Cebora EVO SYNERGIC Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
Questo manuale è adatto anche per
La pagina si sta caricando...

2
MANUALE DI ISTRUZIONI PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) dovreb-
bero consultare il medico prima di avvicinarsi alle ope-
razioni di saldatura ad arco, di taglio, scriccatura o di
saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
In ottemperanza alla Direttiva Europea 2002/96/CE sui
-
lativa attuazione nell’ambito della legislazione nazionale,
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
tensione durante la saldatura. Tenere mani e oggetti
metallici a distanza.

3
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggia-
ti.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi. Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all’installazione, al funzionamento ed
alla manutenzione della saldatrice.
Questo apparecchio è una sorgente di tensione costante
adatto alla saldatura MIG/MAG e OPEN-ARC. Controlla-
re, al ricevimento,che non vi siano parti rotte o avariate.
Ogni eventuale reclamo per perdite o danni deve es-
richiedono informazioni riguardanti la saldatrice, si
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-11 (vedi
nota 2) / IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola che deve essere
sempre citato per qualsiasi richiesta relati-
va alla saldatrice.
Trasformatore - raddrizzatore monofase.
Trasformatore-raddrizzatore trifase.
Caratteristica piatta.
I2 max Corrente di saldatura non convenzionale.
Il valore rappresenta il limite max. ottenibile
in saldatura.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza cau-
sare surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente di sald. I2
U1. Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 max E’ il massimo valore della corrente assorbita.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP21S Grado di protezione della carcassa.
questo apparecchio non è idoneo a lavora-
re all’esterno.
S
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-12 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0,023
(Art. 622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633)
- 0,088 (Art. 641) al punto di interfaccia fra l’impian-
to dell’utilizzatore e quello pubblico. E’ responsabili-
tà dell’’installatore o dell’utilizzatore dell’attrezzatura
garantire, consultando eventualmente l’operatore della
rete di distribuzione, che l’attrezzatura sia collegata a
un’alimentazione con impedenza massima di sistema
ammessa Zmax inferiore o uguale a 0,023 (Art. 622-
624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) - 0,088
(Art. 641).
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il qua-
le, se si superano le temperature ammesse, impedisce
il funzionamento della macchina. In queste condizioni il
ventilatore continua a funzionare.
3 INSTALLAZIONE
Tutti i collegamenti devono essere eseguiti in con-
legge antinfortunistica (norma CEI 26-23 - IEC/TS
62081).

4
Controllare che la tensione di alimentazione corrisponda
al valore indicato sul cavo rete. Se non è già montata,
collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell’interruttore magnetotermico o dei fusibili,
in serie all’alimentazione, deve essere uguale alla corren-
te I1 assorbita dalla macchina.
3.1. MESSA IN OPERA
Montare il manico, le ruote e i due appoggi bombola.
Il manico non deve essere usato per sollevare la sal-
datrice.
Collocare la saldatrice in un ambiente ventilato.
Polvere, sporco o qualsiasi altra cosa estranea che pos-
sa entrare nella saldatrice ne può compromettere la
ventilazione e quindi il buon funzionamento.
Pertanto è necessario in relazione all’ambiente e alle con-
dizioni di impiego avere cura di mantenere pulite le parti
interne. La pulizia deve avvenire tramite un getto di aria
secca e pulita, facendo attenzione a non danneggiare in
alcun modo la macchina. Prima di lavorare all’interno del-
la saldatrice assicurarsi che la spina sia staccata dalla
rete di alimentazione.
-
Fig. 1
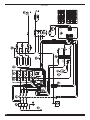
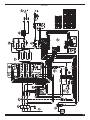
3.2 COLLEGAMENTI INTERNI
-
che la spina sia staccata dalla rete di alimentazione.
alla tensione indicata sul cavo di alimentazione.
Per cambiare tensione di alimentazione togliete il
laterale destro e disponete i collegamenti della mor-
Fig. 2
La tensione di alimentazione, sui generatori mono-
fasi, non può essere cambiata.
laterali per evidenti ragioni di sicurezza e per non alterare
le condizioni di raffreddamento dei componenti interni.
alla corrente assorbita.
-
la macchina ad una buona presa di terra.
3.3 COLLEGAMENTI ESTERNI
3.3.1 Connessione della pinza di massa.
saldatrice e collegare il morsetto di massa al pezzo da
saldare.
3.3.2 Posizionamento della bombola e collegamento
del tubo gas
-
posteriore della macchina.
La bombola non deve essere più alta di 1,65m (Artt.
633-641) e 1m (Artt. 622-624-625-627), per non crea-
re condizioni di pericolo.
-
ghie, e se è necessario richiedere il ricambio.
tubo gas uscente dal pannello posteriore della macchina
al riduttore di pressione.
4 COMANDI SUL FRONTALE DEGLI APPARECCHI.
4.1 EVO (Fig. 3).
A- Manopola di regolazione.
Agendo su questa manopola si regola il tempo di punta-
tura. Premendo il pulsante della torcia la macchina inizia
a saldare, la durata del tempo di puntatura è regolato dal-
la manopola. Per ricominciare il ciclo è necessario rila-
sciare e premere nuovamente il pulsante della torcia.

