
www.ferm.com
BENCH PILLAR DRILL
TDM1022
EN
Original instructions
05
DE
Übersetzung der
Originalbetriebsanleitung
09
NL
Vertaling van de oorspronkelijke
gebruiksaanwijzing
13
FR
Traduction de la notice originale
18
ES
Traducción del manual original
22
HR
Prevedeno s izvornih uputa
27
HU
Eredeti használati utasítás
fordítása
31

2 Ferm
4
1
2
3
5
6
7
8
9
10
6
11
12
13
Fig. A
Fig. B

3
Ferm
5
4
3
2
1
1 cm
14
15
17
18
Fig. C
Fig. D
Fig. E

4 Ferm
A
19
20
21
Fig. F
Fig. H
Fig. I
Fig. G

EN
5
Ferm
BENCH PILLAR DRILL
Thank you for buying this Ferm product.
By doing so you now have an excellent product,
delivered by one of Europe’s leading suppliers.
All products delivered to you by Ferm are
manufactured according to the highest standards
of performance and safety. As part of our
philosophy we also provide an excellent customer
service, backed by our comprehensive warranty.
We hope you will enjoy using this product for many
years to come.
The numbers in the following text refer to the
pictures on page 2 - 4
Read the operating instructions carefully
before using this device. Familiarise
yourself with its functions and basic
operation. Service the device as per the
instructions to ensure that it always
functions properly. The operating
instructions and the accompanying
documentation must be kept in the
vicinity of the device.
Contents
1. Machine information
2. Safety instructions
3. Assembly
4. Operation, hints and tips
5. Maintenance
1. Machine information
Technical specifications
Voltage 230 V~
Frequency 50 Hz
Power consumption 350 W
(S2 15min)
No load speed 580 - 2650/min
Number of speeds 5
Chuck capacity 13 mm
Weight 16 kg
Lpa (Sound pressure level) 73 dB(A) K=3
Lwa (Sound power level) 86 dB(A) K=3
Vibration <2.5 m/s
2
The operation mode S2 15 min means that you
must allow the drill to cool down to room
temperature after 15 minutes of continuous use.
Vibration level
The vibration emission level stated in this
instruction manual has been measured in
accordance with a standardised test given in EN
61029; it may be used to compare one tool with
another and as a preliminary assessment of
exposure to vibration when using the tool for the
applications mentioned.
- using the tool for different applications, or with
different or poorly maintainted accessories,
may significantly increase the exposure level.
- the times when the tool is switched off or when
it is running but not actually doing the job, may
significantly reduce the exposure level.
Protect yourself against the effects of vibration by
maintaining the tool and its accessories, keeping
your hands warm, and organizing your work
patterns.
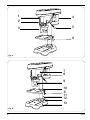
Product information
Fig. A
1. On/off switch
2. Drill depth gauge
3. Protection guard
4. Motor
5. Drill depth lever
6. Table adjustment
Check first whether or not the delivery has been
damaged by transport and/or whether all the parts
are present.
2. Safety instructions
Explanation of symbols
The following pictograms are used in these
instructions for use:
Denotes risk of personal injury, loss of life
or damage to the tool in case of non-
observance of the instructions in this
manual.
Indicates the presence of an electrical
voltage.
Immediately unplug the plug from the
mains electricity in the case that the cord
gets damaged and during maintenance.
Keep bystanders away.

EN
6 Ferm
Wear eye and ear protection.
During use the following points must be
considered:
• Donotremoveanymechanicalorelectrical
protective provisions.
• Checkwhetheralltheprotectiveprovisions
are in place and have been attached correctly.
• Wearsafetygogglesduringdrilling.
• Ifyouhavelonghair,besuretowearhair
protection (hair net or cap). Long hair can
easily be caught in moving parts.
• Wearfittedclothing;tiebuttonsonsleeves.
• Donotholdanyworkpiecesinyourhands
when drilling. Always use a machine clamp or
another clamping tool.
• Protectworkpiecesandclampingtoolsonthe
bench to prevent them from getting caught.
Fasten them yourself with screws or clamp
them to a machine clamp fastened to the
table.
• Checkwhetherthedrillholderistightened
properly.
• Checkwhethercablelead-throughsareokay.
• Toremovedrillchipsonlyusehandbrushes,
brushes, rubber wipers, chip hooks or similar
aids.
• Donotcarryoutanycleaningorgreasingwork
while the machine is in operation.
• AlwayskeepV-beltscovered(sothatyour
hands cannot become caught).
• Onlytightenthetoothedringdrillholderby
means of the wrench.
• Neverleavethewrenchofthedrillholderin
the drill holder! Before switching on the
machine, check whether the wrench really has
been removed!
• Donotuseanydrillswhicharedamagedon
the shank.
• Drillisnotsuitabletouseaspress!
• Ifthemainscableisdamaged,itmayonlybe
replaced by a mains cable of the same type.
Immediately switch off the machine when:
• Interruptioninthemainsplug,mainsleador
mains lead damage.
• Defectswitch.
• Smokeorstenchofscorchedisolation.
Electrical safety
When using electric machines always observe the
safety regulations applicable in your country to
reduce the risk of fire, electric shock and personal
injury. Read the following safety instructions and
also the enclosed safety instructions.
Always check that the power supply
corresponds to the voltage on the rating
plate.
The machine is provided with a zero
voltage switch. After the tension drops
the machine will not start to run
automatically for safety reasons. The
machine must be switched on again.
Replacing cables or plugs
Immediatelythrowawayoldcablesorplugswhen
theyhavebeenreplacedbynewones.Itis
dangerous to insert the plug of a loose cable in the
wall outlet.
Using extension cables
Only use an approved extension cable suitable for
the power input of the machine. The minimum
conductor size is 1.5 mm
2
. When using a cable
reel always unwind the reel completely.
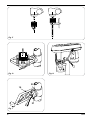
3. Assembly
Fig. B
• Placethefootplate(13)inthecorrectposition.
• Fastenthecolumn(11)withtheboltssupplied
(12) to the footplate.
• Nowslidethetableholder(10)withthetable
over the column (11). With the fastening
handle (6) the table is fastened into the
desired position.
• Nowyoucanassemblethemachinecasing
(7) and lock with the locking pins (8).
• Sincethedrillspindleisgreasedinthefactory,
it is advisable to run in the machine for
approximately 15 minutes at the lowest speed.
Before you push the chuck with pin (9)
into the drill spindle, the inside of the
chuck must be completely grease-free!
Setting up the bench drill
Before use the drill must be mounted on a fixed
base. The footplate (13) has therefore been
provided with drilling holes. By means of screws
the footplate can be fixed to the base in this place.
Ifitismountedonawoodenboard,sufficiently
large washers must be used on the opposite side,
so that the bolts are not pushed into the wood and

