La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

Olvassa el az utasításokat
Viseljen szem- és fülvédőt
A meghibásodott vagy használhatatlanná vált
elektromos berendezéseket adja le
újrafeldolgozásra.
A gép használatát megelőzően figyelmesen olvassa el a
kézikönyvet. Fontos, hogy pontosan ismerje a gép
működésének illetve működtetésének feltételeit és
szabályait. A problémamentes működés biztosítása
érdekében a gép karbantartását mindig az utasításoknak
megfelelően végezze. A kézikönyvet és a hozzá tartozó
dokumentációt tartsa mindig a gép közelében.
Villamos gépek használatakor a tűzveszély illetve a
személyi sérülések és az áramütés veszélyének
elkerülése érdekében mindig pontosan tartsa be az
országában érvényben lévő biztonsági
rendszabályokat! Figyelmesen olvassa el az
alábbiakban felsorolt illetve a kézikönyvhöz csatolt
biztonsági utasításokat! Tárolja ezeket az
utasításokat biztonságos helyen!
A gép használatba vétele előtt előírások figyelembe
vétele szükséges. Minden mechanikus vagy elektromos
változtatás a gépen, amely az említett előírásoknak nem
felel meg, balesetek lehetőségét hordozza magában.
HASZNÁLAT KÖZBEN A KÖVETKEZŐK
BETARTÁSA ELENGEDHETETLEN:
• Ne távolítson el semmilyen mechanikus vagy
elektromos védelmi felszerelést a gépről.
• Ellenőrizze, hogy minden biztonsági felszerelés a
helyén van és megfelelően van rögzítve.
• Fúrás közben hordjon védőszemüveget.
• Hosszú haj esetén kötelező a hajháló ill. sapka
viselete, mivel hosszú haj könnyen beleakad a gép
forgó alkatrészeibe.
• Hordjon szük ruházatot. A köpeny vagy ing ujján lévő
gombokat gombolja be.
•A munkadarabot ne tartsa a kezében fúrás közben.
Használjon szorítót vagy más módon rögzítse a
munkadarabot.
• Biztosítsa ki a munkadarabot és az azt rögzítő
szorítót a fúrólemezen (7). Rögzítse ezeket csavarral
vagy a lemezre csavarozott szorítóval.
• Ellenőrizze, hogy a fúrótartó jól megfeszíthető-e.
• Ellenőrizze, hogy a kábelvezetők rendben vannak-e.
•A fúrási hulladék eltávolítására kizárólag kézi söprüt,
ecsetet vagy ehhez hasonló eszközt használjon.
• Ne tisztítsa, kenje a gépet müködés közben.
• Az ékszíjat tartsa mindig letakarva (hogy keze nehogy
közé kerüljön).
•A fúrófejet csakis a hozzátartozó kulccsal csavarozza
nyitva vagy zárva.
•A kulcsot soha ne hagyja a fúrófejben. Bekapcsolás
előtt mindig ellenőrizze, hogy a kulcs valóban ki lett
véve a fúrófejből.
• Ne használjon olyan fúrót, amely a menetben sérült.
•A fúrót ne használja maráshoz.
• Amennyiben a vezeték meghibásodna, azt csakis
azonos tipusú vezetékkel lehet kicserélni.
A GÉPET AZONNAL KAPCSOLJA KL, HA:
• Zárlat vagy meghibásodás esetén a vezetékben, a
csatlakozó dugóban vagy hálózatban.
•A kapcsoló meghibásodása esetén.
•A megperzselődött szigetelés büzlik vagy füstöl.
ELEKTROMOS BERENDEZÉS
Mindig ellenűrizze, hogy a gépre kapcsolt áram feszültsége
megegyezik-e a géptörzslapon feltüntetett adattal!
A gép fel van szerelve egy nulla feszültségü
kapcsolóval. A feszültség kiesése esetén a gép
biztonsági okokból nem kapcsol be automatikusan. A gépet
ilyenkor újra kell indítani.
A vezetékek és a dugaszok cseréje
A lecserélt vezetékeket és dugaszokat azonnal dobja el!
Nem csatlakoztatott illetve nem szigetelt végű vezeték
dugaszát fali konnektorba dugni rendkívül veszélyes!
