
SCHIO (VI) - ITALY
TORNIO PARALLELO PER METALLO
CX 350
ATTENZIONE! Prima di usare la macchina, leggere attentamente le istruzioni per l’uso
1410563
05.2006
MANUALE D’USO E MANUTENZIONE

FIG. A
ATTENZIONE:
SE LA PROTEZIONE NON È CORRETTAMENTE
POSIZIONATA L’AVVIAMENTO NON È POSSIBILE
28273816151314181112
1
35
34
7
26
23 20 19 24 17 21 25
42
32
22
510 30 2931
6
33
2
3
4

3
FIG. A
FIG. A
37
GRUPPO RUOTE A-B-C-D
36
A B C D
39 40

4
Basso
Alto
Avanti
Indietro
Sinistra Destra
5 6 7
1 3 42
89
10
FIG. D
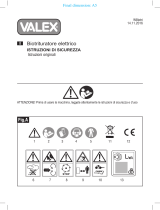
FIG. C
Filettature
mm/giro
Avanzamento mm/giro
Nr. denti ruote
mm
A
A
B
B
A
B
C D
D
C
D
200,4 50 40 60
200,5 50 / 60
400,6 50 30 60
400,7 50 35 60
400,8 50 40 60
201,0 60 / 30
501,25 40 / 60
401,5 60 / 40
351,75 60 / 30
402,0 60 / 30
200,08 80 20 80
Mandrino
Madrevite
1
2
FIG. B
3

5
Lancio di materiale verso gli occhi ed il corpo
dell’operatore.
Indossate occhiali di protezione.
Impigliamento degli indumenti sugli organi in
movimento, con conseguente trascinamento.
Mantenete una distanza di sicurezza.
Trucioli taglienti e caldi che provocano ferite e
scottature alle mani ed al corpo.
Indossate guanti protettivi e utilizzate un uncino
per togliere i trucioli.
Rischio di scossa elettrica.
Non toccate le parti in tensione elettrica e prima di
ogni manutenzione scollegate la spina dalla presa
di alimentazione.
Queste illustrazioni mostrano i rischi principali nell’uso della macchina.
Leggete attentamente il libretto istruzioni della macchina.
RISCHI PRINCIPALI DELLA MACCHINA

6
Ci congratuliamo con Voi per l’ottima scelta. Il Vostro nuovo
apparecchio, prodotto secondo elevati standard di qualità, Vi
garantirà rendimento e sicurezza nel tempo.
Queste istruzioni riportano le informazioni e quanto ritenuto
necessario per il buon uso, la conoscenza e la normale manu-
tenzione della macchina. Esse non riportano le informazioni
sulle tecniche delle lavorazioni dei metalli alle macchine uten-
sili; l’utilizzatore troverà maggiori notizie su libri e pubblicazio-
ni specifiche o partecipando a corsi di specializzazione.
Le avvertenze d’uso e le norme di manutenzione si riferi-
scono a necessità normali di esercizio. Dalla loro osservanza
e dall’adempimento di quanto prescritto, dipende il regolare
funzionamento, la durata e l’economia di esercizio della mac-
china.
Queste istruzioni sono parte integrante della macchina e
devono accompagnarla in caso di riparazione o di rivendita.
Conservate con cura ed a portata di mano la documentazione
fornita in modo da poterla consultare in caso di necessità.
Per eventuali riparazioni o revisioni che comportino opera-
zioni di una certa complessità è necessario rivolgersi ai Centri
di Assistenza autorizzati che dispongono di personale specia-
lizzato.
La Ditta costruttrice declina qualsiasi responsabilità per
danni dovuti a negligenza, alla mancata osservanza di quanto
descritto nel presente manuale e a danni diretti e/o indiretti
causati da un uso improprio della macchina.
La negligenza a quanto indicato, un cattivo ed inadeguato
uso della macchina e l’esecuzione di modifiche non autorizza-
te, possono essere causa di annullamento della garanzia. La
prevenzione di qualsiasi inconveniente è quindi vincolata alla
scrupolosa osservanza di quanto prescritto.
Verificate, all’atto dell’acquisto, che la macchina sia integra
e completa.
ATTENZIONE! Prima di usare la macchina, per ese-
guire correttamente il trasporto, la messa in servizio, l’av-
viamento, l’uso, l’arresto e la manutenzione, leggete ed
applicate attentamente le istruzioni di seguito riportate
che fanno riferimento ai disegni ed ai dati tecnici. Prima
di iniziare il lavoro prendete familiarità con i comandi e
con il corretto uso della macchina assicurandovi di sa-
per arrestarla in caso di emergenza. L’uso improprio della
macchina può provocare gravi ferite e danni alle cose.
Pensate sempre alla vostra e altrui sicurezza e comporta-
tevi di conseguenza.
ATTENZIONE! La macchina è destinata esclusiva-
mente per uso hobbystico ed è idonea ad eseguire torni-
ture di particolari metallici. Non è consentita la lavorazio-
ne di legno, materiali plastici, materiali infiammabili e ma-
teriali che generano polveri e nebbie pericolose o nocive
alla salute. Ogni altro impiego, diverso da quello indicato
in queste istruzioni, può recare danno alla macchina e co-
stituire serio pericolo per le persone e le cose.
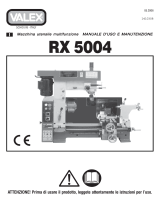
DESCRIZIONE MACCHINA (FIG. A)
QUADRO COMANDI ELETTRICI
Pos. 1 Pulsante di arresto d’emergenza
2 Interruttore ON “I” (acceso) - OFF “O” (spento)
con regolatore elettronico della velocità
3 Selettore senso di rotazione mandrino
4 Spie luminose
5 Display digitale del numero giri mandrino
6 Fusibile
7 Spina e cavo di alimentazione
TORNIO
Pos. 10 Motore tornio
11 Mandrino a griffe autocentranti
12 Protezione mandrino mobile
13 Torretta portautensile
14 Leva fissaggio torretta portautensile
15 Slitta longitudinale portautensile
16 Volantino slitta longitudinale
17 Viti regolazione gioco slitta longitudinale
18 Protezione zona di taglio
19 Slitta trasversale
20 Volantino slitta trasversale
21 Viti regolazione gioco slitta trasversale
22 Carrello
23 Volantino carrello
24 Leva innesto avanzamento longitudinale carrello
25 Madrevite e protezione madrevite
26 Cremagliera
27 Contropunta fissa
28 Canotto per contropunta
29 Volantino contropunta
30 Leva fissaggio contropunta
31 Testa contropunta
32 Vite fissaggio testa contropunta
33 Carter cinghia/ingranaggi
34 Protezione foro per passaggio barra
35 Viti fissaggio carter
36 Gruppo ingranaggi per avanzamenti e passi filet-
tature
37 Cinghia di trasmissione
38 Protezione posteriore fissa
39 Leva selezione velocità alte/basse
40 Leva senso rotazione madrevite orario/stop/antio-
rario
42 Piatto raccoglitrucioli
DESCRIZIONE ACCESSORI
Pos. 1 Set ingranaggi
2 Chiave fissaggio pezzo su mandrino tornio
3 Set chiavi fisse doppie
4 Set chiavi esagonali
5 Set griffe per mandrino
6 Contropunta fissa
7 Set maniglie per volantini
8 Ampollina per lubrificazione
9 Fusibile
ITALIANO

