eingerichtet werden,
so dass dessen gesamter Drehmomentbereich genutzt wird,
was zur Einsparung von Zeit und Installationskosten führt. An
einen Controller können ein oder mehrere Werkzeuge
angeschlossen werden, um einen breiten Drehmomentbereich
abzudecken oder um Ersatzwerkzeugvorrichtungen für den Fall
einer Reparatur zur Verfügung zu stellen.
Der TC50A Controller ist zu allen bekannten Marken von
industriellen Stoßwerkzeugen kompatibel und kann ungeachtet
der Drehmomentanforderungen Werkzeuge mit 1/4"- bis 1"-
Vierkantantrieb steuern. Das Standard-Softwareprogramm kann
Stoßwerkzeuge (jeder Nicht-Ausschalttyp; keine Ausschaltung,
Einstellventile oder Stoßaggregateinstellungen erforderlich) und
Schlagschrauber ansteuern.
Für den TC50A stehen optionale Softwareprogramme zur
Verfügung, um Direktantriebs-Stall-Druckluftwerkzeuge wie
beispielsweise kupplungsgesteuerte Werkzeuge und
Rohrmutterschlüssel zu steuern.
II. ELEKTRISCHE SICHERHEIT
Sowohl der ergonomische Komfort als auch die elektrische
Sicherheit sind für den Bediener von größter Wichtigkeit.
STELLEN SIE STETS SICHER, DASS DER NETZSTECKER IN
EINE GEERDETE STECKDOSE EINGESTECKT IST, DIE DIE
NATIONALEN ELEKTROTECHNISCHEN NORMEN UND
VORSCHRIFTEN ERFÜLLT.
Der TC50A Controller kann mit Versorgungsspannungen im
einem weiten Bereich betrieben werden. Der
Eingangsspannungsbereich beträgt 100 V bis 240 V
Wechselspannung und die Einstellung auf die jeweilige
Eingangsspannung erfolgt automatisch. Die Stromaufnahme
des Controllers beträgt weniger als 1 A bei 110 V
Wechselspannung. Das Chassis und das Gehäuse sind durch
das Netzkabel geerdet. Die interne Spannungsversorgung des
TC50A Controllers beträgt 12 V Gleichspannung oder weniger,
die von einem CE-zugelassenen und UL-gelisteten Netzteil
geliefert wird.
MACHEN SIE NICHT DEN ERDUNGSKONTAKT DES
NETZSTECKERS UNWIRKSAM UND ERSETZEN SIE DAS
NETZKABEL NICHT DURCH EIN KABEL, DAS DIE
SPANNUNGSVERSORGUNGS- UND
SICHERHEITSANFORDERUNGEN DES SYSTEMS NICHT
ERFÜLLT.

9
Abbildung 1
III. INSTALLATIONS- & DRUCKLUFT-ANFORDERUNGEN
Der Controller ist für die Montage auf einer stabile Oberfläche
bzw. auf einen Träger vorgesehen und wird mittels vier
geflanschten Löchern befestigt. Er muss vertikal montiert
werden und darf nicht mehr als 30 Grad von der Vertikalen
abweichen. Die Abmessungen zur Montage sind in Abbildung 1
angegeben.
Druckluftversorgun
In der Regel ist die für ein Werkzeug geeignete
Druckluftversorgung auch geeignet, um den
TC50A Controller zu betreiben. Es ist eine Versorgung mit
gefilterter und trockener Druckluft erforderlich. Der TC50A
benötigt mindestens 90 psi (6,2 Bar) und 50 SCFM (1500 Liter/
Minute) für den Betrieb über den gesamten Bereich. Der
Controller kann jedoch mit niedrigeren Werten betrieben
werden, was eine geringere Effizienz zur Folge hat. Falls der
Druck und das Volumen unzureichend sind, sinkt die Leistung
des Werkzeugs und nicht der ganze Drehmomentbereich des
Werkzeugs ist nutzbar. Wenn der Controller kein
ausreichendes Druckluftvolumen erhält, kann sich das
Werkzeug unberechenbar verhalten und der Controller zeigt
„NOK“ auf dem Display an.
Die Länge des Druckluftschlauchs vom TC50A zum Werkzeug
darf maximal 7,5 Meter betragen. Der Innendurchmesser des
Druckluftschlauchs muss 3/8" (10 mm) betragen und es dürfen
keine Verengungen (Anschlussstücke) mit weniger als 1/4"
Innendurchmesser vorhanden sein. Unnötige Verengungen,
Krümmungen, Verdrehungen zwischen dem Controller und dem
Werkzeug müssen vermieden werden.
Installieren Sie zwischen der Druckluftversorgung und dem
Drucklufteinlass des TC50A Controllers einen Luftfilter. Wenn
ein Öler eingesetzt wird, muss er zwischen dem Controller-
Auslass und dem Werkzeug installiert werden. Das
Leitungssystem muss einen freien Druckluftfluss ermöglichen
und darf nicht unter 3/8" NPT aufweisen. Schließen Sie das
Netzkabel an einer geerdeten Steckdose an.
IV. WERKZEUG-KOMPATIBILITÄT
Der TC50A Controller ist zu allen bekannten Marken von
industriellen Stoßwerkzeugen und Direktantriebs-
Druckluftwerkzeugen kompatibel und kann ungeachtet der
Drehmomentanforderungen Werkzeuge im Bereich von 1/4"-
bis 1"-Vierkantantrieb steuern. Lieferbar sind zwei Modelle, die
sämtliche Werkzeuge auf dem Markt abdecken: TC50A und
TC50A-2 H-F (High Flow).
Der TC50A ermöglicht einen Fluss von bis zu (40) SCFM und
kann Stoßwerkzeuge bis zu (120) Nm betreiben. Werkzeuge,
die diese Werte übersteigen, sollten mit dem TC50A-2 H-F
betrieben werden, um optimale Ergebnisse zu erzielen. Der
TC50A-2 H-F kann die meisten, wenn nicht gar alle
Stoßwerkzeuge ansteuern, die das Leistungsvermögen des
TC50A übersteigen.
Der TC50A erfordert keine Ausschaltvorrichtung, keinen
Signalport und keine Signalröhre und keinen integrierten
Wandler zur Steuerung von bis zu (8) Anwendungen und zur
Fehlervermeidung.
Wenn Werkzeuge mit Ausschaltmechanismus mit dem TC50A
angesteuert werden sollen, müssen Sie zuerst den
Ausschaltmechanismus auf dessen Maximalwert einstellen
oder ihn auf andere Weise deaktivieren. Wenn das Werkzeug
über einen internen Druckregler verfügt (wie beim Hersteller
Cooper/CLECO), müssen Sie den Druckregler deaktivieren.
V. EINSTELLUNGEN IM „MAIN MENU“
(HAUPTMENÜ)
Das MAIN MENU wird nach dem Einschalten des Controllers
angezeigt. Dieses Hauptmenü hat drei Funktionen. Bewegen
Sie sich mit der Auf-/Abwärtstaste (UP/DWN) zwischen den
Funktionen.
PARAMETER SETUP (PARAMETER-EINSTELLUNG)
Mithilfe dieser Funktion werden die Anwendungen
programmiert. Siehe Programmierungssequenz-Diagramm in
der Mitte dieser Anleitung.
TIME/DATE (ZEIT/DATUM)
Stellen Sie mit den Auf- und Abwärtspfeilen (UP/DWN)
entsprechend der Aufforderung auf dem Display die aktuelle
Zeit (TIME) und das aktuelle Datum (DATE) ein.
CYCLE COUNT (ZYKLUS-ZÄHLUNG)
Mithilfe dieser Funktion kann eine anstehende Wartung
signalisiert werden. Stellen Sie den Zykluszählungs-
Warnmonitor mithilfe der Display-Eingabeaufforderung ein,
indem Sie die Auf- bzw. Abwärtstaste (UP/DWN) drücken. Je
Tastendruck wird der Zähler um 100 erhöht. Bei gedrückt
gehaltener Taste wird der Zählerwert in 1000er-Schritten erhöht.
500.000 ist der Maximalwert, und durch den Wert Null wird der
Alarm deaktiviert. Um den Zähler zu löschen und
zurückzusetzen, drücken Sie die Abwärtstaste, wodurch der
Zähler auf Null gesetzt wird, die Funktion jedoch nicht
deaktiviert wird. Drücken Sie die Reverse/Back-up-Taste, um
zum Ausführungs-Display zurückzukehren.
PROGRAMMING „Pset MENU“ (Menü PROGRAMMIERUNG -
Pset)
Mit dem Menü PROGRAMMING wird für eine
Werkzeuganwendung ein Pset (Parametersatz) zugewiesen.
Indem Sie den Eingabeaufforderungen auf dem Display folgen,
richten Sie das System ein. Einer Werkzeuganwendung kann
durch zwei Methoden ein Pset zugewiesen werden: Modus
DYNAMIC (DYNAMISCH) oder MANUAL (MANUELL). Um den
Modus DYNAMIC nutzen zu können, muss ein Wandler mit
einem geeigneten Wandlungsbereich am Controller
angeschlossen sein und entsprechend ein Stoßwerkzeug
eingerichtet werden. MANUAL wird verwendet, wenn kein
Wandler zur Verfügung steht, oder bei Direktantrieb-
Werkzeugen.
DREHMOMENTWANDLER
Der TC50A ist für Drehmomentwandler ausgelegt, die dem
Industriestandard entsprechen. Der Wandleranschluss befindet

10
Stellen Sie sicher, dass die Kennempfindlichkeit des
Wandlers/der Druckmessdose 2 mV/V beträgt und dass das
Gerät einen Vollausschlagswert aufweist, der für die
maximale Drehmomentabgabe des verwendeten Werkzeugs
geeignet ist.
sich neben dem Druckluftauslass unten am Controller. Viele
Drehmomentwandler sind nicht für Stoßwerkzeuge geeignet
und KEINE sind für Schlagschrauber geeignet. Achten Sie
darauf, dass der eingesetzte Wandler entsprechend der Größe
des vom verwendeten Werkzeug abgegebenen Drehmoments
sowie für Stoßwerkzeuge ausgelegt ist.
