Cebora PLASMA PROF 420 HQC Manuale utente
- Tipo
- Manuale utente

I -MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA PAG. 2
GB -INSTRUCTION MANUAL FOR PLASMA CUTTING SYSTEM PAGE 38
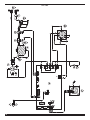
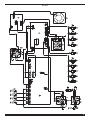
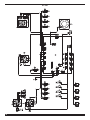
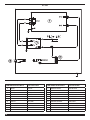
Parti di ricambio e schema elettrico Spare parts and electrical schematic
Pagg. Sid. sel.: 74 ÷ 91
03/11/2014
3.300.049

2
INDICE
1 PRECAUZIONI DI SICUREZZA ...........................................................................................................................3
1.1 Targa delle avvertenze .....................................................................................................................................3
2 DATI TECNICI ...................................................................................................................................................4
2.1 Descrizione generale dell’impianto .................................................................................................................4
2.2 Generatore Plasma Prof 420 HQC ..................................................................................................................5
2.3 Gruppo di raffreddamento GRP 30 .................................................................................................................6
2.4. Gas console ...................................................................................................................................................7
2.4.1 Gas console manuale PGC-3 - PGC-2 .................................................................................................7
2.4.2 Gas console automatica APGC ............................................................................................................8
2.5 Console valvole PVC .......................................................................................................................................9
2.6 Unità di accensione HV19-1 ............................................................................................................................9
2.7 Unità di accensione – console valvole HV19-PVC ........................................................................................10
2.8 Torcia CP450G ..............................................................................................................................................11
3 INSTALLAZIONE ................................................................................................................................................12
3.1 Disimballo e assemblaggio ...........................................................................................................................12
3.2 Collegamento del generatore. ....................................................................................................................... 12
3.2.1 Collegamento al pantografo CNC .......................................................................................................14
3.2.2 Segnali digitali da controllo pantografo a generatore. .......................................................................15
3.2.3 Segnali digitali da generatore a controllo pantografo. .......................................................................16
3.2.4 Segnali analogici da generatore a controllo pantografo. .....................................................................16
3.2.5 Segnale di arresto di emergenza per generatore ............................................................................... 17
3.3 Collegamento del gruppo di raffreddamento. .................................................................................................18
3.4 Collegamento della gas console. ....................................................................................................................18
3.4.1 Gas console manuale PGC-3 e PGC-2 ..............................................................................................18
3.4.2 Gas console automatica APGC. .........................................................................................................19
3.4.3 Nota sul collegamento dei gas ...........................................................................................................19
3.5 Collegamento della torcia CP450G ...............................................................................................................20
3.5.1 Applicazioni su pantografo .................................................................................................................20
3.5.2 Applicazioni su robot ..........................................................................................................................20
3.6 Requisiti del liquido refrigerante ...................................................................................................................20
4 IMPIEGO .................................................................................................................................................21
4.1 Descrizione dei pannelli del generatore ........................................................................................................21
4.2 Descrizione dei pannelli del gruppo di raffreddamento ................................................................................22
4.3 Descrizione del pannello della gas console manuale e suo impiego ...........................................................23
4.3.1 Preparazione ed esecuzione del taglio (CUT) ....................................................................................24
4.3.2 Preparazione ed esecuzione della marcatura (MARK) .......................................................................25
4.3.3 Esecuzione del test di tenuta gas (TEST) ...........................................................................................26
4.3.4. Funzioni aggiuntive (Seconde funzioni) ..............................................................................................26
4.3.4.1 Preparazione ed esecuzione della Marcatura Spot (SPOT MARK) ....................................... 26
4.3.4.2 Gestione della corrente negli angoli del pezzo in lavorazione (CORNER) ............................26
4.3.4.3 Gestionedeltempodiraffreddamentodellatorciaanetaglio ...........................................27
4.3.4.4 Visualizzazione portata e temperatura del liquido refrigerante (H2O) ..........................................................27
4.3.4.5 Esecuzione del taglio su lamiere forate o grigliati (SR) .......................................................... 27
4.3.4.6 Regolazionenedellacorrenteadistanza(RRI) ...................................................................28
4.3.4.7AggiornamentodelrmwaredimacchinatramitechiavettaUSB .........................................28
4.3.5 Codici di errore ...................................................................................................................................28
4.4 Descrizione del pannello della gas console automatica ...............................................................................30
4.5 Qualità del taglio ............................................................................................................................................31
4.6 Manutenzione dell'impianto ..........................................................................................................................32
5 APPENDICE .................................................................................................................................................33
5.1 MSDS del liquido di raffreddamento .............................................................................................................33
5.2 Kit opzionale (Art. 425) per la connessione al pantografo ............................................................................36
5.3Schemadimessaaterradell’impiant ...........................................................................................................37