7
DESCRIZIONE MARCATURE E SIMBOLI
FIG. B
Pos. 1 Modello macchina e dati tecnici
2 Codice macchina, numero di matricola o numero
lotto, anno di fabbricazione, marchi di certificazione
(se presenti).
3 I rifiuti elettrici ed elettronici non devono essere
smaltiti con quelli domestici. Quando il vostro pro-
dotto non è più utilizzabile e deve essere eliminato,
seguite le indicazioni specifiche in materia di smal-
timento, rivolgendovi in caso di necessità alle locali
Autorità in materia ambientale.
FIG. C
1 ATTENZIONE!
2 Leggete attentamente le istruzioni prima dell’uso.
3 Attenzione! Prima di ogni controllo, regolazione o
manutenzione, staccate l’alimentazione elettrica
scollegando la spina della macchina. In caso di
cavo di alimentazione danneggiato, estraete la spi-
na dalla presa della rete di alimentazione prima di
procedere ad un controllo.
4 Attenzione! Rischio di scossa elettrica. Alcune parti
della macchina sono in tensione elettrica, non toc-
catele e mantenete una distanza di sicurezza.
5 Attenzione! Pericolo lancio materiale. E’ obbligato-
rio indossare occhiali di protezione.
6 Attenzione! Pericolo rumore elevato. E’ obbligatorio
indossare cuffie di protezione dell’udito.
7 Attenzione! Pericolo taglio e schiacciamento mani.
È obbligatorio indossare guanti di protezione.
8 Attenzione! Pericolo intrappolamento e schiaccia-
mento mani. Attendete il completo arresto di tut-
te le parti della macchina prima di toccarla. Non
aprite o rimuovete le protezioni con macchina in
movimento.
9 Attenzione! Pericolo taglio mani. Attendete il com-
pleto arresto di tutte le parti della macchina prima
di toccarla. Non aprite o rimuovete le protezioni con
macchina in movimento.
10 Gamma degli avanzamenti, passi delle filettature e
posizioni corrispondenti delle ruote dentate di tra-
smissione.
DATI TECNICI
Tensione di aliment. e frequenza nomin. ............ 230V ~50Hz
Potenza nominale motore ..............................................350W
Velocità mandrino .......... cambio a 2 vel. mecc. con variatore
elettronico 0-1200, 0-3000rpm
Avanzamenti automatici longitudinali ............1 (0,08 mm/giro)
Filettature metriche ..........................................10 (0,4 - 2mm)
Attacco mandrino .............................................. cono Morse 3
Attacco contropunta .......................................... cono Morse 2
Passaggio barra .......................Ø 20mm (mandrino Ø 16mm)
Distanza tra le punte ................................................... 350mm
Diametro tornibile max ................................................ 180mm
Corsa contropunta ........................................................ 50mm
Corsa longitudinale carrello portautensile .................. 280mm
Corsa longitudinale slitta portautensile ......................... 83mm
Corsa trasversale slitta portautensile ............................ 70mm
Dimensioni totali .......................................... 880x300x320mm
Peso .................................................................................40kg
Fusibile ...............................................................3,15A 250V
Livello di pressione acustica LpA al posto operatore (sec.
EN3744) 81,5 dB(A)
NORME DI SICUREZZA GENERALI
1) I SACCHI DI NYLON NON SONO DEI GIOCATTOLI
ATTENZIONE! Pericolo di soffocamento. I sacchi
di nylon presenti nell’imballaggio possono provoca-
re soffocamento se infilati sul capo e devono essere
tenuti lontani dai bambini; se non più riutilizzabili de-
vono essere tagliati e smaltiti nei rifiuti.
2) PERSONE ABILITATE ALL’USO DELLA MACCHINA
L’uso della macchina è vietato ai bambini e ai ragazzi, alle
persone inesperte non perfettamente a conoscenza delle
istruzioni d’uso contenute nel presente manuale ed agli
estranei. Leggi e regolamenti locali possono prevedere
una età minima per l’uso della macchina. L’operatore deve
essere adeguatamente addestrato all’utilizzo, alla regola-
zione e al funzionamento in sicurezza della macchina.
3) RESPONSABILITA’ DELL’OPERATORE
L’operatore è responsabile verso terzi di eventuali incidenti
o danni a persone e cose causati dall’uso della macchina.
4) MANTENETE UNA POSIZIONE DI LAVORO STABILE E
SICURA
Quando lavorate mantenete una posizione di lavoro stabile
e sicura.
5) FATE ATTENZIONE ALLA ZONA DI LAVORO
Fate attenzione al mandrino, al pezzo in lavorazione, al-
l’utensile di taglio, ai trucioli prodotti dalla lavorazione e in
generale a tutte le parti in movimento.
6) OPERATE CON ATTENZIONE
Non distraetevi e controllate sempre quello che state facen-
do: usate il buon senso. Non usate mai la macchina in con-
dizioni di stanchezza, malessere, sotto l’effetto di alcool,
droghe o farmaci che riducono la vigilanza.
7) MANTENETE UNA DISTANZA DI SICUREZZA
Mantenete le persone e gli animali lontano dalla vostra
zona di lavoro e dalla macchina. Non toccate le parti che
sono in tensione elettrica.
8) PROTEGGETE IL VOSTRO CORPO
L’uso della macchina genera rumore, calore, polveri, fumi,
vibrazioni, il lancio di trucioli e liquido refrigerante. Ope-
rate sempre con dei dispositivi di protezione individuale
a norma per evitare lesioni al corpo, alle mani, agli occhi,
all’udito. Indossate abbigliamento robusto con maniche e
polsini stretti, occhiali di protezione, guanti da lavoro, cuf-
fie antirumore e calzature antinfortunistiche. Non indossa-
te abbigliamento largo, sciarpe, nastri di tessuto e gioielli
perché potrebbero impigliarsi nelle parti in movimento della
macchina. Indossare copricapi di protezione per raccoglie-
re i capelli lunghi. Gli occhiali da vista non sono adatti a
proteggere gli occhi.
9) EFFICIENZA DELLA MACCHINA
Controllate sempre l’efficienza e l’integrità della macchina;
se in cattivo stato può causare pericolo per persone, ani-

