
Istruzioni per l'esercizio
italiano
F 140-4

2 Sicurezza E530IT_03.DOC
Indice
1. Sicurezza ............................................................................3
2. Descrizione.........................................................................5
2.1 Utilizzo conforme all'uso previsto ........................................6
2.2 Dati tecnici F 140-4..............................................................7
2.3 Aggraffatura .........................................................................8
3. Lavori di regolazione.......................................................10
3.1 Selezione dei rulli di formatura ..........................................10
3.2 Lavorazione dei raggi interni .............................................11
3.3 Impostazione dell'inclinazione ...........................................12
3.4 Impostazione del precarico dell'utensile ............................13
3.5 Modifica del numero di giri.................................................14
4. Impiego .............................................................................15
4.1 Operare con F 140-4 .........................................................15
5. Manutenzione...................................................................17
5.1 Sostituzione delle spazzole di carbone .............................17
6. Accessori originali e pezzi soggetti ad usura ..............18
Garanzia
Elenco parti di ricambio
Indirizzi

E530IT_03.DOC Sicurezza 3
1. Sicurezza
¾ Prima della messa in funzione della macchina leggere attenta-
mente le istruzioni per l'esercizio e le indicazioni di sicurezza
(numero materiale 1239438, documento rosso). Attenersi
scrupolosamente alle istruzioni ivi riportate.
¾ Prima della messa in funzione della macchina leggere attenta-
mente le istruzioni per l'esercizio e le indicazioni di sicurezza
(numero materiale 125699, documento rosso). Attenersi
scrupolosamente alle istruzioni ivi riportate.
¾ Rispettare le norme di sicurezza DIN VDE, CEE, AFNOR e le
ulteriori normative locali vigenti.
Pericolo
Pericolo di morte dovuto a scosse elettriche!
¾ Prima di qualsiasi lavoro di manutenzione sulla macchina
estrarre la spina dalla presa di corrente!
¾ Prima di ogni utilizzo controllare se la spina, i cavi o la
macchina sono danneggiati.
¾ Conservare la macchina all'asciutto e non metterla in
funzione in ambienti umidi.
¾ Per l'impiego della macchina utensile elettrica all'aperto,
collegare in serie un interruttore di sicurezza per correnti di
guasto (FI) con una corrente di scatto di max. 30 mA.
Attenzione
Pericolo di infortuni dovuto ad uso improprio!
¾ Durante il lavoro indossare sempre occhiali di protezione,
cuffie antirumore, guanti protettivi e calzature di sicurezza.
¾ Inserire la spina solo quando la macchina è disinserita. Dopo
l'utilizzo estrarre la spina.
Attenzione
Pericolo di infortuni alle mani!
¾ Non mettere le mani nell'area di lavorazione.
¾ Tenere la macchina con entrambe le mani.
USA/CAN
Altri paesi

4 Sicurezza E530IT_03.DOC
Attenzione
Pericolo di danneggiamento in caso di impiego non
appropriato!
La macchina può venire danneggiata irreparabilmente.
¾ Non trasportare la macchina tirandola dal cavo.
¾ Il cavo deve trovarsi sempre dietro l'apparecchio e non deve
poggiare su spigoli taglienti.
¾ Le riparazioni e i controlli delle macchine utensili elettriche a
uso manuale devono essere effettuati dal tecnico spe-
cializzato. Utilizzare soltanto accessori originali TRUMPF.

E530IT_03.DOC Descrizione 5
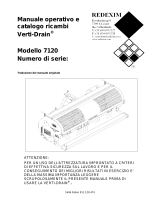
2. Descrizione
2
7
3
5
5
6
1
4
1 Leva ad eccentrico
2 Interruttore d'accensione/
spegnimento
3 Riga graduata mm alluminio
riga graduata alluminio GA
4 Vite di regolazione
5 Rullo di sostegno
6 Riga graduata mm acciaio
riga graduata acciaio GA
7 Rullo con bordino
Fig. 38119

6 Descrizione E530IT_03.DOC
2.1 Utilizzo conforme all'uso previsto
Attenzione
Pericolo di infortuni!
¾ Utilizzare la macchina solo per i lavori e i materiali descritti in
"Utilizzo conforme all'uso previsto".
L'aggraffatrice TRUMPF F 140-4 è un apparecchio elettrico ad uso
manuale adatto ai seguenti impieghi:
• Chiusura di pieghe Pittsburgh su pezzi appositamente pre-
parati, come ad es. condotti di ventilazione, telai, serbatoi ecc.
Nota
La piega può essere chiusa su contorni diritti o chiusi.