3
MANUALE DI ISTRUZIONE PER IMPIANTO DI TAGLIO AL PLASMA
IMPORTANTE:PRIMADELLAMESSAINOPERADEL-
L’APPARECCHIOLEGGEREILCONTENUTODIQUESTO
MANUALEECONSERVARLO,PERTUTTALAVITAOPE-
RATIVA,INUNLUOGONOTOAGLIINTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTEPEROPERAZIONIDISALDATURA.
1 PRECAUZIONI DI SICUREZZA
LASALDATURAEDILTAGLIOADARCOPOS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI,pertantol’utilizzatoredeveessereistruitocontroi
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questoapparecchiononproducediperserumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori atale limite; pertanto,gliutilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPIELETTROMAGNETICI- Possono essere dannosi.
·Lacorrenteelettricacheattraversaqualsi-
asi conduttore produce dei campi elettro-
magnetici(EMF).Lacorrentedisaldaturao
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
·Icampimagneticiderivantidacorrentielevatepossono
incideresulfunzionamentodipacemaker.Iportatoridi
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
disaldaturaadarco,ditaglio,scriccaturaodisaldatura
a punti.
·L’esposizioneaicampielettromagneticidellasaldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ognioperatore,perridurreirischiderivantidall’esposi-
zione ai campi elettromagnetici,deveattenersiallese-
guenti procedure:
-Fareinmodocheilcavodimassaedellapinzapor-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massasitrovasulladestradell’operatoreanche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
neoinpresenzadipolveri,gasovaporiesplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHEEDELETTRONICHE.
Nonsmaltireleapparecchiatureelettricheassie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativaattuazionenell’ambitodellalegislazionenazionale,
leapparecchiatureelettrichegiunte a ne vitadevono
essere raccolte separatamente e conferite ad un impian-
todiricicloecocompatibile.Inqualitàdiproprietariodelle
apparecchiaturedovràinformarsipressoilnostrorappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZADIPERSONALEQUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Iltestonumeratoseguentecorrispondeallecasellenu-
merate della targa.
1. Le scintille provocate dal taglio possono causare
esplosioni od incendi.
?
OFF
Gklaxmzx, hj x j
g bnnsxmksksk
ghxnnmzxkxsk
gasuwencmc
tghsdhjsjksdjkxc
Ghgopglòdfòxlc òkvfàlxcvò l+dòvòùx
Sm,nxcv,mzx.c ierlòdfb-.èeì’,c mdlò
hsjkklasjlòsòlxc,òz
jhgfjksdhfjksdklcsmkldc
1 1.1 1.2 1.3
2 2.1 2.2 2.3
3 3.1 3.2 3.3
4 4.1 4.2 4.3
5 5.1
6
7
3098464

4
1.1Tenereimaterialiinammabililontanodall’areadita-
glio.
1.2Lescintilleprovocatedaltagliopossonocausarein-
cendi. Tenere un estintore nelle immediate vicinanze
efarsìcheunapersonarestiprontaadutilizzarlo.
1.3Nontagliaremaicontenitorichiusi.
2. L’arcoplasmapuòprovocarelesioniedustioni.
2.1 Spegnere l’alimentazione elettrica prima di smontare
la torcia.
2.2 Non tenere il materiale in prossimità del percorso di
taglio.
2.3Indossareunaprotezionecompletaperilcorpo.
3. Lescosseelettricheprovocatedallatorciaodalcavo
possono essere letali. Proteggersi adeguatamente
dalpericolodiscosseelettriche.
3.1Indossareguantiisolanti.Nonindossareguantiumidi
o danneggiati.
3.2 Assicurarsi di essere isolati dal pezzo da tagliare e
dal suolo.
3.3 Scollegare la spina del cavo di alimentazione prima
dilavoraresullamacchina.
4. Inalareleesalazioniprodotteduranteiltagliopuòes-
sere nocivo alla salute.
4.1 Tenere la testa lontana dalle esalazioni.
4.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
4.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
5. Iraggidell’arcopossonobruciaregliocchieustiona-
re la pelle.
5.1Indossareelmettoeocchialidisicurezza.Utilizzare
adeguateprotezioniper leorecchieecamici conil
colletto abbottonato. Utilizzare maschere a casco
con ltri della corretta gradazione. Indossare una
protezione completa per il corpo.
6. Leggereleistruzioniprimadiutilizzarelamacchina
od eseguire qualsiasi operazione su di essa.
7. Nonrimuoverenécoprireleetichettediavvertenza.
2 DATI TECNICI
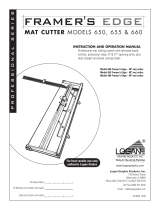
2.1 DESCRIZIONE GENERALE DELL’IMPIANTO
IlPlasmaProf420HQC(Art.960),completodiunitàdi
accensioneHV19-1(Art. 464)oppure HV-PVC(art.462),
gas console manuale PGC-3 - PGC-2 (Art. 470) oppure
gasconsoleautomaticaAPGC(Art.466),consolevalvo-
le PVC (Art. 469) e torcia CP450G (vari articoli in dipen-
denzadell’applicazione),èunimpiantopertaglioplasma
multigas meccanizzato e completamente gestito da mi-
croprocessore,ingradodierogareunacorrentemaxdi
420A al 100% di fattore di utilizzo.
Tuttiiparametridiprocesso(materiale,gas,spessoree
corrente)sonoselezionabilidallagasconsolee,inbase
allaloroscelta,vengonoautomaticamenteindicatiiussi
ottimali dei gas.
Attraverso una porta RS232 posta sul pannello posterio-
redelgeneratoreèpossibileacquisirefacilmente,tramite
unPersonalComputer,lostatodituttiiparametriopera-
tivi; ciò consente una visione completa della situazione
di lavoro e può aiutare nel caso di eventuali malfunzio-
namenti.
TramitelastessaRS232èpossibilepoiaggiornareilsof-
twaredimacchina.
Peruntaglioottimalediognimaterialemetallico,l’impian-
toutilizzadiversigas,quali:aria,azotoN2,ossigenoO2,
miscelaH35(35%idrogenoH2–65%argonAr),miscela
F5(5%idrogenoH2–95%azotoN2).Lecombinazionidi
questi ultimi vengono proposte in automatico in funzione
del materiale scelto.
E’possibilepoieseguirelamarcaturaconilgasargonAr,
propostoanch’essoinautomatico.
Sono disponibili differenti set di consumabili in funzione
dellacorrenteditaglioedelgasusato,calibratietestati
per ottenere la massima qualità di taglio.
Fig. 1
Art. 1159....
Art. 470-466
Art. 1166....
Art. 1189....
Art. 469
Art. 11224-1225
Art. 464 Art. 460
Art. 1199....
Art. 1200
Art. 2050
Art. 1156
Art. 960
Art. 1684