8
mali e cose. Non utilizzate la macchina se l’interruttore non
consente di accendere o spegnere la macchina.
10) INTEGRITA’ DELLA MACCHINA
Non togliete alcun componente dalla macchina se non
espressamente indicato nelle presenti istruzioni e non mo-
dificate in alcun modo la configurazione originale.
11) NON SMONTATE LA MACCHINA
Non smontate per alcun motivo la macchina. Non utilizzate
la macchina senza le protezioni.
12) NON MANOMETTETE ALCUN COMPONENTE DELLA
MACCHINA
Non manomettete alcun componente della macchina.
13) VERIFICATE LA SOLIDITÀ DELLA MACCHINA
Verificate periodicamente il serraggio della viteria della
macchina e il fissaggio del mandrino.
14) UTILIZZATE LA MACCHINA IN UN LUOGO BEN AERA-
TO E VENTILATO
La macchina deve essere utilizzata in un luogo ben aerato
e ventilato in modo assicurare un sufficiente raffreddamen-
to e un ricambio d’aria del locale.
15) NON UTILIZZATE LA MACCHINA IN AMBIENTI PERI-
COLOSI
Non utilizzate la macchina in un ambiente con pericolo di
esplosione e/o incendio, in locali poco ventilati, in presenza
di liquidi, umidità, gas, vapori, acidi ed elementi infiamma-
bili e/o esplosivi.
16) TRASPORTO E SOLLEVAMENTO DELLA MACCHINA
Le operazioni di trasporto e sollevamento della macchina
devono essere eseguite da personale esperto; rivolgetevi a
un trasportatore specializzato. Per trasportare e sollevare
la macchina utilizzate degli attrezzi per movimentazione e
sollevamento carichi adatti alla massa, dimensioni e forma
della stessa. Le operazioni di movimentazione e solleva-
mento possono essere molto pericolose: allontanare i non
addetti, pulire, sgomberare e delimitare la zona, verificare
l’integrità e l’idoneità dei mezzi a disposizione, non toccate
i carichi sospesi, mantenete una distanza di sicurezza. Ac-
certatevi che la zona sia sgombra da ostacoli e che vi sia
un sufficiente “spazio di fuga”, intendendo con questo ter-
mine una zona libera e sicura in cui potersi spostare rapida-
mente qualora il carico cadesse. Sollevare la macchina con
estrema cautela e trasferitela lentamente, senza scosse o
movimenti bruschi. Non trasportate la macchina tirandola
per il cavo di alimentazione o altre sue parti.
17) POSIZIONAMENTO DELLA MACCHINA
Posizionate e fissate la macchina mediante bulloneria so-
pra un basamento (non in dotazione) con superficie pia-
na, solida e ininfiammabile. Il basamento deve sopportare
il peso della macchina, le sollecitazioni derivate dall’uso e
gli squilibri di peso quando si spostano componenti della
macchina. Il basamento deve essere fissato al pavimento
mediante bulloneria. E’ vietato usare la macchina senza fis-
sarla solidamente e su superfici infiammabili come legno,
plastica ecc.
18) LAVORATE CON LUMINOSITA’ ADEGUATA
Lavorate solo durante le ore di buona luminosità o con una
illuminazione artificiale corrispondente.
19) NON ESPONETE LA MACCHINA AGLI AGENTI ATMO-
SFERICI
Non lasciate la macchina esposta agli agenti atmosferici
quali pioggia, nebbia, sole, alte o basse temperature.
20) NON TOCCATE LA MACCHINA SE SIETE BAGNATI
Non usare la macchina a piedi nudi o bagnati. Non toccare
la macchina con le mani bagnate.
21) CONTROLLO PRIMA DI AVVIARE LA MACCHINA
Prima di inserire la spina alla rete elettrica verificare che
l’interruttore sia su OFF “O” (spento), che il pezzo in lavo-
razione e che l’utensile siano ben fissati, che le chiavi di
serraggio pezzo ed utensile siano state tolte, che le prote-
zioni trasparenti siano regolate in posizione, che il coper-
chio del vano ingranaggi sia chiuso con la sue viti.
22) FISSATE BENE IL PEZZO IN LAVORAZIONE
È molto importante per la vostra sicurezza che il pezzo in
lavorazione sia ben fissato al mandrino.
L’apertura ecces-
siva delle griffe del mandrino può provocare il distacco
delle stesse e del pezzo.
23) RISCHI RESIDUI
Ricordatevi sempre che i ripari forniti con la macchina mini-
mizzano i rischi di eiezione del pezzo e del materiale aspor-
tato ma non li eliminano completamente.
24) MATERIALI NON CONSENTITI
Non è consentita la lavorazione di legno, materiali plastici,
materiali infiammabili ed esplodenti, materiali che gene-
rano polveri e nebbie pericolose o nocive alla salute.
25) PREVENITE POSSIBILI INCIDENTI
Effettuate sempre una prova di funzionamento a vuoto
prima di iniziare il lavoro; durante questo periodo fate in
modo che nessuno si avvicini alla macchina e mantenete
una distanza di sicurezza. Utilizzate sempre occhiali, guan-
ti e cuffie di protezione. Quando lavorate guardate la zona
in lavorazione solo attraverso le protezioni trasparenti. A
macchina in funzione non aprire il carter o le protezioni, pe-
ricolo di lesioni gravi! Dopo aver sostituito dei componenti
effettuate sempre un controllo generale prima di accingervi
alla lavorazione.
26) MANEGGIATE GLI UTENSILI E I TRUCIOLI CON
ATTENZIONE
Gli utensili e i trucioli prodotti dalla lavorazione sono molto
taglienti e caldi. Maneggiateli con attenzione e indossate
sempre guanti protettivi. Utilizzate un opportuno gancio
metallico (non in dotazione) per togliere i trucioli ; non utiliz-
zare le mani, pericolo di lesioni gravi!
27) A MACCHINA IN FUNZIONE NON TOCCATE L’UTENSI-
LE E IL MANDRINO
Durante il funzionamento non toccate con le mani l’utensi-
le, il mandrino e tutte le parti in movimento. Fate attenzione
al movimento delle braccia e delle mani. Sostituite l’utensile
solo dopo aver spento la macchina e scollegato il cavo di
alimentazione dalla presa elettrica.
28) NON SOLLECITATE L’UTENSILE
Non sottoponete l’utensile a sollecitazioni quali: urti, fles-
sioni, pressioni eccessive, tensioni termiche, variazioni irre-
golari di velocità, vibrazioni. In queste condizioni l’utensile
ha una durata limitata e può rompersi con pericoloso lancio
di frammenti.
29) MACCHINA NON OPERATIVA
Posizionare l’interruttore su OFF “O” (spento), staccate
l’alimentazione elettrica scollegando la spina della macchi-