E530IT_03.DOC Descrizione 7
2.2 Dati tecnici F 140-4
Altri paesi USA
Valori Valori Valori Valori
Tensione 230 V 120 V 110 V 120 V
Frequenza 50 Hz 50/60 Hz 50 Hz 50/60 Hz
• Resistenza
del materiale
400 N/mm²
0.60-1.4 mm 0.6-1.4 mm 0.6-1.4 mm 0.024-0.04 in
24-17 gauge
Velocità di
lavoro
6-10m/min 6-10m/min 6-10m/min 20-32 ft/min
Potenza
assorbita
nominale
500 W 500 W 500 W 500 W
Numero di giri
con
funzionamento a
vuoto n0
110/min 110/min 110/min 110/min
Peso 4.0 kg 4.0 kg 4.0 kg 9.3 lbs
Raggi interni min.
300 mm
min.
300 mm
min.
300 mm
min. 11.8 in
Raggi esterni min.
500 mm
min.
500 mm
min.
500 mm
min. 19.7 in
Isolamento di
protezione
Classe II Classe II Classe II Classe II
Dati tecnici
Rumore e vibrazione Valori rilevati in base a EN 60745
Livello di pressione acustica A tipicamente 81 dB (A)
Livello di rumore A tipicamente 85 dB (A)
Vibrazione mano-braccio tipicamente inferiore uguale a
2.5 m/s²
Nota
I suddetti valori misurati possono essere superati durante il lavoro.
Tab. 1
Tab. 2

8 Descrizione E530IT_03.DOC
2.3 Aggraffatura
Campo spessore
lamiera
[mm] [gauge/in]
B
[mm]
H
[mm]
C
[mm]
Figura
0.6-1 24-20 GA
0.024-0.04 in
10-15 13 2.5
>1-1.4 20-18 GA
0.04-0.055 in
0.4-0.6" 1/2" 0.08"
H altezza piega
B Altezza del bordo
C Traferro
W Spessore del
materiale
Geometria di aggraffatura piega Pittsburgh
La macchina viene diretta sul pezzo mediante i rulli con bordino
(7). Per un buon risultato è importante che i rulli abbiano spazio
sufficiente.
Il rullo di formatura (6) sposta il bordo. A questo scopo è neces-
sario che il bordo abbia un'altezza minima.
6
6 Rullo di formatura
Geometria di aggraffatura
"Piega Pittsburgh"
Tab. 3
Fig. 10168

E530IT_03.DOC Descrizione 9
3
14
3 Albero di trasmissione 14 Rullo con bordino
Fig. 10169

10 Lavori di regolazione E530IT_03.DOC
3. Lavori di regolazione
3.1 Selezione dei rulli di formatura
I rulli di formatura vanno selezionati a seconda dello spessore del
materiale.
B Numero d'ordine
s Spessore materiale
GA Gauge
Fig. 10171

E530IT_03.DOC Lavori di regolazione 11
3.2 Lavorazione dei raggi interni
min. R500
D
D
min. R500
D Rondella distanziatrice
Lavorazione di raggi ad arco
Le rondelle distanziatrici fornite con i rulli di formatura sono
necessarie all'attrezzamento della macchina per la "chiusura di
raggi".
Fig. 10172

12 Lavori di regolazione E530IT_03.DOC
La macchina viene diretta tangenzialmente al pezzo piegato
mediante i 2 rulli di azionamento. Per ottenere la posizione corretta
dei rulli di formatura in questa situazione, inserire una rondella
distanziatrice.
3.3 Impostazione dell'inclinazione
2
1
1 Leva di fissaggio 2 Vite di regolazione
Impostazione dell'inclinazione Fig. 10173