Wenn Sie einen Drehmomentwandler von Crane Electronics,
Ingersoll Rand oder Atlas Copco (Auto-Identifikationstyp)
einsetzen wollen, wenden Sie sich an Ihren Verkaufsvertreter,
um den geeigneten „WALLABY“-Adapter (Teile-Nr. 10033) zu
erhalten. Der Adapter ermöglicht den Einsatz dieser häufig
verwendeten Drehmomentwandler.
Zur Kalibrierung und Einrichtung im Modus MANUAL sowie
beim Einsatz von Schlagwerkzeugen können auch stationäre
Drehmomentwandler verwendet werden.
PARAMETER SETUP - DYN(amic)
Wählen Sie den gewünschten Pset.
Stellen Sie einen Wert für „Count“ (Anzahl der Befestigungen
pro Charge/Zyklus) ein.
Prüfen Sie die Einheiten und den Maximalwert (vollständiger
Skalenausschlag) des Wandlers. (HINWEIS: Die Null- und
Maximalwerte des angeschlossenen Wandlers werden
automatisch von TC50A geprüft und eingestellt.)
Geben einen Wert für TgTq (Target Torque = Soll-Drehmoment)
für die Werkzeuganwendung ein. (Dynamische
Drehmomenteinstellung)
Nach Einstellen der obigen Werte wird die Anwendung in fünf
Schritten eingerichtet.
LEARN TGTQ - RUN TOOL (TGTQ LERNEN - WERKZEUG
STARTEN)
Starten Sie den Bearbeitungsvorgang, indem Sie den Starter
gedrückt halten, bis das System das Werkzeug stoppt.
HINWEIS: DIESER SCHRITT KANN BIS ZU (15) SEKUNDEN
DAUERN. WARTEN SIE BIS DER CONTROLLER DAS
WERKZEUG AUSGESCHALTET HAT UND IM DISPLAY
„CYCLE COMPLETE“ (ZYKLUS ABGESCHLOSSEN)
ANGEZEIGT WIRD.
Der Prozess LEARN TGTQ stellt den Luftfluss zum Werkzeug
dynamisch ein und überwacht das Wandler-Drehmoment-
Signal während des Probelaufs. Der Controller stoppt das
Werkzeug, wenn das Drehmoment-Signal den Sollwert erreicht
hat, der beim gewählten Parametersatz programmiert wurde.
Bei diesem Prozess handelt es sich um einen geschlossenen
Regelkreis.
LEARN REHIT - RUN TOOL (REHIT LERNEN - WERKZEUG
STARTEN)
Führen Sie mit dem Werkzeug einen Zyklus für den zuvor
angezogenen Bolzen durch.
LEARN FREERUN - RUN TOOL (FREERUN LERNEN -
WERKZEUG STARTEN)
Betreiben Sie das Werkzeug unbelastet, bis es vom Controller
gestoppt wird.
LEARN PREVAIL - RUN TOOL (PREVAIL LERNEN -
WERKZEUG STARTEN)
Führen Sie mit dem Werkzeug einen Bearbeitungsvorgang
durch, damit der Controller die Verbindungscharakteristik
während des Herunterfahrens der Befestigungsvorrichtung
lernt.
LEARN CURVE - RUN TOOL (KURVE LERNEN - WERKZEUG
STARTEN)
Bei diesem letzten Schritt starten Sie den Bearbeitungsvorgang
mit dem Werkzeug, wobei der Wandler weiterhin am Werkzeug
angeschlossen ist. Der Controller lernt die Charakteristik der
Anwendung mittels einer Regelung, die auf der
Wandlermessung basiert.
Nach dem Ausschalten des Werkzeugs ist der Pset
programmiert.
HINWEIS: Während dieses Schritts überwacht TC50A den
Wandler und betreibt das Werkzeug, bis mittels Regelung der
TgTq-Wert erreicht ist. WENN DIE VERBINDUNG SEHR
SCHWACH IST, KANN DIESER VORGANG 5 SEKUNDEN
ODER LÄNGER DAUERN. Wenn diese Durchlaufzeit zu lang
ist, wird empfohlen ein Werkzeug zu wählen, das ein höheres
Drehmoment liefern kann.
Der Bildschirm - TEST SETTINGS - wird angezeigt, mit dem die
Einstellungen getestet werden. Wenn die in diesem Testmodus
erzielten Ergebnisse nicht korrekt sind, können Sie mit der
Back-up-Taste zurückgehen und die jeweiligen Einstellungen
ändern. Prüfen Sie mithilfe dieses Bildschirms, ob die
Fehlererkennung richtig arbeitet.
NACHDEM SIE DIE ENTER-TASTE GEDRÜCKT HABEN,
SIND KEINE WEITEREN ÄNDERUNGEN ZULÄSSIG. WENN
ÄNDERUNGEN NÖTIG SIND, MÜSSEN SIE ZURÜCK IN DEN
HAUPTMENÜ-BILDSCHIRM „PARAMETER SETUP“ GEHEN
UND VON VORNE BEGINNEN.
Der Pset ist nun programmiert und kann in der
Produktion verwendet werden.
UNTER DEM ePro-LOGO:
Durch leichtes Drücken des ePro-Logos werden die folgenden
Optionen angezeigt:
• CHANGE DISPLAY (ANZEIGE ÄNDERN)
• Mit dieser Option wird festgelegt, ob das TQ vom
Wandler (wenn einer angeschlossen ist) oder das
programmierte TgTq (Target Torque = Soll-
Drehmoment) angezeigt wird.
• CAL CORRECT (KALIBRIERUNG KORREKT)
• Ermöglicht eine einfache Kalibrierung eines
unabhängigen Systems oder Drehmomentschlüssels.
• REHIT STATUS (REHIT-STATUS)
• Der Controller behandelt REHIT standardmäßig als
einen Fehler. Durch Deaktivieren dieser Option
ignoriert der Controller einen Rehit-Zustand.
• CYCLE DELAY (ZYKLUS-VERZÖGERUNG)
• Mit dieser Einstellung wird die „Pausendauer“
zwischen dem Ende des Auslaufens und der
Rückstellung des Werkzeugs für den nächsten Zyklus
festgelegt. Durch den Standardwert 02500 bleibt das
Werkzeug für ca. eine Sekunde ausgeschaltet,
während der Bediener den Starter für die nächste
Befestigung betätigen kann. Wenn diese Zeit zu kurz
ist, stellen Sie mit der Auf-/Abwärtstaste (UP/DWN-
Taste) einen Wert von ca. 1000-1200 ein. Ein
niedrigerer Wert gibt dem Bediener möglicherweise
nicht genug Zeit, den Starter zu betätigen. Ein höherer
Wert bewirkt eine langsamere Rückstellung des
Werkzeugs.
• LOCK OUT (SPERREN)
• Durch Aktivieren dieser Option werden die
Programmiertasten für den Bediener gesperrt, so dass

11
er nur Pset-Auswahl und „Reverse Override“
verwenden kann.
PARAMETER SETUP - MAN(ual)
Der Modus MANUAL (MANUELL) wird in folgenden Fällen
verwendet:
• Kein Wandler steht zur Verfügung
• Statische Drehmoment-Einstellung ist erforderlich
• Die Anwendung weist starke Abweichungen bei den
Verbindungswerten auf
• Die Anwendung weist ein hohes Drehmoment auf
• Beim Einrichten eines Direktantriebswerkzeugs mit Stan-
dard-Stoßwerkzeug-Software.
HINWEIS: Es sollte ein für den jeweiligen Werkzeugtyp
geeignetes Softwareprogramm installiert werden.
Programmieren Sie wie folgt einen Pset mit der Methode
MANUAL:
1. Wählen Sie den gewünschten Pset
2. Stellen Sie einen Wert für „Count“ (Anzahl der
Befestigungen pro Charge/Zyklus) ein
3. CAL TRANSDUCER (WANDLER-KALIBRIERUNG)
HINWEIS: Wenn ein Wandler verwendet wird, wird im
Bildschirm MANUAL TEACH (MANUELLES LERNEN) neben
TQ der überwachte Messwert angezeigt. Wenn kein Wandler
angeschlossen ist, drücken Sie die Option „NO“, um mit dem
Bildschirm - MANUAL TEACH - fortzufahren.
Im Modus MANUAL TEACH beträgt der SIG-Wert
standardmäßig 075, der höher oder niedriger eingestellt werden
kann. Mit dieser Einstellung wird das Luftfluss-/Druckverhältnis
und damit das Drehmoment festgelegt. Der Maximalwert wird
wahrscheinlich 110-115 betragen, sofern Ihre
Druckluftversorgung nicht mehr als 90 psi und 50 scfm liefern
kann.
Im Modus MANUAL wird eine Anwendung in fünf Schritten
eingerichtet.
— MANUELLE EINRICHTUNG —
Betreiben Sie das Werkzeug mit einer Probe-
Befestigungseinrichtung, indem Sie den Starter gedrückt halten,
bis sich der Einsatz nicht mehr dreht.
HINWEIS: DIESER SCHRITT KANN BIS ZU (5) SEKUNDEN
DAUERN. Im Modus MANUAL liegt die Steuerung der
Werkzeugausschaltung beim Bediener. Nachdem das
Werkzeug manuell gestoppt wurde, messen Sie mit der in
Ihrem Unternehmen zugelassenen Standardmethode das
angewandte Drehmoment. Wenn das gemessene
Drehmoment nicht korrekt ist, passen Sie den SIG-Wert mit
der Auf-/Abwärtstaste (UP/DWN-Taste) an und versuchen es
erneut, bis das gewünschte Drehmoment erreicht ist.
Wenn das Drehmoment korrekt ist, drücken Sie die Enter-Taste.