Hosszabbítózsinór használata
Kizárólag jóváhagyott és a gép bemenőteljesítményének
megfelelő hosszabbítózsinórt használjon! A minimális
vezetékméret 1,5 mm
2
. Amennyiben kábeldobot
használ, mindig teljesen tekerje le.
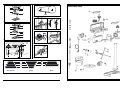
3. ÖSSZESZERELÉS
B Ábra.
• Helyezze a lábrészt (12) a megfelelő helyre.
• Rögzítse az oszlopot (11) a hozzátartozó csapok
segítségével a lábrészre.
• Csúsztassa a fúrólemeztartót (7) a fúrólemezzel
együtt az oszlopra. A rögzítőkar segítségével
helyezzük a fúrólemezt a kívánt pozícióba.
• Ezután a gépház is felszerelhető két biztositócsap
segítségével.
• Mivel a fúrótengelycső a gyárban kenődik, javasoljuk,
a gépet az első használat elött kb. 15 percig bejáratni.
Mielőtt a fúrótengelyt a fúrófejjel együtt a
fúrótengelycsőbe helyezi, a fúrótengelycsövet
tökéletesen zsírtalanítani kell.
AZ ASZTALI FÚRÓGÉP FELÁLLÍTÁSA
Használat előtt a fúrógép rögzítendő.
A lábrészen (12) előrefúrt lyukak találhatók. Ezek segít-
ségével a fúrógép lábrésze csavarokkal rögzíthető.
Amennyiben a lábrészt fa alapra rögzítjük, akkor a felső
ill. alsó részt el kell látni nagy méretü fémgyürükkel,
megelőzve, hogy a csavarok a fába nyomódhassanak és a
gép kilazuljon.
A rögzítőcsavarokat csak olyan erősen húzzuk
meg, hogy a lábrész ne feszüljön vagy
deformálódjon. Nagy nyomás esetén fenáll a törés
lehetősége.
Ferm 41
TRAPANO A COLONNA DA
BANCO
I NUMERI PRESENTI NEL SEGUENTE TESTO SI
RIFERISCONO ALLE IMMAGINI A PAG.2
Attenzione! Per la sua sicurezza e per quella
degli altri operatori, si prega di leggere le istruzioni
prima d’utilizzare questa macchina.
CONTENUTO:
1. Informazione sul prodotto
2. Istruzioni di sicurezza
3. Montaggio
4. Utilizarra, indicazioni e consigli
5. Manutenzione
1. INFORMAZIONE SUL PRODOTTO
SPECIFICHE TECNICHE
DESCRIZIONE
Fig.A
1. Interruttore di avvio/arresto
2. Punto d’arresto di profondita
3. Cubierta protectora di mandrin
4. Motor
5. Leva a tre braccia
6. Regliazone del tavolo
Verificare che la macchina, le singole parti e gli accessori
non abbiano subito danni durante il trasporto.
2. ISTRUZIONI DI SICUREZZA
All'interno del presente manuale vengono usati i
seguenti simboli:
CE conforme ai requisiti di sicurezza europei
applicabili
Pericolo di ferita o di danni.
Indica il rischio di scossa elettrica.
Legga il manuale
Indossi una protezione auricolare e per gli occhi
Strumenti elettrici e/o elettronici difettosi o usurati
devono essere smaltiti in appropriate aree di riciclaggio.
Leggere attentamente il presente manuale prima di
usare la macchina. Assicurarsi di conoscere le funzioni
della macchina e come attivarle. Maneggiare la macchina
rispettando le istruzioni per garantirne il funzionamento
corretto. Conservare il presente manuale e la
documentazione allegata insieme alla macchina.
Nell'usare utensili elettrici osservare sempre le
norme di sicurezza vigenti nel proprio paese per
limitare il rischio di incendio, folgorazione e lesioni
personali. Leggere le presenti istruzioni di sicurezza,
nonché quelle allegate.
Causa sviluppi successivi , modifiche sia tecniche che
nell’aspetto possono essere fatte senza nessuna
comunicazione. Per questo motivo, tutte le misure , le
spiegazioni e i riferimenti di questa nota esplicativa ,
sono rilasciate con delle riserve .