9
na quando: non la usate, la lasciate incustodita, la tra-
sportate, il cavo di alimentazione è danneggiato, sostituite
l’utensile, fissate e smontate il pezzo in lavorazione, rego-
late le cinghie e gli ingranaggi di trasmissione, effettuate
le regolazioni, la manutenzione e la pulizia.
30) ATTENDETE L’ARRESTO COMPLETO DELLA MAC-
CHINA
Il motore, le parti meccaniche rotanti, le cinghie, gli ingra-
naggi, il pezzo in lavorazione con mandrino girano an-
cora per diversi secondi dopo aver spento la macchina.
Durante la fase di arresto queste parti non devono essere
toccate, pericolo di lesioni gravi!
31) NON ABBANDONATE LA MACCHINA FINCHÉ È IN
FUNZIONE
Non abbandonate la macchina finché è in funzione e nella
fase di arresto rimanete vicino fino al completo arresto
delle parti in movimento.
32) NON UTILIZZATE UTENSILI MANUALI
Questa macchina è stata progettata per utilizzare uten-
sili montati su sedi apposite. E’ vietato utilizzare utensili
manuali sostenuti dall’operatore come lime, tele smeriglio
ecc.
33) MANTENETE PULITO E IN ORDINE IL POSTO DI LA-
VORO
Il disordine e la mancanza di pulizia sono fonti di pericolo.
Fate in modo che attorno alla macchina non ci siano at-
trezzi od oggetti che potrebbero essere danneggiati . Non
posizionate attrezzi od oggetti sulla macchina o sopra la
macchina che potrebbero cadere accidentalmente.
34) LE RIPARAZIONI DEVONO ESSERE EFFETTUATE DA
PERSONALE AUTORIZZATO
Non tentate di riparare la macchina o di accedere a organi
interni, rivolgetevi sempre presso i centri assistenza auto-
rizzati. Interventi effettuati da personale non autorizzato fa
decadere la garanzia e potrebbe generare pericolo.
35) RICHIEDETE E FATE INSTALLARE SOLO RICAMBI
ORIGINALI
Richiedete e fate installare solo ricambi originali, rivolge-
tevi al vostro rivenditore di fiducia. L’utilizzo di ricambi non
originali fa decadere la garanzia e potrebbe generare pe-
ricolo.
36) RIPONETE LA MACCHINA IN UN LUOGO SICURO
Quando non la usate, riponete la macchina in un luogo
asciutto e lontano dalla portata dei bambini.
37) ATTENETEVI SEMPRE A QUESTE ISTRUZIONI
Utilizzate la macchina solo nei modi descritti in queste
istruzioni. Non utilizzatela per scopi a cui non è desti-
nata.
NORME DI SICUREZZA ELETTRICHE
1) NON TOCCATE LE PARTI IN TENSIONE ELETTRICA
ATTENZIONE! Pericolo di scossa elettrica. Alcu-
ne parti della macchina sono in tensione elettrica.
2) MANTENETE I BAMBINI E GLI ANIMALI LONTANI DA-
GLI APPARECCHI ELETTRICI
I bambini e gli animali devono essere tenuti lontani dagli
apparecchi collegati alla rete elettrica.
3) VERIFICATE LA TENSIONE DI ALIMENTAZIONE
La tensione di alimentazione deve corrispondere a quella
dichiarata sulla targhetta dati tecnici. Non utilizzate altro
tipo di alimentazione.
4) UTILIZZATE UN APPARECCHIO SALVAVITA
È obbligatorio l’uso di un apparecchio salvavita sulla linea
di alimentazione elettrica per un campo di intervento se-
condo le normative vigenti nel Paese di utilizzo; consulta-
te il vostro elettricista di fiducia.
5) COLLEGAMENTO ALLA RETE ELETTRICA
Prima di collegare o scollegare la macchina dalla rete di
alimentazione, assicuratevi che l’interruttore si trovi nella
posizione OFF “O” (spento).
6) COLLEGATEVI SOLO AD UNA RETE DI ALIMENTA-
ZIONE PROVVISTA DI IMPIANTO DI MESSA A TERRA
La linea che fornisce l’energia elettrica e l’eventuale cavo
di prolunga devono essere muniti di un impianto di messa
a terra; solo in questo modo la sicurezza elettrica della
macchina è assicurata. Consultate il vostro elettricista di
fiducia.
7) NON MANOMETTETE IL CAVO DI ALIMENTAZIONE
Non manomettete il cavo di alimentazione. Non sostituite
la spina del cavo di alimentazione; utilizzate un opportu-
no adattatore per il collegamento alla presa della linea di
alimentazione.
8) CONTROLLATE IL CAVO DI ALIMENTAZIONE
Il cavo di alimentazione e il cavo di prolunga (se presente)
devono essere controllati periodicamente e prima di ogni
uso per vedere se presentano segni di danneggiamento
o di invecchiamento. Se non risultassero in buone condi-
zioni scollegate immediatamente il cavo e non usate la
macchina ma fatela riparare presso un centro di assisten-
za autorizzato.
9) MANTENETE IL CAVO DI ALIMENTAZIONE IN
POSIZIONE SICURA
Tenete il cavo di alimentazione e il cavo di prolunga (se
presente) lontani dalla zona di lavoro e dalla macchina, da
superfici umide, bagnate, oliate, da bordi taglienti, da fonti
di calore, da combustibili e da zone di transito veicolare
e pedonale.
10) NON CALPESTATE O SCHIACCIATE IL CAVO DI
ALIMENTAZIONE
Non passate mai sopra il cavo di alimentazione. Siate co-
scienti della sua posizione in ogni momento.
11) NON USATE LA MACCHINA IN PRESENZA DI LIQUIDI
Non bagnate la macchina con liquidi e non esponetela ad
ambienti umidi. Non lasciatela all’aperto.
12) UTILIZZATE UN CAVO DI PROLUNGA IDONEO ALLA
MACCHINA
Utilizzate solamente cavo per prolunga idoneo alla poten-
za della macchina che utilizzate e dimensionato in base
alla sua lunghezza, omologato e con linea di messa a ter-
ra. Consultate il vostro elettricista di fiducia.
13) SCOLLEGATE LA MACCHINA IMPUGNANDO SOLO
LA SPINA
Per estrarre la spina dalla presa impugnate solo la spina
senza tirare il cavo di alimentazione.
14) EVITATE IL CONTATTO DEL CORPO CON SUPERFICI
MESSE A MASSA O A TERRA
Evitate il contatto del corpo con superfici messe a massa

10
o a terra, come frigoriferi, termosifoni, tubi e serramenti
metallici ecc. E’ consigliato l’utilizzo di una pedana che
isoli elettricamente l’utilizzatore dal pavimento.
TERMINOLOGIA ADOTTATA
MACCHINA
Assieme di tutti i componenti elettrici e meccanici.
QUADRO COMANDI
Parte della macchina in cui sono posizionati i comandi elet-
trici di avvio, arresto e selettori modalità di utilizzo.
TORNIO
Macchina destinata a torniture, forature ed alesature con
pezzo in rotazione attorno al suo asse e utensile che trasla
rispetto al pezzo.
UTENSILE
Attrezzo destinato ad asportare materiale dal pezzo.
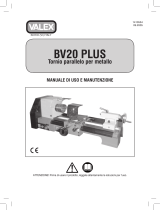
AVANTI, INDIETRO, DESTRA, SINISTRA, ALTO, BASSO
Fare riferimento alla fig.D con l’operatore posto di fronte alla
macchina in posizione di utilizzo.
OPERATORE - UTILIZZATORE
È la persona incaricata di installare, far funzionare, regola-
re, manutenzionare, pulire la macchina. È la persona respon-
sabile della macchina.
TRASPORTO E SOLLEVAMENTO
ATTENZIONE! La Ditta Costruttrice declina ogni
responsabilità per gli eventuali danni diretti e/o indiretti
causati da errati trasporti o sollevamenti.
Le operazioni di trasporto e sollevamento della macchina
devono essere eseguite da personale esperto; rivolgetevi a
un trasportatore specializzato.
Per trasportare e sollevare la macchina utilizzate degli at-
trezzi per movimentazione e sollevamento carichi adatti alla
massa, dimensioni e forma della stessa. Le operazioni di mo-
vimentazione e sollevamento possono essere molto pericolo-
se: allontanare i non addetti, pulire, sgomberare e delimitare
la zona, verificare l’integrità e l’idoneità dei mezzi a disposi-
zione, non toccate i carichi sospesi, mantenete una distanza
di sicurezza.
Accertatevi che la zona sia sgombra da ostacoli e che vi sia
un sufficiente “spazio di fuga”, intendendo con questo termine
una zona libera e sicura in cui potersi spostare rapidamente
qualora il carico cadesse.
Sollevare la macchina con estrema cautela e trasferitela len-
tamente, senza scosse o movimenti bruschi. Non trasportate la
macchina tirandola per il cavo di alimentazione o altre sue parti.
MESSA IN SERVIZIO (FIG.A)
ATTENZIONE! La Ditta Costruttrice declina ogni
responsabilità per gli eventuali danni diretti e/o indiretti
causati da errate installazioni e allacciamenti.
ATTENZIONE! Prima effettuare le seguenti operazio-
ni assicuratevi che la spina della macchina sia scollegata
dalla rete elettrica.
La macchina è fornita con alcuni componenti smontati e pri-
ma di usarla deve essere pulita ed installata.
Nella scelta della posizione della macchina è opportuno
considerare:
- che la posizione prevista non sia umida e sia al riparo dagli
agenti atmosferici.
- che la zona di appoggio risulti perfettamente in piano, su
di un pavimento antisdrucciolo e con una capacità di carico
adeguata al peso della macchina.
- che attorno alla macchina sia prevista un’ampia zona opera-
tiva libera da impedimenti.
- che il locale sia custodito e chiuso per impedire il libero ac-
cesso.
- che vi sia una buona illuminazione.
- che sia posizionata in vicinanza dell’interruttore generale
con differenziale.
- che l’impianto di alimentazione sia dotato di messa a terra
conforme alle norme.
-
che la temperatura ambiente sia compresa tra 10° e 40° C.
- che l’ambiente di lavoro non sia in atmosfera esplosiva.
Togliete la parte superiore dell’imballo e verificate visiva-
mente la perfetta integrità della macchina e dei componenti; a
questo punto eliminate l’imballo e procedete ad una accurata
pulizia per togliere gli oli protettivi utilizzati per il trasporto.
1) Procuratevi un basamento (non in dotazione) su cui
appoggerete la macchina e una serie di bulloneria (non
in dotazione) per fissarla ad esso.
2)
Posizionate la macchina sopra il basamento e, prima di
togliere i dispositivi di sollevamento mantenendola “in
tiro”, fissarla in maniera ben salda mediante bulloneria
utilizzando i fori presenti sui piedi della macchina.
3)
Accertatevi di aver fissato la macchina al basamento.
4)
Lentamente e procedendo gradualmente, lasciate che
la macchina scarichi completamente il proprio peso sul
basamento e sul pavimento: verificate che non ci siano
cedimenti strutturali.
5)
Verificate il serraggio della bulloneria utilizzata per il
fissaggio ed eventualmente serratela maggiormente.
6)
Togliete l’attrezzatura di sollevamento.
7)
Procedete al montaggio dei componenti come illustrato
in figura; in caso di dubbio rivolgetevi al vostro rivendito-
re. Alcuni componenti devono essere montati solo se ne-
cessari alla lavorazione che vi accingete ad effettuare.
ATTENZIONE! I seguenti componenti non devono
essere montati se si eseguono lavorazioni al tornio con
avanzamenti automatici del carrello (pos.22):
- Maniglia del volantino pos. 23.
8)
Verificate che tutte le protezioni siano correttamente
montate. È vietato utilizzare la macchina se le prote-
zioni non sono installate. Esse sono:
- protezione trasparente mandrino
- protezione trasparente torretta portautensile
- protezione posteriore in lamiera
- carter cinghia/ingranaggi
9)
Pulite accuratamente l’attacco conico della contropun-
ta e l’interno del canotto conico sulla testa della con-