5
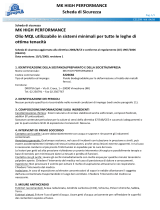
2.2 GENERATORE PLASMA PROF 420 HQC
IlPlasmaProf420HQCèungeneratoredicorrenteco-
stante,420Amaxal100%difattorediutilizzo,conforme
allanormativaIEC60974-1,60974-2e60974-10.
In essorisiede il microprocessore che gestisce l’intero
impianto ed il cui software è aggiornabile dalla porta
RS232 posta sul pannello posteriore.
DATI TECNICI
Tensione nominale a vuoto (Uo) 365 V
Maxcorrentediuscita(I2) 420 A
Tensione di uscita (U2) 172 V
Fattore di utilizzo (duty cycle) 100% @ 420A
Maxtemperaturaambiente 40 °C
Raffreddamento
Adaria,conventi-
lazione forzata
Grado di protezione della carcassa IP21S
Peso netto 721 kg
Tensioniemaxcorrentinominalidialimentazione:
380/400V,3~,50/60Hz,120A
415/440V,3~,50/60Hz,109A
900 990
1367
Fig. 2
baricentro

6
2.3 GRUPPO DI RAFFREDDAMENTO GRP 30
IlGruppodiraffreddamentoGRP30èundispositivoatto
agestireilussoeridurrelatemperaturadelliquidore-
frigerantecheuiscenellatorciaCP450Gedèconforme
allanormativaIEC60974-2.
Contienesensoridiussoetemperatura,nonchéschede
elettronicheperl’alimentazioneedilcontrolloditalicom-
ponenti.Unaseriediltri,posizionatiindiversipuntidel
circuitoidraulico,prevengonoeventualidanniaicompo-
nenti del gruppo di raffreddamento stesso e della torcia
CP450G.
DATI TECNICI
Potenza nominale di
raffreddamento a 1 l/min a 25°C
2.4 kW
Pressionemax 0.6 MPa
Liquidorefrigerante
CEBORA“ITACA
GP73190-BIO”
Capacità serbatoio 30 l
Fattore di utilizzo (duty cycle) 100%
Grado di protezione della carcassa IP21S
Peso netto 75 kg
611 582
1020
Fig. 3

7
289
198
M 6
354
380
315
Fig. 4
2.4 GAS CONSOLE
Lagasconsoleèundispositivoattoagestirelaselezionedei
parametridiprocessoelaregolazionedeiussidigas,con-
formeallanormativaIEC60974-8.Contieneelettrovalvole,
riduttorietrasduttoridipressionenonchéschedeelettroni-
cheperl’alimentazioneecontrolloditalicomponenti.
2.4.1 Gas console manuale PGC-3 - PGC-2
E’suddivisaindueunità:laPGC-3,alimentatadagasaria,
argonAr,azotoN2eossigenoO2,elaPGC-2,alimentata
da gas H35 (miscela al 35% idrogeno H2 e 65% argon Ar)
e F5 (miscela al 5% idrogeno H2 e 95% azoto N2).
DATI TECNICI
GAS
USATI
TITOLO
PRESSIONEMAX
DIINGRESSO
PORTATA
Aria
Pulita,seccae
senza olio come
danormativaISO
8573-1: 2010. Clas-
se 1.4.2 (particola-
to-acqua-olio)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Azoto 99.997% 0.8 MPa (8 bar) 150 l/min
Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Miscela:
35%idrogeno,65%
argon
0.8 MPa (8 bar) 130 l/min
F5
Miscela:
5%idrogeno,95%
azoto
0.8 MPa (8 bar) 30 l/min
*
lanormativaISO8573-1:2010prevede,perlaClasse1.4.2:
• Particolato: ≤ 20.000 particelle solide per m3 d’aria con
dimensioni comprese tra 0.1 e 0.5 µm;
≤ 400 particelle solide per m3 d’aria con dimen-
sioni comprese tra 0.5 e 1.0 µm;
≤ 10 particelle solide per m3 d’aria con dimensio-
ni comprese tra 1.0 e 5.0 µm.
• Acqua: il punto di rugiada in pressione dell’aria deve
essere inferiore o uguale a 3°C.
• Olio: la concentrazione totale di olio deve essere infe-
rioreougualea0,1mgperm3d’aria.
Fattore di utilizzo (duty cycle) 100%
Grado di protezione della carcassa IP23
Peso netto 20 kg