5
B- LED di colore verde.
Segnala l’accensione della macchina.
C- LED di colore giallo.
Si accende quando il termostato interrompe il funziona-
mento della saldatrice.
D-Manopola di regolazione.
saldatura.
E- Commutatore.
Accende o spegne la macchina e seleziona le gamme
della tensione di saldatura.
F- Commutatore.
gamma prescelta con il commutatore E.
G- Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versio-
ni hanno una sola presa di massa ).
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
4.2 EVO SYNERGIC (Fig. 4).
A- Tasto di selezione.
Premendo questo tasto si accendono in
sequenza i LED B, C, D e E.
Quando siamo all’interno del sotto menù
attivato dai 2 tasti Q ed R, seleziona le funzioni di
accostaggio, variazione della velocità del motore del
PULL 2003 e post gas.
B- LED di colore verde.
PROGRAM
Segnala che il display S visualizza il numero
di programma in uso.
e gas corrisponde il numero di programma visualizzato
laterale mobile. L’indicazione sul display S è sempre
preceduta dalla lettera P.
C- LED di colore verde.
Segnala che il display S visualizza il tempo
di puntatura o di lavoro. La durata di questo
tempo è regolabile da 0,3 a 5 secondi. Se il
tempo è regolato a 0 la funzione è disattivata. La funzione
è attiva solo se si sta saldando. Il valore indicato sul
display S è sempre preceduto dalla lettera t.
D- LED di colore verde.
Segnala che il display S visualizza il tempo
di pausa tra un tratto di saldatura ed un altro.
La durata di questo tempo è regolabile da
0,3 a 5 secondi. Se il tempo è regolato a 0 la funzione è
disattivata. La funzione è attiva solo se il tempo di
saldatura è diverso da 0 e se si sta saldando. Il valore
indicato sul display S è sempre preceduto dalla lettera t.
E- LED di colore verde (Burn-Back).
Segnala che il display S visualizza il tempo in
dopo che l’operatore ha lasciato il pulsante.
Questo tempo è variabile da 10 a 400 milli secondi. Il
valore indicato sul display S è sempre preceduto dalla
lettera t.
H
G
D
C
A
B
E
F
Fig. 3
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4

