Cebora 494 Bravo 155 combi Manuale utente
- Tipo
- Manuale utente
La pagina si sta caricando...

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUE-
STO MANUALE E CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod 3.300.758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secon-
do le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evi-
tare la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare
la pelle.
· Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utiliz-
zare idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsiasi
conduttore produce dei campi elettromagneti-
ci (EMF). La corrente di saldatura o di taglio
genera campi elettromagnetici attorno ai cavi
e ai generatori.
· I campi magnetici derivanti da correnti elevate possono inci-
dere sul funzionamento di pacemaker. I portatori di apparec-
chiature elettroniche vitali (pacemaker) dovrebbero consulta-
re il medico prima di avvicinarsi alle operazioni di saldatura
ad arco, di taglio, scriccatura o di saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura o del
taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della pinza
portaelettrodo o della torcia rimangano affiancati. Se
possibile, fissarli assieme con del nastro.
- Non avvolgere i cavi di massa e della pinza porta elettro-
do o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della pinza
portaelettrodo o della torcia. Se il cavo di massa si trova
sulla destra dell’operatore anche quello della pinza por-
taelettrodo o della torcia deve stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione più
vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione o
in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma IEC 60974-10(Cl. A) e deve esse-
re usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONE GENERALE
2.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all'installazione, al funzionamento ed
alla manutenzione della saldatrice.
Questo apparecchio è una sorgente di tensione costante
adatto alla saldatura MIG/MAG e OPEN-ARC.
Controllare, al ricevimento,che non vi siano parti rotte o
avariate.
Ogni eventuale reclamo per perdite o danni deve
essere fatto dall'acquirente al vettore. Ogni qualvolta
si richiedono informazioni riguardanti la saldatrice, si
prega di indicare l'articolo ed il numero di matricola.
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO

2.2 SISTEMAZIONE
Togliere la macchina dall’imballo e collocarla in un locale
adeguatamente ventilato, possibilmente non polveroso
facendo attenzione a non ostruire l’entrata e l’uscita del-
l’aria dalle asole di raffreddamento.
ATTENZIONE: UN RIDOTTO FLUSSO DI ARIA causa sur-
riscaldamento e possibili danni alle parti interne.
Mantenere almeno 500 mm di spazio libero attorno
all’apparecchio.
Non collocare nessun dispositivo di filtraggio sui passag-
gi di entrata aria di questa saldatrice.
La garanzia è nulla qualora venga utilizzato un qualsiasi
tipo di dispositivo di filtraggio.
Montare i particolari a corredo come illustrato in figura 1.
3 DESCRIZIONE DELL’APPARECCHIO
A) Interruttore.
Accende o spegne la macchina e regola anche le
gamme della tensione di saldatura.
B) Manopola di regolazione.
Agendo su questa manopola si regola la velocità del
filo di saldatura.
C) Cavo di massa.
D) Led di colore giallo.
Si accende solamente quando il termostato interrompe
il funzionamento della saldatrice.
E) Led di colore verde.
Segnala l’accensione della macchina.
F) Torcia di saldatura.
G) Maniglia.
Non deve essere utilizzata per il sollevamento.
3
4 DESCRIZIONI GENERALI
4.1 SPECIFICHE
Questa saldatrice permette la saldatura di acciaio dolce,
acciaio inossidabile e alluminio.
4.2 SPIEGAZIONE DEI DATI TECNICI
La saldatrice è costruita secondo queste norme interna-
zionali: EN60974.1 - IEC 61000-3-12.
N° Numero di matricola che deve essere sem-
pre citato per qualsiasi richiesta relativa alla saldatrice.
Trasformatore - Raddrizzatore monofase.
Caratteristica esterna della macchina.
Uo Tensione a vuoto secondaria. (Valore di picco)
X Il fattore di servizio esprime la percentuale di
10 minuti in cui la saldatrice può lavorare ad
una determinata corrente senza causare
surriscaldamenti esempio: X = 60% A I2 =
100 A
Questo vuole dire che la saldatrice può
saldare con una corrente I
2
= 100A per 6
minuti su 10 cioè il 60%.