8
2.4.2 Gas console automatica APGC
E’suddivisaindueunità:unasuperiore,alimentatadagas
aria,argonAr,azotoN2eossigenoO2,eunainferiore,ali-
mentata da gas H35 (miscela al 35% idrogeno H2 e 65%
argon Ar) e F5 (miscela al 5% idrogeno H2 e 95% azoto N2).
DATI TECNICI
GAS
USATI
TITOLO
PRESSIONEMAX
DIINGRESSO
PORTATA
Aria
Pulita,seccae
senza olio come
danormativaISO
8573-1: 2010. Clas-
se 1.4.2 (particola-
to-acqua-olio)
*
0.8 MPa (8 bar) 220 l/min
Argon 99.997% 0.8 MPa (8 bar) 70 l/min
Azoto 99.997% 0.8 MPa (8 bar) 150 l/min
Ossigeno 99.95% 0.8 MPa (8 bar) 90 l/min
H35
Miscela:
35%idrogeno,65%
argon
0.8 MPa (8 bar) 130 l/min
F5
Miscela:
5%idrogeno,95%
azoto
0.8 MPa (8 bar) 30 l/min
*
lanormativaISO8573-1:2010prevede,perlaClasse1.4.2:
• Particolato: ≤ 20.000 particelle solide per m3 d’aria con
dimensioni comprese tra 0.1 e 0.5 µm;
≤ 400 particelle solide per m3 d’aria con dimen-
sioni comprese tra 0.5 e 1.0 µm;
≤ 10 particelle solide per m3 d’aria con dimensio-
ni comprese tra 1.0 e 5.0 µm.
• Acqua: il punto di rugiada in pressione dell’aria deve
essere inferiore o uguale a 3°C.
• Olio: la concentrazione totale di olio deve essere infe-
rioreougualea0,1mgperm3d’aria.
Fattore di utilizzo (duty cycle) 100%
Grado di protezione della carcassa IP23
Peso netto 20 kg
289
198
M 6
354
352
315
Fig. 5

9
145
240
Ø5,5
70
250
124
Fig. 6
2.5 CONSOLE VALVOLE PVC
LaconsolevalvolePVCèundispositivoattoagestirelo
scambio di gas nei passaggi accensione-trasferimento e
nello spegnimento.
Contieneelettrovalvole,valvoledinonritorno,riduttoridi
pressione.
IlpesonettodellaPVC(Fig.6)èdi3,2kg.
2.6 UNITÀ DI ACCENSIONE HV19-1
L’unitàdiaccensioneHV19-1èundispositivoattoaforni-
re l’impulso di alta frequenza-alta tensione (14 kV) neces-
sarioadinnescarel’arcoelettricoall’internodellatorcia,
tra elettrodo ed ugello.
EssoèconformeallanormativaIEC60974-3.
Può essere montato in ogni posizione e l’apertura del co-
perchioprovocaunarrestodell’impianto.
DATI TECNICI
Tensione di picco (Upk) 14 kV
Fattore di utilizzo (duty cycle) 100% @ 420A
Grado di protezione della carcassa IP23
Peso netto 6.5 kg
205
155
320
200
Fig. 7
200
M 6

10
2.7 UNITÀ DI ACCENSIONE – CONSOLE VALVOLE
HV19-PVC
L’unitàdiaccensione–consolevalvoleèundispositivo
chesvolgeunaduplicefunzione:
-forniscel’impulsodialtafrequenza-altatensione(14kV),
necessario ad innescare l’arco elettrico all’interno della
torcia tra elettrodo ed ugello;
- gestisce lo scambio dei gas nei passaggi accensione-
trasferimento e nello spegnimento. Contiene elettrovalvo-
le,valvoledinonritornoeriduttoridipressione.
EssoconformeallanormativaIEC60974-3.
Generalmente viene utilizzata in impianti robotizzati.
L’aperturadelcoperchioprovocaunarrestodell’impianto.
DATI TECNICI
Tensione di picco (Upk) 14 kV
Fattore di utilizzo (duty cycle) 100% @ 420A
Grado di protezione della carcassa IP23
Peso netto 10 kg
240
188
487
Fig. 8
238
300
M 6

11
2.8 TORCIA CP450G
LatorciaCP450Gèunatorciamultigasraffreddatacon
refrigeranteliquido,adatta altaglio inclinato (bevel cut-
ting)econformeallanormativaIEC60974-7.
E’adattaall’usodigasplasmaquali:aria,argonAr,azoto
N2,ossigenoO2,miscelaH35(35%idrogenoH2–65%
argon Ar) e miscela F5 (5% idrogeno H2 – 95% azoto N2);
digassecondariquali:aria,argonAr,azotoN2,ossigeno
O2; di gas ausiliari quali: aria e azoto N2. Utilizzata con
il generatore Plasma Prof420HQC, la correntemax di
taglioè420Aal100%difattorediutilizzo.
Vi sono diverse versioni della torcia CP450G in base
all’applicazione: su pantografo oppure su impianti robo-
tizzati.
Ilpesonettodellatorciacompletadicavo,variada8kga
12kginbaseallediverselunghezze.
Applicazioni robotizzate Applicazioni su pantografo
Fig. 9

12
3 INSTALLAZIONE
L’installazionedell’impiantodeveessereeseguitadaper-
sonalequalicato.Tuttiicollegamentidevonoesserecon-
formi alle vigenti norme e realizzati nel pieno rispetto della
leggeantinfortunistica(vediCEI26-23/IEC-TS62081).
Assicurarsicheilcavodialimentazionesiadisconnesso
durante tutte le fasi di installazione.
Seguirescrupolosamenteloschemadimessaaterraevi-
denziato in Appendice 5.2 -Pag.19.
3.1 DISIMBALLO E ASSEMBLAGGIO
Per spostare il generatore usare un carrello elevatore.
Per rimuovere la pedana in legno facente parte dell’im-
ballo:
•svitarele4vitidissaggioallapedanadilegno
• sollevare il generatore con un carrello elevatore e posi-
zionareleforchetenendocontodellaposizionedelsuo
baricentro (vedi Fig. 2).
3.2 COLLEGAMENTO DEL GENERATORE
Tutti i collegamenti devono essere eseguiti da personale
qualicato.
•Ilgeneratorevienefornitopredispostoperlatensionedi
alimentazione di 400V trifase. Per alimentazioni diverse:
smontare il laterale destro del generatore (vedi lista ricam-
bi),togliereilcoperchioacoperturadellemorsettiereed
agiresullestessecomeindicatoingura10.
NOTA:lamorsettieraa3poliinaltoèrelativaaltrasfor-
matore di servizio.
Assicurarsichelatensionedialimentazionecorrispondaa
quella indicata sulla targa dati del generatore.
Ilconduttoregiallo-verdedelcavodialimentazionedeve
esserecollegatoadunaefcientepresaditerradell’im-
pianto(vedischemainAppendice5.2-Fig.27);irimanenti
conduttori devono essere collegati alla linea di alimenta-
zioneattraversouninterruttoreposto,possibilmente,vi-
cino alla zona di taglio per permettere uno spegnimento
B
E
F
G
H C
A
Fig. 11
Fig. 10