QUALSIASI AZIONE LEGALE INTRAPRESA
SULLA BASE DI QUESTA NOTA
INFORMATIVE NON È ACCETTATA:
• Prima della messa in moto della macchina, si consiglia
di prendere in visione le direttive VDE e DIN. Ogni
variazione meccanica o elettrica della macchina che
non rispettano tali direttive incrementano rischi
notevoli d’incidenti.
• Durante l’utilizzo della macchina, le seguenti
raccomandazioni devono essere osservate:
• Non allontanare i dispositivi meccanici o elettrici di
sicurezza.
• Controllare se tutti i dispositivi di sicurezza sono
montati e fissati correttamente
• Portare degli occhiali durante la perforazione
• In caso di lunghi cappelli, proteggere i cappelli
mettendo una rete o un berretto. I capelli lunghi
finiscono facilmente nelle parti in rotazione.
• Indossare vestiti stretti (non larghi) e chiudere i
bottoni ai polsi.
• Vietato tenere in mano i pezzi da lavorare durante la
perforazione. Utilizzare sempre una morsa o
qualsiasi altro attrezzo equivalente.
• Proteggere contro il trascinamento i pezzi in
lavorazione e la morsa (o equivalente) sul tavolo (7).
Provvedere a fissarli con delle viti o a bloccarli con
una morsa avvitata sul tavolo.
• Verificare che il porta-punta sia ben teso
• Verificare che i condotti dei cavi siano in ordine
• Utilizzare unicamente scopini, pennelli , scope di
gomma , ganci per truciolo o similari per portare via il
truciolo prodotto dalla perforazione
• Evitare di fare lavori di lubrificazione e di pulizie con
la macchina in moto
• Tenere sempre coperte le cinghie trapezoidali (onde
evitare che le mani vi siano prese)
Tensione | 230 V
Frequenza | 50 Hz
Potenza assorbita | 450 W
Velocità in assenza di carico | 390-2340/min
Numero di velocità | 9(S)
Cap. del mandril/MC | 1.5-16 mm / B-16
Peso | 21 kg
Lpa (pressione acustica) | 62.0 dB(A)
Lwa (potenza acustica) | 75.0 dB(A)
Vibrazione | 1.561 m/s
2
24 Ferm

• Utilizzare sempre le chiavi per il fissaggio del
mandrino a corona dentata
• Non lasciare mai la chiave del mandrino nel
mandrino!. Prima della messa in moto verificare che
la chiave sia stata effettivamente tolta.
• Non utilizzare punte perforatrici danneggiate alla
base.
• La perforatrice a colonne non fatta per lavori di
fresatura!
• Sostituire il cavo elettrico con uno equivalente
qualora dovesse essere danneggiato.
ARRESTO IMMEDIATO DEL’APPARECCHIO
IN CASO DI:
• Corto circuito della presa o del filo di alimentazione
o danneggiamento del filo di alimentazione.
• Interruttore difettoso.
• Fumo ed odore di isolante bruciato.
NORME ELETTRICHE DI SICUREZZA
Accertarsi sempre che l'alimentazione elettrica
corrisponda alla tensione indicata sulla targhetta dei dati
caratteristici.
La macchina provvista di un meccanismo di
sicurezza che ne impedisce la messa in moto
automatica a seguito di un’interruzione di corrente. La
macchina non riparte automaticamente al ritorno della
corrente, ma deve essere nuovamente messa in moto.
Sostituzione di cavi o spine
Gettare immediatamente i cavi o le spine vecchie una
volta sostituiti con elementI nuovi. Inserire la spina di un
cavo aperto nella presa a muro è pericoloso.
Uso di cavi di prolunga
L'affilatrice è equipaggiata di un filo di alimentazione a tre
conduttori e una presa con la messa a terra, Ecco perché
si deve sempre utilizzare una presa di corrente con la
messa a terra. Se avete bisogno di una prolunga si deve
utilizzare una prolunga a tre conduttori con messa a
terra provvista di una presa e di una spina femmina
provviste di una messa a terra. La misura minima del
conduttore è di 1,5 mm
2
.
3. MONTAGGIO
Fig.B
• Piazzare il basamento (12) sul posto adeguato
• Fissare la colonna (11) con l’aiuto dei bulloni forniti
alla consegna , sul basamento.