I
2
Corrente di saldatura
U
2
Tensione secondaria con corrente di salda-
tura I
2
U
1
Tensione nominale di alimentazione.
1~ 50/60 Hz Alimentazione monofase 50/60 Hz.
I
1
Corrente assorbita alla corrispondente cor-
rente di saldatura I
2
IP21 Grado di protezione della carcassa. Grado 1
Fig. 1
Fig. 2

4
come seconda cifra significa che questo
apparecchio non può essere utilizzato sotto
la pioggia.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE: L’apparecchio è inoltre stato progettato per lavo-
rare in ambienti con grado di polluzione 3. (Vedi IEC 664).
4.3 DESCRIZIONE DELLA PROTEZIONE.
Questo apparecchio è protetto da un termostato normal-
mente chiuso posizionato sul trasformatore di potenza.
Quando il termostato interviene, la macchina smette di
saldare, mentre il motoventilatore continua a funzionare e
il led giallo si accende.
Dopo l’intervento attendere alcuni minuti in modo da con-
sentire il raffreddamento del generatore.
5 MESSA IN OPERA
L’installazione della macchina deve essere eseguita da
personale esperto. Tutti i collegamenti devono essere
eseguiti in conformità alle vigenti norme e nel pieno
rispetto della legge antinfortunistica (vedi norma CEI 26-
23 - CEI CLC 62081).
Controllare che il diametro del filo corrisponda al diame-
tro indicato sul rullino e montare la bobina del filo.
Assicurarsi che il filo di saldatura passi dentro la gola del
rullino 7.
Prima di collegare il cavo di alimentazione 23 assicurarsi
che la tensione di rete corrisponda a quella della saldatri-
ce,quindi:
a) in caso di un collegamento permanente all'impianto
di alimentazione senza spina, è necessario prevede-
re un interruttore generale di capacità adeguata in
accordo con i dati di targa.
b) in caso di un collegamento con spina, usarne una di
capacità adeguata in accordo con i dati di targa.
In questo caso la spina deve essere usata per scol-
legare completamente la macchina dalla rete, dopo
aver posizionato su "O" l'interruttore 47.
Il conduttore giallo-verde deve essere collegato al termi-
nale di terra.
Connettere il morsetto del cavo di massa 37 al pezzo da
saldare.
Il circuito di saldatura non deve essere posto deliberata-
mente a contatto diretto o indiretto con il conduttore di
protezione se non nel pezzo da saldare.
Se il pezzo in lavorazione viene collegato deliberatamen-
te a terra attraverso il conduttore di protezione, il colle-
gamento deve essere il più diretto possibile ed eseguito
con un conduttore di sezione almeno uguale a quella del
conduttore di ritorno della corrente di saldatura e con-
nesso al pezzo in lavorazione nello stesso punto del
conduttore di ritorno utilizzando il morsetto del condutto-
re di ritorno oppure utilizzando un secondo morsetto di
massa posto immediatamente vicino.
Ogni precauzione deve essere presa per evitare cor-
renti vaganti di saldatura.
Accendere la macchina tramite l’interruttore 47.
Sfilare l’ugello gas conico 44 ruotandolo in senso orario.
Svitare l’ugello portacorrente 43.
Non premere il pulsante della torcia prima di avere
S
letto attentamente le istruzioni d'uso.
E' importante assicurarsi che la macchina sia spenta ogni
volta che si sostituisce la bobina del filo e il rullo trainafi-
lo per
evitare che il motoriduttore si avvii accidentalmente.
Premere il pulsante della torcia 39 e lasciarlo solo alla fuo-
riuscita del filo.
Il filo di saldatura può causare ferite perforate.
Non puntare la torcia verso parti del corpo, altre persone
o metalli quando si monta il filo di saldatura.
Riavvitare l’ugello portacorrente 43 assicurandosi che il
diametro del foro sia pari al filo utilizzato.
Infilare l’ugello gas conico di saldatura 44 ruotandolo
sempre in senso orario.
5.1 COLLEGAMENTO DEL TUBO GAS
• La bombola di gas deve essere equipaggiata di un
riduttore di pressione e di un flussometro.