Geben Sie den gemessenen Wert im Bildschirm SET
PARAMETER TgTq ein.
LEARN FREERUN - RUN TOOL (FREERUN LERNEN -
WERKZEUG STARTEN)
Betreiben Sie das Werkzeug unbelastet, bis es vom Controller
gestoppt wird.
LEARN PREVAIL - RUN TOOL (PREVAIL LERNEN -
WERKZEUG STARTEN)
Betreiben Sie das Werkzeug für die Anwendung, damit der
Controller die Systemcharakteristik während des
Herunterfahrens der Befestigungsvorrichtung lernt.
LEARN REHIT - RUN TOOL (REHIT LERNEN - WERKZEUG
STARTEN)
Starten Sie das Werkzeug nochmals für die
Befestigungsvorrichtung, die gerade unter dem Schritt LEARN
TGTQ herunter gefahren wurde. Halten Sie den Starter
gedrückt, bis das System das Werkzeug ausgeschaltet hat.
SET JOINT TYPE (VERBINDUNGSTYP EINSTELLEN)
Die Auswahl wird anhand des Verbindungsgrads getroffen.
Wenn die Befestigungsvorrichtung freilaufend ist und der
Verbindungsgrad hart ist (wie bei Metall auf Metall, keine
Unterlegscheibe oder Dichtung oder wie bei einer Zündkerze),
wählen Sie die Einstellung HARD.
Für die meisten Stoßwerkzeugvorrichtungen wird die
Einstellung MEDIUM verwendet, sofern die Verbindung nicht
sehr weich ist. In diesem Fall wählen Sie entweder SOFT oder
Sie gehen zur Einstelloption MANUAL. Beim Typ MANUAL
stoppt der Bediener das Werkzeug, wenn der Einsatz/die
Befestigungsvorrichtung zum Stillstand gekommen ist. Wählen
Sie eine der vier Optionen, indem Sie die Auf-/Abwärtstaste
(UP/DWN-Taste) drücken.
HINWEIS: Wählen Sie bei Direktantriebswerkzeugen STETS
den Typ HARD. Hierdurch werden ein optimales
Ausschalten und beste ergonomische Bedingungen
gewährleistet
• JOINT TYPE: HARD (VERBINDUNGSTYP: HART)
Dies ist die Standardeinstellung. Wenn bei diesem Typ ein
niedriges Drehmoment erzielt wird, versuchen Sie es mit der
Einstellung MEDIUM oder SOFT, bevor Sie den SIG-Wert
erhöhen. Beim Typ „HARD“ schaltet sich das Werkzeug
automatisch aus.
• JOINT TYPE: MEDIUM (VERBINDUNGSTYP: MITTEL)
In der Regel wird die Einstellung MEDIUM am häufigsten bei
Stoßwerkzeugen und Schlagschraubern gewählt, sofern die
Verbindung nicht sehr weich ist oder ein langes Herunterfahren
aufweist. Bei dieser Einstellung schaltet sich das Werkzeug
automatisch aus.
• JOINT TYPE: SOFT (VERBINDUNGSTYP: WEICH)
Verwenden Sie die Einstellung „SOFT”, wenn die Verbindung so
weich ist, dass das Werkzeug bei der Einstellung MEDIUM das
volle Drehmoment nicht erreichen kann. Bei dieser Einstellung
wird das Werkzeug automatisch ausgeschaltet.
• JOINT TYPE: MANUAL (VERBINDUNGSTYP: MANUELL)
Bei dieser Einstellung starten Sie das Werkzeug der
Vorrichtung, wobei ein ggf. eingesetzter Wandler weiterhin am
Werkzeug angeschlossen ist.
Im Modus MANUAL LEARN muss der Bediener das
Werkzeug manuell stoppen, sobald die
Befestigungsvorrichtung/der Einsatz zum Stillstand
gekommen ist. Hierdurch wird die Zyklusdauer festgelegt.
EINE ÜBERSICHT DER EINSTELLUNGSPROZEDUR FINDEN
SIE IM PROGRAMMIERUNGSSEQUENZ-DIAGRAMM HINTEN
IN DIESER ANLEITUNG
— EINSTELLUNG MIT DEM DIREKTANTRIEBS-
CODE 10041 —
Die Einstellung des Controllers mit dem EPROM-Code 10041
ist ähnlich wie der Einstellmodus MANUAL mit dem
Stoßwerkzeug-Code 10039. Folgen Sie dem Diagramm hinten
in dieser Anleitung. Der wesentliche Unterschied ist die
Einstellung des korrekten Flusssignals in der Pset-
Programmierungssequenz.
Während des Programmierungsschritts „CHECK FLOW“ (Fluss
prüfen) werden Sie im Display durch „RUN FREESPEED“
angewiesen, einen Leerlauf auszuführen. Betreiben Sie das
Werkzeug im Leerlauf, während Sie die Durchfluss-Schraube
(zugänglich über ein Loch in der Rückwand) einstellen, bis
„GOOD“ angezeigt wird.

12
VI. FEHLERERKENNUNG „OK/NOK“
Die Fehlererkennung ist eines der wichtigsten Merkmale des
TC50A Controllers. Nachdem die Einstellungen für eine
Anwendung vorgenommen wurden, prüft der TC50A das
angewendete Drehmoment und erkennt, ob ein
Befestigungszyklus „OK“ ist oder die folgenden Fehler
vorliegen.
• RE-HIT
Wenn das Werkzeug auf eine zuvor befestigte
Befestigungsvorrichtung angewendet wird, wird ein RE-
HIT registriert. „NOK“ wird angezeigt.
• Cross-thread (schräg eingeführt)
Wenn die Befestigungsvorrichtung schräg in das Loch
eingeführt wird, wird durch Anzeige von „NOK“ vor
diesem Zustand gewarnt.
• Slip-off (or cam out) (abgeglitten)
Wenn der Aufsatz oder die Schraubendreherklinge vom
Kopf der Befestigungsvorrichtung abgleitet, stoppt der
Controller den Zyklus und warnt mit „NOK“ vor diesem
Zustand.
• Short cycle (premature cycle abort) (kurzer Zyklus
(vorzeitiger Abbruch))
Dieser Fehler liegt vor, wenn der Bediener den Zyklus vor
Abschluss des Befestigungsvorgangs abbricht. Dies
kann gelegentlich auftreten, wenn der Bediener meint,
der Zyklus sei zu Ende und den Starter vorzeitig loslässt,
bevor der Controller das Werkzeug ausgeschaltet hat.
HINWEIS: Der TC50A ignoriert das Laufen des
Werkzeugs in der Außenluft. Diese Funktion
gewährleistet, dass nur Versuche zum Anziehen der
Befestigungsvorrichtungen berücksichtigt werden
VII. EINGÄNGE UND AUSGÄNGE (I/O)
Die I/O-Anschlussleiste des TC50A befindet unten auf der
Hauptplatine. Remote-Verbindungen können auch über den
RJ45- (P3) Sockel hergestellt werden, der sich auf der rechten
Seite des Controllers befindet. Auf den Sockel kann leicht mit
einem Remote Operator Interface (ROI) zugegriffen werden,
das von Sioux Tools geliefert wird. Die Standard-Ein-/Ausgänge
sind optisch isoliert und relais-gesteuert mit potenzialfreien
Kontakten; normalerweise geöffnet. Ein-/Ausgänge müssen von
einer externen Quelle gespeist werden.
Standard-EINGÄNGE:
1. Deaktivieren (Teil nicht vorhanden)
2. Charge löschen
Die Eingangsklemmen 3, 4 & 5 werden zur Auswahl des
Parametersatzes entsprechend der folgenden Tabelle
verwendet:
3 Ein 4 Aus 5 Aus Pset 1
3 Aus 4 Ein 5 Aus Pset 2
3 Ein 4 Ein 5 Aus Pset 3
3 Aus 4 Aus 5 Ein Pset 4
3 Ein 4 Aus 5 Ein Pset 5
3 Aus 4 Ein 5 Ein Pset 6
3 Ein 4 Ein 5 Ein Pset 7
Wenn alle drei Eingänge „Aus“ sind, kehrt der Controller zur
manuellen Eingabe über die Tastatur zurück
Standard-AUSGÄNGE:
1. Charge „NOK“
2. Charge „OK“
3. Zyklus „OK“
4. Zyklus „NOK“
P3-Anschluss
Mit dem RJ 45-Anschluss in der Mitte der Platine an der Seite
des Controllers kann über ein Remote Operator Interface (ROI),
Teile-Nr. 10140, auf die folgenden Funktionen zugegriffen
werden:
• Zyklus-Zurückweisungs-Anzeigelampe
• “UP”-Taste (Aufwärtstaste)
• „DWN“-Taste (Abwärtstaste)
• „OVERRIDE“-Taste
• HINWEIS: Remote „Batch Reset“ (entferntes Chargen-
Rücksetzen) ist verfügbar, indem die OVERRIDE-Taste
für eine Sekunde und dann die Aufwärtstaste einmal
gedrückt wird.
VIII. NETZWERK-ANBINDUNG
Der TC50A ist mit vier Netzwerk- bzw. Kommunikationsoptionen
ausgestattet.
Serieller RS 232-Bus
Auf den seriellen Bus wird über einen DB9-Anschluss, der sich
auf der rechten Gehäuseseite befindet, zugegriffen. Der serielle
Ausgang unterstützt das Standard-ASCII-Format und sendet die
folgenden Paketdaten nach einem Befestigungszyklus:
06JUN03 12:45:27 PSET:1 TGTQ:035.0 Nm TQ:035.2
Nm COUNT:02/05 OK
EtherNET (TCP/IP)
Auf diese optionale Karte wird über einen RJ45-Anschluss
zugegriffen, der sich auf der rechten Gehäuseseite befindet.
Die EtherNET-Karte arbeitet mit einem Standardprotokoll und
wenn sie für Ihr Programm betriebsbereit ist, kann sie
entsprechend Ihrer Kommunikationssoftware konfiguriert
werden.