11
tropunta; l’accoppiamento avviene per attrito senza
l’ausilio di viti.
10)
Verificate che la cinghia di trasmissione sia montata e
sia sufficientemente tesa.
11)
Verificate che le ruote dentate siano montate per il mo-
vimento della madrevite.
12)
Chiudete il coperchio del carter cinghia/ingranaggi ed
avvitate le viti.
13)
Verificate che la viteria del mandrino sia ben serrata.
14)
A macchina spenta, ruotate con una mano il mandrino
per alcuni giri in modo da verificare che possa ruotare
liberamente.
Assicuratevi di avere montato correttamente tutte le parti,
verificate la solidità dell’assemblaggio e la stabilità della mac-
china.
REGOLAZIONI TORNIO (FIG.A)
ATTENZIONE! Prima di ogni controllo o regolazione
posizionate l’interruttore su OFF“O” (spento) e staccate
l’alimentazione elettrica scollegando la spina della mac-
china.
VELOCITÀ MADREVITE
Per variare la velocità della madrevite (pos.25), e conse-
guentemente variare gli spostamenti automatici del carrello
(pos.22) rispetto ad ogni rotazione del mandrino e del pezzo,
è necessario variare il rapporto di trasmissione con il motore
agendo sulla posizione delle ruote dentate.
1)
Svitate la vite (pos.35) e togliete il coperchio carter in-
granaggi (pos.33).
2)
Montate il gruppo di ruote dentate che permettono di
ottenere la velocità desiderata, come indicato sulla
targhetta (fig.C). Posizionate le ruote in modo che la
testa dei denti non vada a toccare il fondo dei denti
della ruota a cui sono accoppiati, ma nemmeno essere
troppo lontani con gioco tra un dente motrice e uno
condotto.
PROTEZIONE TRASPARENTE MANDRINO
Regolate la protezione trasparente del mandrino (pos.12) in
modo che copra il mandrino.
PROTEZIONE TRASPARENTE TORRETTA
PORTAUTENSILE
Regolate la protezione trasparente della zona di taglio (pos.18)
in modo che copra la torretta portautensile e l’utensile.
AVVIAMENTO E ARRESTO (FIG.A)
Prima di mettere in funzione la macchina, verificate l’integri-
tà dei componenti e controllate che le viteria sia serrata.
Per la vostra sicurezza la macchina non si avvia se una
delle protezioni manca o è aperta; verificate sempre che le
protezioni siano montate e ben regolate.
ATTENZIONE! Prima di avviare la macchina è obbli-
gatorio indossare occhiali, guanti e cuffie di protezione
(non in dotazione alla macchina).
ATTENZIONE! Durante l’avviamento e l’arresto della
macchina fate in modo che nessuno si avvicini alla mac-
china. Mantenete una distanza di sicurezza lontano dal
mandrino ma comunque vicino al quadro comandi per
intervenire in caso di problemi.
ATTENZIONE! Prima di selezionare il senso di rota-
zione è obbligatorio ruotare il pulsante di arresto su OFF
“0” (spento) ed attendere che la macchina sia completa-
mente ferma.
ATTENZIONE! Il motore, le parti meccaniche rotanti,
le cinghie, gli ingranaggi, il pezzo in lavorazione girano
ancora per diversi secondi dopo aver spento la macchi-
na. Durante la fase di arresto queste parti non devono es-
sere toccate, pericolo di lesioni gravi!
AVVIAMENTO “ON”
1)
Verificate che il pezzo sia ben serrato nel mandrino.
2)
Verificate che la chiave di serraggio sia stata tolta dal
mandrino.
3)
Verificate che l’utensile sia ben serrato nella torretta.
4)
Verificate che la chiave di serraggio sia stata tolta dalla
torretta.
5)
Verificate che le protezioni siano chiuse e regolate.
6)
Verificate che la leva di innesto avanzamento longitudi-
nale carrello (pos.24) sia disinserita.
7)
Azionate la leva (pos.39) per selezionare velocità alte/
basse.
8)
Azionate il selettore (pos.3) per scegliere il senso di
rotazione del mandrino e la leva (pos.40) per scegliere
il verso di marcia del carrello:
Selettore
pos.3
Leva pos.40
in alto
Leva pos.40
in basso
FORWARD
mandrino
=antiorario
carrello=verso
sinistra
carrello=verso
destra
REVERSE
mandrino
=orario
carrello=verso
destra
carrello=verso
sinistra
9)
Inserite la spina del cavo di alimentazione (pos.7) alla
presa. La spia verde e il display si illumineranno.
10)
Posizionatevi di fronte alla macchina vicino al quadro
comandi ed assicuratevi che persone ed animali siano
lontani.
11)
Per avviare ruotate in senso orario l’interruttore (pos.2)
fino a sentire il “click” e regolate la velocità di rotazio-
ne.
Attenzione!
La regolazione della velocità (in aumento e in
diminuizione) deve essere progressiva senza effettuare bru-
sche variazioni.
Al primo avviamento selezionate la velocità “bassa” e fate
funzionare per 5 minuti la macchina a vuoto aumentando gra-
dualmente la velocità e mantenete per altri 2 minuti la velocità
max; successivamente effettuate questa stessa procedura se-
lezionando però la velocità “alta”.
Se osservate delle anomalie di funzionamento spegnete la
macchina e consultate il capitolo “Ricerca guasti ed interventi
ammessi”.