13
veloce in caso di emergenza. La portata dell’interrutto-
re magnetotermico o dei fusibili deve essere uguale alla
corrente I1max assorbita dall’apparecchio. La I1max è
riportatanellatargadati,sulposterioredellamacchina,in
corrispondenza della tensione U1 di alimentazione.
Eventualiprolunghedevonoesseredisezioneadeguata
allacorrenteI1maxassorbita.
•Dopotaleoperazione, proseguireconilcollegamento
delle diverse connessioni (Fig. 11).
Inserirelaconnessionedicollegamentoart.1159,coni
relativicavi,nell’attaccotorciaG del generatore e avvitare
afondole3vitidissaggio.Serrareilcavonerodipoten-
za al morsetto B(-),inserireiduecavettidellasicurezza
nella morsettiera C e il faston del cavo rosso dell’arco pi-
lota nel relativo cavetto Aconfastonmaschio.
Serrare il terminale del cavo massa nel morsetto H (+)
come da gura 11. Inoltrecollegarei tubi dell’acqua di
raffreddamento E ed F,facendoattenzioneallacorrispon-
denza del colore (E-rosso=acquacalda,ritorno;F-blu =
acquafredda,mandata),airispettivitubidellaconnessio-
ne Art. 1156.
Inserirel’altrocapodellaconnessioneart.1159nell’unità
HV19-1 (art. 464) come indicato nella parte destra della
gura12(cavonerodipotenzaalmorsettoB (-) e faston
del cavo rosso dell’arco pilota in A (+)):
A
B
Fig. 12
L’Unità HV19-1 deve essere collegata a massa diretta-
mentesulpantografo(tramitele4vitidissaggiomostra-
tenellagura7),inposizionetaledapermettereunasua
apertura.
Con riferimento alla Fig.13, collegare le connessioni
art.2050 e art.1200 rispettivamente ai connettori A e B (re-
lative al gruppo di raffreddamento art.1684); la connessio-
ne art.1189 al connettore C (relativa alla gas console); la
connessione di collegamento al pantografo al connettore
D;inne,l’eventualeconnessioneart.1199alconnettore
E (relativa al comando a distanza).
D
B A
E
C
Fig. 13

14
3.2.1 Collegamento al pantografo CNC
Nelcasodigeneratoreprovvistodiinterfacciadigitale,ri-
ferirsialladocumentazionespecica.
N.B.:perilconnettoreCNCvienedatoindotazioneilcon-
nettorevolantemaschio(AMPP/N182926-1-Fig.14)con
irispettivipin;ilrestodellaconnessionealpantografoèa
cura del cliente.
Fig. 14
Connettore AMP
P/N 182926-1

15
3.2.2 Segnali digitali da controllo pantografo a gene-
ratore.
CABLAGGIO DI UN INGRESSO DIGITALE
livellologicobasso 0÷+7,5Vdc;
livellologicoalto +14,5÷+24Vdc;
corrented’ingresso 2,5mA,max.;
frequenzad’ingresso 100Hz,max.;
potenzialediriferimentoperogniingresso(Gnd)J1,pin2,
suschedainterfaccia.
ROBOT READY
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
1
Robot
Ready
Segnale J10,pin3
2 +24 Vdc J10,pin4
Ilsegnale“RobotReady”èattivoalto.
PeravereilGeneratoreprontoperiltaglioèrichiestauna
tensione di +24Vdc.
Il Controllo Pantofgrafo deve impostarequesto segnale
appenaèprontoperiltaglio.
Lamancanzadelsegnale“RobotReady”arrestaimme-
diatamente il processo di taglio con indicazione su Pan-
nellodiControllodelmessaggio“rob”lampeggiante.
NOTA:Seilsegnale“RobotReady”nonèattivonessun
segnale digitale o analogico viene acquisito.
START
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
3
Start
Segnale J10,pin1
4 +24 Vdc J10,pin2
Ilsegnale“Start”èattivoaltoedavviailprocessodita-
glio.Ilprocessorimaneattivonchèilsegnale“Start”è
presente.
Eccezioni:il segnale “Robot Ready” è assente.
ilsegnale“PowerSourceReady”èassente(es:so-
vratemperatura,livelloliquidoinsufciente,etc.).
SPOT-MARK
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
5
Spot
Segnale J10,pin7
6 +24 Vdc J10,pin8
Ilsegnale“Spot”èattivoalto.
Spot 0 Vdc= il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Spot +24 Vdc= il Controllo Pantografo comanda al Ge-
neratorediattivarelamodalità“Marca-
turaSpot”.
CORNER
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
15
Corner
Segnale J10,pin5
16 +24 Vdc J10,pin6
Ilsegnale“Corner”èattivoalto.
Corner 0 Vdc = il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Corner +24 Vdc = il Controllo Pantografo segnala al Ge-
neratore l’avvicinamento ad un angolo.
PREFLOW
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
17
Preow
Segnale J11,pin5
18 +24 Vdc J11,pin6
Ilsegnale“Preow”èattivoalto.
Preow0Vdc= ilControlloPantografosegnalaalGe-
neratore di NON attivare la funzione
“Preow”.
Preow+24Vdc=il Controllo Pantografo comanda al
Generatore di attivare la funzione
“Preow”.
CUT/MARK
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
19
Cut/Mark
Segnale J11,pin7
20 +24 Vdc J11,pin8
Ilsegnale“Cut/Mark”èattivoalto.
Cut/Mark 0 Vdc = il Controllo Pantografo segnala al Gene-
ratore la condizione di taglio normale.
Cut/Mark +24 Vdc = il Controllo Pantografo segnala al
Generatore di attivare la modalità
“Marcatura”.