EN
7
Ferm
the machine cannot become loose.
The fastening screws may be fastened so
far that the footplate is not under tension
or deformed. When the tension is too high
there is a risk of breakage.
Adjusting the number of revolutions of the
drill spindle
Fig. C
The different revolutions of the drill spindle can be
adjusted by shifting the V-belt into the belt drive.
The machine is protected by a safety switch so
that the machine is automaticly switched off when
opening the casing. The V-belt is shifted as
follows:
• OpentheV-beltcover(14)byloosenthe
screw on the right side of the cover.
• Loosenthefasteningbutton(18)andslidethe
engine in the direction of the machine head,
upon which the V-belt is released.
• ShifttheV-beltaccordingtothetableonthe
inside of the V-belt cover.
• TensiontheV-beltagainbypushingthe
engine plate (17) to the back. Then the
tensioning device is fastened with the
fastening button (18).
• ClosetheV-beltcoverandthemachineis
ready again for use.
Keep the V-belt cover closed during use.
Fig. C & D
IfyouhaveshiftedtheV-belt,youmusttightenit
again by means of the engine plate (17) with the
fastening button (18). The tension is correct when
the V-belt can be pressed in by approximately 1
cm. The engine pulley must be aligned
horizontally, so that early wear and loosening of
the V-belt can be prevented. For this purpose the
engine pulley (15) on the engine can be slid along
the engine axle, after loosening the socket head
screw.
Spindle speeds
Fig. E
Position V-belt Revolutions/min
A 2650
B 1650
C 1220
D 850
E 580
The number of revolutions of the drill spindle of the
V-belt combinations can be read from the
illustration and the table.
Drill spindle and drill head pin
All the blank parts of the machine are provided
with a protective lacquer layer, which prevents rust
formation. This protective lacquer layer is easy to
remove by means of environmentally friendly
solvents. Test the V-belt tension before you
connect the machine to the electricity mains. The
inside of the drill spindle must be degreased
completely. For this purpose use environmentally
friendly solvents. Proceed in the same way with
the drill head pin. A correct transmission can only
be achieved in this way.
4. Operation, hints and tips
Depth stop
Thedrillspindleisprovidedwithadepthstop.It
can be adjusted using the nut. The drill depth can
be read on the scale division.
Clamping the drill
Fig. F
Inthedrillheadofthebenchdrill,drillsandother
tools with a cylindrical shank can be clamped. The
moment of rotation is transferred to the drill by
means of the tension of the three clamping jaws.
To prevent the drill from sliding away, it must be
clampedusingthetoothedringwrench.Ifthedrill
slides away in the drill holder, a slight burr occurs
on the drill shank, which makes centric clamping
impossible. A burr which occurs in this way must in
any case be removed by grinding.
Clamping the workpiece
Fig. G
The drill bench and the footplate of the bench drill
are provided with grooves for fastening clamping
tools. Always clamp the workpiece in the machine
clamporotherclampingtools.Inthiswayyouwill
prevent accidents and even increase the drilling
accuracy because the workpiece is in a fixed
position.
Adjusting the bench
Fig. H
The drill bench is fastened to the drill column and
can be adjusted in height after loosening the
fastening handle. Adjust the bench in such a way
that there is still enough space between the top of

EN
8 Ferm
the workpiece and the point of the drill. You can
also swivel the bench sideways, if you wish to
clamp a workpiece directly onto the footplate.
Fig. I
For slanted drilling and with a slanted supporting
surface of the workpiece the bench can be
swivelled. For this purpose loosen the hexagonal
screw (20) on the hinge point (21) of the bench
and remove the centring. Swivel the bench (19) to
the desired position. Then screw down the
hexagonal screw (20) properly using a wrench.
Number of revolutions, speed of rotation, supply
The supply - the feed motion of the drill - takes
place by hand on the 3-armed drill lever. The
speed of rotation is determined by the number of
revolutions of the drill spindle and by the diameter
of the drill. The correct choice of supply and the
number of revolutions of the drill spindle are the
deciding factors for the lifespan of the drill. The
following applies as a basic rule: with a larger
diameter of the drill the number of revolutions
must be adjusted lower; the greater the firmness
of the workpiece, the greater the cutting pressure
must also be.
Inordernottooverheatthedrillinthiscase,the
supply and speed of rotation must be lowered at
thesametime.Inaddition,thedrillmustbecooled
with drill oil. For thin plates, quite large drillings
must be carried out carefully with little supply and
little cutting pressure, so as to get a precise result
and so that the drilling remains the correct size.
For deep drilling (larger than 2 x the diameter of
the drill) the discharge of chips is more difficult and
the temperature of the drill is higher. Therefore
lower the supply and the number of revolutions
and ensure a better discharge of chips by regularly
pulling back the drill. For drilling with a greater
diameter than 8 mm, pre-drilling must take place,
so that early wear of the drill - main cutting edge
can be avoided and so that the drilling point is not
too heavily loaded.
5. Maintenance
Make sure that the machine is not live
when carrying out maintenance work on
the motor.
This machine has been designed to operate over
a long period of time with a minimum of
maintenance. Continuous satisfactory operation
depends upon proper machine care and regular
cleaning.
Cleaning
Keep the ventilation slots of the machine clean to
prevent overheating of the engine. Regularly clean
the machine housing with a soft cloth, preferably
after each use. Keep the ventilation slots free from
dustanddirt.Ifthedirtdoesnotcomeoffusea
soft cloth moistened with soapy water. Never use
solvents such as petrol, alcohol, ammonia water,
etc. These solvents may damage the plastic parts.
Please clean the tool immediately after use.
Lubrication
Every bearing in the drill press has been pre-
lubricated in the factory. Further lubrication is
unnecessary. From time to time, you should
grease the racks and pinions, the table lifting
mechanism, the spindle and the splines of the
hollow shaft. Open the drive belt guard and squirt
a little oil onto the spindle shaft. Do not allow any
oil to touch the drive belt!
Faults
Should a fault occur, e.g. after wear of a part,
please contact the service address on the
warrantycard.Inthebackofthismanualyoufind
an exploded view showing the parts that can be
ordered.
Environment
To prevent damage during transport, the appliance
is delivered in a solid packaging which consists
largely of reusable material. Therefore please
make use of options for recycling the packaging.
Damaged and/or disposed of electrical or
electronic devices must be dropped off at
recycling stations intended for that
purpose.
Warranty
Read the warranty conditions on the separately
supplied warranty card.
The product and the user manual are subject to
change. Specifications can be changed without
further notice.

DE
9
Ferm
TISCHBOHRMASCHINE
Vielen Dank für den Kauf dieses Ferm
Produkts.
Hiermit haben Sie ein ausgezeichnetes Produkt
erworben, dass von einem der führenden
Lieferanten Europas geliefert wird.
Alle von Ferm an Sie gelieferten Produkte sind
nach den höchsten Standards von Leistung und
Sicherheit gefertigt. Teil unserer
Firmenphilosophieistesauch,Ihneneinen
ausgezeichneten Kundendienst anbieten zu
können, der von unserer umfassenden Garantie
unterstützt wird.
Wir hoffen, dass Sie viele Jahre Freude an diesem
Produkt haben.
Die Zahlen im nachstehenden Text
entsprechen den Abbildungen auf Seite 2 - 4
Lesen Sie diese Bedienungsanleitung
aufmerksam, bevor Sie die Maschine in
Betrieb nehmen. Machen Sie sich mit der
Funktionsweise und der Bedienung
vertraut. Warten Sie die Maschine
entsprechend der Anweisungen, damit
sie immer einwandfrei funktioniert. Die
Betriebsanleitung und die dazugehörige
Dokumentation müssen in der Nähe der
Maschine aufbewahrt werden.
Inhalt
1. Gerätedaten
2. Sicherheitsvorschriften
3. Montage
4. Gebrauch, Hinweise und Tips
5. Wartung
1. Gerätedaten
Technische Daten
Spannung 230 V~
Frequenz 50 Hz
Aufgenommene Leistung 350 W
(S2=15min)
Leerlaufdrehzahl 580 - 2650/min
Anzahl Geschwindigkeiten 5
Kapazität Bohrfutter 13 mm
Gewicht 16 kg
Lpa (Schalldruckpegel) 73 dB(A) K=3
Lwa (Schallleistungspegel) 86 dB(A) K=3
Vibrationswert <2.5 m/s
2
Die Betriebsart S2 15 min bedeutet, dass Sie das
Gerät nach 15 Minuten kontinuierlichen Betriebs
wieder auf Raumtemperatur abkühlen lassen
müssen.
Vibrationsstufe
Die im dieser Bedienungsanleitung angegebene
Vibrationsemissionsstufe wurde mit einem
standardisierten Test gemäß EN 61029
gemessen; Sie kann verwendet
werden, um ein Werkzeug mit einem anderen zu
vergleichen und als vorläufige Beurteilung der
Vibrationsexposition bei Verwendung des
Werkzeugs für die angegebenen
Anwendungszwecke.
- die Verwendung des Werkzeugs für andere
Anwendungen oder mit anderem oder
schlecht gewartetem Zubehör kann die
Expositionsstufe erheblich erhöhen.
- Zeiten, zu denen das Werkzeug ausgeschaltet
ist, oder wenn es läuft aber eigentlich nicht
eingesetzt wird, können die Expositionsstufe
erheblich verringern.
Schützen Sie sich vor den Auswirkungen der
Vibration durch Wartung des Werkzeugs und des
Zubehörs,haltenSieIhreHändewarmund
organisierenSieIhrenArbeitsablauf.
Produktinformation
Abb. A
1. Ein/aus schalter
2. Bohrtiefenanzeige
3. Bohrfutterschutzkappe
4. Motor
5. Bohrtiefenhebestange
6. Tischverstellung
Prüfen Sie die Maschine, die losen Teile und
Zubehörteile auf Transportschäden.
2. Sicherheitsvorschriften
Erläuterung der Symbole
IndieserBetriebsanleitungerscheinenfolgende
Piktogramme:
Lebens- und Verletzungsgefahr und
Gefahr von Beschädigungen am Gerät
bei Nichteinhaltung der
Sicherheitsvorschriften in dieser
Anleitung.