Wenden Sie sich an Ihren Händler oder an Sioux Tools, Inc.,
um Unterstützung bei der Implementierung zu erhalten..
DeviceNET
Der TC50A fungiert als Standardknoten unter dem Protokoll
DeviceNET, wenn diese Option installiert ist.
PFCS (Daimler Chrysler)
Dieses optionale Kommunikationsprotokoll und diese optionale
Hardware ist bei Ihrem Händler erhältlich, wenn der Controller
an eine zugelassene Anlage geliefert wird.
IX. KUNDENDIENST & GEWÄHRLEISTUNG
Der TC50A ist relativ wartungsfrei, und es sind keine Einstell-
oder Wartungsarbeiten nach Terminplan erforderlich. Sorgen
Sie dafür, dass die Luft der Druckluftversorgung sauber und
gefiltert ist und dass der Öler zwischen dem Controller und dem
Druckluftwerkzeug installiert ist, da sonst das Hauptventil durch
Öl verschmiert wird und der Controller funktionsunfähig wird.
Sollte eine Reparatur nötig sein, wenden Sie sich an Ihren
lokalen Händler oder an Sioux Tools, Inc. unter:
Sioux Tools, Inc.
2156 Avon Industrial Drive
Rochester Hills, MI
48309
Die Dauer der Standard-GEWÄHRLEISTUNG beträgt ein (1)
Jahr ab Kaufdatum. Sioux Tools, Inc. gewährleistet, dass der
TC50A frei von Material- und Verarbeitungsfehlern ist und wird
das/die defekte(n) Teil(e) FOB ab Werk reparieren oder
austauschen. Um den GEWÄHRLEISTUNGS-SERVICE in
Anspruch zu nehmen, wenden Sie sich an Sioux Tools, Inc.
unter 001 800-722-7290 oder der Fax-Nr. 001 800-722-7236,
um eine RGA-Nummer zu erhalten
OHNE DIE AUF DEM LIEFERETIKETT ANGEGEBENE
RGA-NUMMER WIRD EIN CONTROLLER NICHT ZUR

13
REPARATUR GEMÄSS DEN
GEWÄHRLEISTUNGSBESTIMMUNGEN
ANGENOMMEN.
X. EINSTELLUNGEN-WANDLER-KALIBRIERUNG
Der TC50A ist für Kraftaufnehmer-Drehmomentwandler mit 2
mV/V ausgelegt, die dem Industriestandard entsprechen und
vom Typ „Rotation“ oder „Stationär“ sind. Diese Wandler sind in
der Regel mit 4- oder 6-Pin-Bendix-Anschlüssen ausgestattet.
Wenn der Controller nicht mit programmierter Vollausschlag-
Einstellung (bei 2 mV/V) kalibriert werden kann, prüfen Sie
Folgendes:
• Kabel und Verbindungen
• Kennempfindlichkeit des Wandlers (Wandler mit 3 mV/V
erfordern einen anderen Vollausschlagswert)
• Ersetzen Sie den Wandler durch einen Wandler, von dem
Sie wissen, dass er korrekt funktioniert, um zu Testen, ob
der Wandler defekt ist. Oder prüfen Sie den Zustand des
Wandlers mit einem mobilen Messgerät.
Wenn der Wandler korrekt installiert ist, der Drehmomentwert
aber nicht mit „MASTER“ übereinstimmt:
• Prüfen Sie, ob der Endausschlag des Wandlers korrekt
eingegeben wurde.
• Führen Sie die Routine CAL CORRECT aus
• Führen Sie einen Befestigungszyklus unter
Verwendung eines MASTER-Wandlers zur
Kalibrierung aus
• Drücken Sie die Taste unter dem ePro-Logo
• Drücken Sie die Abwärtstaste, um den Wert der
MASTER-Wandler-Anzeige einzugeben
Die Messwerte vom TC50A und dem MASTER stimmen nun
überein.
Probleme bei der Einrichtung
Während der Einrichtung kann es vorkommen, dass der
Controller bei einem der Verfahrensschritte nicht funktioniert.
Die Ursache ist wahrscheinlich das Erkennen eines zu starken
oder zu schwachen Druckluftstroms, so dass der Controller
einen Messwert nicht automatisch akzeptiert. Zuerst müssen
Sie prüfen, ob der Druck und das Volumen der
Druckluftversorgung ausreichend ist (90 psi bei 50 scfm). Wenn
ja, fahren Sie mit der folgenden Prozedur fort:
EINSTELLUNG DES FLUSSSIGNALS
Durch ein kleines Loch in der Rückwand ist eine
Kreuzschlitzschraube zugänglich, mit der der Bediener das
Luftflusssignal einstellen kann. Mit dieser Schraube wird die
Öffnung, durch die die Luft strömt, verkleinert bzw. vergrößert.
(HINWEIS: Ein „Zischen“ der Einstellschraube ist normal und
verursacht keine Fehlfunktion des Controllers. Wenn die
Schraube jedoch bei der Einstellung herausfällt, ist es
erforderlich, die Rückwand abzunehmen und die Schraube
wieder einzusetzen. Ein wenig Gewindedichtungsmaterial (bzw.
Teflonband) ist erforderlich, damit die Schraube abgedichtet
wird und fest sitzt.)
Der Einstellbereich dieser Schraube von ganz
hineingedreht bis ganz hinausgedreht beträgt 6 bis 7
Umdrehungen. Die WERKSEINSTELLUNG ist 4
Umdrehungen hinausgedreht, nachdem die Schraube ganz
hineingedreht wurde. Mit dieser Standardeinstellung
können 80 % der Werkzeuge mit 9 - 80 Nm betrieben
werden. Wenn Werkzeuge mit niedrigeren oder höheren
Werten eingesetzt werden, nehmen Sie Einstellungen
gemäß der folgenden Anweisung vor.
Bei sehr kleinen Werkzeugen drehen Sie die Schraube im
Uhrzeigersinn in Schritten von einer Umdrehung, bis das
Problem beseitigt ist. Bei großen Werkzeugen (wie
Schlagwerkzeugen und großen Stoßwerkzeugen mit über 100
Nm) kann es erforderlich sein, die Schraube entgegen dem
Uhrzeigersinn in Schritten von einer Umdrehung zu drehen, bis
der ordnungsgemäße Betrieb sichergestellt ist.
DREHEN SIE DIE SCHRAUBE MAXIMAL DREI
UMDREHUNGEN HERAUS, WENN DIE
WERKSEINSTELLUNG EINGESTELLT IST. ANDERNFALLS
LÖST SICH DIE SCHRAUBE AUS DEM GEWINDE.
Es ist wichtig, dass nach einer Einstellung der
Luftflussschraube die Einrichtung wieder ab dem ersten
Schritt wiederholt wird. Ändern Sie die Einstellung nicht
mitten bei der Einrichtung, da sonst die Fehlererkennung
möglicherweise nicht korrekt arbeitet.
MAXIMALE SCHLAUCHLÄNGE:
Der TC50A ist für Schläuche mit einer Länge von maximal 7,5
Metern und einem Innendurchmesser von 3/8” (10 mm)
ausgelegt. Der Controller passt sich jedoch an jeden nicht
übermäßig langen Schlauch an, vorausgesetzt, der Druckabfall
sowie Verengungen wirken sich nicht auf das Luftflussvolumen
aus. Bei längeren Schläuchen sind längere Verweilzeiten
zwischen Befestigungsvorgängen erforderlich. Wenn die Zeit
zum Neustarten des Werkzeugs nach Herunterfahren eines
Bolzens und des Starts des nächsten zu lang ist, kürzen Sie
den Schlauch. FAUSTREGEL: Je kürzer der Schlauch, desto
kürzer die Ausschalt/Reset-Zeit zwischen
Befestigungsvorgängen.
KONFORMITÄTSERKLÄRUNG
Wir, Sioux Tools, Inc., 250 Snap-on Drive, P.O. Box 1596, Murphy, NC, 28906, USA, erklären hiermit alleinverantwortlich, daß die Produkte
TC50A
auf die sich diese Erklärung bezieht, mit den Anforderungen der folgenden Standards oder Normen oder Dokumenten übereinstimmen:
EN 61326-1/A2: 2000, EN 61000-3-2/A14: 2000, EN 61000-3-3/A1: 2000,
IEC1000-4-2, IEC1000-4-3, IEC1000-4-4, IEC1000-4-5,, IEC1000-4-6, IEC1000-4-11
gemäß der Regelungen in
EMC 89/336/EEC & 73/23/EEC.
1. März 2005
Murphy, North Carolina, USA
Datum und Ort der Ausgabe
Mark S. Pezzoni
Vorsitzender
Power and Specialty Tools
Name und Titel des Herausgebers
Unterschrift des Herausgebers

14
MANUELLE
EINRICHTUNG
DYNAMISCHE EINRICHTUNG
SET PARAMETER 01
COUNT: XX
PROGRAMMIERUNGSSEQUENZ
ALGORITHMUS FÜR STOSS/SCHLAG-WERKZEUGE 10039.7.16
— TEST SETTINGS —
000.0 CYCLE:
TQ: XXX.X PSET 01
COUNT: 00/XX OK
— MAIN MENU —
TIME/DATE
05-23-03 11:50
UP/SET DWN/EXIT
— SET TIME/DATE —
MONTH: 05
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
UNITS: NM
USE TRANSDUCER?
