
IT
Valid for serial no. 340--xxx--xxxx0444 100 101 IT 050705
A21PRD 160
Istruzioni per l’uso

-- 2 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 DIRETTIVA 3........................................................
2 SICUREZZA 3.......................................................
3 INTRODUZIONE 4...................................................
4 DATI TECNICI 5......................................................
5 INSTALLAZIONE 7...................................................
5.1 Installazione del collare 8.....................................................
5.2 Smontaggio del collare 8.....................................................
5.3 Regolazione del collare 9.....................................................
5.4 Possibili regolazioni fini del collare dopo un lungo periodo di utilizzo 9..............
5.5 Regolazione della testa orbitale rispetto al collare 10..............................
5.6 Sostituzione dei particolari usurati 12...........................................
5.7 Regolazione fine 13..........................................................
5.8 Regolazione dell’elettrodo e della punta di contatto del filo 14......................
5.9 Regolazioni possibili 15.......................................................
5.10 Sostituzione del filo 16........................................................
5.11 Avvio della saldatura 16.......................................................
6 FUNZIONAMENTO 17.................................................
6.1 Collegamenti 17..............................................................
7 MANUTENZIONE 17...................................................
7.1 Quotidiana 17................................................................
8 ACCESSORI 18.......................................................
8.1 Accessori completi 18.........................................................
8.2 Installazione e accessori 18....................................................
9 ORDINAZIONE DEI PEZZI DI RICAMBIO 19.............................
DIMENSIONI 21..........................................................
SCHEMA 24.............................................................
NO.DICODICE 25.......................................................
PARTI DI USURA 26.....................................................

-- 3 --
dsb3dia
1 DIRETTIVA
DECLARATION OF CONFORMITY
ESAB Welding Equipment AB, 695 81 Laxå, Sweden, declares that tube welding tool
PRD 160 from
serial number
140 onwards, conforms to standard EN 60292, in accordance with the requirements of
directive (89/392/EEC) and appendix (93/68/EEC) and standard EN 50199 in accordance with the
requirements of directive (89/336/EEC) and appendix (93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Joakim Cahlin
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2001--10--01
2 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 4 --
dsb3dia
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUAT I CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
3 INTRODUZIONE
La testa orbitale per la saldatura di tubi A21 PRD 160 deve essere utilizzata per la
saldatura TIG di tubi collegandola ai generatori LTP 450 e LTS 160/250/320.
Sono disponibili in diverse varianti: consultare a pagina 25.
Durante la saldatura, la testa orbitale scorre su un collare. Detti collari sono
disponibili in numerose dimensioni, vedere la tabella a pagina 6.
La A21 PRD 160 si fissa al collare tramite un sistema di attacco rapido, che afferra
saldamente la testa e la fissa al collare garantendo l’eliminazione del gioco.
La testa è disponibile in cinque versioni diverse. Con la sola unità base è possibile
eseguire la saldatura per fusione. Detta unità base può essere collegata a un gruppo
trainafilo, a un’unità AVC (Regolazione della tensione dell’arco) e a un’unità di
pendolamento, vedere gli accessori a pagina 18.
IT

-- 5 --
dsb3dia
4 DATI TECNICI
Testa orbitale per la saldatura di tubi A21 PRD 160
Potenza massima di saldatura (duty cycle 100%) CC continua a 315 A
CC pulsata a 400 A
Raggio d’azione
esterno
da ø 160 mm
Altezza libera 120 mm per tutti i tubi ISO 336
Distanza minima dalla flangia
18 mm a 0_ inclinazione
Velocità di rotazione 2 -- 40 cm/min.
Portaelettrodo raffreddato ad acqua con lente
del gas
dimensioni filo
regolazione angolare
ø1,6–3,2mm
-- 3 0
_ +45_ (15 per divisione_)
Filo di apporto,
Velocità di avanzamento
Diametro
Punta di contatto
Bobina
15 --150 cm/min.
ø0,8--0,9mm
regolabile lungo gli assi X, Y e Z
ø 100 mm
Pendolamento
Velocità
Ampiezza
2--12 mm/s
entro 37 + 8 mm
AVC, Regolazione della tensione dell’arco
Velocità
1,7 mm/s
Peso 8kgsenzacaviecollare,
14,5kgconcaviecollare
Collari dentati standard Vedere a pagina 6
Fattore di scala rotazione 846024
Fattore di scala alimentazione filo 120700
Fattore di scala pendolamento 119048
Pendolamento – impulsi/mm 84
Fattore di scala -- volt 30
Pressione sonora continua ponderata <70db(A)
IT