16
3.2.3 Segnali digitali da generatore a controllo panto-
grafo.
CABLAGGIO DI UNA USCITA DIGITALE A RELÈ
tensione contatti 24 Vdc / 120 Vac;
correntecontatti 1Adc/0,5Aacmax;
frequenzadicommutazione 15Hzmax.
ARC TRANSFER
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
12
Arc
Transfer
Contatto NO J4,pin1
14 Terminale C J4,pin3
Ilsegnale“ArcTransfer”èattivoalto(contattochiuso).
Ilsegnale“ArcTransfer”rimane attivo per laduratadel
taglio,inclusalafasedisfondamento.
POWER SOURCE READY
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
25 Power
Source
ready
Terminale C J3,pin5
26 Contatto NO J3,pin6
Ilsegnale“PowerSource Ready” è attivoalto(contatto
chiuso).
Ilsegnale“PowerSourceReady”rimaneattivoperiltem-
poincuiilGeneratoreèprontopertagliare.Appenain-
tervieneunmessaggiodierrorenelGeneratore,oppureil
segnale“RobotReady”èdisattivatodalControlloPanto-
grafo,ilsegnale“PowerSourceReady”cessadiessere
attivo.Ciòsignicacheilsegnale“PowerSourceReady”
può rilevare sia errori del Generatore sia errori del Panto-
grafo.
PROCESS ACTIVE
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
27
Process
Active
Terminale C J3,pin3
28 Contatto NO J3,pin4
Ilsegnale“ProcessActive”èattivoalto(contattochiuso).
Quando il Controllo Pantografo inizializza il segnale digi-
tale“Start”,ilprocessoditaglioiniziaconilgaspreow,
seguito dall’operazione di taglio e successivamente dal
gaspostow.
Dall’iniziodelgaspreownoallanedelgaspostow,il
Generatoreinizializzailsegnale“ProcessActive”.IlGene-
ratore sta eseguendo il processo.
3.2.4 Segnali analogici da generatore a controllo
pantografo.
CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIO-
NE ISOLATA.
tensione d’uscita 0 ÷ 10 Vdc;
corrented’uscita 20mAmax;
frequenzad’uscita 5Hzmax.
VALOREDI
FONDOSCALA
PERSEGNALE
V_ARC-ISO
DIP1
1
DIP1
2
10 V OFF OFF
5 V ON ON

17
NOTA: Entrambelesezioni1e2diDIP1devonoessere
sempre in posizioni uguali (es.: entrambe in ON o entram-
be in OFF).
V_Arc-ISO
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SU SCHEDA
INTERFACCIA
11
V_Arc-ISO
(0÷5V) (0÷10V)
analog out+ J5,pin3
7 analog out- J5,pin4
“V_Arc-ISO”èilsegnalerelativoallatensioned’arcoall’u-
scitadelGeneratore(tensione“elettrodo-pezzoinlavora-
zione”),fornitoinmodoisolatoeridotto.
Ilsegnale“V_Arc-ISO”èdisponibileconiseguentivalori
di fondo scala:
•tensioneda0a5V,corrispondenteallatensioned’arco
da 0 a 250V (rapporto riduzione = 1/50);
•tensioneda0a10V,corrispondenteallatensioned’arco
da 0 a 250V (rapporto riduzione = 1/25).
Ilvaloredifondoscaladipendedallaposizionedeidip-
switchesDip1sullaschedaInterfaccia(vedig.15).
DIP 3
DIP 1
Fig. 15
Lamacchinavienefornitaconl’uscitadellatensioned’ar-
co ridotta isolata a 1/50 Varc.
CABLAGGIO DI UNA USCITA ANALOGICA DI TENSIO-
NE NON ISOLATA.
tensione d’uscita 0 ÷ 250 Vdc;
impedenzad’uscita 10Kohm,circa.
V_Arc-NO-ISO
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
SUCIRCUITO
TORCIA+
MISURA
9
V_Arc-NO-ISO
(0÷250V)
analog out+ J8,pin1
8 analog out- J8,pin2
“V_Arc-NO-ISO”è’ilsegnalerelativoallatensioned’arco
all’uscitadelGeneratore(tensione“elettrodo-pezzoinla-
vorazione”),fornitoinmododirettoeNONisolato.
Ilsegnale“V_Arc-NO-ISO”èdisponibileconvaloriditen-
sione 0 ÷ 250 Vdc e con il terminale positivo (potenziale
del pezzo in lavorazione) elettricamente collegato al po-
tenziale di massa dell’impianto.
Ilpotenzialedi“elettrodo”èfornitoconunresistoreda10
Kohm,circa,inseritoinserieall’uscita.
3.2.5 Segnale di arresto di emergenza per generatore
CABLAGGIO DELL’INGRESSO EMERGENZA.
Tensione d’ingresso 24 Vdc;
correnteassorbita20mAmax
EMERGENCY A
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
INTERNAAL
GENERATORE
21
Emergency
A
Contatto NC
ControlloTL
linea
22 Contatto NC
ControlloTL
linea