12
ARRESTO “OFF”
Per arrestare la macchina ruotate completamente in senso
antiorario l’interruttore (pos.2) fino a sentire il “click”.
ARRESTO D’EMERGENZA MACCHINA “EM. STOP”
Per arrestare la macchina in caso di emergenza premete a
fondo il pulsante rosso a forma di fungo (pos.1). Per riavviare
la macchina è necessario prima ruotarlo in senso orario fino
allo scatto di ripristino e portare l’interruttore (pos.2) nella po-
sizione di arresto macchina.
SPIA LUMINOSA VERDE “POWER”
Se la spia verde è accesa, significa che la macchina è in
tensione elettrica ed è pronta per essere avviata.
ATTENZIONE! La macchina deve essere conside-
rata in tensione se la spina è inserita nella presa e la
spia verde è spenta (guasto della spia).
SPIA LUMINOSA GIALLA “UNNORMAL”
Se la spia gialla è accesa, significa che:
- è stata effettuata una procedura di avviamento non corretta;
per avviare la macchina è necessario portare l’interruttore
nella posizione OFF di arresto per abilitarla al riavvio (spia
gialla spenta).
- la protezione del mandrino è aperta.
- il motore si è spento automaticamente a causa di un ecces-
sivo carico (es. profondità di tornitura eccessiva).
Quando non lavorate spegnete la macchina e staccate la spi-
na dalla presa.
AVVERTENZE E CONSIGLI D’USO
ATTENZIONE! Prima di ogni controllo o regolazione
posizionate l’interruttore su OFF “O” (spento) e staccate
l’alimentazione elettrica scollegando la spina della mac-
china.
Dopo aver letto attentamente i capitoli precedenti, seguite
scrupolosamente queste avvertenze e consigli che vi permet-
teranno di ottenere il massimo delle prestazioni dalla vostra
macchina. Procedete con calma, solo dopo aver acquisito una
buona esperienza riuscirete a sfruttarne a fondo le potenziali-
tà. Per prendere familiarità con tutti i comandi, fate delle prove
di utilizzo a vuoto senza montare pezzi in lavorazione.
La posizione normale dell’operatore è quella davanti la
macchina, con quadro comandi a sinistra e contropunta a de-
stra, nella parte centrale i comandi del carrello tornio: solo in
questa posizione è possibile eseguire delle lavorazioni.
A macchina spenta e nelle fasi di regolazione della veloci-
tà, contropunta ecc. è possibile posizionarsi in altri lati della
macchina.
La macchina è dotata di una serie di dispositivi di sicurez-
za che impediscono l’avviamento se le protezioni non sono
correttamente montate e regolate. Esse sono (fig.A):
Pos.12 Protezione mandrino
Attenzione: se questa protezione non è correttamente posi-
zionata l’avviamento non è possibile.
Inoltre a macchina è dotata di una serie di protezioni che
impediscono l’accesso ad organi in movimento o proteggono
l’operatore. Esse sono (fig.A):
Pos.18 Protezione zona di taglio
Pos.25 Protezione madrevite
Pos.33 Coperchio carter cinghia/ingranaggi
Pos.34 Protezione foro per passaggio barra
Pos.38 Protezione posteriore fissa
Non utilizzate la macchina se i dispositivi di sicurezza e di
protezione non sono montati o non sono regolati.
La macchina permette di eseguire una serie di lavorazioni
su pezzi a forma cilindrica (barra tonda) utilizzando specifici
utensili:
- tornitura cilindrica e conica, interna ed esterna
- foratura in asse al pezzo
- alesatura
- filettatura
Montate in maniera ben salda il pezzo in lavorazione che
dovrà avere forma, dimensioni e peso compatibili con la mac-
china; posizionate il pezzo nel mandrino e serratelo con la
chiave in dotazione.
Il mandrino (pos.11) ha le griffe (normalmente 3, ma alcuni
ne hanno 4) che servono per trattenere il pezzo in lavorazio-
ne. Per serrare il pezzo al mandrino utilizzare la chiave in do-
tazione, inserirla in uno dei fori sagomati ed avvitate forte.
ATTENZIONE! L’apertura massima delle griffe è defi-
nita dalla seguente tabella. Non oltrepassate questi
valori che si riferiscono alla dotazione fornita con la
macchina. Pericolo di improvviso distacco delle griffe
e del pezzo!
Attenzione: ricordarsi sempre di togliere la chiave pri-
ma di avviare! Chiudere sempre la protezione (pos.12) sul
mandrino. Se sostituite il mandrino in dotazione alla macchi-
na esso deve essere perfettamente bilanciato e compatibile
per forma e dimensioni con la flangia della macchina; questa
modifica può influire sulla massima velocità di rotazione per-
messa che può differire dalla massima velocità.
Per la vostra sicurezza è importante che il pezzo sia corret-
tamente bloccato sul mandrino. Sfruttate completamente la
zona di fissaggio delle griffe, non lavorate pezzi non bilanciati
od eccentrici e non tentate di lavorare pezzi che possono offri-
re una limitata superficie di presa.
ATTENZIONE! Rammentate sempre che la forza centri-
fuga prodotta dalla rotazione e le sollecitazioni derivate dal-
l’asportazione del materiale possono provocare il distacco
del pezzo dal mandrino ed eiettarlo contro l’operatore.
Se lavorate un pezzo lungo ma con diametro limitato è pos-
sibile inserirlo attraverso il foro (pos.34); è obbligatorio soste-
nere il pezzo dal lato sporgente e proteggerlo con idonei ripa-
ri. Attenzione alle pericolose vibrazioni del pezzo! Al termine
della lavorazione rimontate la protezione del foro.