-- 6 --
dsb3dia
Collari standard
Diametro esterno del tubo Lunghezza rotazione Numero di ordinazione
mm pollici
161--177 6 113 542 0444 063 880
185--201 127 167 0444 063 881
209--225 8 140 792 0444 063 882
225--241 149 875 0444 063 883
249--265 163 500 0444 063 884
265--281 10 172 583 0444 063 885
289--305 186 208 0444 063 886
313--329 12 199 833 0444 063 887
329--345 208 917 0444 063 888
345--361 14 218 000 0444 063 889
361--377 227 083 0444 063 890
385--401 240 708 0444 063 891
401--417 16 249 792 0444 063 892
425--441 263 417 0444 063 893
449--465 18 277 042 0444 063 894
473--489 290 667 0444 063 895
497--513 20 304 292 0444 063 896
513--529 313 375 0444 063 897
537--553 327 000 0444 063 898
553--569 22 336 083 0444 063 899
577--593 349 708 0444 063 900
601--617 24 363 333 0444 063 901
625--641 376 958 0444 063 902
649--665 26 390 583 0444 063 903
665--681 399 667 0444 063 904
689--705 413 292 0444 063 905
705--721 28 422 375 0444 063 906
729--745 436 000 0444 063 907
753--769 30 449 625 0444 063 908
777--793 463 250 0444 063 909
801--817 32 476 875 0444 063 910
817--833 485 958 0444 063 911
841--857 499 583 0444 063 912
857--873 34 508 667 0444 063 913
881--897 522 292 0444 063 914
905--921 36 535 917 0444 063 915
929--945 549 542 0444 063 916
953--969 36 563 167 0444 063 917
969--985 572 250 0444 063 918
993--1009 585 875 0444 063 919
1009--1025 40 594 958 0444 063 920
La tabella riporta le dimensioni standard conformi alla normativa ISO 336. Sono inoltre disponibili
collari per dimensioni intermedie o superiori.
IT

-- 7 --
dsb3dia
5 INSTALLAZIONE
La conn essio n e a rete deve essere eseguita da personale adegu atamente ad-
destrato.
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
S È possibile utilizzare il generatore LTP 450, vedere le istruzioni d’uso, quando si
utilizzano le unità AVC e di pendolamento.
S È possibile utilizzare i generatori LTS 160/250 e LTS 320, vedere
rispettivamente le istruzioni d’uso, per la testa orbitale di saldatura PRD160
senza unità di pendolamento e AVC.
IMPORTANTE!
I generatori LTP 450, LTS 160, LTS 250 e LTS 320 utilizzati con la PRD 160 devono
disporre della versione del programma 2.8x o delle versioni successive.
IT

-- 8 --
dsb3dia
5.1 Installazione del collare
Prestare attenzione quando si monta e si smonta il collare, al fine di evitare il rischio
di schiacciamento.
Utilizzare una chiave a brugola per tenere il collare come illustrato nella fig. 1.
Fig. 1
Posizionare il collare intorno al tubo e bloccarlo come illustrato nella fig. 2.
Fig. 2
A questo punto il collare deve essere fissato saldamente al tubo e non deve essere
visibilmente deformato; in caso contrario, vedere il punto 5.4.
5.2 Smontaggio del collare
Smontare il collare in ordine inverso.
IT

-- 9 --
dsb3dia
5.3 Regolazione del collare
Al momento della consegna, i bulloni
assiali del collare sono precaricati in
modo che il collare risulti concentrico al
tubo.
Quando si regola la dimensione del
tubo è quindi importante modificare il
carico di tutti i bulloni assiali dello
stesso valore. Per questa operazione è
disponibile una speciale chiave a
brugola con scala (1), vedere fig. 3.
Bloccare sempre i bulloni assiali con una chiave poligonale (2).
Le regolazioni precedenti solitamente devono
essere eseguite soltanto quando si inizia a
lavorare su un nuovo lotto di tubi.
Fig. 3
5.4 Possibili regolazioni fini del collare dopo un lungo periodo di
utilizzo
Regolare tramite la chiave (1) come illustrato nella fig. 4 e in modo che i particolari
(3) vengano spinti in posizione da entrambe le metà del collare, ma senza che la
zona di unione delle due metà risulti deformata.
Regolare l’altro giunto come illustrato nella fig. 5 e seguendo le stesse istruzioni. Si
noti che entrambe le metà della cerniera potrebbero richiedere una regolazione,
affinché il centro della cerniera stessa (la spina) sia posizionato direttamente sopra il
giunto del collare.
.
Fig. 4
Fig. 5
IT