18
“EmergencyA”èilsegnalediarrestodiemergenzafornito
al Generatore dal Controllo Pantografo o dai dispositivi di
protezionedell’Impianto.Deveesserefornitodalcontatto
diunrelèodispositivodisicurezza;l’interventosuldispo-
sitivo provoca l’apertura del contatto e quindi l’arresto im-
mediatodelGeneratore,conl’aperturadelcontattoredi
lineainternoalGeneratore.IlGeneratorerisultacosìprivo
dialimentazioneaicircuitidipotenza.Ilsegnale“Emer-
gency A” è attivo basso (contatto aperto): per avereil
Generatoreprontoperiltaglioèrichiestalachiusuradel
contatto. “Emergency A” arresta immediatamente l’ero-
gazione di corrente dal Generatore. Su Pannello di Con-
trolloappareilmessaggio“OFFrob”.
EMERGENCY B
TERMINALI
CONNETTORE
CNC SU
GENERATORE
NOME
SEGNALE
TIPO
SEGNALE
POSIZIONE
INTERNAAL
GENERATORE
23
Emergency
B
Contatto NC
ControlloTL
linea
24 Contatto NC
ControlloTL
linea
“EmergencyB”èilsegnalediarrestodiemergenzaforni-
to al Generatore dal Controllo Pantografo o dai dispositivi
diprotezionedell’Impianto.Deveesserefornitodalcon-
tattodiunrelèodispositivodisicurezza;l’interventosul
dispositivo provoca l’apertura del contatto e quindi l’ar-
restoimmediatodelGeneratore,conl’aperturadelcon-
tattoredilineainternoalGeneratore.IlGeneratorerisulta
cosìprivodialimentazioneaicircuitidipotenza.Ilsegnale
“EmergencyB”èattivobasso(contattoaperto):perave-
reilGeneratoreprontoperiltaglioèrichiestalachiusu-
radelcontatto.“EmergencyB”arrestaimmediatamente
l’erogazione di corrente dal Generatore. Su Pannello di
Controlloappareilmessaggio“OFFrob”.
NOTA: è disponibile, come kit opzionale, un connettore
multipolare con segnali aggiuntivi (vedi appendice).
3.3 COLLEGAMENTO DEL GRUPPO DI RAFFREDDA-
MENTO
Ilgruppodiraffreddamentopreleval’ariadallegratedella
sua parte anteriore e la fa fuoriuscire dalla parte posteriore.
Posizionare il gruppo di raffreddamento in modo da avere
un’ampia zona di ventilazione e tenere una distanza da
eventuali pareti di almeno 1 metro.
Collegare i tubi dell’acqua di raffreddamento della con-
nessione art.1156 ai raccordi C ed DdiFig.16,facendo
attenzione alla corrispondenza del colore (C-rosso = ac-
quacalda,ritorno;D-blu=acquafredda,mandata).Inol-
tre collegare le connessioni art.2050 e art.1200 rispettiva-
mente ai connettori A e B di Fig.16.
Fig. 16
D
B
A
C
3.4 COLLEGAMENTO DELLA GAS CONSOLE
3.4.1 Gas console manuale PGC-3 e PGC-2
• Fissare la gas console sopra il generatore oppure sopra
ilpantografoecollegarelemasseadunefcienteimpian-
toditerrasecondoloschemadig.26inappendice5.3.
LedueunitàPGC-3ePGC-2sonocollegateinsiemetra-
mite:
- la connessione tra CN6 e CN7
-iltubotral’uscita“plasmacutow”diPGC-3el’ingresso
“plasma”diPGC-2
• Collegare il fascio tubi art.1166 serrando i tubi alle ri-
spettive uscite dei gas e facendo attenzione alla corri-
spondenza delle marcature (plasma preow, secondary
preow/cutow e auxiliary nella PGC-3; plasma cutlow
nella PGC-2); avvitare il connettore elettrico all’uscita
CN05(vedipartesinistradig.17).
• Collegare l’altra estremità del art.1166 alla console val-
volePVC (art.469) per itubi“plasma”, a “secondary”e
“auxiliary”,facendoattenzioneallacorrispondenzadelle
marcature. FissarelaPVC sulla testa del pantografo, in
prossimitàdellatorcia(vedipartedestradig.17).
• Collegare inne la connessione art.1189 avvitando il
connettore elettrico all’uscita CN04 (vedi parte sinistra di
g.17).