• Introdurre ora l’attrezzo (7) con il tavolo sulla
colonna. Il tavolo di foratura fissato nella posizione
scelta tramite la leva di ancoraggio.
• La cappa della macchina potr ora essere montata e
fissata con l’aiuto delle coppiglie.
• Poiche la punta di perforazione stata oliata in
fabbrica, raccomandato far girare la macchina per
circa 15 minuti alla velocità più bassa.
Sgrassare completamente l’interno della punta di
perforazione prima d’introdurvi il mandrino a
chiavetta.
INSTALLAZIONE DELLA Trapano de tavolo
Prima di utilizzare la trapano de tavolo , la stessa deve
essere montata su una superficie fissa. Questo il motivo
per cui il basamento (12) è provvisto di buchi. Il
basamento può essere fissato con delle viti sulla
superficie di supporto. Quando si monta la perforatrice
su un supporto di legno, occorre piazzare delle
guarnizioni di blocco sufficientemente grandi sul lato
opposto, onde evitare che le viti penetrino nel legno e
che la macchina non sia smontabile in seguito.
Le viti di ancoraggio devono essere strette al punto
tale che il basamento non sia ne teso ne deformato.
Una eccessiva pressione ne può provocare la rottura.
VARIAZIONE DEL N. DI GIRI DELL’ASSE DI
PERFORAZIONE
Fig.C
Le diverse velocità di rotazione dell’asse di perforazione
possono essere variate cambiando posizione alla cinghia
trapezoidale in trasmissione. Per prima la macchina deve
essere fermata e la spina levata dalla presa elettrica:
• Per cambiare la posizione della cinghia trapezoidale
(14), operare nel modo seguente.
• Prima di aprire l’alloggio della cinghia (4) togliere la
spina dalla presa elettrica!
• Togliere la vite di fissaggio e fare scivolare il motore
nella direzione della testa della macchina. Questo
liberer à la cinghia trapezoidale.
• Spostare la cinghia trapezoidale seguendo le
indicazioni dello schema riportato all’interno del
coperchio della stessa
• Rimettere in tensione la cinghia spingendo la piastra
del motore (15) all’indietro. Poi mantenere in
tensione la cinghia (4) mediante la vite di fissaggio.
• Rimettere il coperchio dell’alloggio della cinghia e
inserire la spina nella presa elettrica. La macchina è di
nuovo pronta all’uso.
Tenere chiuso il coperchio dell’alloggio della cinghia
trapezoidale durante l’utilizzo della macchina.
Fig.C + D
Se avete invertito la marcia della cinghia , si dovr à
rimetterla in tensione con l’aiuto della vite di fissaggio
(15) sulla piastra del motore (4). La tensione quella
giusta quando si può spingere la cinghia di circa 1
centimetro. La puleggia del motore deve essere allineata
orizzontalmente, per evitare l’usura prematura e il
distacco della cinghia. Pertanto la puleggia del motore
(13) può essere spostata lungo l’asse del motore, dopo
aver tolto il relativo bullone di bloccaggio.
GIRI DELL’ASSE DI PERFORAZIONE
Fig.E
Pos. della cinghia trappoidale /
N. di giri minimo
1) A-4 / 390 4) B-4 / 620 7) A-3 / 650
2) C-4 / 780 5) A-2 / 820 8) B-3 / 1020
3) C-2 / 1630 6) B-1 / 1830 9) C-1 / 2340
Ferm 25
GARANTI
Lœs det separat vedlagte garantikort for
garantibetingelserne.
Vi erklærer at under almindeligt ansvar, at dette
produkt er i overenstemmelse med følgende
normer eller normative dokumenter
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
i henhold til bestemmelserne i direktiverne:
98/37/EEC, 73/23/EEC, 89/336/EEC
01-09-2004
ZWOLLE NL
W. Kamphof
Quality department
ASZTALI OSZLOPOS FÚRÓGÉP
AZ ALÁBBI SZÖVEGBEN SZEREPLŐ SZÁMOK
MEGFELELNEK A 2. OLDAL KÉPEINEK
Figyelmeztetés! A saját biztonsága érdekében
figyelmesen olvassa át az alábbi használati
utasítást a gép használatba vétele előtt.