6
F- LED di colore giallo.
Si accende quando il termostato interrompe
il funzionamento della saldatrice.
G- LED di colore verde.
PULSAR
Si accende e si spegne ad intermittenza,
quando il connettore della torcia PULL 2003
o dello SPOOL- GUN è connesso al
connettore I.
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
I- Connettore 10 poli.
A questo connettore deve essere collegato il connettore
volante da 10 poli della torcia PULL 2003 o dello SPOOL-
GUN.
L-M Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versioni
hanno una sola presa di massa).
N- Commutatore.
Accende o spegne la macchina e seleziona le gamme
della tensione di saldatura.
O- Commutatore.
gamma prescelta con il commutatore N.
P- Manopola di regolazione.
la torcia di saldatura standard e non la torcia PULL 2003 o
lo SPOOL- GUN. Quando si utilizza il programma 00, varia
Quando si utilizza un qualsiasi programma sinergico
l’indice della manopola deve essere posto sulla scritta
SYNERGIC. Scegliendo un programma sinergico, il
display S indica la corrente impostata dal programma
scelto. Questa corrente corrisponde ad una velocità, se
senso orario, per aumentarla oppure, ruotarla in senso
antiorario, per diminuirla. Sul display S i cambiamenti di
Q e R- Tasti.
Quando il LED B è acceso il display S
indica il numero di programma selezionato
acceso per altri 5 secondi e poi si spegne.
Quando il LED C è acceso il display S indica il tempo
acceso per altri 5 secondi e poi si spegne.
Quando il LED D è acceso il display S indica il tempo
acceso per altri 5 secondi e poi si spegne.
Quando il LED E è acceso il display S indica il tempo
acceso per altri 5 secondi e poi si spegne.
Quando i LED B, C, D, E sono spenti e siamo all’interno
di un qualsiasi programma sinergico, premendo uno dei
2 tasti, il display S indica alternativamente la corrente
impostata o lo spessore in millimetri consigliato.
Agendo sui 2 commutatori N e O si potrà vedere sul
display S l’aumento o la diminuzione istantanea del
valore selezionato, questa funzione è utile quando,
preventivamente si vuole sapere a quale corrente o
spessore vogliamo iniziare la saldatura.
almeno 5 secondi entriamo nel sotto menù, dove
troviamo 3 funzioni, selezionabili tramite il tasto A:
1- Accostaggio ( velocità ).
questa rimane attiva per un tempo regolato dalla funzione
di accostaggio ( tempo ).
La velocità può essere variata tramite i 2 tasti Q e R da un
10% ad un massimo del 150% della velocità di saldatura
impostata.
Questa funzione, abbinata alla funzione di accostaggio
(tempo) serve per migliorare l’accensione dell’arco. Il
valore indicato sul display S è preceduto dalla lettera (A).
.
Agendo sui 2 tasti Q e R la velocità del PULL 2003 varia
da – 9 a + 9 rispetto al valore impostato. Questa funzione
PULL 2003. Il valore indicato sul display S è preceduto
dalla lettera (H).
3- Post gas.
Mediante i 2 tasti Q e R si può variare da 0 a 5 secondi
è particolarmente utile saldando acciaio inossidabile e
alluminio. Il valore indicato sul display S è preceduto
dalla lettera (P).
4- Accostaggio (tempo).
Regola il tempo in cui rimane attiva la velocità di
accostaggio. Questa funzione, abbinata alla funzione di
accostaggio (velocità) serve per migliorare l’accensione
dell’arco.
Mediante i 2 tasti Q e R il tempo di accostaggio può
variare da 0 a 1 secondo. Il valore indicato sul display S è
preceduto dalla lettera (d).
5- Modo manuale 2 tempi e modo automatico 4 tempi.
Agendo sui 2 tasti Q e R si sceglie il modo 2 tempi oppure
4 tempi.
Se la saldatrice è sul modo manuale 2 tempi, si inizia
a saldare quando si preme il pulsante e si interrompe
quando lo si rilascia.
Se la saldatrice è sul modo manuale 4 tempi, per iniziare
la saldatura premere il pulsante torcia ; una volta iniziato
il procedimento, il pulsante può essere rilasciato.
Per interrompere la saldatura premere e rilasciare
nuovamente. Questo modo è adatto a saldature di lunga
durata, dove la pressione sul pulsante della torcia può
affaticare il saldatore. Il valore indicato sul display S è
preceduto dai simboli (2t e 4t).
S- Display.
Utilizzando il programma manuale 00 lo strumento
minuto e in saldatura la corrente. Utilizzando i programmi