DE
10 Ferm
Deutet das Vorhandensein elektrischer
Spannung an.
Ziehen Sie, falls das Kabel beschädigt
wird und auch während Wartungs-
arbeiten, sofort den Netzstecker.
Umstehende fernhalten.
Schutzbrille und Gehörschutz tragen.
Während des Betriebs sind folgende Punkte
zu beachten:
• Keinemechanischenoderelektrischen
Schutzvorrichtungen entfernen.
• Prüfen,oballeSchutzvorrichtungen
angebracht und einwandfrei befestigt sind.
• BeimBohrenSchutzbrilletragen.
• BeilangenHaarenunbedingtHaarschutz
tragen (Haarnetz oder Mütze). Langes Haar
bleibt leicht an drehenden Teilen hängen!
• EnganliegendeKleidungtragen;Bundam
Jackenärmel schließen.
• KeineWerkstückebeimBohreninderHand
halten. Verwenden Sie stets einen
Maschinenschraubstock oder ein anderes
Spannwerkzeug.
• WerkstückeundSpannwerkzeugeaufdem
Tisch gegen Mitreißen sichern. Diese
entweder selbst mit Schrauben befestigen
oder in einem auf dem Tisch festgeschraubten
Maschinenschraubstock einspannen.
• Prüfen,obdasBohrfuttereinwandfreispannt.
• Prüfen,obdieKabeleinführungeninOrdnung
sind.
• ZumEntfernenderBohrspänenurHandfeger,
Pinsel, Gummiwischer, Spänehaken oder
ähnliche Hilfsmittel verwenden.
• AnlaufendenMaschinenkeineReinigungs-
und Schmierarbeiten durchführen.
• Keilriemenimmerabgedeckthalten(Schutz
gegen Hineingreifen)
• ZahnkranzbohrfutternurmitdemSchlüssel
anziehen.
• BohrfutterschlüsselniemalsimBohrfutter
stecken lassen! Vergewissern Sie sich vor
dem Einschalten der Maschine, daß der
Schlüssel abgezogen wurde!
• KeineamSchaftbeschädigtenBohreroder
Werkstücke verwenden.
• DieBohrmaschineistfürFräsarbeitennicht
geeignet!
• BeiderBeschädigungderAnschlußleitung
darf nur durch die gleiche Spezialleitung
ersetzt werden.
Das Gerät sofort ausschalten bei:
• StörungimNetzstecker,demNetzkabeloder
Schnurbeschädigung.
• DefektemSchalter.
• RauchoderGestankverschmorterIsolation.
Elektrische Sicherheit
Beachten Sie beim Benutzen von
Elektromaschinen immer die örtlichen
Sicherheitsvorschriften bezüglich Feuerrisiko,
Elektroschock und Verletzung.
Lesen Sie außer den folgenden Hinweisen
ebenfalls die Sicherheitsvorschriften im
einschlägigen Sonderteil.
Überprüfen Sie immer, ob Ihre
Netzspannung der des Typenschilds
entspricht.
Bei einem Spannungsabfall im Steuer-
stromkreis fallen die Wendeschütze ab.
Auch wenn danach die Spannung wieder
anliegt, läuft aus Sicherheits-gründen die
Maschine nicht mehr selbständig an. Sie
muß erneut eingeschaltet werden.
Austauschen von Kabeln oder Steckern
Entsorgen Sie alte Kabel oder Stecker, unmittelbar
nachdem Sie durch neue ersetzt sind. Das
Anschließen eines Steckers eines losen Kabels an
eine Steckdose ist gefährlich.
Verwendung von Verlängerungskabeln
Benutzen Sie nur ein genehmigtes
Verlängerungskabel, das der Maschinenleistung
entspricht. Die Ader müssen einen
Mindestquerschnitt von 1,5 mm
2
haben. Befindet
das Kabel sich auf einem Haspel. muß es völlig
abgerollt werden.
3. Montage
Abb. B
• LegenSiesichdieGrundplatte(13)der
Maschine zurecht.
• BefestigenSiedieSäule(11)mitden
beiliegenden Bolzen (12) auf der Grundplatte