TARTALOM:
1. Gépre vonatkozó információk
2. Biztonsági utasítások
3. Összeszerelés
4. Haználut, utasítások és tippek
5. Karbantartás
1. GÉPRE VONATKOZÓ
INFORMÁCIÓK
MŰSZAKI ADATOK
LEÍRÁS
A Ábra.
1. Ki/bekapcsoló
2. Azastali fúrógép felállítása
3. Fúrótartó védelmi felszerelést
4. Motort
5. Fúróemelővel kézzel
6. Á fúrólemez állitása
Ellenőrizze először, hogy a szállítmány nem sérült-e meg
és, hogy minden alkatrész megtalálható-e a csomagban.
2. BIZTONSÁGI UTASÍTÁSOK
A kézikönyv az alábbi szimbólumokat alkalmazza:
Megfelel az ide vonatkozó európai biztonsági
szabványoknak
Személyi sérülés vagy anyagi kár veszélye áll fenn.
Áramütés veszélye.
Feszültség | 230 V
Frekvencia | 50 Hz
Bemenőteljesítmény | 450 W
Üresjárati sebesség | 390-2340/min
Fúrótartó/MT | 1.5-16 mm / B-16
Tömeg | 21 kg
Lpa (zajnyomásszint) | 62.0 dB(A)
Lwa (Teljesitményi zajszint) | 75.0 dB(A)
Rezgésérték | 1.561 m/s
2
CE
ı
KONFORMITETSERKLÆRING
(
DK
)
40 Ferm

4. BRUG, ANVISNINGER OG
PRAKTISKE VINK
ANSLAGSSTOP
Fig.F
Borespindlen er forsynet med et anslagsstop, som kan
indstilles med møtrikken. Boredybden kan aflæses på
skalaen.
iNDKLEMNING AF BORET
Fig.G
Maskinens borehoved er beregnet til indklemning af bor
og andet værktøj med cylindrisk hals. Drejemomentet
overføres til boret ved hjælp af de tre klemkæbers
spændkraft. For at undgå, at boret glider bort, skal det
fastspændes ved hjælp af tandkransnøglen. Når boret
glider bort i borholderen opstår der i borskaftet en let
grat, der umuliggør en centrisk indklemning. Grater, der
er opstået på den måde, skal fjernes ved slibning.
INDKLEMNING AF ARBEJDSEMNET
Fig.H
Boremaskinens bord og bundplade har riller til at
fastgøre fastspændingsanordninger i. Arbejdsemnet bør
altid fastspændes i maskinklemmen eller i andre
fastspændingsanordninger. På denne måde undgås
arbejdsulykker og borepræcisionen øges.
JUSTERING AF BORDET
Fig.I
Bordet er fastgjort til søjlen og kan højdejusteres ved at
løsne fastspændingen. Bordet skal indstilles således, at der
er tilstrækkelig afstand mellem arbejdsemnets overkant
og borets spids. Bordet kan også drejes til side, når et
arbejdsemne ønskes fastklemt direkte på bundpladen.
Fig.J
Bordet kan svinges for skrå boringer og hvis
arbejdsemnet hviler på en skrå støtteflade. Til dette
formål løsnes sekskantskruen (20) på bordets
drejepunkt og fjernes centrerringen (21). Herefter kan
bordet svinges i den ønskede stilling. Herefter
fastspændes sekskantskruen (20) igen med en topnøgle.
OMDREJNINGSTAL, DREJEHASTIGHED,
FREMFØRING
Fremføringen af boret sker manuelt ved hjælp af det 3-
armede føringshåndtag. Omdrejningshastigheden
bestemmes af borespindlens omdrejningstal og af borets
diameter. Det rigtige valg af fremføringen og
borespindlens omdrejningstal er af afgørende betydning
for borets levetid. Som basisregel gælder: når boret har
en større diameter, skal der indstilles et lavere
omdrejningstal. Jo hårdere arbejdsemnets stivhed er, jo
højere skal skæretrykket være. For at undgå, at boret
overophedes herved, skal fremføringen og
omdrejningshastigheden sænkes samtidig. Desuden skal
boret køles med boreolie. Når der bores i tynde plader,
skal huller med stort diameter bores forsigtigt ved ringe
fremføring og minimal skæretryk for at sikre, at boret
ikke "hakker" og hullets diameter bibeholdes. Ved dybe
boringer (større end 2x borets diameter)
borttransporteres spånerne vanskeligere og
opvarmningen af boret er større.