• Se la bombola è posizionata sul pianale portabombola
della macchina deve essere fissata con l'apposita catena
ed essere di dimensioni tali da non compromettere la sta-
bilità della macchina.
• Solo dopo aver posizionato la bombola collegare il tubo
gas uscente dalla parte posteriore della macchina al
riduttore di pressione.
• Aprire la bombola del gas e regolare il flussometro a
circa 8/10 lt./min.
ATTENZIONE: Controllare che il gas usato sia compatibi-
le con il materiale da saldare.
5.2 NOTE GENERALI
Prima dell’uso di questa saldatrice leggere attentamente
la norma CEI 26-23 - CEI CLC 62081 e verificare l’integrità
dell’isolamento dei cavi, della torcia e del cavo massa.
6 SALDATURA
6.1 SALDATURA DELL’ACCIAIO DOLCE.
6.1.1 Con protezione di gas.
Per le saldature di acciaio dolce si può utilizzare ARGON
75%+CO2 25% oppure CO2 100%.
Collegare i cavi come indicato in figura 3.
Scegliere la tensione di saldatura tramite le manopola del
Fig. 3

5
commutatore rotativo 47. Avvicinarsi al punto di saldatu-
ra e premere il pulsante della torcia 39.
Agire sulla manopola del potenziometro 2 finché si otterrà
una saldatura con un rumore costante e continuo.
Con la velocità troppo elevata il filo tende a impuntarsi sul
pezzo facendo rimbalzare la torcia; con una velocità trop-
po bassa il filo fonde a gocce saltuarie oppure l’arco non
resta acceso.
Terminata la saldatura spegnere la macchina e chiudere
la bombola del gas.
Per la giusta inclinazione di saldatura vedi figura 5.
6.1.2 Senza protezione di gas
Collegare i cavi come indicato in figura 4.
Si deve utilizzare solo filo animato ø 0.9, rispondente alla
norma AWS AS.20 E71 TII oppure E71 TGS, adatto all'u-
tilizzo senza protezione gassosa.
Collegare la pinza del cavo di massa al pezzo da saldare.
Dopo aver collegato i cavi seguire le stesse istruzioni
riportate al paragrafo 5.1.1.
N.B. per ottenere saldature raccordate e ben protette
sempre da sinistra a destra e dall'alto verso il basso.
Alla fine di ogni saldatura rimuovere la scoria.
Per la giusta inclinazione di saldatura vedi fig. 5.
6.2 SALDATURA DELL’ALLUMINIO
La saldatrice deve essere predisposta come per la salda-
tura dell’acciaio dolce con protezione di gas, applicando
le seguenti varianti:
- ARGON 100% come gas di protezione per la saldatura.
- Un filo di apporto di composizione adeguata al materia-
le base da saldare.
— Per saldare ALLUMAN filo 3÷5% silicio.
— Per saldare ANTICORODAL filo 3÷5% silicio.
— Per saldatura PERALUMAN filo 5% magnesio.
— Per saldatura ERGAL filo 5% magnesio.
Utilizzare mole e spazzonatrici specifiche per l’alluminio
senza mai usarle su altri materiali.
RICORDATE che la pulizia è qualità!
Le bobine di filo devono essere conservate dentro sac-
chetti di nylon con un deumidificante.
Per la giusta inclinazione di saldatura vedi la figura 5.
6.3 SALDATURA DELL’ACCIAIO INOSSIDABILE
La saldatrice deve essere predisposta come per la salda-
tura dell’acciaio dolce con protezione di gas applicando
le seguenti varianti:
— Bobina di filo di acciaio inossidabile compatibile con la
composizione dell’acciaio da saldare.
— Bombola contenente ARGON 98%+O2 2% (composi-
zione consigliata).
L’inclinazione della torcia e la direzione di saldatura con-
sigliate sono illustrate nella figura 5.
7 MANUTENZIONE E CONTROLLI
La manutenzione deve essere eseguita da personale qua-
lificato.
7.1 NOTE GENERALI
• Spegnere la saldatrice e togliere la spina di alimentazio-
ne dalla presa prima di ogni operazione di controllo e
manutenzione.