UP/YES DWN/NO
SETUP PARAMETER
PSET # 01
PARAMETER SETUP
UP/DYN DWN/MAN
PARAMETER SETUP
UP/PRGM DWN/CLR
— MAIN MENU —
PARAMETER SETUP
—TORQUE ADJUST—
TQ:000.0 SIG:075
— TEST SETTINGS —
000.0 CYCLE:
— JOINT TYPE —
TYPE: HARD
— JOINT TYPE —
TYPE: MEDIUM
— JOINT TYPE —
TYPE: SOFT
— JOINT TYPE —
TYPE: MANUAL
TgTq: XXX PSET 01
COUNT: 00/XX OK
PROGRAMMIERUNGSSEQUENZ
DIREKTANTRIEBS-ALGORITHMUS #10041.7.16
— MAIN MENU —
CYCLE COUNT
CYCLE COUNTER
UP/SET DWN/CLR
CYCLE COUNTER
COUNT: 500,000
— CAL TRANSDUCER —
UNITS: NM
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
CAL COMPLETE
SETUP PSET 01
TGTQ: 000 NM
— LEARN TGTQ —
RUN TOOL
— LEARN REHIT —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN FREERUN —
RUN TOOL
— DYNAMIC LEARN —
RUN TOOL
SET PARAMETER 01
TGTQ: 000.0
— LEARN REHIT —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN FREERUN —
RUN TOOL
SET PARAMETER 01
TGTQ: 000.0
— LEARN FREERUN —
RUN TOOL
— LEARN PREVAIL —
RUN TOOL
— LEARN REHIT —
RUN TOOL
TgTq: XXX PSET 01
COUNT: 00/XX OK
— MAIN MENU —
TIME/DATE
05-23-03 11:50P
UP/SET DWN/EXIT
— SET TIME/DATE —
MONTH: 05
— MAIN MENU —
PARAMETER SETUP
PARAMETER SETUP
UP/PRGM DWN/CLR
SETUP PARAMETER
PSET # 01
SET PARAMETER 01
COUNT: XX
— MAIN MENU —
VOM: 048-052
— MAIN MENU —
CYCLE COUNT
CYCLE COUNTER
UP/SET DWN/CLR
CYCLE COUNTER
COUNT: 500,000
— CAL TRANSDUCER —
MAX: XXX NM
— CAL TRANSDUCER —
UNITS: NM
USE TRANSDUCER?
UP/YES DWN/NO
— TORQUE ADJUST —
TQ:000.0 SIG:075
— CHECK FLOW —
RUN FREESPEED
— CHECK FLOW —
FLOW LEVEL HI
— CHECK FLOW —
FLOW LEVEL GOOD
— CHECK FLOW —
FLOW LEVEL LOW

15
TECHNISCHE DATEN
NetzspannungsversorgungUniversal 100 - 240 V Wechselspannung, 50 - 60 Hz
Druckluftversorgung ......... Min. 50 scfm bei 6 Bar (87 psi) Druck
Eingänge/Ausgänge........... Optisch getrennt und potenzialfreie Relaiskontakte; bis zu 48 V DC/120 V AC/10 A mit
Schraubklemmen
Fehlererkennung ................ OK/NOK für akzeptable Zyklen vs REHIT/SCHRÄGE EINFÜHRUNG, ABGLEITEN, ZYKLUSABBRUCH &
CHARGEN-ZÄHLUNG
Serieller Anschluss ............ RS 232-Anschluss; Standard-DB-Anschluss (Datum/Zeit/Pset-Nr./TgTq/TQ/COUNT/OK-NOK)
Interface .............................. 2-Zeilen-0,44"-LCD, Hintergrundbeleuchtung (16) Zeichen pro Zeile
Tastatur mit 4 Tasten (Aufwärts, Abwärts, Menü & Reset/Reverse)
16 dreifarbige LED-Anzeigen für Befestigungsvorrichtungs-ZÄHLWERT
8 LED-Anzeigen für Parametersatz/Werkzeugeinheit
OK/NOK-Anzeigen für CHARGEN-STATUS
OVERRIDE-Taste, einmal drücken für volle Leistung - nicht kontrolliertes; gedrückt halten, um Charge
zu löschen/zurückzusetzen.
Ethernet (optional) ............. Separate IP-Adresse mit gepuffertem Speicher ermöglicht asynchrone Netzwerkkommunikation.
Unterstützt standardmäßiges WINDOWS-basiertes Protokoll TCP/IP (10baseT). RJ-45-
Anschlussbuchse.
DeviceNET (optional)......... 4- oder 8-Byte-Paket wählbar. Unterstützt Kommunikation durch sowohl „Abfrage“ als auch
„Zustandsänderung“.
Netzteil (optional)............... 24 V DC isoliert und unabhängig für die DeviceNET-Versorgung oder um Speisung durch Ein-/
Ausgänge zu ermöglichen
Hinweis zu DeviceNET: Jedes einzelne Netzwerk ist zu erden, wobei Abschirmung mit „V“-Anschluss
verbunden wird, um Eigenrauschen zu verhindern.
BETRIEBSBEDINGUNGEN:
Luftfeuchtigkeit .......... 0 - 95 %, nicht kondensierend Gewicht .........................ca. 4 kg
Temperatur ................. 0 bis +50 Grad Celsius Abmessungen ...............Breite 20,3 cm x Höhe 30,5 cm x Tiefe 15,2 cm
Mit dieser Option wird das Display geändert, um das gemessene ACTUAL TORQUE (IST-
DREHMOMENT) anzuzeigen, wenn ein Wandler an den Controller angeschlossen ist.
"CAL CORRECT" (KALIBRIERUNG KORREKT) wird bei der "DYNAMIC" (DYNAMISCHEN)
Programmierung verwendet, wenn der Drehmoment-Messwert nicht der Methode entspricht, mit der
die Anlage die Verbindung prüft. Geben Sie den Drehmomentwert des Drehmoment-Kontrollgeräts in
die Zeile "NEW TQ: XXX.X" ein. Hierdurch wird der Wert mit dem Kontrollgerät in Übereinstimmung
gebracht.
Durch Aktivieren der Option "LOCK OUT" (SPERREN) wird die ENTER-Taste unwirksam gemacht.
Hierdurch kann der Bediener nicht auf die Programmierungsfunktionen zugreifen. Der Bediener kann
jedoch weiterhin zwischen Parametersätzen wechseln und die Override-Funktion nutzen (für
dauerhaften Umkehrbetrieb).
Mit dieser Option wird die REHIT-Fehlerfunktion ein-/ausgeschaltet. Hierdurch wird die
Fehlererkennung bei einem REHIT deaktiviert, aber Abgleiten und frühzeitiger Zyklusabbruch bleiben
aktiviert. (Nur Code 10039).
HINWEIS: DIE DEAKTIVIERUNG VON REHIT ERMÖGLICHT DIE ZÄHLUNG VON DOPPEL-HIT-
BEFESTIGUNGEN.
Mit dieser Einstellung wird die "Pausendauer" zwischen dem Ende des Auslaufens und der
Rückstellung des Werkzeugs für den nächsten Zyklus festgelegt. Durch den Standardwert 02500
bleibt das Werkzeug für ca. eine Sekunde ausgeschaltet, während der Bediener den Starter für die
nächste Befestigungsvorrichtung betätigen kann. Wenn diese Zeit zu kurz ist, stellen Sie mit der Auf-/
Abwärtstaste (UP/DWN-Taste) einen Wert von ca. 1000-1200 ein. Ein niedrigerer Wert gibt dem
Bediener möglicherweise nicht genug Zeit, den Starter zu betätigen. Ein höherer Wert bewirkt eine
langsamere Rückstellung des Werkzeugs.
MENÜ "RUN" 10039.7.16 & 10041.7.16
WENN DER BILDSCHIRM "RUN" ANGEZEIGT WIRD
DRÜCKEN SIE DIE ENTER-TASTE FÜR DEN ZUGRIFF AUF: (LINKE TASTE)
DRÜCKEN SIE DIE BACK-TASTE FÜR DEN ZUGRIFF AUF: (RECHTE TASTE)
HALTEN SIE DIE BACK-TASTE GEDRÜCKT FÜR DEN ZUGRIFF AUF:
DRÜCKEN SIE DIE UNTER DEM EPRO-LOGO LIEGENDE TASTE FÜR DEN ZUGRIFF AUF:
TgTq: XXX PSET 01
COUNT: 00/XX OK
— MAIN MENU —
PARAMETER SETUP
— OVERRIDE —
UP/OFF
— BATCH RESET —
UP/YES DWN/NO
— MENU —
CAL CORRECT
TQ: 000.0
NEW TQ: 000.0
— MENU —
CHANGE DISPLAY
CHANGE DISPLAY
UP/TGTQ DWN/TQ
— MENU —
LOCK OUT
LOCK OUT
UP/OFF DWN/ON
— MENU —
REHIT STATUS
REHIT
UP/OFF DWN/ON
— MENU —
CYCLE DELAY
CYCLE DELAY
DELAY: 02500

16
I. INTRODUCCCIÓN E INFORMACIÓN GENERAL
El controlador TC50A que vende Sioux Tools, Inc. ha sido
fabricado para responder a la necesidad general del sector de
contar con un controlador que permita validar el par de torsión y
llevar un seguimiento del mismo (con indicaciones de fecha y
hora) en cumplimiento con las normas del NIST, y que sea fácil
de programar y esté equipado con equipo para su uso en redes
comunes con los protocolos estándar del sector.
TC50A permite un control preciso del apriete, además de la
programación de múltiples parámetros y la corrección de
errores poka-yoke con herramientas normales de percusión y
de impulsión.
TC50A presenta un diseño compacto, una amplia pantalla
digital y diodos de tres colores que informan al operador del
conteo de los pernos, la combinación de parámetros
programados y el estado de la junta. Los indicadores OK / NOK
(SIN PROBLEMA / PROBLEMA) se usan para la evaluación de
lotes o de ciclos terminados y se cuenta con una alarma
audible (108 db) para notificar de condiciones en las que no se
cumplan las especificaciones correspondientes. Con las ocho
combinaciones de parámetros, que acomodan diferentes
conteos y tipos de aplicaciones, se puede programar una sola
herramienta para realizar varias aplicaciones a su capacidad
máxima de par con el fin de ahorrar tiempo y costos de
instalación. Se puede conectar una o varias herramientas a un
solo controlador si se desea cubrir un rango de par más amplio
o para aplicaciones en estaciones de reparación.