Sænk derfor også i dette tilfælde fremføringen og
omdrejningstallet, og sørg for, at spånerne
borttransporteres godt ved regelmæssigt at trække
boret tilbage. Når der skal bores huller med en diameter
større end 8 mm skal der forbores for at undgå for tidlig
slitage af borehovedets skærekant og at borets spids
ikke overbelastes.
5. VEDLIGEHOLDELSE
Sørg for at maskinen ikke står under strøm, når der
udføres vedligeholdelsesarbejder på mekanikken.
Maskinerne fra Ferm er udviklet til at fungere lœnge
uden problemer med et minimum af vedligeholdelse.
Ved at rengøre maskinen regelmœssigt og behandle den
korrekt, bidrager De til en lœngere levetid for maskinen.
RENGØRING
Rengør regelmœssigt maskinkappen med en blød klud,
helst efter hvert brug. Sørg for at ventilationshullerne er
fri for støv og snavs. Brug en blød klud, der er vœdet i
sœbevand til at fjerne hårdnakket snavs. Brug ingen
opløsningsmidler, så som benzin, alkohol, ammoniak,
osv. Den slags stoffer beskadiger kunststofdelene.
SMØRING
Maskinen behøver ingen ekstra smøring.
FEJL
Skulle en fejl opstå, f.eks. pga. slidtage af en enhed,
kontakt venligst serviceadressen på garantibeviset. På
bagsiden af denne manual finder du en tegning med alle
dele, der kan bestilles.
MILJØ
For at undgå transportbeskadigelse leveres maskinen i
en solid emballage. Emballagen er så vidt muligt lavet af
genbrugsmateriale. Genbrug derfor emballagen. Når de
udskifter Deres maskinen bør De tage den gamle
maskine med til Deres lokale Ferm-forhandler. Der vil
maskinen blive bearbejdet på miljøvenlig vis.
Ferm 39
La tabella e la figura seguenti riportano la
corrispondenza tra i N. di Giri dell’asse di perforazione e
le posizioni della cinghia trapezoidale.
PUNTA PERFORATRICE E MANDRINO
Tutte le parti della macchina in metallo bianco sono
ricoperte di uno strato di vernice di protezione che
impedisce la formazione di ruggine. Questo verniciatura
di protezione pu essere facilmente tolta con del
solvente che rispetta le norme ambientali. Controllare la
tensione della cinghia trapezoidale prima di inserire la
spina nella presa elettrica. L’interno della punta
perforatrice deve essere totalmente sgrassata. Farlo
utilizzando un solvente che rispetta le norme ambientali.
Procedere nello stesso modo per il mandrino. Questo
unico modo per ottenere una trasmissione corretta.
4. UTILIZARRA, INDICAZIONI E
CONSIGLI
PUNTO D’ARRESTO DI PROFONDITA
Fig.F
La punta di perforazione è provvista di un punto
d’arresto di profondità. Quest’ultimo può essere
regolato mediante il dado. La profondità di perforazione
può essere letta sull’apposita scala graduata.
PER BLOCCARE LA PUNTA
Fig.G
Nel mandrino della perforatrice a colonne si possono
montare punte perforatrici o altri elementi a gambo
cilindrico. Il momento dovuto alla rotazione trasmesso
alla punto mediante la forza espansiva delle tre pinze di
bloccaggio. La punta deve essere bloccata utilizzando la
chiave del mandrino per evitare che si sganci durante la
lavorazione. Quando la punta si sgancia dalla porta-punta
, questo provoca una leggera sbavatura al gambo della
punta rendendo in seguito impossibile un suo corretto
fissaggio con allineamento coassiale. Simile sbavatura va
eliminata con un intervento di levigazione. Per una
perforazione obliqua e nei casi di superficie oblique dei
pezzi da lavorare , il tavolo pu essere girato.
BLOCCO DI UN PEZZO DA LAVORARE
Fig.H
Il tavolo di perforazione e il basamento della perforatrice
a colonne sono provvisti di scanalature per il fissaggio
degli attrezzi di bloccaggio. Bloccare sempre il pezzo da
lavorare con una morsa o equivalente. Questo eviter
incidenti e aumenter la precisione della perforazione in
quanto il pezzo da lavorare non batte.