DE
11
Ferm
(13).
• SchiebenSienundenBohrtischhalter(10)mit
dem Bohrtisch über die Säule (11). Mit der
Klemm-schraube (6) wird die Baugruppe in
der gewünschten Lage arretiert.
• NunkönnenSiedasMaschinengehäuse(7)
montieren und mit den Gewindestiften (8)
sichern.
• DadieSpindelwerkseitigstarkeingefettet
wird, ist es ratsam, die Maschine ca 15
Minuten im kleinsten Gang einlaufen zu
lassen.
Bevor Sie das Bohrfutter (9) auf die
Spindel stecken, müssen Aufnahme und
Dorn vollkommen fettfrei sein!
Aufstellen der Tischbohrmaschine
VorderInbetriebnahmeistdieBohrmaschinefest
auf einer Arbeitsplatte zu montieren.
Dazu besitzt die Grundplatte (13) Bohrungen. Dort
ist die Grundplatte mit der Arbeitsplatte durch
Schrauben fest zu verbinden. Erfolgt die
Befestigung auf einer Holzplatte, so werden auf
der Gegenseite ausreichend große
Beilagscheiben verwendet, damit sich die Muttern
nicht im Holz eindrücken, und sich die Maschine
nicht lockert.
Die Befestigungsschrauben dürfen nur so
angezogen werden, daß sich die
Grundplatte nicht verspannt oder
verformt. Beim übermäßiger
Beanspruchung besteht die Gefahr eines
Bruches.
Einstellen verschiedener Spindeldrehzahlen
Abb. C
Die verschiedenen Spindeldrehzahlen können
durch Umsetzen des Keilriemens im
Riemenantrieb eingestellt werden. Dazu ist die
Maschine abzuschalten, und der Netzstecker zu
ziehen. Das Umsetzen des Keilriemens geschieht
folgend maßen:
• VordemÖffnendesKeilriemengehäuses(14)
Netzstecker ziehen!
• Feststellschraube(18)lösenunddenMotorin
Richtung Maschinenkopf (17) schieben;
dadurch entspant sich der Keilriemen.
• KeilriemengemäßderTabelleaufder
InnenseitedesKeilriemendeckelsumsetzen.
• Keilriemenwiederspannen,indemSieden
Motorplatte (17) nach hinten drücken.
Anschließend wird die Spannvorrichtung mit
der Feststell-schraube (18) geklemmt.
• Keilriemengehäuseschließenundden
Netzstecker einstecken. Die Maschine ist
wieder betriebsbereit.
Deckel des Keilriemengehäuses beim
Betriebstest geschlossen halten.
Abb. C & D
Die Spannung ist richtig eingestellt, wenn sich der
Keilriemen etwa 1 cm durchdrücken läßt. Die
Keilriemenscheiben müssen horizontal fluchten,
damit der vorzeitige Verschleiß und das
Herunterspringen des Keilriemens verhindert wird.
Dazu kann die Keilriemenscheibe (15) am Motor
nach Lösen des Gewindestiftes längs der
Motorwelle verschoben werden.
Spindeldrehzahlen
Abb. E
Keilriemenposition Drehzahl/min
A 2650
B 1650
C 1220
D 850
E 580
Die Spindeldrehzahlen und
Keilriemenkombinationen können der Abbildung
und der Tabelle entnommen werden.
Spindel und kegeldorn
Alle blanken Teile der Maschine sind mit einem
Schutzlack versehen, der die Korrosion verhindert.
Dieser Schutzlack läßt sich leicht mit
umweltfreundlichen Lösungsmitteln entfernen.
Prüfen Sie die Keilriemenspannung, bevor Sie die
Maschine am Stromnetz anschließen. Der
InnenkonusdesBohrfuttersmußvollkommen
entfettet werden. Verwenden Sie dazu
umweltfreundliche Lösungsmittel. Verfahren Sie
ebenso mit dem Kegeldorn der Spindel. Nur so ist
eine einwandfreie Kraftübertragung zu erreichen.
4. Gebrauch, Hinweise und Tips
Tiefenanschlag
Die Bohrspindel besitzt einen Tiefenanschlag. Zur
Einstellung dient die Mutter An dem Skalenzeiger
kann die Bohrtiefe abgelesen werden.

DE
12 Ferm
Einspannen des Bohres
Abb. F
ImBohrfutterderTischbohrmaschinekönnen
Bohrer und andere Werkzeuge mit zylindrischem
Schaft gespannt werden. Das Drehmoment wird
durch die Spannkraft der drei Spannbacken auf
den Bohrer übertragen. Der Bohrer ist - um ein
Durchrutschen zu verhindern - mit Hilfe des
Zahnkranzschlüssels festzuklemmen. Beim
Durchrutschen des Bohrers im Spann-futter
entsteht am Bohrerschaft sehr leicht ein Grat, der
ein zentrisches Spannen unmöglich macht. Ein so
entstandener Grat muß in jedem Fall durch
Schleifen entfernt werden.
Einspannen des Werkstückes
Abb. G
Der Bohrtisch und die Grundplatte der
Tischbohrmaschine sind mit Bolzen zur
Befestigung von Spannwerkzeugen ausgestattet.
Spannen Sie das Werkstück immer im
Maschinenschraubstock oder anderen
Spannwerkzeugen fest. Sie vermeiden dadurch
Unfallgefahren und erhöhen sogar die
Bohrgenauigkeit, da das Werkstück nicht
“schlägt”.
Tischverstellung
Abb. H
Der Bohrtisch ist an der Bohrsäule befestigt und
kann nach Lösen des Klemmhebels in der Höhe
verstellt werden. Stellen Sie den Tisch so ein, daß
zwischen Werkstückoberkante und Bohrerspitze
genügend Abstand bleibt. Den Tisch können Sie
auch zur Seite ausschwenken, wenn Sie ein
Werkstück direkt auf die Grundplatte spannen
wollen.
Abb. I
Für schräge Bohrungen und bei schräger
Auflagefläche des Werkstückes kann der Tisch
(19) geschwenkt werden. Lösen Sie dazu die
Sechskantschraube (20) am Drehgelenk des
Tisches und entfernen Sie die Zentrierung (21).
Schwenken Sie den Tisch in die gewünschte
Lage. Nun wird mit einem Gabelschlüssel die
Sechskantschraube (20) wieder fest angezogen.
Beim Zurückstellen des Tisches (19) wird die
Arretie-rungsmutter mit dem Bolzen (20) zur
waagerechten Zentrierung wieder eingesetzt.
Drehzahl, Schnittgeschwindigkeit, Vorschub
Der Vorschub - die Zustellung des Bohres - erfolgt
von Hand am 3-armigen Bohrhebel. Die
Schnittgeschwindigkeit wird durch die Drehzahl
der Bohrspindel und durch den Bohrdurchmesser
bestimmt. Die richtige Wahl des Vorschubes und
Spindeldrehzahl sind für die Standzeit des
Bohrers ausschlaggebenden. Als Grundregel gilt:
bei zunehmendem Bohrerdurchmesser muß die
Drehzahl herabgesetzt werden; je größer die
Festigkeit des Werkstückes ist, umso größer muß
auch der Schneiddruck sein. Damit sich der
Bohrer dabei nicht übermaßig erwärmt, müssen
gleichzeitig Vorschub und Schnittgeschwindigkeit
herabgesetzt werden. Außerdem sollte der Bohrer
mit Bohröl gekühlt werden. Bei Feinblechen
müssen größere Bohrungen vorsichtig mit
geringem Vorschub und Schneiddruck ausgeführt
werden, damit der Bohrer nicht “hackt” und die
Bohrung maßhaltig bleibt. Bei tiefen Bohrungen
(größer als 2x Bohrerdurchmesser) ist die
Spanabfuhr beschwert und die Erwärmung des
Bohrers größer. Setzen Sie auch hier Vorschub
und Drehzahl herab und sorgen Sie durch
wiederholtes Zurückziehen des Bohrers für eine
bessere Spanabfuhr. Bei Bohrungen über 8 mm
Durchmesser sollte vorgebohrt werden, damit die
vorzeitige Abnützung der Bohrer-Haupt-schneide
vermieden wird und die Bohrspitze nicht zu stark
belastet wird.
5. Wartung
Trennen Sie die Maschine vom Netz,
wenn Sie am Mechanismus
Wartungsarbeiten ausführen müssen.
Diese Maschinen sind so konzipiert, dass sie
lange Zeit bei minimalem Wartungsaufwand
problemlos funktionieren. Durch regelmäßiges
Reinigen und sachgerechte Behandlung
verlängernSiedieLebensdauerIhrerMaschine.
Reinigen
Reinigen Sie das Maschinengehäuse regelmäßig
mit einem weichen Tuch, vorzugsweise nach
jedem Einsatz. Halten Sie die Lüfterschlitze frei
von Staub und Schmutz.
Entfernen Sie hartnäckigen Schmutz mit einem
weichen Tuch, angefeuchtet mit Seifenwasser.
Verwenden Sie keine Lösungsmittel wie Benzin,
Alkohol, Ammonia, usw. Derartige Stoffe
beschädigen die Kunststoffteile.
Schmierung
Jedes Lager der Bohrmaschine wurde im
Herstellerwerk vorgeschmiert. Weiteres