7
sinergici visualizza sempre la corrente.
è possibile visualizzare, prima di iniziare a saldare: il
programma in uso, il tempo di puntatura, il tempo di
pausa, il tempo di Burn-Back, lo spessore consigliato, la
funzione di accostaggio, la funzione di velocità impostata
sul motore del PULL 2003 e il tempo di post gas.
5 SALDATURA
5.1 MESSA IN OPERA
sia compatibile con il materiale e il tipo di gas. Utilizzare
5.2 LA MACCHINA È PRONTA PER SALDARE
Quando si utilizzano la torcia tipo Pull-2003 o Spool-
Gun seguire le istruzioni allegate.
Connettere il morsetto di massa al pezzo da saldare.
Posizionare l’interruttore su 1.
Togliere l’ugello gas.
Svitare l’ugello portacorrente.
assicurandosi che sia dentro la gola del rullo e che
questo sia in posizione corretta.
alla fuoriuscita dello stesso dalla torcia.
Avvitare l’ugello portacorrente assicurandosi che il
Montare l’ugello gas.
5.3 SALDATURA DEGLI ACCIAI AL CARBONIO
SENZA PROTEZIONE GASSOSA. (solo per Art.
622, 624 e 625).
morsettiera, in modo che rispettino la giusta polarità
Fig. 5
Per ottenere saldature raccordate e ben protette è bene
saldare da sinistra a destra e dall’alto verso il basso. Alla
5.4 SALDATURA DEGLI ACCIAI AL CARBONIO CON
PROTEZIONE GASSOSA.
morsettiera, in modo che rispettino la giusta polarità
Per la saldatura di questi materiali è necessario :
Utilizzare un gas di saldatura a composizione binaria, di
solito ARGON + CO2 con percentuali di Argon che vanno
dal 75% in su. Con questa miscela il cordone di saldatura
sarà ben raccordato ed estetico.
Utilizzando CO2 puro, come gas di protezione si avranno
cordoni stretti, con una maggiore penetrazione ma con
un notevole aumento di proiezioni (spruzzi).
dare difetti di saldatura.
Evitare di saldare su pezzi arrugginiti o che presentano
macchie d’olio o grasso.
5.5 SALDATURA DEGLI ACCIAI INOSSIDABILI
morsettiera, in modo che rispettino la giusta polarità (
La saldatura degli acciai inossidabili della serie 300, deve
essere eseguita con gas di protezione ad alto tenore di
Argon, con una piccola percentuale di ossigeno O2 o di
con le mani. E importante mantenere sempre la zona di
saldatura pulita per non inquinare il giunto da saldare.
morsettiera, in modo che rispettino la giusta polarità
Per la saldatura dell’alluminio è necessario utilizzare:
Argon puro come gas di protezione.
base da saldare.
senza mai usarle per altri materiali.
Per la saldatura dell’alluminio si devono utilizzare le
torce: PULL 2003 Art. 2003 o SPOOL-GUN Art. 1562
con la connessione Art. 1196 (622-627-641).
esca dalle due estremità.
sia aderente ad esso.
nipples ferma guaina, la guarnizione OR e bloccare con il
dado, senza stringere eccessivamente.
il tutto nell’adattatore, avendo in precedenza tolto la
cannetta di ferro.

8
traino esercita sul rullo, al minimo possibile.
6 DIFETTI IN SALDATURA
1 DIFETTO -Porosità (interne o esterne al cordone)
CAUSE
Mancanza di protezione di gas dovuta a:
- riduttore brinato, per la mancanza di un
preriscaldatore del gas di protezione di CO2
- elettrovalvola difettosa
- ugello porta corrente intasato da spruzzi
- correnti d’aria presenti in zona di saldatura.
2 DIFETTO - Cricche di ritiro
CAUSE Filo o pezzo in lavorazione sporchi od
arrugginiti.
Cordone troppo piccolo.
Cordone troppo concavo.
Cordone troppo penetrato.
3 DIFETTO - Incisioni laterali
CAUSE Passata troppo veloce
Corrente bassa e tensioni di arco elevate.
4 DIFETTO - Spruzzi eccessivi
CAUSE Tensione troppo alta.
Mancanza di un preriscaldatore del gas di
protezione di CO2
7 MANUTENZIONE
Ogni intervento di manutenzione deve essere ese-
-
ma CEI 26-29 (IEC 60974-4).
7.1 MANUTENZIONE GENERATORE
In caso di manutenzione all’interno dell’apparecchio, as-
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
7.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro iso-
lamento tra il lato primario ed il lato secondario della
con parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