• Le parti in movimento possono causare gravi lesioni.
• Tenersi lontano da parti in movimento
• LE SUPERFICI INCANDESCENTI possono causare
gravi bruciature.
• Lasciar raffreddare prima di procedere alla manutenzio-
ne.
• Asportare periodicamente la polvere o i materiali estra-
nei che eventualmente si fossero depositati sul trasfor-
matore o sui diodi; per fare ciò usare un getto di aria
secca e pulita.
• Nel rimontare il rullo trainafilo fate attenzione che la gola
sia allineata al filo e che corrisponda al diametro del filo
usato.
• Mantenere costantemente pulito l’interno dell’ugello
gas in modo da evitare ponti metallici costituiti da spruz-
zi di saldatura tra l’ugello gas e l’ugello portacorrente.
Assicurarsi che il foro di uscita dell’ugello portacorrente
non si sia eccessivamente allargato, in caso contrario
sostituirlo.
• Evitare nel modo più assoluto di battere la torcia o di
farle subire urti violenti.
Fig. 4
Fig. 5

6
7.2 RIPARAZIONI DELLE SALDATRICI
L’esperienza ha dimostrato che molti incidenti mortali
sono originati da riparazioni non eseguite a regola d’arte.
Per questa ragione un attento e completo controllo su di
una saldatrice riparata è altrettanto importante quanto
quello eseguito su di una saldatrice nuova.
Inoltre in questo modo i produttori possono essere pro-
tetti dall’essere ritenuti responsabili di difetti, quando la
colpa è da imputare ad altri.
7.2.1 Prescrizioni da seguire per le riparazioni
• Dopo il riavvolgimento del trasformatore o delle indut-
tanze la saldatrice deve superare le prove di tensione
applicata secondo quanto indicato in tabella 2 di 6.1.3
della norma EN 60974.1 (CEI 26.13). La conformità deve
essere verificata come specificato in 6.1.3.
• Se non è stato effettuato alcun riavvolgimento, una sal-
datrice che sia stata pulita e/o revisionata deve superare
una prova di tensione applicata con valori della tensione
di prova pari al 50% dei valori dati in tabella 2 di 6.1.3. La
conformità deve essere verificata come specificato in
6.1.3.
• Dopo il riavvolgimento e/o la sostituzione di parti la ten-
sione a vuoto non deve superare i valori esposti in 10.1 di
EN 60974.1.
• Se le riparazioni non sono eseguite dal produttore, le
saldatrici riparate nelle quali siano stati sostituiti o modi-
ficati alcuni componenti, devono essere marcate in modo
che possa essere identificato chi ha compiuto la ripara-
zione.
• Dopo aver eseguito una riparazione fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della mac-
china. Evitare che i fili possano andare a contatto con
parti in movimento o parti che si riscaldano durante il fun-
zionamento. Rimontare tutte le fascette come sulla mac-
china originale in modo da evitare che, se accidental-
mente un conduttore si rompe o si scollega, possa avve-
nire un collegamento tra il primario ed il secondario.