NL
13
Ferm
Schmieren ist nicht erforderlich. Von Zeit zu Zeit
sollten Sie die Zahnräder und Zahnstangen, den
Hebemechanismus des Bohrtisches, die Spindel
und die Verzahnung der Hohlspindel schmieren.
ÖffnenSiedieAntriebsriemen-Abdeckungund
gebenSieetwasÖlaufdieSpindelwelle.Esdarf
keinÖlaufdenAntriebsriemenkommen!
Störungen
Sollte beispielsweise nach Abnutzung eines Teils
ein Fehler auftreten, dann setzen Sie sich bitte mit
der auf der Garantiekarte angegebenen Service-
adresseinVerbindung.ImhinterenTeildieser
Anleitung befindet sich eine ausführliche
Übersicht über die Teile, die bestellt werden
können.
Umwelt
Um Transportschäden zu verhindern, wird die
Maschine in einer soliden Verpackung geliefert.
Die Verpackung besteht weitgehend aus
verwertbarem Material. Benutzen Sie also die
Möglichkeit zum Recyclen der Verpackung.
Schadhafte und/oder entsorgte
elektrische oder elektronische Geräte
müssen an den dafür vorgesehenen
Recycling-Stellen abgegeben werden.
Garantie
Lesen Sie die Garantiebedingungen auf der
separat beigefügten Garantiekarte.
Das Produkt und das Benutzerhandbuch können
geändert werden. Die technischen Daten können
ohne Vorankündigung geändert werden.
TAFELBOORMACHINE
Hartelijk dank voor de aanschaf van dit Ferm
product.
Hiermee heeft u een uitstekend product
aangeschaft van één van de toonaangevende
Europese distributeurs.
Alle Ferm producten worden gefabriceerd volgens
de hoogste prestatie- en veiligheidsnormen. Deel
van onze filosofie is de uitstekende klantenservice
die wordt ondersteund door onze uitgebreide
garantie.
Wij hopen dat u vele jaren naar tevredenheid
gebruik zult maken van dit product.
De nummers in de nu volgende tekst
verwijzen naar de afbeeldingen op pagina 2 - 4
Lees deze gebruiksaanwijzing
zorgvuldig door, voor u de machine in
gebruik neemt. Maak u vertrouwd met de
werking en de bediening. Onderhoud de
machine volgens de aanwijzingen, zodat
zij altijd naar behoren blijft functioneren.
Deze gebruiksaanwijzing en de
bijbehorende documentatie dienen in de
buurt van de machine bewaard te
worden.
Inhoudsopgave
1. Machine gegevens
2. Veiligheidsvoorschriften
3. Montage
4. Bediening, aanwijzigen en tips
5. Onderhoud
1. Machinegegevens
Technische specificaties
Spanning 230 V~
Frequentie 50 Hz
Opgenomen vermogen 350 W
(S2=15min)
Onbelast toerental 580 - 2650/min
Aantal snelheden 5
Capaciteit boorhouder 13 mm
Gewicht
16 kg
Lpa (geluidsdrukniveau) 73 dB(A) K=3
Lwa (
geluidsvermogenniveau
) 86 dB(A) K=3
Vibratiewaarde <2.5 m/s
2
Bedrijfsklasse S2 15 min betekent, dat u het
apparaat na 15 minuten continu gebruik weer op
kamertemperatuur moet laten afkoelen.
Trillingsniveau

NL
14 Ferm
Het trillingsemissieniveau, dat in deze gebruiks-
aanwijzing wordt vermeld, is gemeten in overeen-
stemming met een gestandaardiseerde test
volgens EN 61029; deze mag worden gebruikt om
twee machines met elkaar te vergelijken en als
voorlopige beoordeling van de blootstelling aan
trilling bij gebruik van de machine voor de
vermelde toepassingen.
- gebruik van de machine voor andere
toepassingen, of met andere of slecht
onderhouden accessoires, kan het
blootstellingsniveau aanzienlijk verhogen.
- wanneer de machine is uitgeschakeld of
wanneer deze loopt maar geen werk verricht,
kan dit het blootstellingsniveau aanzienlijk
reduceren.
Bescherm uzelf tegen de gevolgen van trilling door
de machine en de accessoires te onderhouden,
uw handen warm te houden en uw werkwijze te
organiseren.
Productinformatie
Fig. A
1. Aan/uit schakelaar
2. Boordiepteinstelling
3. Beschermkap boorhouder
4. Motor
5. Boordiepte hefboom
6. Boortafelverstelling
Controleer eerst of de levering niet door het
transport beschadigd is en of alle onderdelen
aanwezig zijn.
2. Veiligheidsvoorschriften
Uitleg van de symbolen
Indezegebruiksaanwijzingwordendevolgende
pictogrammen gebruikt:
Gevaar voor lichamelijk letsel of materiële
schade wanneer de instructies in deze
handleiding niet worden opgevolgd.
Gevaar voor elektrische schok.
Verwijder onmiddellijk de stekker uit het
stopcontact bij beschadiging van het
snoer en tijdens onderhouds-
werkzaamheden.
Houd omstanders op afstand.
Draag oog- en gehoorbescherming.
Tijdens het gebruik dienen de volgende
punten in acht te worden genomen:
• Geenmechanischeofelektrische
beschermings voorzieningen verwijderen.
• Controleerofallebeschermingsvoorzieningen
op hun plaats zijn en correct zijn bevestigd.
• Bijhetboreneenveiligheidsbrildragen.
• Bijlanghaarbeslisthaarbeschermingdragen
(haarnetje of muts). Lang haar blijft
gemakkelijk aan draaiende onderdelen
hangen.
• Nauwekledingdragen;knopenaande
mouwen sluiten.
• Houdgeenwerkstukkenbijhetboreninde
hand. Gebruik altijd een machineklem of een
ander spangereedschap.
• Beveiligwerkstukkenen
spangereedschappen op de tafel tegen
meeslepen. Bevestig ze of zelf met schroeven
of klem ze in een op de tafel vastgeschroefde
machineklem.
• Controleerofdeboorhoudergoedspant.
• Controleerofdekabeldoorvoereninordezijn.
• Gebruikvoorhetverwijderenvan
boorspaanders uitsluitend handvegers,
kwasten, rubberwissers, spaanhaken of
overeenkomstige hulpmiddelen.
• Verrichtgeenschoonmaak-of
smeerwerkzaamheden aan machines die in
bedrijf zijn.
• HoudV-snarenaltijdafgedekt(zodatde
handen er niet in kunnen komen).
• Draaidetandkransboorhouderalleenmetde
sleutel aan.
• Laatdesleutelvandeboorhoudernooitinde
boorhouder zitten! Controleer voor het
inschakelen van de machine of de sleutel
daadwerkelijk is verwijderd!
• Gebruikgeenborendieaandeschachtzijn
beschadigd.
• Deboormachineisnietgeschiktvoor
freeswerkzaamheden!
• Alshetnetsnoerisbeschadigd,magdat
uitsluitend worden vervangen door een