-- 1 0 --
dsb3dia
5.5 Regolazione della testa orbitale rispetto al collare
Allentare le viti (1) e (2) su entrambi i lati del carrello e regolare in modo che il centro
dei rulli (3) sia rivolto verso il centro del collare. Serrare le viti (1) e (2) come illustrato
nella fig. 6.
Regolazioni degli strumenti effettuate non correttamente possono causare il
sovraccarico nel motore e generare quindi un codice di errore (vedere manuale di
programmazione dei generatori LTP 450 o LTS per maggiori informazioni).
IMPORTANTE!
Eventuali deviazioni di rilievo durante la regolazione della testa orbitale
rispetto alla scanalatura aumentano l’usura di quest’ultima e dei rulli e
sovraccaricano l’unità di avanzamento.
Per proteggere quest’ultima, è presente una spina di sicurezza che si
spezza se il carico diventa eccessivo.
In caso di rottura della spina di sicurezza:
1. Smontare l’unità di avanzamento.
2. Rimuovere la parte residua della spina di sicurezza mediante un mandrino.
3. Sostituire la spina di sicurezza vecchia con una spina nuova. SI NOTI che è
ammesso utilizzare esclu s ivamente sp ine di sicu rezza originali.
Fig. 6
IT

-- 1 1 --
dsb3dia
Installazione della testa orbitale sul collare
Aprire e fissare i rulli posteriori (2) utilizzando le molle (3) della piastra come indicato
dalle frecce (4) e (5). Vedere fig. 7.
Inclinare la testa orbitale in modo che i rulli anteriori (1) poggino contro il bordo del
collare (6) -- potrebbe essere necessario sollevare il portaelettrodo con la vite di
regolazione (7) o con l’AVC – e quindi piegare la testa in basso in modo che gli
ingranaggi (8) si innestino negli appositi fori (9).
Fig. 7
IT

-- 1 2 --
dsb3dia
Quando i rulli posteriori (2) sono a contatto con il collare (6), bloccare la testa
orbitale utilizzando le molle (3) della piastra, come indicato dalle frecce (10), (11) e
(12). Vedere fig. 8.
Per lo smontaggio, procedere nell’ordine inverso.
Fig. 8
5.6 Sostituzione dei particolari usurati
Il portaelettrodo può essere ripiegato verso l’alto come illustrato nella fig. 9 per
facilitare la sostituzione dell’elettrodo, delle lenti del gas e della protezione del gas.
Fig. 9
Fig. 9
IT

-- 1 3 --
dsb3dia
5.7 Regolazione fine
Potrebbe essere necessario eseguire la regolazione dei rulli come segue:
Allentare leggermente il rullo di supporto e serrare con una chiave a brugola come
illustrato nella fig. 10. Montare la testa orbitale sul collare e bloccare i rulli.
Fig. 9
Fig. 10
La distanza fra la molla della piastra e la guida di sicurezza deve essere di 3 mm
come illustrato nella fig. 11. In caso contrario ripetere la procedura.
Fig. 11
IT

-- 1 4 --
dsb3dia
5.8 Regolazione dell’elettrodo e della punta di contatto del filo
La regolazione deve essere eseguita come illustrato nella fig. 13 successiva.
1 Regolazione della posizione laterale dell’elettrodo e della guida filo
2 Regolazione della posizione longitudinale della punta di contatto del filo
3a Regolazione approssimativa della posizione verticale della punta di contatto del
filo
3a Regolazione fine della posizione verticale della punta di contatto del filo
4 Regolazione laterale della punta di contatto del filo
5 Regolazione verticale dell’elettrodo e della guida filo
6 Angolazione dell’elettrodo e della punta di contatto del filo
7 Regolazione della distanza dell’elettrodo prima della messa in funzione
a) utilizzare la vite distanziale (7) o l’AVC per regolare l’elettrodo in modo che sia
rivolto verso il centro del tubo (in alternativa bordo 8 parallelo al bordo 9)
b) quindi utilizzare la vite di regolazione (5) per regolare la distanza dell’elettrodo
dall’elemento.
Fig. 13
IT