El controlador TC50A es compatible con todas las marcas
principales de herramientas de impulsión industriales y es
capaz de controlar herramientas con ejes de impulsión de entre
1/4 de pulgada y 1 pulgada cuadrada; independientemente del
INSTRUCCIONES PARA LA SERIE TC50A
Controlador de procesos para herramientas neumáticas
(Patentes internacionales pendientes)
10039.7.16.03
10041.7.16.03
ÍNDICE
I. Introductión
II. Precauciones Eléctricas
III. Requisitos Neumáticos y De Instalación
IV. Herramientas Compatibles
V. MAIN MENU (Menú Principal De
Programación)
VI. Error Proofing "OK / NOK" (Corrección
De Errores "Sin Problemas / Problema")
VII. Entradas Y Salidas (I/O)
VIII. Operación en Red
IX. Servicio y Garantía
X. Adjustes
par de torsión requerido. El programa de software estándar
controla herramientas de impulsión (cualquier tipo de
herramienta de impulsión sin apagado; no hacen falta ajustes
de impulsión, válvulas de regulación o de apagado) y
herramientas neumáticas de percusión para apretar tuercas.
TC50A se puede conseguir con programas de software
adicionales que controlan herramientas neumáticas de
transmisión directa limitada, como por ejemplo herramientas de
operación con embrague y llaves de tubo.
II. PRECAUCIONES ELÉCTRICAS
La seguridad del operador es de máxima importancia tanto en
lo referente a la comodidad ergonómica como a la seguridad
eléctrica.
EL CABLE DE ALIMENTACIÓN SE DEBE ENCHUFAR
SIEMPRE EN UN TOMACORRIENTES CON CONEXIÓN A
TIERRA QUE CUMPLA CON LAS NORMAS DEL CÓDIGO DE
ELECTRICIDAD NACIONAL.
El controlador TC50A funciona en un amplio rango de voltajes
eléctricos. Puede funcionar dentro de un rango de alimentación
de 100 VCA a 240 VCA y se ajusta automáticamente. El
consumo de electricidad del controlador es de menos de 1 amp
a 110 VCA. El armazón y la caja están conectados a tierra a
través del cable de alimentación. La alimentación interna que
necesita el controlador TC50A es igual o inferior a 12 VCC, y
emplea un circuito de alimentación aprobado por CE y de
homologación UL.
NO TUERZA LA CLAVIJA DE CONEXIÓN A TIERRA DEL
ENCHUFE NI USE UN CABLE QUE NO CUMPLA CON LOS
REQUISITOS DE SEGURIDAD Y DE ALIMENTACIÓN DEL
SISTEMA.

17
Figura 1
III. IREQUISITOS NEUMÁTICOS Y DE INSTALACIÓN
El controlador está diseñado para ser instalado en una
superficie estable o en un soporte con pernos que van
colocados a través de los cuatro agujeros embridados de
montaje. Se debe montar verticalmente y con una inclinación
de no más de 30 grados con respecto a la vertical. Las
dimensiones de montaje se muestran en la figura 1.
Suministro de aire requerido
En general, la línea de suministro de aire que se usa para
operar la herramienta es adecuada para hacer funcionar el
controlador TC50A Se requiere una línea de aire comprimido
filtrado y seco. TC50A requiere un mínimo de 90 psi (6,2 Bar) y
50 SCFM (1500 litros/minuto) para abarcar su rango de
operación completo. Sin embargo, el controlador puede operar
por debajo de este nivel a un nivel reducido de eficiencia. Si la
presión y el volumen neumáticos son insuficientes, el
rendimiento de la herramienta se verá afectado y no se podrá
conseguir la capacidad máxima de apriete de la herramienta. Si
el controlador no recibe suficiente volumen neumático, la
herramienta podría operar erráticamente; en la pantalla del
controlador aparecerá la indicación de un problema "NOK".
TC50A ha sido fabricado para usarse con una manguera de
aire de no más de 7,5 metros (25 pies) de longitud hasta la
herramienta. La manguera de aire debe tener un diámetro
interno de 10 mm (3/8 de pulg.) sin ninguna restricción
(accesorios) con un diámetro interno de menos de 5 mm (1/4
de pulg). No instale restricciones innecesarias, acodados,
articulaciones, etc. entre el controlador y la herramienta.
Instale el controlador TC50A en una línea de aire que tenga un
filtro antes del punto de admisión de aire en el controlador. Si
se usa un lubricador en línea, se debe instalar después del
controlador entre el punto de salida y la herramienta. Se debe
tener un flujo libre de no menos de 3/8 de pulg. NPT. Enchufe
el cable de alimentación a un tomacorrientes con toma a tierra.
IV. HERRAMIENTAS COMPATIBLES
El controlador TC50A es compatible con todas las marcas
principales de herramientas de impulsión industriales y
herramientas neumáticas de trasmisión directa; se puede usar
para controlar herramientas con ejes de impulsión de entre 1/4
de pulgada y 1 pulgada cuadrada; independientemente del par
de torsión requerido. Existen dos 2 modelos de controladores
que cubren el rango completo de herramientas disponibles:
TC50A y TC50A-2 H-F (máximo flujo).
TC50A tiene una capacidad de flujo máxima de 40 SCFM y por
lo general opera herramientas de impulsión a un nivel máximo
de 120 Nm. Las herramientas que tienen una clasificación
superior deben controlarse con TC50A-2 H-F para obtener
mejores resultados. TC50A-2 H-F es capaz de controlar todas
o la mayoría de las herramientas de impulsión a niveles
superiores de los que produce TC50A.
TC50A es capaz de controlar y corregir errores en hasta 8
aplicaciones sin herramientas de apagado, puertos o tubos de
señal ni transductores integrados.
Si quiere usar TC50A para controlar herramientas de apagado
existentes, primero tendrá que ajustar el mecanismo de
apagado y ponerlo en su posición máxima o de otra forma
inhabilitarlo. Si la herramienta tiene un regulador interno (tal
como las herramientas marca Cooper/CLECO), será necesario
que inhabilite el regulador.
V. MAIN MENU (MENÚ PRINCIPAL DE
PROGRAMACIÓN)
El MENÚ PRINCIPAL aparecerá cuando se encienda el
controlador. En el menú principal hay tres funciones. Use las
teclas de flecha hacia ARRIBA/ABAJO para desplazarse por la
pantalla
PARAMETER SETUP (CONFIGURACIÓN DE PARÁMETROS)
En esta opción se programan las aplicaciones. Consulte el
Diagrama con la secuencia de programación que aparece más
adelante en este manual
TIME/DATE (HORA/FECHA)
Según se le indique en la pantalla use la flecha hacia ARRIBA o
hacia ABAJO para fijar la HORA y la FECHA correctas.
CYCLE COUNT (CONTEO DE CICLOS)
Esta función se puede usar para definir la frecuencia de
mantenimiento. Use las teclas de flecha hacia "arriba" o hacia
"abajo" para fijar el monitor de aviso del contador de ciclos
según la indicación de la pantalla. Si oprime la tecla una vez el
contador cambia en incrementos de cien; si se mantiene
oprimida los incrementos son de 1000 conteos cada uno. El
conteo máximo es de 500.000; un conteo de cero inhabilita la
alarma. Para despejar (Clear) y reestablecer el contador,
oprima el botón de flecha hacia abajo para restablecerlo a cero
sin inhabilitar la función. Pulse la tecla reverse/back-up
(retroceder/atrás) para regresar a la pantalla de
funcionamiento.
PROGRAMMING "Pset MENU" (MENÚ DE PROGRAMACIÓN
Pset)
El menú PROGRAMMING se usa para configurar el Pset para
una aplicación. El usuario puede seguir las indicaciones de la
pantalla para configurar el sistema en los pasos definidos. Hay
dos métodos disponibles para configurar el Pset de una
aplicación: DYNAMIC (modo DINÁMICO) o MANUAL. Para
usar el modo DINÁMICO, es necesario conectar al controlador
un transductor del rango apropiado y usar una herramienta de
impulsión. El modo MANUAL se usa cuando no hay un
transductor disponible o cuando se usan herramientas de
transmisión directa.
TRANSDUCTORES DE PAR ROTATORIOS
TC50A está diseñado para usar transductores de par rotatorios
tipo estándar. El puerto conector del transductor está al fondo
del controlador junto al punto de salida del aire. Hay muchos
transductores rotatorios que no son adecuados para usarse
con herramientas de impulsión y no hay NINGUNO que sea
adecuado para aprieta tuercas neumáticos de percusión.

18
Compruebe que la célula de carga/transductor tenga una
clasificación de 2 mV/V y que el nivel de capacidad máximo
del dispositivo sea suficiente para conseguir el máximo par
de torsión de la herramienta que se está usando.
Asegúrese de que el rango del transductor que se va a usar
sea capaz de aguantar la salida del par de torsión de la
herramienta que se esté aplicando y que esté certificado para
su uso con herramientas de impulsión.
Si quiere usar un transductor rotatorio de Crane Electronics,
Ingersoll Rand o Atlas Copco (de autoidentificación),
comuníquese con el vendedor para conseguir el adaptador
"WALLABY" (Pieza número: 10033) apropiado. De esta forma
podrá usar transductores rotatorios comunes como los
anteriores.
También se pueden usar transductores de par
estacionarios para labores de calibración y programación
en el modo MANUAL, así como también para
herramientas de percusión.
CONFIGURACIÓN DE PARÁMETROS - DYN(amic)
(DINÁMICO)
Seleccione el Pset deseado
Fije el conteo (Set Count) (el número de pernos por lote (Batch)
o por ciclo (Cycle))
Compruebe las unidades y el nivel máximo (escala completa)
del transductor (NOTA: TC50A comprobará y fijará
automáticamente el valor cero (ZERO) y máximo (MAX) del
transductor conectado.)