NL
15
Ferm
gelijkwaardig netsnoer.
Het apparaat onmiddellijk uitzetten bij:
• Storingindenetstekker,netsnoerof
snoerbeschadiging.
• Defecteschakelaar.
• Rookofstankvanverschroeideisolatie.
Elektrische veiligheid
Neem bij het gebruik van elektrische machines
altijd de plaatselijk geldende veiligheids-
voorschriften in acht in verband met brandgevaar,
gevaar voor elektrische schokken en lichamelijk
letsel. Lees behalve onderstaande instructies ook
de veiligheidsvoorschriften in het apart
bijgevoegde veiligheidskatern door.
Controleer altijd of uw netspanning
overeenkomt met de waarde op het
typeplaatje.
De machine is voorzien van een
nulspanningsschakelaar. Na het
wegvallen van de spanning begint de
machine uit veiligheidsoverwegingen niet
meer automatisch te lopen. De machine
moet opnieuw worden ingeschakeld.
Bij vervanging van snoeren of stekkers
Wanneer het netsnoer beschadigd raakt, dan
dient het vervangen te worden door een speciaal
netsnoer dat verkrijgbaar is bij de fabrikant of de
customer service van de fabrikant. Gooi oude
snoeren of stekkers direct weg zodra ze door
nieuwe exemplaren zijn vervangen. Het is
gevaarlijk om de stekker van een los snoer in een
stopcontact te steken.
Bij gebruik van verlengsnoeren
Gebruik uitsluitend een goedgekeurd verleng-
snoer, dat geschikt is voor het vermogen van de
machine. De aders moeten een doorsnede
hebben van minimaal 1,5 mm2. Wanneer het
verlengsnoer op een haspel zit, rol het snoer dan
helemaal af.
3. Montage
Fig. B
• Zetdevoetplaat(13)opdejuisteplaats.
• Bevestigdekolom(11)metdebijgevoegde
bouten 12) op de voetplaat .
• Schuifnudeboortafelhouder(10)metde
boortafel over de kolom. Met de klemhendel
(6) wordt de boortafel in de gewenste positie
vastgezet.
• Nukuntudemachinebehuizing(7)monteren
en met de borgpennen (8) borgen.
• Omdatdeboorspindelindefabriekwordt
gesmeerd, is het aan te raden de machine ca.
15 minuten in de laagste versnelling te laten
inlopen.
Voordat u de boorhouder (9) in de
boorspindel steekt, dient de binnenzijde
van de boorhouder volledig vetvrij te zijn!
Opstellen van de tafelboormachine
Voor ingebruikname dient de boormachine op een
vaste ondergrond te worden gemonteerd. De
voetplaat (13) is daarom voorzien van boorgaten.
Op die plaats kan de voetplaat door middel van
schroeven aan de ondergrond worden
gemonteerd. Als er op een houten plaat wordt
bevestigd, dienen op de tegenoverliggende zijde
voldoende grote sluitringen te worden gebruikt,
zodat de moeren niet in het hout worden gedrukt
en de machine los kan raken.
De bevestigingsschroeven mogen zover
worden vastgedraaid, dat de voetplaat
niet wordt gespannen of vervormd. Bij
een te grote spanning bestaat het risico
van een breuk.
Toerentallen van de boorspindel
Fig. C
De verschillende toerentallen van de boorspindel
kunnen via het omzetten van de V-snaar in de
snaaraandrijving (15) worden ingesteld. Vooraf
dient de machine uitgeschakeld te worden en de
stekker uit het stopcontact worden gehaald. Het
omzetten van de V-snaar gaat als volgt:
• Haalvoorhetopenenvandebeschermkap
(14) de stekker uit het stopcontact!
• Deknop(18)losdraaienendemotorinde
richting van de machinekop schuiven, waarop
de V-snaar losraakt.
• DeV-snaarvolgensdetabelaande
binnenzijde van het V-snaardeksel omzetten.
• DeV-snaaropnieuwspannen,doorde
motorplaat (17) naar achteren te drukken.
Vervolgens wordt de spaninrichting met de
vastzetknop (18) vastgeklemd.
• SluitdebeschermkapvandeV-snaarensteek
de stekker in het stopcontact. De machine is
wederom klaar voor gebruik.

NL
16 Ferm
Houd het deksel van de behuizing van de
V-snaar tijdens gebruik gesloten.
Fig. C & D
Als u de V-snaar heeft omgelegd, dient u deze via
de motorplaat (17) met de vastzetknop (18) weer
te spannen. De spanning is juist, wanneer de
V-snaar zich ca. 1 cm in laat drukken. De
motorpoelie moet horizontaal worden uitgelijnd,
zodat voortijdige slijtage en het losraken van de
V-snaar wordt voorkomen. Hiertoe kan de
motorpoelie (15) aan de motor na het losmaken
van de inbusbout langs de motoras worden
verschoven.
Spindel snelheden
Fig. E
Positie van V-snaar Toeren/min
A 2650
B 1650
C 1220
D 850
E 580
De toerentallen van de boorspindel en de
V-snaarcombinaties kunnen uit de afbeelding en
de tabel worden afgelezen.
Boorspindel en boorstift
Alle blanke delen van de machine zijn voorzien
van een beschermende laklaag, die roestvorming
tegengaat. Die beschermende laklaag is
gemakkelijk met behulp van milieuvriendelijke
oplosmiddelen te verwijderen. Test de
V-snaarspanning voordat u de machine aan het
elektriciteitsnet aansluit. De binnenzijde van de
boorspindel dient volledig te worden ontvet.
Gebruik daarvoor milieuvriendelijke
oplosmiddelen. Ga met de boorkopstift op
dezelfde manier te werk. Alleen op deze wijze kan
een correcte transmissie worden bereikt.
4. Bediening, aanwijzingen en tips
Diepteaanslag
De boorspindel is voorzien van een diepteaanslag.
Met de moer kan deze worden ingesteld. Op de
schaalverdeling kan de boordiepte worden
afgelezen.
Inklemmen van de boor
Fig. F
Indeboorkopvandetafelboormachinekunnen
boren en andere gereedschappen met cilindrische
schacht worden geklemd. Het draaimoment wordt
via de spankracht van de drie klembekken op de
boor overgedragen. De boor dient - om
wegglippen te voorkomen - met behulp van de
tandkranssleutel vast te worden geklemd. Bij het
wegglippen van de boor in de boorhouder ontstaat
aan de boorschacht een lichte braam, die een
centrisch klemmen onmogelijk maakt. Een op die
wijze ontstane braam moet in ieder geval door te
slijpen worden verwijderd.
Inklemmen van het werkstuk
Fig. G
De boortafel en de voetplaat van de
tafelboormachine zijn voorzien van groeven ter
bevestiging van spangereedschappen. Klem het
werkstuk altijd in de machineklem of andere
spangereedschappen vast. U voorkomt daardoor
ongevallen en verhoogt zelfs de boorprecisie,
omdat het werkstuk niet „slaat“.
Tafelverstelling
Fig. H
De boortafel is aan de boorkolom bevestigd en
kan na het losmaken van de vastzethendel in
hoogte worden versteld. Stel de tafel dusdanig in,
dat er tussen de bovenkant van het werkstuk en
de punt van de boor voldoende afstand over blijft.
De tafel kunt u ook zijwaarts zwenken, wanneer u
een werkstuk direct op de voetplaat wilt klemmen.
Fig. I
Voor schuine boringen en bij schuin
ondersteuningsvlak van het werkstuk kan de tafel
worden gezwenkt. Draai daarvoor de
zeskantschroef (20) aan het draaipunt van de
tafel los en verwijder de centrering (21). Zwenk de
tafel in de gewenste positie. Schroef vervolgens
met een steeksleutel de zeskantschroef (20) weer
goed vast.
Toerental, draaisnelheid, toevoer
De toevoer - de aanzetbeweging van de boor -
geschiedt met de hand aan de 3-armige
boorhefboom. De draaisnelheid wordt door het
toerental van de boorspindel en door de diameter
van de boor bepaald.
De juiste keuze van de toevoer en het toerental
van de boorspindel zijn voor de levensduur van de
boor doorslaggevend. Als basisregel geldt: bij een
grotere diameter van de boor moet het toerental
lager worden gesteld; hoe groter de stevigheid
van het werkstuk is, deste groter moet ook de