REGOLAZIONE DEL TAVOLO
Fig.I
Il tavolo della perforatrice fissata sulla colonna di
perforazione può essere regolata in altezza quando la
leva di fissaggio libera. Regolare il tavolo in modo che
rimanga abbastanza spazio tra la parte superiore del
pezzo da lavorare e la punta perforatrice. Il tavolo può
essere spostato a lato quando si vuole bloccare
direttamente il pezzo da lavorare sul basamento.
Fig.J
Per una perforazione obliqua e nei casi di superficie
oblique dei pezzi da lavorare , il tavolo pu essere girato.
Per questo togliere la vite 19) sul punto di rotazione del
tavolo e ritirare il centraggio (21). Girare il tavolo nella
posizione desiderata. Poi rimette la vite esagonale (20)
utilizzando una chiave piatta.
NUMERO DI GIRI, VELOCITA DI
ROTAZIONE, DISCESA
La discesa - il movimento di innesco della perforatrice -
viene fatto manualmente agendo sulla leva a tre braccia.
La velocità di rotazione è determinata dal numero di giri
della punta perforatrice e dal diametro della punta. La
giusta scelta dell’adduzione e il numero di giri della punta
perforatrice formano un fattore determinante per la
durata della vita della punta. Di regola si può dire che: per
un diametro più grande della punta, il numero di giri deve
essere impostato al valore più basso; più duro il pezzo da
lavorare, più grande deve essere la pressione di
lavorazione. Per non surriscaldare la punta bisognerà nel
contempo ridurre sia la discesa che la velocità di
rotazione. Inoltre la punta dovr essere raffreddata con
l’apposito lubrificante per punte. Per piastre fini,
perforazioni più grandi dovranno essere effettuate con
cautela con una leggera discesa e una leggere pressione
di lavorazione in modo che la punta non provochi
sbavature e che la perforazione rimanga nella misura
desiderata. Per perforazioni più profonde (profonde più
di 2 volte il diametro della punta) l’asportazione dei
trucioli molto più difficile e il surriscaldamento della
punta più elevato. Anche in questo caso, ridurre la
discesa e il numero di giri e garantire una migliore
eliminazione dei trucioli rialzando regolarmente la
punta. Per perforazioni di diametri maggiori di 8 mm,
bisognerà effettuare una pre-perforazione in modo da
evitare uno smussamento prematuro della parte
tagliente della punta e un sovraccarico della stessa.
5. MANUTENZIONE
Assicurarsi che la macchina non sia in funzione
mentre si effettuano operazioni di manutenzione
sul motore.
Le macchine Ferm sono state progettate per funzionare
per lunghi periodi di tempo, pur richiedendo interventi
di manutenzione minimi. Un funzionamento continuo
soddisfacente dipende dall'adeguata conservazione della
macchina e da una pulizia regolare.
PULIZIA
Pulire regolarmente il corpo macchina con un panno
morbido, possibilmente dopo ogni uso. Eliminare
polvere e sporco dalle ferritoie di ventilazione. Se lo
sporco non è asportabile, usare un panno morbido
inumidito con acqua saponata. Non usare mai solventi
come benzina, alcool, ammoniaca, ecc, perché
potrebbero danneggiare i componenti in plastica.
LUBRIFICAZIONE
La macchina non richiede lubrificazioni aggiuntive.
26 Ferm
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































in altre lingue
- English: Ferm TDM1003 User manual
- français: Ferm TDM1003 Manuel utilisateur
- español: Ferm TDM1003 Manual de usuario
- Deutsch: Ferm TDM1003 Benutzerhandbuch
- Nederlands: Ferm TDM1003 Handleiding
- português: Ferm TDM1003 Manual do usuário
- dansk: Ferm TDM1003 Brugermanual
- čeština: Ferm TDM1003 Uživatelský manuál
- polski: Ferm TDM1003 Instrukcja obsługi
- svenska: Ferm TDM1003 Användarmanual
- suomi: Ferm TDM1003 Ohjekirja
Documenti correlati
-
Ferm TDM1011 Manuale del proprietario
-
-
-
-
-
-
-
-
-