-- 1 5 --
dsb3dia
5.9 Regolazioni possibili
La pressione della molla sul braccio portaelettrodo deve essere regolata come
illustrato nella fig. 14.
Fig. 14
IT

-- 1 6 --
dsb3dia
5.10 Sostituzione del filo
Aumentare la pressione sul rullo di pressione avvitando la vite (1) come illustrato
nella fig. 16. Inserire il filo manualmente e rilasciare il rullo di pressione svitando la
vite (1).
Fig. 16
5.11 Avvio della saldatura
S Impostare i parametri di saldatura o richiamare il
programma di saldatura da utilizzare per eseguire il
lavoro (vedere il manuale di programmazione).
IT

-- 1 7 --
dsb3dia
6 FUNZIONAMENTO
Le no rme generali d i sicurezza per utilizzare questo impianto so n o descritte a
pagina 3, legg erle attentamente prima d ell’u so dell’impianto.
6.1 Collegamenti
1Collegamento gas di protezione
2 Collegamento uscita acqua di raffredda-
mento -- ROSSO
3 Collegamento entrata acqua di raffredda-
mento -- BLU
4 Collegamento cavo di saldatura
5 Collegamento rotazione
6 Collegamento condotto cavi
7 Collegamento unità di pendolamento
8 Collegamento AVC
9 Collegamento cavo di misura
7 MANUTENZIONE
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
Dopo un certo periodo di tempo i bordi del collare potrebbero
diventare degli “spigoli vivi”. Eliminarli tramite una lima, al fine di
evitare i rischi di taglio.
7.1 Quotidiana
S Controllare che tutti i cavi e i tubi flessibili non siano danneggiati.
S Pulire la testa orbitale di saldatura.
IT

-- 1 8 --
dsb3dia
8 ACCESSORI
8.1 Accessori completi
È possibile ordinare la testa con gli accessori installati come descritto di seguito. È
anche possibile ordinare successivamente gli accessori per l’unità base.
Unità base da utilizzare unicamente per saldatura per fusione
con testa flottante 0444 151 880............................................
Unità base con gruppo trainafilo completo 0444 151 881.......................
Unità base con AVC (Regolazione della tensione dell’arco) 0444 151 882.......
Unità base con AVC e gruppo trainafilo completo 0444 151 883.................
Unità base con AVC, gruppo trainafilo completo e unità
di pendolamento 0444 151 884.............................................
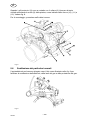
8.2 Installazione e accessori
1. Il gruppo trainafilo (codice 0444 137 880) deve essere installato come illustrato
nella fig. 12 seguente.
Fig. 12
1 Gruppo trainafilo
2 Portabobina
3 Componenti per la regolazione del
filo
IT

-- 1 9 --
dsb3dia
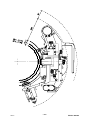
2. Unità AVC (codice 0443 656 881) come illustrato nella figura = figura principale o
figura completa.
3. L’unità di pendolamento (codice 0444 140.880) deve essere installata come
illustrato nella fig. 17.
Fig. 17
I cavi per gli accessori sono inseriti nell’imballo fornito con la catena di trazione
(come illustrato nel disegno completo 0444 151).
9 ORDINAZIONE DEI PEZZI DI RICAMBIO
PRD 160 sono disignate e collaudate secondo le norme internazionali ed europee IEC/
EN 60 292 ed EN 50 199.
Dopo l’effettuata assistenza oppure riparazione è di responsabilità dell’agenzia di ser-
vizio di accertarsi che il prodotto non si differenzi dalle summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l’ulti-
ma pagina di questo documento.
IT

-- 2 0 --
p
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Documenti correlati
-
ESAB PRD 160 A21 Manuale utente
-
ESAB A2 Origo™ Manuale utente
-
-
-
-
-
ESAB WO1002 Aristo Manuale utente
-
-
-