NL
17
Ferm
snijdruk zijn. Opdat de boor daarbij niet overmatig
wordt verhit, moeten gelijktijdig de toevoer en de
draaisnelheid worden verlaagd. Bovendien dient
de boor met boorolie te worden gekoeld. Bij dunne
platen moeten vrij grote boringen voorzichtig met
geringe toevoer en geringe snijdruk worden
uitgevoerd, opdat de boor niet „hakt“ en de boring
op maat blijft. Bij diepe boringen (groter dan 2x de
diameter van de boor) is de spaanafvoer moeilijker
en de verhitting van de boor groter. Verlaag ook
dan de toevoer en het toerental en zorg door
regelmatig terugtrekken van de boor voor een
betere spaanafvoer. Bij boringen met een grotere
diameter dan 8 mm moet worden voorgeboord,
opdat een voortijdige slijtage van de boor -
hoofdsnijkant vermeden wordt en de boorpunt niet
te zwaar wordt belast.
5. Onderhoud
Zorg dat de machine niet onder spanning
staat wanneer
onderhoudswerkzaamheden aan het
mechaniek worden uitgevoerd.
Deze machines zijn ontworpen om gedurende
lange tijd probleemloos te functioneren met een
minimum aan onderhoud. Door de machine
regelmatig te reinigen en op de juiste wijze te
behandelen, draagt u bij aan een hoge levensduur
van uw machine.
Reinigen
Reinig de machinebehuizing regelmatig met een
zachte doek, bij voorkeur iedere keer na gebruik.
Zorg dat de ventilatiesleuven vrij van stof en vuil
zijn.
Gebruik bij hardnekkig vuil een zachte doek
bevochtigd met zeepwater. Gebruik geen oplos-
middelen als benzine, alcohol, ammonia, etc.
Dergelijke stoffen beschadigen de kunststof
onderdelen.
Smering
Alle lagers van de boormachine werden in de
fabriek van smering voorzien. Verdere smering is
niet noodzakelijk. Smeer van tijd tot tijd de
tandwielen en tandstangen, het
tafelhefmechanisme, de spindel en de
tandstangentanden van de holle as. Open de
riemafdekking en sproei een klein beetje olie op
de spindelas. Er mag geen olie op de riem terecht
komen!
Storingen
Wanneer er zich een storing voordoet,
bijvoorbeeld bij slijtage van een onderdeel, neem
dan contact op met het onderhoudsadres op de
garantiekaart. Achter in deze handleiding ziet u
een opengewerkte afbeelding van de onderdelen
die besteld kunnen worden.
Milieu
Om transportbeschadiging te voorkomen, wordt
de machine in een stevige verpakking geleverd.
De verpakking is zo veel mogelijk gemaakt van
recyclebaar materiaal. Maak daarom gebruik van
de mogelijkheid om de verpakking te recyclen.
Defecte en/of afgedankte elektrische of
elektronische gereedschappen dienen ter
verwerking te worden aangeboden aan
een daarvoor verantwoordelijke instantie.
Garantie
Lees voor de garantievoorwaarden de apart
bijgevoegde garantiekaart.
Het product en de gebruikershandleiding zijn
onderhevig aan wijzigingen. Specificaties kunnen
zonder opgaaf van redenen worden gewijzigd.

FR
18 Ferm
PERCEUSE À COLONNE
Merci pour votre achat de ce produit Ferm.
Vous disposez maintenant d’un excellent produit,
proposé par l’un des principaux fabricants
européens. Tous les produits que vous fournit
Ferm sont fabriqués selon les normes les plus
exigeantes en matière de performances et de
sécurité. Complété par notre garantie très
complète, l’excellence de notre service clientèle
forme également partie intégrante de notre
philosophie. Nous espérons que vous profiterez
longtemps de ce produit.
Les numéros dans le texte suivant réfèrent
aux illustrations des page 2 - 4.
Lisez attentivement ce mode d’emploi
avant la mise en service de l’appareil.
Familiarisez-vous avec le fonctionnement
et la manipulation de l’appareil.
Entretenez l’appareil conformément aux
instructions, afin qu’il fonctionne
parfaitement à chaque utilisation. Ce
mode d’emploi et toute documentation
relative à l’appareil doivent être
conservés près de celui-ci.
Contenu
1. Informationssurlamachine
2. Consignes de sécurité
3. Montage
4. Employes, indications et conseils
5. Entretien
1. Informations sur la machine
Spécifications techniques
Tension 230 V~
Fréquence 50 Hz
Puissance consommée 350 W
S2=15min
Vitesse à vide 580-2650/min
No. vitesse 5
Mandrin capacité 13 mm
Poids 16 kg
Lpa (Niv. de pression acoustique) 73 dB(A) K=3
Lpa (Niv. de puissance acoustique) 86 dB(A) K=3
Vibration <2.5 m/s
2
Le mode opératoire S2 15 minutes signifie que
vous devez laisser l’appareil refroidir pour revenir
à la température ambiante si vous l’utilisez en
continu pendant 15 minutes.
Niveau de vibrations
Le niveau de vibrations émises indiqué en ce
manuel d’instruction a été mesuré conformément
à l’essai normalisé de la norme EN 61029; il peut
être utilisé pour comparer plusieurs outils et pour
réaliser une évaluation préliminaire de l’exposition
aux vibrations lors de l’utilisation de l’outil pour les
applications mentionnées.
- l’utilisation de l’outil dans d’autres
applications, ou avec des accessoires
différents ou mal entretenus, peut
considérablement augmenter le niveau
d’exposition.
- la mise hors tension de l’outil et sa non-
utilisation pendant qu’il est allumé peuvent
considérablement réduire le niveau
d’exposition.
Protégez-vous contre les effets des vibrations par
un entretien correct de l’outil et de ses
accessoires, en gardant vos mains chaudes et en
structurant vos schémas de travail.
Informations concernant le produit
Fig. A
1 Marche/arret interrupteur
2. Profondeur
3. Protection le foret
4. Moteur
5. Levier le forage
6. Levier le fixation
Vérifier la machine, les pièces et accessoires
mobiles pour détecter les dommages éventuels.
2. Consignes de sécurité
Explication des symboles
Dans ce mode d’emploi, il est fait usage des
pictogrammes suivants:
Indique un risque de blessures, un
danger mortel ou un risque
d’endommage-ment de l’outil en cas du
non-respect des consignes de ce mode
d’emploi.
Indique un risque de décharges
électriques.