ANOMALIA
Erogazione
di corrente
limitata
Saldatura
con molte
proiezioni
di metallo
Il filo non
avanza o
avanza
irregolar-
mente
Il filo si
blocca e si
attorciglia
tra i rulli e il
guidafilo
d’entrata in
torcia
Porosità
nel cordo-
ne di sal-
datura
PROBABILE CAUSA
Fusibile di linea bruciato
Diodo o diodi bruciati
Scheda elettronica bruciata
Collegamenti elettrici di potenza
torcia o massa allentati
Commutatore regolazione ten-
sione con un contatto incerto
Errata regolazione dei parametri
di saldatura
Collegamenti di massa insufficienti
Gola rullo trainafilo troppo larga
Guaina otturata o intasata
Rullo premifilo non stretto
Ugello porta corrente otturato
Diametro ugello portacorr. sbagliato
Gola del rullo non allineata
Guaina otturata o intasa
tInsufficenza del gas di protezione
Lembi da saldare, troppo ossi-
dati
Ugello gas intasato parzialmente
o totalmente dagli spruzzi
RIMEDIO
Sostituire fusibile
Sostituire
Sostituirla
Stringere tutti i collegamenti
Cambiare il commutatore
Regolarli con i potenziometri ten-
sione di saldatura e velocità filo
Controllarne l'efficenza
Sostituire il rullo
Sfilarla e pulirla
Stringerlo
Sostituirlo
Sostituirlo
Allinearla
Sfilarla e pulirla
Aumentare la portata del gas
Pulirli accuratamente con una
spazzola metallica
Smontarlo e pulirlo avendo cura
di non intasare i fori di uscita del
gas, oppure sostituirlo
7.3 ANOMALIE D’USO
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

59
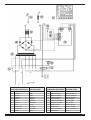
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
pos DESCRIZIONE DESCRIPTION
01 MANOPOLA KNOB
02 MANOPOLA KNOB
03 CORNICE FRAME
04 CHIUSURA CLOSING
05 MANICO HANDLE
06 LATERALE MOBILE HINGED SIDE PANEL
07 RULLO TRAINAFILO DRIVE ROLL
08 MOTORIDUTTORE WIRE FEED MOTOR
09 PANNELLO ANTERIORE FRONT PANEL
10 ANELLO RING
11 MOLLA SPRING
12 SUPPORTO ESTERNO COIL OUTER SUPPORT
BOBINA
13 SUPPORTO BOBINA COIL SUPPORT
14 CERNIERA HINGE
15 COPERTURA IN GOMMA RUBBER MAT
16 COPERCHIO COVER
17 PIANO INTERMEDIO INSIDE BAFFLE
18 CINGHIA BELT
19 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
20 RACCORDO FITTING
21 TUBO GAS GAS HOSE
22 ELETTROVALVOLA SOLENOID VALVE
23 CAVO RETE POWER CORD
24 PRESSACAVO STRAIN RELIEF
25 PANNELLO POSTERIORE BACK PANEL
pos DESCRIZIONE DESCRIPTION
26 LATERALE FISSO FIXED SIDE PANEL
27 ASSALE AXLE
28 RUOTA FISSA FIXED WHEEL
29 MOTORE MOTOR
30 VENTOLA FAN
31 SUPPORTO SUPPORT
32 TRASFORMATORE POWER TRANSFORMER
DI POTENZA
33 TERMOSTATO THERMOSTAT
34 SUPPORTO TERMOSTATO THERMOSTAT SUPPORT
35 FONDO BOTTOM
36 RUOTA PIROETTANTE SWIVELING WHEEL
37 CAVO MASSA EARTH CABLE
38 IMPUGNATURA GRIP
39 PULSANTE SWITCH
40 LANCIA TERMINALE SWAN NECK
41 MOLLA SPRING
42 DIFFUSORE DIFFUSER
43 UGELLO P. CORRENTE CONTACT TIP
44 UGELLO GAS GAS NOZZLE
45 TORCIA TORCH
46 PASSACAVO CABLE OUTLET
47 COMMUTATORE SWITCH
48 CIRCUITO DI COMANDO CIRCUIT BORD
49 RADDRIZZATORE RECTIFIER
50 RACCORDO FITTING
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































Cebora 494 Bravo 155 combi Manuale utente
- Tipo
- Manuale utente
in altre lingue
- English: Cebora 494 Bravo 155 combi User manual
- français: Cebora 494 Bravo 155 combi Manuel utilisateur
- español: Cebora 494 Bravo 155 combi Manual de usuario
- Deutsch: Cebora 494 Bravo 155 combi Benutzerhandbuch
- Nederlands: Cebora 494 Bravo 155 combi Handleiding
- português: Cebora 494 Bravo 155 combi Manual do usuário
- dansk: Cebora 494 Bravo 155 combi Brugermanual
- svenska: Cebora 494 Bravo 155 combi Användarmanual
- suomi: Cebora 494 Bravo 155 combi Ohjekirja
Documenti correlati
-
Cebora EVO 160 M COMBI Manuale utente
-
-
-
-
-
-
-
-
-