Introduzca el par final (TgTq) de la aplicación. (par dinámico)
Después de programar los valores anteriores, se deben seguir
cinco pasos para preparar la aplicación.
LEARN TGTQ - RUN TOOL - (APRENDER PAR FINAL –
OPERAR HERRAMIENTA)
Ponga en marcha la herramienta en la aplicación, manteniendo
el gatillo apretado hasta que el sistema detenga la herramienta.
NOTA: ESTE PASO PUEDE TARDAR UNOS (15) SEGUNDOS.
ESPERE A QUE EL CONTROLADOR APAGUE LA
HERRAMIENTA Y EN LA PANTALLA APAREZCA LA
INDICACIÓN "CYCLE COMPLETE" (CICLO COMPLETO)
El proceso LEARN TGTQ ajusta dinámicamente el flujo de aire
dirigido a la herramienta y lleva un control de la señal del par
de torsión del transductor durante el ciclo de prueba. El
controlador detendrá la herramienta cuando la señal de par de
torsión alcance el valor esperado programado en la
combinación de parámetros seleccionada. Este es un ciclo de
regulación.
LEARN REHIT - RUN TOOL - (APRENDER REPETIDO -
OPERAR HERRAMIENTA)
Complete otro ciclo con la herramienta sobre el perno
anteriormente apretado.
LEARN FREERUN - RUN TOOL - (APRENDER CICLO LIBRE
- OPERAR HERRAMIENTA)
Haga funcionar la herramienta en el aire hasta que el
controlador la detenga.
LEARN PREVAIL - RUN TOOL - (APRENDER
PREDOMINANTE - OPERAR HERRAMIENTA)
Ponga en marcha la herramienta en la aplicación para que el
controlador "aprenda" las características de la junta durante el
apriete de los pernos.
LEARN CURVE - RUN TOOL - (APRENDER CURVA -
OPERAR HERRAMIENTA)
En este último paso (con el transductor todavía en la
herramienta), ponga en marcha la herramienta en la aplicación.
El controlador aprenderá las características de la aplicación
regulándose de acuerdo a las mediciones del transductor.
Cuando la herramienta se apague, el Pset estará programado.
NOTA: el sistema de control TC50A llevará un control del
transductor durante este paso y pondrá en marcha la
herramienta hasta que se alcance el par de torsión final (TgTq)
autorregulándose. SI LA JUNTA ES MUY BLANDA, ESTE
PASO PODRÍA TARDAR UNOS (5) SEGUNDOS MÁS. Cuando
la duración del ciclo es demasiado larga, se recomienda
seleccionar un par de torsión mayor.
Aparecerá la pantalla - TEST SETTINGS - que se usa para
probar la programación, al mismo tiempo que el operador tiene
la posibilidad de usar la tecla de retroceso para retroceder y
ajustar los parámetros que necesite si los resultados obtenidos
en este modo TEST SETTINGS (PROBAR PROGRAMACIÓN)
no son adecuados. Use esta pantalla para hacer una detección
de errores apropiada.
UNA VEZ QUE SE OPRIME LA TECLA ENTER (INTRO), NO
SE PUEDEN HACER MÁS AJUSTES. SI SE NECESITA
HACER MÁS MODIFICACIONES, TIENE QUE REGRESAR A
LA PANTALLA PARAMETER SETUP (PROGRAMACIÓN DE
PARÁMETROS) EN EL MENÚ PRINCIPAL Y VOLVER A
EMPEZAR.
Después de este paso el Pset queda programado y listo
para empezar la producción.
DEBAJO DEL logotipo de ePro:
Cuando se pulsa ligeramente en el logotipo de ePro, aparecen
las siguientes opciones:
• CHANGE DISPLAY (CAMBIAR PANTALLA)
• Con esta opción se puede visualizar el par de torsión
(TQ) del transductor (si hay uno enchufado) o el par
final (TgTq) según se haya programado.
• CAL CORRECT (CORRECCIÓN DE CALIBRACIÓN)
• Permite ajustar fácilmente la calibración de
herramientas neumáticas de percusión o sistemas
independientes.
• REHIT STATUS (ESTADO REPETICIÓN)
• El controlador automáticamente incluye REHIT
(REPETIDO) como un error. Si se desactiva esta
función, el controlador ignorará las incidencias de
repetición.
• CYCLE DELAY(RETARDO DE CICLO)
• Este parámetro determina el tiempo inactivo de la
herramienta desde el momento en que termina de
apretar hasta el momento en que se reestablece para
empezar el siguiente ciclo. El valor predeterminado de
02500 mantendrá apagada la herramienta durante un
(1) segundo antes de permitir al operador apretar el
gatillo para el siguiente perno. Si esto es demasiado
lento, reduzca el valor con los botones de flecha a
aproximadamente 1000-1200. Un valor más bajo
podría ser demasiado rápido y no dar al operador
suficiente tiempo para soltar el gatillo. Un valor mayor
hace que la herramienta se reestablezca más
lentamente.
• LOCK OUT (BLOQUEO)
• Cuando se activa esta opción las teclas de
programación quedan bloqueadas y el operador solo
puede seleccionar Pset y Reverse Override (revocar
retroceder).

19
CONFIGURACIÓN DE PARÁMETROS - MAN(ual)
El modo MANUAL se usa cuando:
• No hay un transductor disponiblee
• Se desea programar un par de torsión RESIDUAL (estático)
• Las juntas de la aplicación tienen grados de rigidez muy
variados
• La aplicación tiene un par alto predominante
• Se va a instalar una herramienta de transmisión directa con
el software de herramientas de impulsión estándar.
NOTA: lo más recomendable es instalar el software correcto
para la herramienta que se va a usar.
Siga estos pasos para programar el Pset mediante el método
MANUAL:
1. Seleccione el Pset deseado
2. Fije el conteo (Set Count) (número de pernos por lote
(Batch) o ciclo (Cycle))
3. Calibre el transductor (CAL TRANSDUCER)
NOTA: si se usa un transductor, aparecerá la lectura observada
en la pantalla MANUAL TEACH (ENSEÑAR MANUALMENTE)
al lado del par de torsión (TQ). Si no hay un transductor
conectado, pulse la opción "NO" para avanzar a la pantalla -
MANUAL TEACH -.
En el modo MANUAL TEACH, el valor SIG tiene un valor
predeterminado de 075 y puede ser ajustado hacia ARRIBA o
hacia ABAJO. De esta forma se ajusta el índice de presión/flujo
del aire para que el usuario pueda ajustar el nivel de par. No
obstante, un valor entre 110 y 115 sería muy probablemente el
valor máximo a no ser que el suministro de aire sobrepase los
90 psi y 50 scfm.
Hay cinco pasos que se deben seguir para programar una
aplicación en el modo MANUAL.
— PROGRAMACIÓN MANUAL —
Ponga en marcha la herramienta con un perno de prueba y
mantenga apretado el gatillo hasta que el casquillo deje de
girar.
NOTA: ESTE PASO PUEDE TARDAR UNOS 5 SEGUNDOS.
En el modo MANUAL, el operador controla el apagado de la
herramienta. Después de detener manualmente la
herramienta, mida el par de torsión aplicado con un método
estándar aprobado por su empresa. Si el par medido no es
correcto, ajuste el valor SIG con las teclas de flecha y
vuelva a intentarlo hasta conseguir el par deseado.
Una vez que el nivel de par sea correcto, oprima la tecla Enter
(intro). Introduzca el valor medido en la pantalla SET PARAM-
ETER TgTq (PROGRAMAR PARÁMETRO PAR FINAL).
LEARN FREERUN - RUN TOOL - (APRENDER CICLO LIBRE
- OPERAR HERRAMIENTA)
Haga funcionar la herramienta en el aire hasta que el
controlador la detenga.
LEARN PREVAIL - RUN TOOL - (APRENDER
PREDOMINANTE - OPERAR HERRAMIENTA)
Ponga en marcha la herramienta en la aplicación para que el
controlador "aprenda" las características de la junta durante el
apriete de los pernos.
LEARN REHIT - RUN TOOL - (APRENDER REPETIDO -
OPERAR HERRAMIENTA)
Vuelva a pasar la herramienta sobre el perno que acaba de
apretar en el paso LEARN TGTQ (APRENDER PAR FINAL).
Mantenga apretado el gatillo hasta que el sistema apague la
herramienta.
SET JOINT TYPE- (PROGRAMAR TIPO DE JUNTA)
Esta selección se hace de acuerdo a la rigidez de la junta. Si va
a usar un perno de rosca uniforme y las juntas son duras (por
ejemplo, de metal contra metal, sin arandelas ni empaques o si
se trata de una aplicación de bujías), seleccione el parámetro
HARD (DURO).
La mayoría de las aplicaciones con herramientas de impulsión
usan el parámetro MEDIUM (MEDIO) a no ser que las juntas
sean demasiado blandas. En dicho caso, se puede seleccionar
SOFT (BLANDO) o escoger la opción MANUAL. En la opción
MANUAL, el operador detendrá la herramienta cuando el
casquillo/perno haya dejado de girar. Seleccione una de estas
cuatro opciones con las teclas de flecha hacia ARRIBA/ABAJO.
NOTA: seleccione SIEMPRE el parámetro HARD (DURO)
para las herramientas de transmisión directa. Esto
garantizará el mejor apagado posible y la mejor condición
ergonómica.
• JOINT TYPE: HARD (TIPO DE JUNTA: DURO)
Este es el parámetro predeterminado. Si se obtiene un par bajo
cuando se usa este parámetro, ensaye el parámetro MEDIUM
(MEDIO) o SOFT (BLANDO) antes de aumentar el valor SIG.
En el parámetro "HARD" la herramienta se detendrá
automáticamente.
• JOINT TYPE: MEDIUM (TIPO DE JUNTA: MEDIO)
El parámetro MEDIUM (MEDIO) es usualmente el más común
para herramientas de impulsión y para aprieta tuercas
neumáticos de percusión, a no ser que la junta sea demasiado
blanda o tenga un paso de apriete muy largo. En este
parámetro, la herramienta se detendrá automáticamente.