FR
19
Ferm
Débranchez immédiatement la fiche de
l’approvisdionnement électrique principal
dans le cas où la corde est endommagée
et pendant la.
Ne laissez aucune personne s’approcher
de la zone de travail.
Protégez-vous les yeux et les oreilles.
Pendant l‘utilisation les points suivants
doivent être pris en considération:
• Nepaséloignerdesdispositifsmécaniquesou
électriques de sécurité.
• Contrôlersitouslesdispositifsdesécurité
sont en place et fixés correctement.
• Porterdeslunettespendantleforage.
• Danslecasdecheveuxlongs,portersurtout
une protection des cheveux (filet ou bonnet).
Les cheveux longs se prennent facilement
dans les parties rotatives.
• Porterdesvêtementsserrésetfermerles
boutons aux poignets.
• Nepastenirdepiècesàusinerdanslamain
lors du forage. Utiliser toujours un étau ou un
autre outil de serrage.
• Protégerlespiècesàusineretlesoutilsde
serrage sur contre l‘entraînement. Les fixer
soi-même avec des vis ou les coincer dans un
étau vissé sur la table.
• Vérifiersileporte-foretestbientendu.
• Vérifiersilesconduitesdecâblessonten
ordre.
• Utiliseruniquementdesbalayettes,des
pinceaux, des balais de séchage en
caoutchouc, crochets à copeaux ou autre
matériel similaire, pour enlever les copeaux de
forage.
• Nepasfairedetravauxdegraissageoude
nettoyage sur une machine en service.
• Tenirlescourroiestrapézoïdalestoujours
couvertes, (de sorte que les mains ne peuvent
y être prises).
• Utilisertoujoursdescléspourleserragedu
mandrin à couronne dentée.
• Nejamaislaisserlaclédumandrindansle
mandrin ! Avant la mise en marche de la
machine, vérifier si la clé a été effectivement
retirée!
• Nepasutiliserdeforetsquisontendommagés
à la tige.
• Laperceuseàcolonnen‘estpasfaitepourle
travail de fraisage!
• Lorsquelecâbleélectriqueestendommagé,il
nedoitêtreremplacéqueparuncâble
équivalent.
Arrêter immédiatement l’appareil en cas de:
• Court-circuitdelafiche-secteuroudufil
d’alimentation ou endommagement du fil
d’alimentation.
• Interrupteurdéfectueux.
• Fuméeouodeurd’isolantbrûlé.
Sécurité électrique
Lors d’utilisation de machines électriques,
observez les consignes de sécurité locales en
vigueur en matière de risque d’incendie, de chocs
électriques et de lésion corporelle. En plus des
instructions ci-dessous, lisez entièrement les
consignes de sécurité contenues dans le cahier
de sécurité fourni à part.
Vérifiez toujours si la tension de votre
réseau correspond à la valeur
mentionnée sur la plaque signalétique.
La machine est pourvue d‘un interrupteur
de tension zéro. Par mesure de sécurité
la machine ne commencera pas à
marcher automatiquement après une
coupure de la tension. Elle devra à
nouveau être remise en marche.
Encasdechangementdecâblesoudefiches
Jetezimmédiatementlescâblesoufichesusagés
dès qu’ils sont remplacés par de nouveaux
exemplaires.Ilestdangereuxdebrancherlafiche
d’uncâbledéfaitdansuneprisedecourant.
Utilisation de rallonges
Utilisez exclusivement des rallonges supportant le
voltage de l’outil. Les brins doivent avoir une
section de 1.5 mm2 minimum. Si la rallonge est
enroulée, déroulez-la complètement.
3. Montage
Fig. B
• Placerlesocle(13)àl‘endroitvoulu.
• Fixerlacolonne(11)àl‘aidedesboulons(12)
joints à la livraison, sur le socle.
• Glissermaintenantleporte-foret(10)avecla
table sur la colonne. La table de forage est

FR
20 Ferm
fixée dans la position voulue à l‘aide du levier
de fixation (6).
• Lecapotdelamachine(7)pourramaintenant
être monté et fixé à l‘aide des goupilles d‘arrêt
(8).
• Commelabrochedeforageaétégraisséeà
l‘usine, il est recommandé de faire tourner la
machine durant environ 15 min. à la vitesse la
plus basse.
Avant d‘introduire le mandrin à clavette
(9) dans la broche de forage, l‘intérieur de
celle-ci doit être entièrement dégraissé!
Installation de la perceuse à colonne
Avant de l‘utiliser la perceuse à colonne doit être
montée sur une surface fixe. C‘est pourquoi le
socle (13) est pourvu de trous de forage. Le socle
peut être monté à cet endroit avec des vis sur la
surface de support. Lorsqu‘on monte sur une
plaque en bois, il faut monter suffisamment de
grandes rondelles de blocage sur la face opposée,
afin d‘éviter que les écrous ne soient enfoncés
dans le bois et que la machine ne puisse pas se
démonter.
Les vis de fixation doivent être serrées à
tel point que le socle ne soit pas tendu ni
déformé. Trop de pression risque de faire
briser le socle.
Reglage du regime de la broche de forage
Fig. C
Les différents régimes de la broche de forage
peuvent être réglés en changeant de position la
courroietrapézoïdaledanslatransmission.Mais
auparavant le machine doit être mise à l‘arrêt et la
fiche retirée de la prise électrique. Le changement
depositiondelacourroietrapézoïdalesefaitdela
façon suivante:
• Avantd‘ouvrirlecapotdelacourroie(14),
retirer la fiche de la prise électrique !
• Dévisserleboutondefixation(18)etglisserle
moteur dans la direction de la tête de la
machine, ce qui libérera la courroie
trapézoïdale(15).
• Déplacerlacourroieselonlesindicationsdu
schéma à l‘intérieur du couvercle de la
courroietrapézoïdale.
• Retendrelacourroie,enpoussantlaplaque
du moteur (17) vers l‘arrière. Ensuite, bloquer
la tension par le bouton de fixation (18).
• Refermerlecapotdelacourroieetbrancher
l‘électricité. La machine est de nouveau prête
à l‘emploi .
Tenir le couvercle du manteau de la
courroie trapézoïdale fermé pendant
l‘utilisation de la machine.
Fig. C & D
Lorsque vous avez inversé la marche de la
courroie, il faudra la retendre à l‘aide du bouton de
blocage (18) sur la plaque du moteur (17). La
tension est bonne lorsqu‘on peut enfoncer la
courroie d‘environ 1 cm. La poulie du moteur doit
être alignée horizontalement, pour éviter l‘usure
prématurée et la libération de la courroie. Pour
cela la poulie du moteur (15) peut être glissée sur
l‘axe du moteur, après avoir dévissé le boulon à
six pans creux.
Reglage du regime de la broche de forage
Fig. E
Position courroie trapézoïdale Régime/min
A 2650
B 1650
C 1220
D 850
E 580
Les régimes de la combinaison de la broche de
forageetdelacourroietrapézoïdalesontindiqués
sur les dessins et schémas.
Broche de forage et goupille de mandrin
Toutes les parties de la machine en métal blanc
sont pourvues d‘une couche de peinture laquée
de protection empêchant la formation de rouille.
Cette couche protectrice de peinture laquée est
facile à retirer à l‘aide d‘un solvant respectant
l‘environnement. Tester la tension de la courroie
trapézoïdaleavantdebrancherlamachinesurle
réseau électrique. L‘intérieur de la broche de
forage doit être entièrement dégraissé. Pour cela
utiliser un solvant respectant l‘environnement.
Procéder de même pour la goupille de mandrin.
Ce n‘est que de cette manière que vous
obtiendrez une transmission correcte.
4. Employez, indications et conseils
Butee de profondeur
La broche à forage est pourvue d‘une butée de
profondeur. Celle-ci peut être réglée à l‘aide de
l‘écrou. La profondeur de forage peut être lue sur
l‘échelle graduée.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































in altre lingue
- English: Ferm TDM1022 User manual
- français: Ferm TDM1022 Manuel utilisateur
- español: Ferm TDM1022 Manual de usuario
- Deutsch: Ferm TDM1022 Benutzerhandbuch
- Nederlands: Ferm TDM1022 Handleiding
Documenti correlati
-
Ferm TDM1001 - FTB-13 Manuale del proprietario
-
-
-
-
-
-
-
Altri documenti
-
Scheppach DP16SL Manuale utente
-
-
Kompernass PTBM 500 PARKSIDE Manuale del proprietario
-
 Rotwerk RB 18 vario Manuale utente
Rotwerk RB 18 vario Manuale utente
-
EINHELL Expert TE-BD 750 E Manuale utente
-
Einhell Blue BT-MR 550 Istruzioni per l'uso
-
Einhell Blue BT-BD 801 E Istruzioni per l'uso
-
Einhell Blue SB 401/1 Manuale del proprietario
-
-
EINHELL SB 1625 Manuale del proprietario