88
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
06 supporto bobina coil support
07 cerniera hinge
08 copertura gomma rubber mat
09 coperchio cover
11 appoggio bombola gas cylinder support
12 cinghia belt
13 raccordo fitting
14 elet trovalvol a solenoid valve
15 pressacavo strain relief
16 raccordo fitting
17 cavo rete power cord
18 resistenza resistance
19 laterale fisso fixed side panel
20 supporto support
21 tappo cap
22 ruota fissa fixed wheel
23 assale axle
24 raddrizzatore rectifier
25 supporto support
26 motore motor
27 ventola fan
28 fondo bottom
29 morsettiera terminal board
30 trasformatore transformer
31 ruota piroettante swiveling wheel
32 presa gifas gifas socket
34 piano intermedio inside baffle
35 pannello comandi control panel
36 cornice frame
37 protezione in gomma rubber protection
38 tappo cap
39 corpo adattatore adaptor body
40 manopola knob
41 manico handle
42 circuito di comando circuit board
43 carter di protezione protection case
44
trasformatore di
servizio
auxliary transformer
45 supporto support
46 morsettiera terminal board
47 teleruttore contactor
48 supporto support
49 impedenza choke
50 commutator switch
51 commutatore switch
52 cavo massae earth cable
53 shunt shunt
POS DESCRIZIONE DESCRIPTION
54 circuito di cntrollo control circuit
55 supporto support
56 supporto support
57 resistenza resistance
58 condensatore capacitor
59 pulsante switch
60 laterale fisso fixed side panel
61 morsettiera terminal board
62 carter di protezione protection case
63 laterale mobile hinged side panel
64 pannello posteriore back panel
65 pannello anteriore front panel
66 chiusura closing
67 roset ta washer
68 chiusura closing
400
402
403
gruppo trainafilo
completo
complete wire feed unit
410
414
motoriduttore wire feed motor
421 bloccaggio graduato adJustment knob
422 guidafilo wire drive pipe assy
423 corpo trainafilo wire feed body
424 isolante completo insulation assy
425 protezione protection
426 trainafilo completo complete wire feed
428 rullo trainafilo wire feed roller
429 pomello knob
432 corpo trainafilo wire feed body
433 cannetta guidafilo wire inlet guide
434 protezione protection
435
corpo trainafilo
completo
complete wire
feed body
442
443
gruppo trainafilo wire feed unit
444 bloccaggio graduato adJustment knob
460 supporto premirullo roller presser supp.
461 ingranaggio gear
462 ingranaggio gear
463 kit ingranaggi gears kit
470
supporto premirullo
destro
rigth roller presser
support
471
supporto premirullo
sinistro
left roller presser
support
472 ingranaggio centrale central gear
473 kit trainafilo wire feed kit
474 perno pin
480 distanziale spacer
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...
La pagina si sta caricando...

95
La richiesta di pezzi di ricambio deve indicare sempre:
numero di articolo, matricola e data di acquisto della
macchina, posizione e quantità del ricambio.
When ordering spare parts please always state the ma-
chine item and serial number and its purchase data, the
spare part position and the quantity.
POS DESCRIZIONE DESCRIPTION
400
402
403
gruppo trainafilo
completo
complete wire feed unit
410
414
motoriduttore wire feed motor
421 bloccaggio graduato adJustment knob
422 guidafilo wire drive pipe assy
423 corpo trainafilo wire feed body
424 isolante completo insulation assy
425 protezione protection
426 trainafilo completo complete wire feed
428 rullo trainafilo wire feed roller
429 pomello knob
432 corpo trainafilo wire feed body
433 cannetta guidafilo wire inlet guide
434 protezione protection
435
corpo trainafilo
completo
complete wire
feed body
442
443
gruppo trainafilo wire feed unit
444 bloccaggio graduato adJustment knob
460 supporto premirullo roller presser supp.
461 ingranaggio gear
462 ingranaggio gear
463 kit ingranaggi gears kit
470
supporto premirullo
destro
rigth roller presser
support
471
supporto premirullo
sinistro
left roller presser
support
472 ingranaggio centrale central gear
473 kit trainafilo wire feed kit
474 perno pin
480 distanziale spacer
La pagina si sta caricando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora EVO SYNERGIC Manuale utente
- Categoria
- Sistema di saldatura
- Tipo
- Manuale utente
- Questo manuale è adatto anche per
in altre lingue
- English: Cebora EVO SYNERGIC User manual
- français: Cebora EVO SYNERGIC Manuel utilisateur
- español: Cebora EVO SYNERGIC Manual de usuario
- Deutsch: Cebora EVO SYNERGIC Benutzerhandbuch
- Nederlands: Cebora EVO SYNERGIC Handleiding
- português: Cebora EVO SYNERGIC Manual do usuário
- dansk: Cebora EVO SYNERGIC Brugermanual
- svenska: Cebora EVO SYNERGIC Användarmanual
- suomi: Cebora EVO SYNERGIC Ohjekirja
Documenti correlati
-
Cebora EVO 350 TC SYNERGIC Manuale utente
-
-
-
-
-
-
-
-
-