13
Ora montate in maniera ben salda l’utensile di taglio che
dovrà avere forma, dimensioni e materiale compatibili con la
lavorazione da eseguire; posizionate l’utensile nella torretta e
serratelo con la chiave in dotazione. Utilizzate utensili di qua-
lità adatti alla vostra macchina e al tipo di materiale in lavora-
zione; il vostro rivenditore di fiducia potrà aiutarvi nella scelta
più idonea.
L’utensile (non in dotazione) deve essere montato sulla tor-
retta (pos.13) e fissato mediante tutte le viti presenti su un
lato della stessa, utilizzare la chiave in dotazione. La punta
dell’utensile deve trovarsi esattamente all’altezza dell’asse di
rotazione del pezzo, eventualmente spessorare sotto l’uten-
sile con dei lamierini in acciaio duro. Attenzione: ricordarsi
sempre di togliere la chiave prima di avviare! Serrare forte
la vite della torretta (pos.14). Chiudere sempre la protezione
(pos.18) sulla torretta; l’operatore deve osservare la zona di
taglio solo attraverso la protezione. Non utilizzate utensili in-
compatibili con la macchina. Sostituite l’utensile solo a mac-
china spenta
ATTENZIONE! Togliete tutte le chiavi utilizzate e po-
sizionate tutte le protezioni.
È importante impostare una velocità di rotazione del pez-
zo adatta al tipo di lavorazione (l’utensile invece trasla rispetto
al pezzo). La scelta della velocità dipende da numerosi fattori
quali: materiale del pezzo in lavorazione, tipo di lavorazione,
diametro del pezzo, tipo e forma dell’utensile, utilizzo o meno
di liquido refrigerante. In linea di massima la velocità di rota-
zione deve diminuire all’aumentare del diametro del pezzo/
foro e/o all’aumentare della durezza del materiale del pezzo.
L’utilizzatore troverà maggiori notizie su libri e pubblicazioni
specifiche o partecipando a corsi di specializzazione.
Con la leva (pos.39) potete scegliere tra alte e basse ve-
locità; la velocità bassa si utilizza per eseguire filettature ed
alesature, mentre la velocità alta si utilizza per torniture con
piccole asportazioni di materiale.
La regolazione della velocità tramite il regolatore elettronico
(pos.2) deve avvenire gradualmente senza brusche variazioni.
Per raffreddare alcuni tipi di utensile è importante utilizza-
re un liquido refrigerante; il vostro rivenditore di fiducia potrà
aiutarvi nella scelta più idonea. Fate attenzione a non bagna-
re il motore, le parti elettriche, il quadro comandi e le zone
di trasmissione del moto. Non eccedete con l’uso del liquido
refrigerante. Il liquido può essere recuperato e filtrato per un
nuovo utilizzo, ma deve essere sostituito dopo un certo perio-
do a causa della sua degradazione.
Il pezzo in lavorazione è in movimento rotatorio attorno al
suo asse; l’utensile invece trasla nei 2 assi longitudinali e tra-
sversali del tornio in modo manuale o automatico, per aspor-
tare il materiale dal pezzo.
ATTENZIONE! Quando inserite un avanzamento au-
tomatico fate attenzione al movimento del volantino in
rotazione (pos.23), al movimento del carrello (pos.22) e
dell’utensile che traslano longitudinalmente e che posso-
no sbattere contro il mandrino e le parti fisse del tornio.
Fate attenzione a non toccare con le mani il volantino in
rotazione e fate attenzione che i vestiti non si impiglino
sugli organi in movimento, pericolo di schiacciamento ed
intrappolamento!
Mantenete sempre una mano sul comando che innesta
l’avanzamento automatico (pos.24) in modo da disinserirlo
non appena la fase di lavorazione è terminata.
Gli spostamenti dell’utensile sono:
- Avanzamento longitudinale manuale (verso destra o ver-
so sinistra): è effettuato ruotando con la mano il volantino
(pos.23) e per i piccoli spostamenti, volantino (pos.16).
- È possibile inoltre ottenere superfici coniche +/-45° ruotan-
do la slitta portautensile per un angolo pari all’angolo da
ottenere sul pezzo; arretrate completamente verso destra
la slitta fino a scoprire le viti che la fissano, allentatele leg-
germente, ruotate la slitta osservando l’angolo sulla scala
graduata e rifissate le viti.
- Avanzamento trasversale manuale (in avanti o indietro): è
effettuato ruotando con la mano il volantino (pos.20). Atten-
zione: la ghiera graduata indica lo spostamento dell’utensi-
le, quindi l’asportazione di materiale sul diametro del pezzo
sarà il doppio!
- Avanzamento longitudinale automatico: è necessario prima
innestare (a macchina ferma) la rotazione della madrevite
con la leva (pos.40); è effettuato mediante l’azionamento
della leva (pos.24). Il senso di avanzamento dipende dalla
posizione della leva (vedi cap. Avviamento). Quando non
utilizzate l’avanzamento automatico, disinserite la rotazione
della madrevite portando la leva (pos.40) in posizione cen-
trale “stop”, per evitare inutili usure dei componenti.
Il motore fornisce l’energia per il movimento rotatorio del
pezzo (mediante la cinghia/pulegge pos.37) e per il movimen-
to automatico di traslazione dell’utensile (per mezzo del grup-
po ingranaggi pos.36). Quindi ad ogni giro del pezzo, lo spo-
stamento dell’utensile (per torniture e filettature) può variare
modificando la combinazione delle ruote dentate, vedere a tal
proposito la tabella fig.C. A seconda del passo che utilizzerete
montate le ruote dentate corrispondenti e ricordatevi di rimon-
tare sempre il coperchio carter di protezione.
La contropunta (pos.27) serve a sorreggere pezzi lunghi
o per ottenere lavorazioni con maggiore grado di precisione.
L’estremità della contropunta andrà ad inserirsi nel foro sul
pezzo, eseguito in precedenza con una speciale “punta da
centri” (non in dotazione). E’ possibile anche montare, al po-
sto della contropunta fissa, una contropunta rotante (non in
dotazione). Spostate la testa della contropunta (pos.31) verso
sinistra in prossimità del pezzo da sostenere, bloccatela av-
vitando la vite (pos.32), ruotate il volantino (pos.29) finché la
contropunta si arresta sul pezzo, bloccate con la leva (pos.30)
il canotto (pos.28).
Per eseguire i fori al tornio è possibile utilizzare un mandrino
con attacco conico (non in dotazione) montato al posto del-
la contropunta. L’accoppiamento tra codolo conico e canotto
della contropunta avviene per attrito senza l’ausilio di viti; pu-
liteli entrambi prima di accoppiarli.
Se la contropunta non viene utilizzata, deve essere riposta
in una cassetta e la testa della contropunta deve essere po-
sizionata all’estremità destra della macchina fino alla battuta
di arresto.
Stabilito il tipo di lavorazione si dovrà selezionare nel qua-
dro comandi, a macchina spenta, il senso di rotazione del
mandrino (vedi cap. Avviamento), che normalmente è antio-
rario visto dal lato mandrino.
Dopo aver avviato la macchina avvicinate il tagliente del-