• JOINT TYPE: SOFT (TIPO DE JUNTA: BLANDO)
Use el parámetro "SOFT" (BLANDO) si la junta es demasiado
blanda como para que la herramienta alcance su par completo
en el parámetro MEDIUM (MEDIO). Este parámetro detendrá
automáticamente la herramienta.
• JOINT TYPE: MANUAL (TIPO DE JUNTA: MANUAL)
En este parámetro (con el transductor todavía en la
herramienta si se está usando uno), ponga en marcha la
herramienta sobre la aplicación.
En la modalidad MANUAL LEARN (APRENDER MANUAL), el
operador debe detener la herramienta manualmente tan
pronto como el casquillo/perno deja de girar. De esta forma
se establece el tiempo de funcionamiento del ciclo.
CONSULTE LOS DIAGRAMAS CON LA SECUENCIA DE
PROGRAMACIÓN AL FINAL DE ESTE MANUAL SI NECESITA
AYUDA DURANTE LA PROGRAMACIÓN
— PROGRAMACIÓN CON EL CÓDIGO DE
TRANSMISIÓN DIRECTO (10041) —
La programación del controlador con el código eprom 10041 es
similar al modo de programación MANUAL del código para
herramientas de impulsión (10039). Siga el diagrama que
aparece al final de este manual si necesita ayuda. La diferencia
principal es determinar la señal de flujo apropiada cuando
aparece la indicación correspondiente durante la secuencia de
programación del Pset.
Durante el paso "CHECK FLOW" (COMPROBAR FLUJO) de la
programación, la pantalla indicará al usuario que haga
funcionar la herramienta a una velocidad libre (RUN
FREESPEED). Simplemente ponga en marcha la herramienta a
cualquier velocidad al tiempo que ajusta el tornillo de flujo
(ubicado a través del agujero de acceso en la cubierta poste-
rior) para obtener una lectura adecuada (GOOD).
VI. ERROR PROOFING "OK / NOK" (CORRECCIÓN
DE ERRORES "SIN PROBLEMAS / PROBLEMA")
La corrección de errores es una de las funciones más
importantes del controlador TC50A. Una vez que se ha
preparado una aplicación, TC50A controla el par de torsión

20
aplicado y distingue entre una condición correcta (OK) para el
ciclo de apriete y los siguientes errores:
• RE-HIT (REPETICIÓN)
Una repetición (RE-HIT) ocurre cuando la herramienta es
aplicada sobre un perno previamente apretado. En la
pantalla saldrá el mensaje "NOK" (PROBLEMA).
• Cross-thread (Rosca cruzada)
Cuando las roscas del perno se cruzan en el agujero de
emboque se emite una alarma y en la pantalla aparece
la indicación "NOK" (PROBLEMA)
• Slip-off (or cam out) (Resbalamiento (o leva suelta))
Si el casquillo o la broca del destornillador se sale de la
cabeza del perno, el controlador detendrá el ciclo y
emitirá una alarma de "NOK" (PROBLEMA).
• Short cycle (premature cycle abort) (Ciclo corto (ciclo
abortado prematuramente))
Se define como una situación en la que el operador
detiene el ciclo antes de completar el apriete de par final.
Esto a veces ocurre cuando el operador se adelanta a la
finalización del ciclo y suelta prematuramente el gatillo
antes de que el controlador detenga la herramienta.
NOTA: TC50A ignorará el funcionamiento libre de la
herramienta. Esta función garantiza que solo se lleve un
registro de las veces que se intenta apretar pernos.
VII. ENTRADAS Y SALIDAS (I/O)
El terminal de entradas y salidas (I/O) de TC50A está ubicado
internamente en el fondo del tablero principal. Se puede
acceder a algunas conexiones a distancia con el enchufe RJ45
(P3) ubicado en el lado derecho del controlador y se pueden
acceder con facilidad con el dispositivo ROI que se puede
conseguir a través de Sioux Tools. Una entrada/salida estándar
está aislada ópticamente y operada por relés con contactos
secos; normalmente abiertos. Las E/S se deben activar desde
un dispositivo a distancia.
Las ENTRADAS (INPUTS) estándar son:
1. Disable (Part Not-Present) (Inhabilitar - Pieza no
presente)
2. Batch Clear (Despejar lote)
Los terminales de entrada 3, 4 y 5 se usan para seleccionar
diferentes combinaciones de parámetros de acuerdo a la
siguiente tabla:
3 encendido 4 apagado 5 apagado Pset 1
3 apagado 4 encendido 5 apagado Pset 2
3 encendido 4 encendido 5 apagado Pset 3
3 apagado 4 apagado 5 encendido Pset 4
3 encendido 4 apagado 5 encendido Pset 5
3 apagado 4 encendido 5 encendido Pset 6
3 encendido 4 encendido 5 encendido Pset 7
Las tres entradas "off" (apagadas) ponen el controlador de
vuelta a la selección manual asistida con el teclado.
Las SALIDAS (OUTPUTS) estándar son:
1. Batch "NOK" (Lote "Problema")
2. Batch "OK" (Lote "Sin problemas")
3. Cycle "OK"(Ciclo "Sin problemas")
4. Cycle "NOK" (Ciclo "Problema")
Conector P3
El conector RJ 45 ubicado hacia el centro de la abertura del
tablero en el lado del controlador facilita las siguientes
funciones a través de una interfaz de operador remoto
conocida como "ROI" (p/n 10140):
• Luz indicadora de ciclo rechazado
• Botón de flecha hacia arriba (UP)
• Botón de flecha hacia abajo (DWN)
• Botón "OVERRIDE" (REVOCAR)
• NOTA: la función remota de reestablecimiento de lotes
se puede conseguir manteniendo apretado el botón
OVERRIDE (REVOCAR) durante un (1) segundo, y
después el botón de flecha hacia arriba una vez.
VIII. OPERACIÓN EN RED
TC50A se puede conseguir con cuatro opciones de
comunicación o de operación en red.
Bus en serie RS 232
El bus en serie es conectado a través de un conector DB9
ubicado en el lado derecho de la caja. La salida en serie utiliza
el formato ASCII estándar y envía paquetes de información
después de cada ciclo de apriete de la siguiente manera:
06JUN03 12:45:27 PSET:1 TGTQ:035.0 Nm TQ:035.2
Nm COUNT:02/05 OK
(FECHA) (HORA) PSET (PAR FINAL) (PAR DE
TORSIÓN) (CONTEO) OK
EtherNET (TCP/IP)
Esta tarjeta opcional se puede usar mediante un RJ45 ubicado
en el lado derecho de la caja. La tarjeta EtherNET está lista
para aceptar el programa del usuario, y funciona con protocolos
estándar; se puede configurar de forma que funcione con el
programa de software de comunicación del usuario.
Comuníquese con el distribuidor o directamente con Sioux
Tools, Inc. si necesita ayuda con esta implementación.
DeviceNET
TC50A funcionará como un nodo estándar dentro del protocolo
de DeviceNET cuando se instala esta opción.
PFCS (Daimler Chrysler)
Este protocolo y hardware de comunicación opcional se puede
obtener a través del distribuidor si el controlador es
despachado a una fábrica aprobada.
IX. SERVICIO Y GARANTÍA
TC50A es un dispositivo relativamente libre de servicio, en
cuanto a que no hace falta programar fechas de mantenimiento
o ajustes. Asegúrese de que el suministro de aire esté limpio y
filtrado y si se usa un lubricador, que sea instalado entre el
controlador y la herramienta neumática ya que el aceite
deterioraría la válvula principal, lo que dejaría el controlador
inutilizable.
Si necesita servicio, escriba al distribuidor local o a Sioux Tools,
Inc. a esta dirección:
Sioux Tools, Inc.
2156 Avon Industrial Drive
Rochester Hills, MI
48309
El término de la GARANTÍA estándar es de un (1) año a partir
de la fecha de adquisición. Sioux Tools, Inc. garantiza que
TC50A está libre de defectos de material y mano de obra y
reparará o reemplazará cualquier pieza defectuosa enviada
FOB a la fabrica. Para obtener los SERVICIOS de la
GARANTÍA, comuníquese con Sioux Tools, Inc. al teléfono 800-
722-7290 o por fax al número 800-722-7236 para obtener el
número RGA.
NO SE PRESTARÁN SERVICIOS DE GARANTÍA A
NINGÚN CONTROLADOR SI EL NÚMERO RGA NO
APARECE INDICADO EN LA ETIQUETA DE
TRANSPORTE.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57

























































Sioux Tools TC50A Series Instructions Manual
- Tipo
- Instructions Manual
in altre lingue
- English: Sioux Tools TC50A Series
- français: Sioux Tools TC50A Series
- español: Sioux Tools TC50A Series
- Deutsch: Sioux Tools TC50A Series
- Nederlands: Sioux Tools TC50A Series
- svenska: Sioux Tools TC50A Series
Documenti correlati
Altri documenti
-
Snap-On TECHANGLE Manuale utente
-
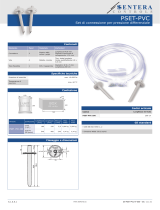 Sentera Controls PSET-PVC-200 Mounting Instruction
Sentera Controls PSET-PVC-200 Mounting Instruction
-
IFM KN0001 Istruzioni per l'uso
-
Eurotherm 2404, 2408 Manuale del proprietario
-
Motorola MOTOSLVR L9 Manuale utente
-
ABB DCS880 series Quick Manual
-
EAW Radius RSX series Manuale del proprietario
-
Carel HUMISONIC UU0*R Manuale utente
-
Carel humiSonic UU04 Manuale utente
-
Regal 29 OBX Manuale del proprietario