E530IT_03.DOC Lavori di regolazione 13
Di norma si lavora con l'angolo più grande, spingendo e fissando a
questo scopo il portarullo sul lato corrispondente del foro
longitudinale fino alla battuta di riscontro.
Nei punti in cui la lamiera è sottile (da 0.6 a 0.9 mm) si può
regolare ulteriormente la posizione trasversale su ca. 3°. Così
facendo si riduce l'angolo di contatto del rullo di azionamento e il
giunto Pittsburgh ha un aspetto ed una qualità migliori (meno
bombatura sulla piega Pittsburgh).
3.4 Impostazione del precarico
dell'utensile
Europa in alto, USA in basso
Le scale indicano i valori di regolazione del precarico per differenti
spessori del materiale. La regolazione va effettuata con l'ausilio
della vite di regolazione (2).
(vedi Fig. 10173, pag. 12)
1. Applicare la macchina sul pezzo preparato.
2. Ruotando la leva di serraggio (1) portare l'utensile nella
posizione superiore (sulla battuta di riscontro), in posizione di
lavoro. La leva di serraggio (1) deve innestarsi leggermente.
3. Mediante la vite di regolazione (2) è possibile correggere il
precarico con la leva di serraggio (1) rilasciata.
Fig. 10174it

14 Lavori di regolazione E530IT_03.DOC
3.5 Modifica del numero di giri
Attenzione
Danni materiali se il numero di giri è troppo basso!
Danni al motore dovuti a surriscaldamento
¾ Scegliere il numero di giri adeguato.
Allo scopo di ottimizzarne i risultati di lavoro e la manovrabilità si è
dotata la macchina di un modulo elettronico che consente di
effettuare delle regolazioni variabili del numero di giri.
1
1 Rotella di regolazione per rego-
latore del numero di giri del
motore
Regolatore del numero di giri
¾ Girare la rotella di regolazione per il regolatore del numero di
giri in senso antiorario.
Un numero di giri ridotto facilita la conduzione dell'utensile.
Nota
Con la versione da 120 volt non è possibile impostare il numero di
giri. Si lavora sempre con il numero di giri massimo.
Nota
In linea di massima, per le lamiere sottili e per i pezzi a resistenza
ridotta si consigliano numeri di giri elevati. L'operatore può stabilire
quali sono i risultati più soddisfacenti che si possono ottenere con i
diversi numeri di giri facendo riferimento alla sua esperienza
pratica.
Fig. 10127
Riduzione del numero di giri

E530IT_03.DOC Impiego 15
4. Impiego
Attenzione
Danni materiali a causa di tensione di rete troppo elevata!
Danni al motore.
¾ Controllare la tensione di rete. La tensione di rete deve
coincidere con i dati della targhetta della macchina.
Attenzione
Pericolo di infortuni dovuto ad uso improprio!
¾ Durante l'utilizzo della macchina fare sempre in modo di
trovarsi in una posizione stabile.
¾ Quando la macchina è in funzione non toccare mai l'utensile!
¾ Durante l'utilizzo della macchina dirigerla sempre lontano dal
corpo.
¾ Non lavorare con la macchina al di sopra della testa.
4.1 Operare con F 140-4
¾ Spingere in avanti l'interruttore d'accensione/spegnimento.
1. Chiudere il bordo all'inizio del canale su una lunghezza di
100 mm.
2. Applicare la macchina sul pezzo preparato.
3. Ruotando la leva di serraggio (1) portare l'utensile nella
posizione superiore (sulla battuta di riscontro), in posizione di
lavoro. La leva di serraggio (1) deve innestarsi leggermente.
4. Accendere la macchina e chiudere il bordo.
5. Disinserire la macchina e rimuoverla dal punto di lavorazione.
Accensione
Operare con F 140-4
Fig. 10167