14
l’utensile verso il pezzo con gradualità ed attenzione. L’aspor-
tazione del materiale deve avvenire con piccole passate e con
avanzamenti leggeri; carichi troppo elevati possono causare
la rottura dell’utensile, il distacco del pezzo dal mandrino, sol-
lecitazioni eccessive al motore con conseguente arresto, agli
organi di trasmissione e alla macchina riducendone la durata
e la precisione. L’utensile non deve toccare il pezzo se è fer-
mo e non avviate la macchina se l’utensile è a contatto del
pezzo.
Attenzione! Utilizzate un opportuno gancio metal-
lico (non in dotazione) per togliere i trucioli prodotti dal-
la lavorazione; non utilizzare le mani, pericolo di lesioni
gravi!
Il livello delle emissioni sonore varia a seconda del tipo di
lavorazione e dalla velocità di rotazione. Per diminuire il livello
di emissioni sonore durante le lavorazioni: migliorate il fissag-
gio del pezzo e dell’utensile e se possibile riducete la parte
sporgente dell’utensile dalla torretta.
MANUTENZIONE
ATTENZIONE! Prima di ogni controllo o manutenzio-
ne posizionate l’interruttore su OFF “O” (spento) e stac-
cate l’alimentazione elettrica scollegando la spina della
macchina.
La durata e il costo d’esercizio della macchina dipendono
anche da una costante e scrupolosa manutenzione, osserva-
te sempre le seguenti istruzioni.
LUBRIFICAZIONE PRIMA DI OGNI UTILIZZO
- Lubrificate con un leggero strato d’olio di qualità le guide di
scorrimento su cui poggia il carrello del tornio, le guide della
slitta trasversale e longitudinale, il canotto della contropunta,
le guide di scorrimento delle griffe del mandrino.
- Lubrificate con grasso la madrevite, i denti dell’asta dentata
e la vite della slitta trasversale.
- Lubrificate con grasso i denti degli ingranaggi all’interno
del carter del tornio; fate attenzione a spalmare una piccola
quantità di grasso e non sporcare la cinghia e le pulegge.
- Lubrificate con una piccola quantità d’olio di qualità i sup-
porti della madrevite.
PULIZIA DOPO OGNI UTILIZZO
- Pulite regolarmente ed abbiate cura della vostra macchina,
vi garantirete una perfetta efficienza ed una lunga durata del-
la stessa.
- Rimuovete i trucioli prodotti e il liquido refrigerante dalla mac-
china utilizzando una spazzola morbida e un panno.
- Non spruzzate o bagnate d’acqua la macchina.
- Non usate infiammabili, detergenti o solventi vari, potreste
rovinare irrimediabilmente la macchina. Le parti in plastica
sono aggredibili da agenti chimici.
- Non utilizzate un getto d’aria compressa per la pulizia: peri-
colo lancio trucioli taglienti e liquido refrigerante!
- Prestate particolare attenzione alla pulizia del quadro co-
mandi, alle feritoie di ventilazione del motore, al mandrino
specialmente sulle superfici di serraggio pezzo, alle leve e ai
volantini di comando.
- Pulite accuratamente le protezioni trasparenti.
- Dopo la pulizia proteggete con un sottile strato di olio le parti
metalliche non verniciate quali le guide di scorrimento, la slit-
ta trasversale e il mandrino.
- Consegnate il liquido refrigerante e i trucioli ad un punto di
raccolta per il riciclaggio.
CINGHIA DI TRASMISSIONE
Verificate periodicamente lo stato della cinghia (pos.37); se
presenta segni di usura fatela sostituire con una di caratteristi-
che e dimensioni uguali.
FUSIBILE
Per verificare le condizioni del fusibile o per sostituirlo svitate
con un cacciavite il tappo “FUSE” posto sul fianco del quadro
elettrico (pos.6); sostituite il fusibile con uno di caratteristiche
e dimensioni uguali. Infilate il fusibile nella sede del tappo ed
avvitatelo nel foro posto a fianco del quadro elettrico.
REGOLAZIONE GIOCO CARRELLO E SLITTA
È possibile regolare il gioco della slitta longitudinale e tra-
sversale mediante le viti pos.17 e 21.
RICERCA GUASTI E INTERVENTI AMMESSI
LA MACCHINA NON SI AVVIA OPPURE SI ARRESTA E
NON RIPARTE:
• Mancanza di energia elettrica:
- Controllate che l’interruttore sia in posizione ON “I” (ac-
ceso) e regolato su una velocità.
- Controllate che il cavo elettrico e la prolunga (se presen-
te) non siano danneggiati.
- Controllate l’interruttore generale dell’impianto di alimen-
tazione.
- Controllate che il fusibile non sia bruciato.
• Comandi non selezionati:
- Verificate che il selettore del senso di rotazione si trovi
nella posizione FORWARD o REVERSE.
- Verificate che il pulsante di arresto d’emergenza non sia
inserito.
• Protezione mandrino aperta:
- Posizionate correttamente la protezione mandrino
• Guasto elettrico:
- Rivolgetevi ad un centro assistenza autorizzato.
IL MOTORE SI AVVIA MA IL MANDRINO NON GIRA:
•
Cinghia di trasmissione usurata o rotta:
- Controllate lo stato di usura della cinghia.
LA MACCHINA VIBRA ECCESSIVAMENTE:
• Velocità di taglio o nr. di giri elevati:
- Diminuite la velocità di taglio o il nr. di giri del pezzo.
• Utensile senza tagliente:
- Sostituite o affilate l’utensile.
• Fissaggio insufficiente della macchina al basamento:
- Migliorate il fissaggio della macchina.
ATTENZIONE! Se dopo aver eseguito gli interventi

15
DICHIARAZIONE DI CONFORMITÀ
La Ditta Valex S.p.A. - Via Lago Maggiore, 24
36015 SCHIO (VI) - Italy
Dichiara sotto la propria responsabilità che la macchina:
Prodotto: Tornio parallelo per metallo CX 350
Cod. Prodotto: 1410563
È conforme ai requisiti di sicurezza e salute delle direttive
98/37 CE, 89/336 CE, 73/23 CE e loro successive
modifiche.
SCHIO, luglio 2004
Un procuratore - Bruno ANZOLIN
sopra descritti la macchina non funziona correttamente o
in caso di anomalie diverse da quelle indicate, spegnetela
e portatela presso un centro di assistenza autorizzato o
fate intervenire un tecnico autorizzato richiedendo ricam-
bi originali. Fate sempre riferimento al modello macchina
e numero di matricola riportati sull’etichetta dati tecnici.
RIMESSAGGIO
- Scollegate la macchina dalla rete elettrica.
- Effettuate una accurata pulizia di tutta la macchina e sue
parti accessorie (vedi paragrafo Manutenzione).
- Proteggete le parti non verniciate con un olio protettivo.
- Riponete la macchina lontano dalla portata dei bambini, in
posizione stabile e sicura e in luogo asciutto, temperato e
libero da polveri. Al locale di rimessaggio non devono avere
accesso i bambini e gli estranei.
- Proteggete la macchina dalla luce diretta, tenetela possibil-
mente al buio o in penombra.
- Non chiudete la macchina in sacchi di nylon, potrebbe for-
marsi dell’umidità e danneggiare la macchina.
- Utilizzate l’imballo originale per proteggere la macchina.
DEMOLIZIONE
- Per la salvaguardia dell’ambiente procedete secondo le leg-
gi vigenti del Paese in cui vi trovate.
- Quando la macchina non è più utilizzabile nè riparabile, pro-
cedete allo smontaggio delle parti per lo smaltimento diffe-
renziato dei rifiuti.
- Tutti i componenti plastici riportano una sigla identificatrice
del materiale di cui sono composti, questa servirà in futuro
per il riciclaggio dello stesso.
- Consegnate la macchina, l’imballo e l’olio esausto ad un
punto di raccolta per il riciclaggio.
Modifiche: testi, figure e dati corrispondono allo standard
aggiornato all’epoca della stampa del presente manuale. Il
costruttore si riserva la facoltà di aggiornare la documentazio-
ne qualora venissero apportate delle variazioni alla macchina,
senza incorrere per questo in alcun obbligo.
Nessuna parte di questa pubblicazione e della docu-
mentazione allegata alla macchina può essere riprodotta
senza un permesso scritto del costruttore.
GARANZIA
Il prodotto è tutelato a norma di legge contro ogni non con-
formità rispetto alle caratteristiche dichiarate purché sia
stato utilizzato esclusivamente nel modo descritto nel pre-
sente manuale d’uso, non sia stato manomesso in alcun
modo, non sia stato riparato da personale non autorizzato
e, ove previsto, siano utilizzati solamente ricambi originali.
Sono comunque esclusi materiali di consumo e/o compo-
nenti soggetti a particolare usura come ad esempio cin-
ghie, batterie, lampadine, elementi di taglio e finitura etc.
Consegnate il prodotto al rivenditore o ad un centro di assi-
stenza autorizzato, esibendo la prova d’acquisto.

-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
















Documenti correlati
-
 Valex 1410562 Manuale del proprietario
Valex 1410562 Manuale del proprietario
-
 Valex 1410565 Manuale del proprietario
Valex 1410565 Manuale del proprietario
-
 Valex 1410566 Manuale del proprietario
Valex 1410566 Manuale del proprietario
-
 Valex 1410557 Manuale del proprietario
Valex 1410557 Manuale del proprietario
-
 Valex 1410308 Manuale del proprietario
Valex 1410308 Manuale del proprietario
-
 Valex 1410309 Manuale del proprietario
Valex 1410309 Manuale del proprietario
-
 Valex 1498462 Manuale del proprietario
Valex 1498462 Manuale del proprietario
-
 Valex 1410554 Manuale del proprietario
Valex 1410554 Manuale del proprietario
-
 Valex 1421062 Manuale del proprietario
Valex 1421062 Manuale del proprietario
-
 Valex 1432599 Manuale del proprietario
Valex 1432599 Manuale del proprietario