19
Fig. 17
3.4.2 Gas console automatica APGC.
• Fissare la gas console sopra il generatore oppure sopra
ilpantografoecollegarelemasseadunefcienteimpian-
toditerrasecondoloschemadiFig.27inappendice5.3.
• Collegare il fascio tubi art.1166 serrando i tubi alle ri-
spettive uscite dei gas e facendo attenzione alla corri-
spondenza delle marcature (plasma preow - cutow,
secondarypreow- cutow e auxiliary);avvitareilcon-
nettoreelettricoall’uscitaCN05(vedig.18).
• Collegare l’altra estremità del art.1166 alla console val-
volePVC (art.469) per itubi“plasma”, a “secondary”e
“auxiliary”,facendoattenzioneallacorrispondenzadelle
marcature dei tubi gas. Fissare la PVC sulla testa del pan-
tografo,inprossimitàdellatorcia(vedipartedestradig.
17).
• Collegare inne la connessione art.1189 avvitando il
connettoreelettricoall’uscitaCN04(vedig.18).
Assicurarsi che l’aria (AIR) sia sempre connessa, alla
pressioneadeguata,allagasconsoleautomaticapoiché
vieneusatacomegasdi“servizio”.
Fig. 18
3.4.3 Nota sul collegamento dei gas
Lelettaturedegliingressideigas(INLETGAS)sonori-
spettivamente1/4Gpergasaria,Ar,N2,O2eauxiliarye
1/8G per gas H35 e F5.
Lafornituradeigascosìcomelamanutenzioneprogram-
mata/preventiva dell’impianto di distribuzione degli stessi
èacuradelcliente.Siricordachelamancatamanuten-
zione dell’impianto può essere causa di gravi incidenti.
Leggere attentamente la “Scheda di Sicurezza” relativa
ad ogni gas usato in modo da non sottovalutare pericoli
derivanti da un uso improprio.
NOTA:Lasceltadeltipoditubovaeffettuatainbaseal
gas utilizzato (vedi norma EN 559).
NOTA:l’usodigasdipurezzainferiorepuòportare,per
ognidatomateriale,adunariduzionedellavelocità,della
qualitàedellospessoremassimoditaglio.Nonèinoltre
garantita la durata dei consumabili.
ATTENZIONE:quandosiutilizzagasossigeno,tuttociò
cheentraincontattoconessodeveessereesentedaoli
e grassi.
• quando si seleziona il programma di taglio MS - O2/O2
(tagliodiacciaiodolcecongasossigeno/ossigeno),assi-
curarsichel’aria(AIR)siaconnessaall’ingressodellagas
console,poichévieneutilizzatacomegasdi“preow”.
• quando si seleziona una corrente di taglio superiore a
80A,assicurarsichel’aria(AIR)ol’azoto(N2)sianocon-
nessi all’ingresso della gas console (manuale o automati-
ca)anchenelcanaleAUXILIARY.

20
3.5 COLLEGAMENTO DELLA TORCIA CP450G
3.5.1 Applicazioni su pantografo
• Collegare il fascio di tubi uscenti dalla torcia alla con-
sole valvole PVC (art.469) serrandoli alle rispettive uscite
dei gas e seguendo l’ordine indicato dalla marcatura sugli
stessi (vedi Fig. 19).
Fig. 19
•Assicurarsi,conl’usodiunasquadra,chelatorciasia
perpendicolare al piano di taglio del pantografo.
•Inserireilcavodellatorcia(art.1224o1225)nell’Unità
HV19-1(art.464)comemostratonellapartedestradi-
gura 20.
Fig. 20
3.5.2 Applicazioni su robot
• Collegare il fascio di tubi uscenti dalla torcia alla unità
accensione - console valvole HV19-PVC (art.462) serran-
doli alle rispettive uscite dei gas e seguendo l’ordine indi-
cato dalla marcatura sugli stessi.
•Assicurarsi,conl’usodiunasquadra,chelatorciasia
perpendicolare al piano di taglio del pantografo.
•Inserireilcavodellatorcia(art.1222oArt.1223)nell’u-
nità accensione – console valvole HV19-PVC (art. 462) e
procedere allo stesso modo descritto nel paragrafo pre-
cedente.
3.6 REQUISITI DEL LIQUIDO REFRIGERANTE
Ilgruppodiraffreddamentovienefornitoconunaquantità
minimadiliquidorefrigerante:ècuradelclienteriempireil
serbatoio prima dell’uso dell’impianto.
UsareunicamenteliquidorefrigeranteCEBORA(art.1514)
e leggere attentamente il MSDS in appendice per un suo
uso sicuro ed una sua conservazione corretta.
L’ingressodelserbatoio,dellacapacità30litri,sitrovanella
parte superiore delgruppo di raffreddamento,come mo-
stratoing.23.
Riempiresinoallivellomaxe,dopolaprimaaccensione
dell’impianto, rabboccare per compensare il volumedi
liquido presente nei tubi.
NOTA: durante l’uso dell’impianto e in particolare nella
sostituzionedellatorciaodeiconsumabilisihannopic-
cole perdite di liquido. Rabboccare settimanalmente sino
allivellomax.
NOTA: dopo 6 mesi il liquido refrigerante deve essere
completamentesostituito,indipendentementedalleoredi
lavoro dell’impianto.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92




























































































Cebora PLASMA PROF 420 HQC Manuale utente
- Tipo
- Manuale utente
in altre lingue
Documenti correlati
-
Cebora Plasma PROF 166 HQC Manuale utente
-
-
-
-
-
-
-
-
-
Altri documenti
-
GYS PLASMA CUTTER NEOCUT 105 Scheda dati
-
 DROPSA Mk 150 Manuale del proprietario
DROPSA Mk 150 Manuale del proprietario
-
-
Logan 660 Manuale del proprietario
-
 Logan Graphic Products 655 Manuale del proprietario
Logan Graphic Products 655 Manuale del proprietario
-
ESAB M3® Plasma Precision Plasmarc Plasma Gas Box & Shield Gas Box Manuale utente
-
-
-
 DROPSA Mk High Performance Manuale del proprietario
DROPSA Mk High Performance Manuale del proprietario
-