16 Impiego E530IT_03.DOC
Fattore di influenza Effetto Correzione
Resistenza del materiale
maggiore
Piega non ermetica • Aumentare la forza
di precarico sui rulli.
• Aumentare
l'inclinazione.
Altezza del bordo
inferiore
La forza di avanzamento
aumenta → la macchina
si ferma
• Rispettare le dimen-
sioni per la prepara-
zione della piega!
• Aumentare il preca-
rico dell'utensile
• Scegliere altri rulli di
formatura
Bordo ondulato La lamiera segue il rullo
di formatura
Il ponticello deve tro-
varsi ad un massimo di
90° rispetto alla super-
ficie del canale.
I rulli di azionamento
scivolano
La macchina si ferma Aumentare il precarico
(vedi Fig. 10127, pag. 14)
Nota
Per spessori di lamiera ridotti (0.6-1 mm) è possibile presagomare
la piega senza l'apposita forma a ca. 80 mm di lunghezza a 30°.
¾ Spingere all'indietro l'interruttore d'accensione/spegnimento.
Tab. 4
Disinserimento

E530IT_03.DOC Manutenzione 17
5. Manutenzione
Attenzione
Pericolo di infortuni dovuto a riparazioni eseguite in modo
improprio!
La macchina non funziona correttamente.
¾ Le riparazioni devono essere effettuate soltanto da personale
specializzato.
Punto di manutenzione Procedimento e intervallo Lubrificanti raccomandati Nr. d'ordine
lubrificante
Gruppo ingranaggi e testa
ingranaggi (2)
Ogni 300 ore di esercizio far
eseguire da una persona
qualificata un ingrassaggio o un
cambio completo del grasso
lubrificante
Grasso lubrificante "G1" 0139440
Feritoia di ventilazione Pulire se necessario - -
Punti soggetti a manutenzione e intervallo di manutenzione
5.1 Sostituzione delle spazzole di carbone
Se le spazzole sono consumate il motore si ferma.
¾ Far controllare ed eventualmente far sostituire le spazzole da
una persona qualificata.
Nota
Utilizzare solo pezzi di ricambio originali ed attenersi alle
indicazioni riportate sulla targa con i dati sulle prestazioni.
Tab. 5

18 Accessori originali e pezzi soggetti ad usura E530IT_03.DOC
6. Accessori originali e pezzi soggetti ad
usura
Denominazione Acces-
sori
originali
com-
presi
nella
forni-
tura
Pezzi
soggetti
ad
usura
Opzioni Numero
mate-
riale
Rullo di azionamento + + 003523
Rullo con bordino + + 023181
Rullo di formatura 0.6-1.0 mm + + 110327
Rullo di formatura 1.0-1.4 mm + 110331
Rondella distanziatrice per rullo di
formatura
+ 020214
Istruzioni per l'esercizio + 1254102
Indicazioni di sicurezza
(documento rosso), altri paesi
+ 125699
Indicazioni di sicurezza
(documento rosso), USA
+ 1239438
Cacciavite DIN 911 SW 5 + 0067857
Cacciavite DIN 911 SW 2.5 + 0067822
Estrattore + 247536
Accessori originali e pezzi soggetti ad usura e opzioni
Per garantire una consegna rapida e corretta di pezzi di ricambio
originali e di pezzi soggetti ad usura:
1. Indicare il numero materiale.
2. Immettere ulteriori dati per l'ordinazione:
– dati relativi alla tensione,
– numero di pezzi,
– tipo macchina.
3. Indicare i dati di spedizione in modo completo:
– indirizzo esatto,
– tipo di spedizione richiesto (ad es. posta aerea, corriere,
espresso, piccola velocità, pacchetto postale ecc.).
4. Spedire l'ordine al concessionario TRUMPF. Gli indirizzi del
Servizio Assistenza TRUMPF sono riportati nella lista alla fine
del documento.
Tab. 6
Ordine dei pezzi soggetti ad
usura
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18


















Documenti correlati
-
Trumpf F 140-4 FB Manuale utente
-
-
-
-
-
-
-
-
-
Altri documenti
-
Krone BA BiG X 530 (BX201-22) Istruzioni per l'uso
-
-
Wacker Neuson RC70 Manuale utente
-
 Redexim Verti-Drain® 7120 Manuale del proprietario
Redexim Verti-Drain® 7120 Manuale del proprietario
-
-
-
Krone BA Bellima F 125 Istruzioni per l'uso
